Заводське виробництво опалубок збірних залізобетонних блоків для будівництва основ вітрогенераторних установок
Номер патенту: 106401
Опубліковано: 26.08.2014
Автори: Хімено Чуека Хосе Еміліо, Фернандес Гомес Мігуел Анхел
Формула / Реферат
1. Завод (10, 100) з виробництва опалубок збірних залізобетонних блоків для будівництва основ вітрогенераторних установок, використовуючи пасивний сталевий елемент або арматуроподібний стержневий елемент чи елемети, а також активне попереднє напруження сталі, з оболонкою або без оболонки, бетон та оздоблювальні аксесуари, в тому числі завод (10, 100), підйомні засоби (30, 30'; 130) і бетонувальні засоби (26, 126), завод також включає:
щонайменше одну арматурну установку (14, 114), щонайменше одну опалубку (22, 122), для підготовки каркаса,
щонайменше одну бетонувальну установку (16, 116), щонайменше одну стабілізовану паром опалубку (24, 124), включаючи основне тіло опалубки, лічильник опалубки і полотно для стабілізації для застосування одного із каркасів в опалубці (24, 124), бетонування опалубки (24, 124), наповнення бетоном опалубок (24, 124) і витягання безлічі частин з вказаної опалубки, що стають напівфабрикатними блоками (38, 138),
щонайменше одну кондиціонувальну установку (18, 118) для закінчення напівфабрикатних блоків (38, 138) і/або застосування оздоблювальних аксесуарів до напівфабрикатних блоків (38, 138), і
щонайменше одну складську станцію для зберігання готових блоків (32, 132);
який відрізняється тим, що основа арматурної установки (14, 114), бетонувальної установки (16, 116) і кондиціонувальної установки (18, 118) складається з бетонних плит (28, 128), розташованих безпосередньо на ущільненій місцевості, тобто без фундаменту, анкерів і т.п. в ущільненій місцевості, тому переміщувальні засоби (30, 30'; 130) є переміщувальними засобами без фундаменту, і тіло опалубки ділиться щонайменше на дві частини, з'єднаних одна з одною, фіксуючими засобами, і лічильник опалубки розділений як мінімум на дві частини, з'єднані одна з одною засобами фіксації.
2. Завод за п. 1, який відрізняється тим, що додатково включає засоби попередньої напруги, в тому числі засоби продуктивності попередньої напруги і попереднього напруження арматури.
3. Завод за п. 2, який відрізняється тим, що засоби попередньої продуктивності напруження, розташовані в бетонувальній станції (16, 116) при попередньому напруженні арматури або в кондиціонувальній станції (18, 118) при постнапруженні арматури.
4. Завод за будь-яким з пп. 1-3, який відрізняється тим, що всі або частина переміщувальних засобів (30, 30'; 130) рухомі без фундаментів і/або всі або частина засобів бетонування (26, 126) рухливі.
5. Завод за п. 4, який відрізняється тим, що переміщувальні засоби включають один або кілька стрілкових автокранів (130) і/або один або декілька портальних кранів (30) на рейках, (42) і/або один або декілька портальних кранів (30') на колесах.
6. Завод за п. 5, який відрізняється тим, що щонайменше один з портальних кранів (30) на рейках (42) і/або щонайменше один з портальних кранів на колесах (30') є самохідними.
7. Завод за п. 4, який відрізняється тим, що засоби бетонування включають один або кілька автобетонозмішувачів (126) або частини обладнання для виготовлення бетону, у тому числі насосного обладнання.
8. Завод за будь-яким з пп. 1-7, який відрізняється тим, що бетонна плита (28, 128) розташовується на місці єдиним цілим.
9. Завод за будь-яким з пп. 1-8, який відрізняється тим, що бетонна плита (28, 128), має товщину в діапазоні 15-25 см.
10. Завод за будь-яким з пп. 1-9, який відрізняється тим, що додатково включає щонайменше складений навіс або модульний або стаціонарний дах (36) щонайменше для часткового покриття арматурної установки (14, 114) і/або бетонувальної установки (16; 116) і/або кондиціонувальної установки (18, 118).
11. Завод за будь-яким з пп. 1-10, який відрізняється тим, що додатково включає щонайменше один рухомий дах (136) щонайменше часткового покриття арматурної установки (14, 114), бетонувальної установка (16, 116) і кондиціонувальної установки (18, 118).
12. Завод за п. 11, який відрізняється тим, що рухомий дах (136) ковзає в бік виробничої лінії на рейках (134), утворюється безпосередньо на бетонній плиті (128) і має розширення в бік рейок (134), практично дорівнює довжині опалубки (124).
13. Спосіб заводського виробництва опалубок збірних залізобетонних блоків, призначених для будівництва основ вітрогенераторних установок за будь-яким з пп. 1-12, при якому:
завод розміщують на будівельних майданчиках в розібраному стані з початкових одиниць, що менші, ніж блоки, що повинні бути виготовлені,
переміщують початкові одиниці на будівельний майданчик, для близького доставляння виготовлених блоків,
здійснюють монтаж заводу на будівельному майданчику, починаючи з початкової одиниці,
виготовляють блоки на заводі в зібраному стані,
здійснюють демонтаж заводу на будівельному майданчику, поки завод знаходиться в розібраному стані з початкових одиниць, що менші, ніж виготовлені блоки і
переміщують остаточні одиниці до місця призначення та залишають будівельний майданчик, в тих умовах, що були перед монтажем заводу.
14. Спосіб за п. 13, який відрізняється тим, що місце виробництва є місцем призначення та використання.
15. Спосіб за п. 13, який відрізняється тим, що місцем виробництва може бути інший будівельний майданчик.
Текст
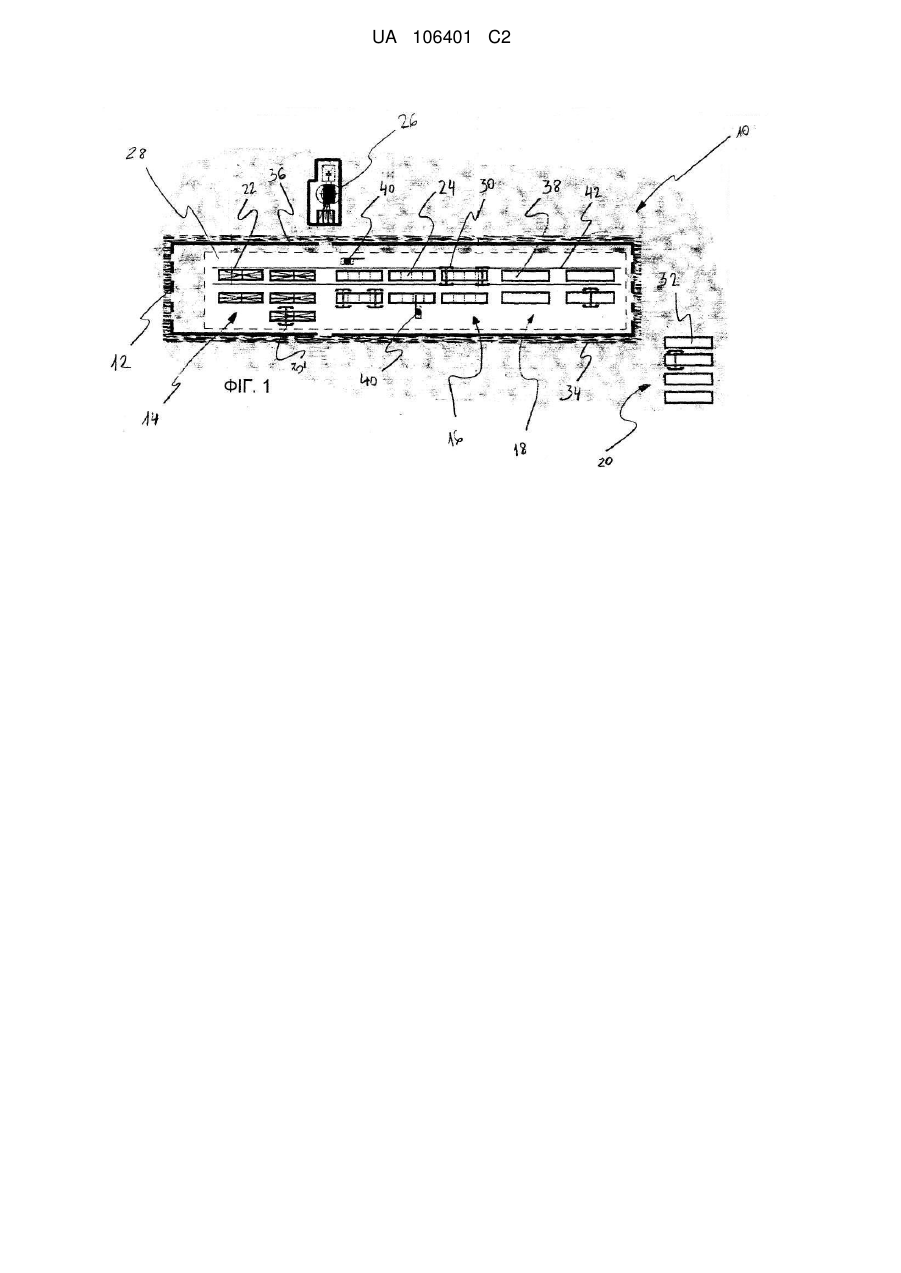
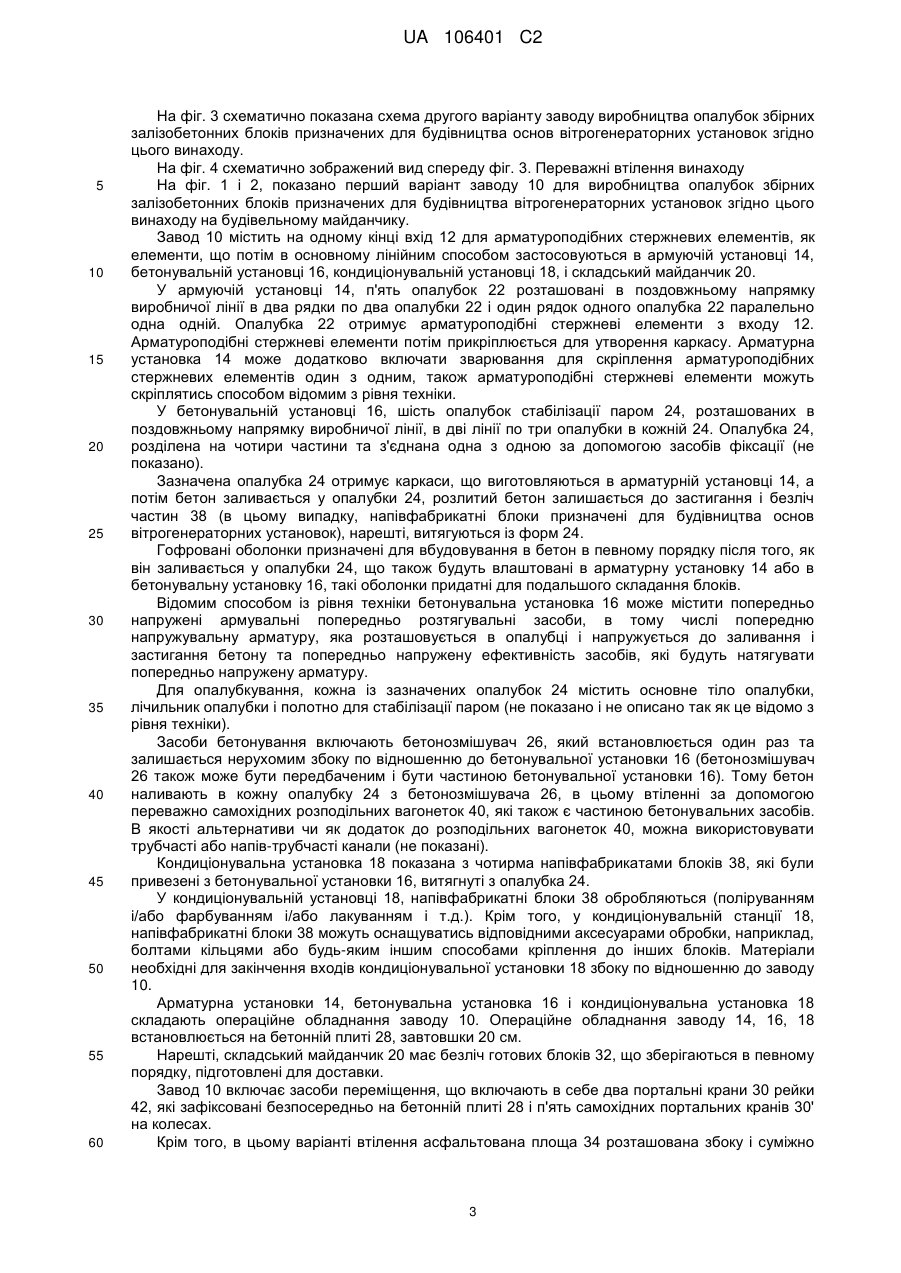
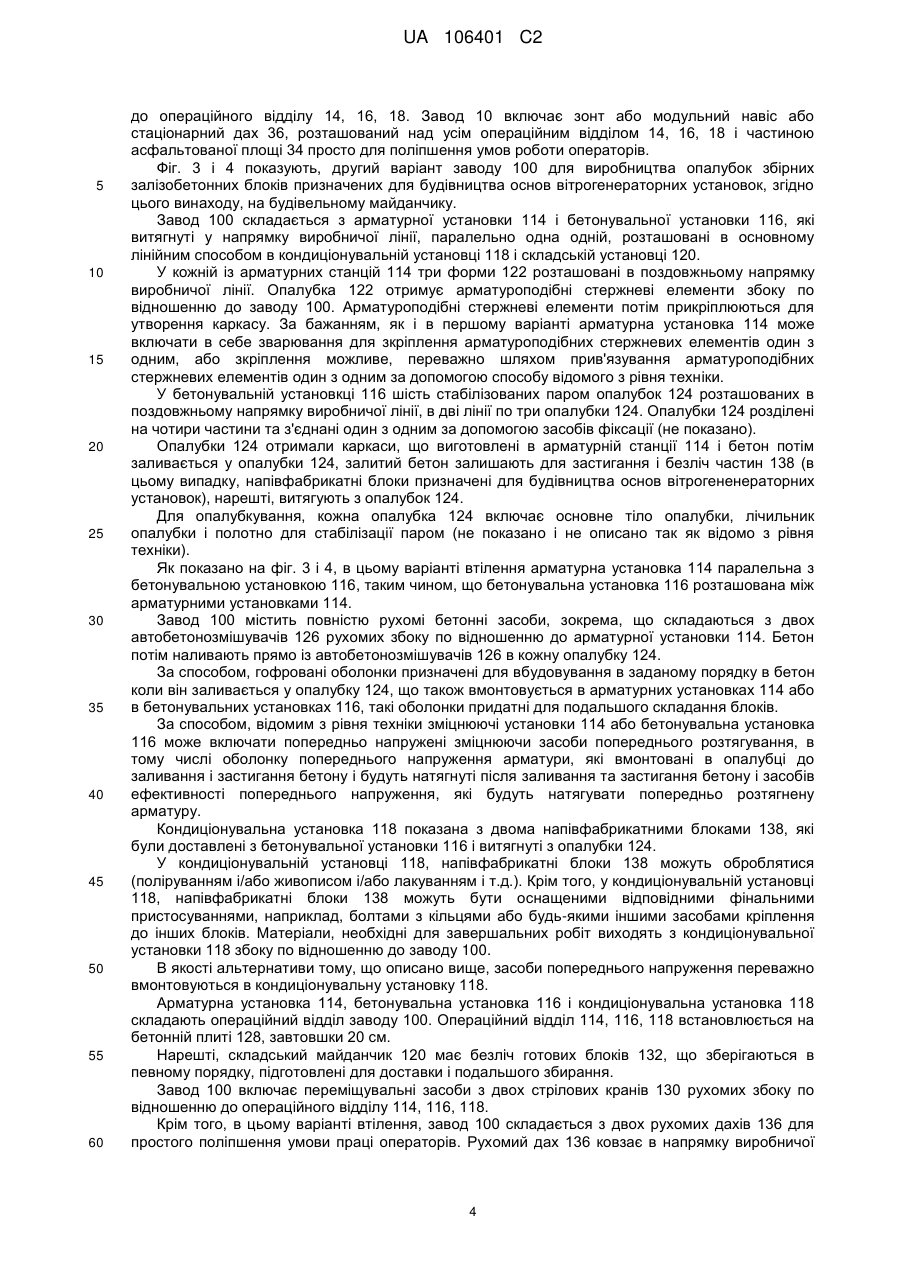
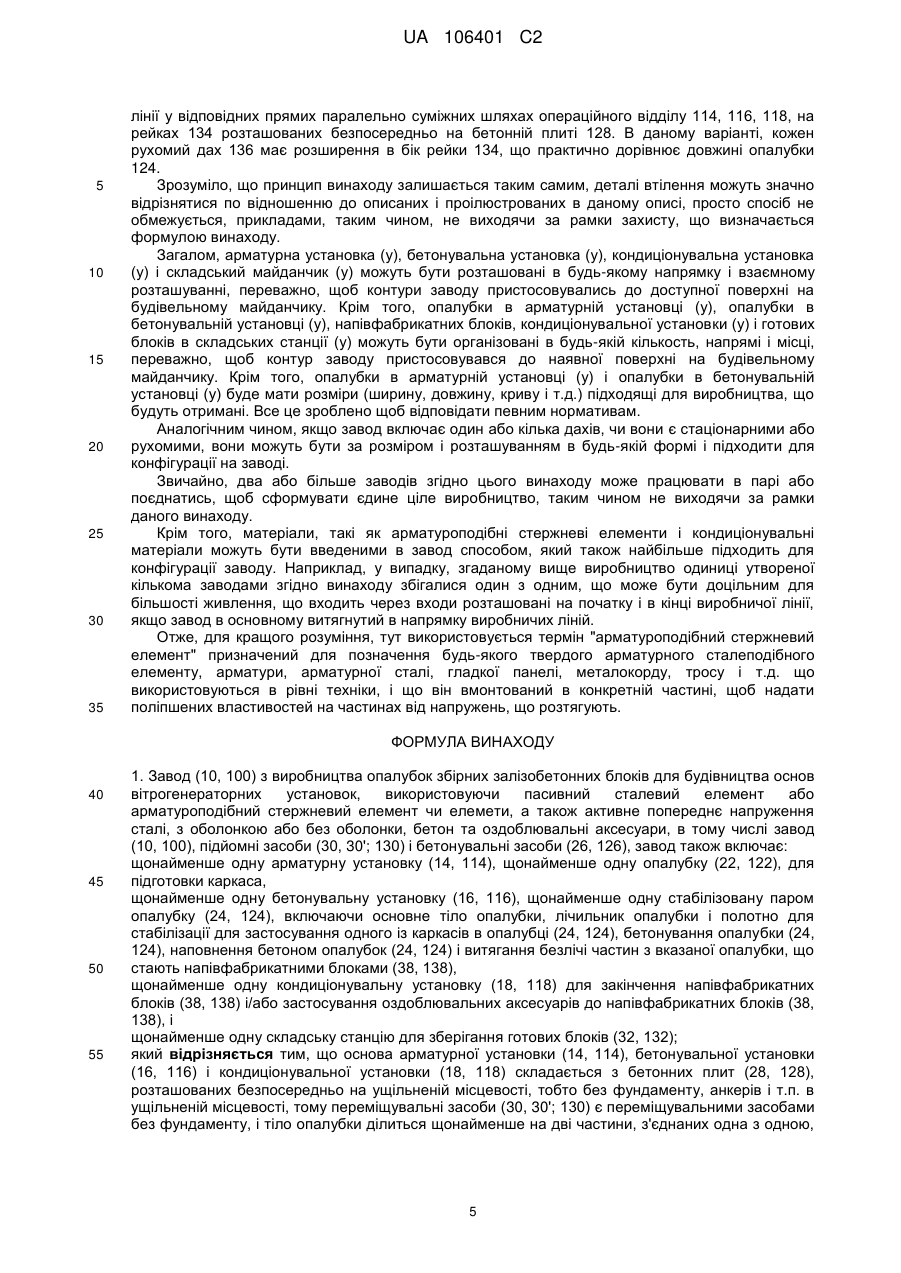
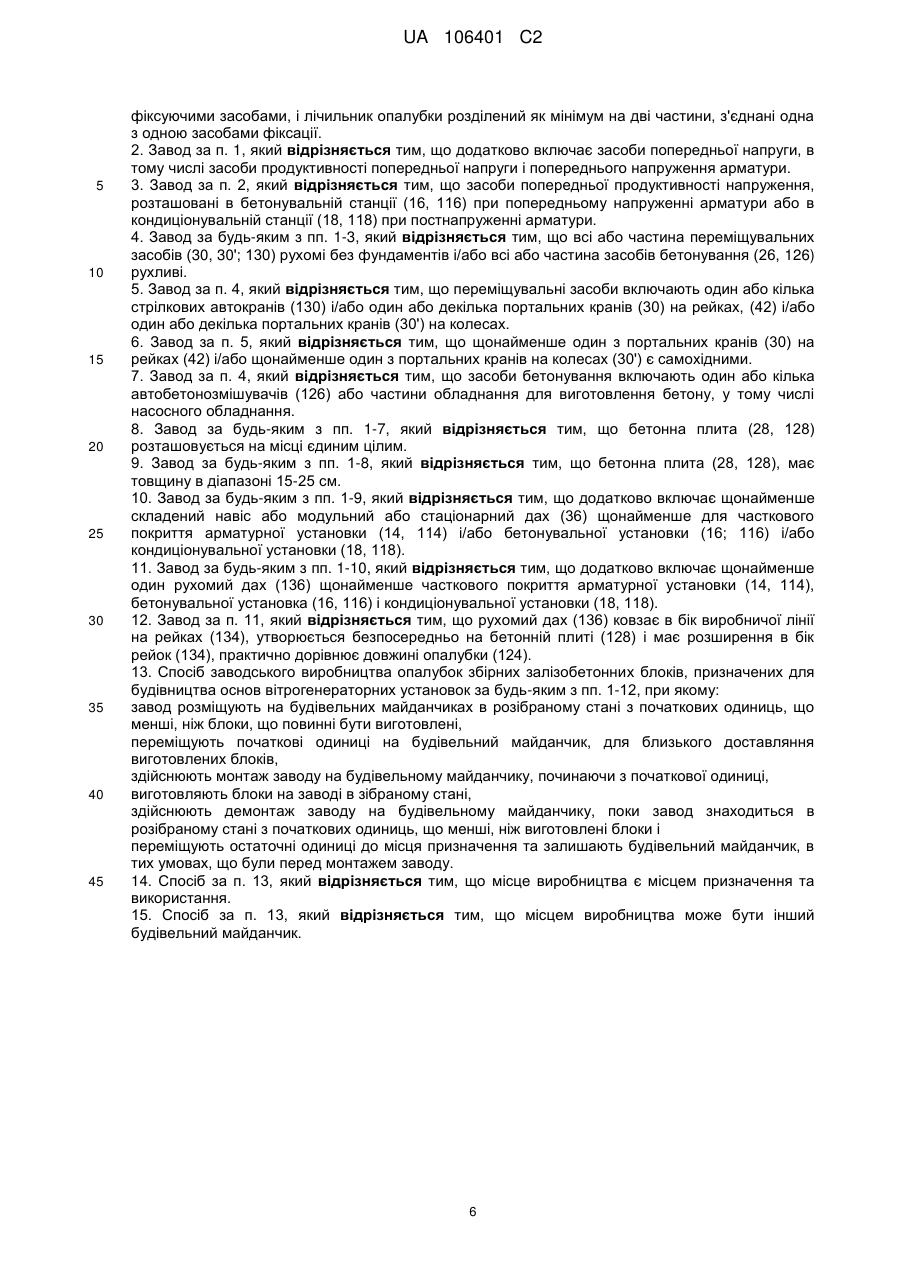
Реферат: Винахід стосується заводу з виробництва опалубок збірних залізобетонних блоків для будівництва основ вітрогенераторних установок, виробництва опалубок залізобетонних блоків на заводі, а також основ вітрогенераторних установок щонайменше частково побудованого з залізобетонних блоків, вироблених способом виробництва опалубок на заводі, а також способу заводського виробництва цих опалубок. UA 106401 C2 (12) UA 106401 C2 UA 106401 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Винахід стосується заводу для виробництва опалубок збірних залізобетонних блоків (клиновидних панелей) для будівництва основ вітрогенераторних установок, виробництва залізобетонних блоків з використанням опалубок, а також основ вітрогенераторних установок щонайменше, частково збудованих з залізобетонних блоків, що виготовлені з опалубок, а також способу роботи такого виробництва. Рівень техніки Будівництво щонайменше, однієї частини основи вітрогенераторної установки з використанням збірних залізобетонних блоків, замість металевих частин стало відомим не так давно. Це дозволяє отримати вітрогенераторні установки з кращими механічними властивостями. Тим не менш, з практичних міркувань, щонайменше деякі з залізобетонних блоків призначених для будівництва основ вітрогенераторних установок, повинні бути надзвичайно великими і важкими. У зв'язку з відносною новизною практики використання збірних залізобетонних блоків замість металевих деталей для будівництва щонайменше, однієї частини вітрогенераторної установки, практично немає заводів, що займаються виробництвом деталей такого типу. З рівня техніки, відоме існування великого залізобетонного устаткування, яке не виробляє блоки такого типу, скоріше інші зі своїми власними характеристиками, але потенційно здатне виготовляти блоки цього типу з відповідними пристосуваннями. Ці великі установки потребують вантажопідйомних портальних кранів, або мостових кранів, або значного розширення уздовж всієї виробничої лінії, спершу переробку сировини і потім переміщення збірних блоків на складський майданчик. Портальні крани або мостові крани підтримуються, щонайменше на фундаменті, а також на підтримуючих опорах даху устаткування для мостових кранів або на власних підтримуючих опорах для портальних кранів. Таким чином, з рівня техніки стає зрозуміло, що все устаткування є громіздким і дорогим, та ще й по суті нерухомим, тобто воно побудоване з метою перебування на постійному місці, тому на додаток того, що монтаж і демонтаж може бути однаково дорогим і громіздким, їх будівництво спричинює структурні зміни в місцевості де розташовується, ці зміни надзвичайно складно, або навіть неможливо виправити після демонтажу. Крім того, якщо частини збірного залізобетонного блоку для будівництва щонайменше, деяких основ вітрогенераторних установок, при застосуванні збірних блоків в устаткуванні, очевидні недоліки виникають за умов переміщення великих та важких блоків. Наприклад, автомобільне транспортування великих блоків від устаткування до місця будівництва спричинює підвищення вартості, що завжди є складним завданням з певними ризиками, що спричиняє проблеми, особливо на територіях з дуже суворими правилами, стосовно автомобільних перевезень великогабаритних вантажів. Наприклад, в Іспанії, зокрема, транспортування блоків більше 20 метрів в довжину включає ряд додаткових юридичних вимог, таким чином на практиці, виробники зазвичай обмежують поздовжній розмір блоків виробляючи їх з точною довжиною 20 метрів. Крім того, на практиці виробники зазвичай обмежують поперечний розмір блоків виробляючи їх шириною до 5 метрів з аналогічних причин. Крім того, ці ускладнення посилюються, через значну вагу таких виробів. В інших країнах, норми можуть бути ще більш суворими і обмежити розміри блоків до ще менших розмірів, що вимагатиме більше дозволів. Очевидно, що на додаток до питань з нормативами та дозволами, у менш розвинених країнах з менш розвиненою системою доріг, практичних транспортних проблем може виникнути навіть більше, що можуть стати навіть нездоланними. Таким чином, існує необхідність удосконалення системи виробництва опалубок збірних залізобетонних блоків, призначених для будівництва основ вітрогенераторних установок, щоб зменшити недоліки, отримані при виробництві блоків, навіть коли вони великих розмірів, а саме не обмежувати розміру або вагу блоків та знижувати вплив на навколишнє середовище. Суть винаходу Об'єктом даного винаходу є заводське виробництво опалубок збірних залізобетонних блоків призначених для будівництва основ вітрогенераторних установок, що дозволяє зменшити недоліки, які отримують в результаті переміщення вироблених блоків, навіть в тому випадку, якщо вони великі та важкі, без точного обмеження розміру та ваги блоків та зменшення негативного впливу на навколишнє середовище. Зокрема, першим аспектом даного винаходу є заводське виробництво опалубок збірних залізобетонних блоків призначених для будівництва основ вітрогенераторних установок, використовуючи пасивні елементи або арматуроподібні стержневі елементи, так само як, і 1 UA 106401 C2 5 10 15 20 25 30 35 40 45 50 55 60 активні елементи попереднього розтягування сталі, з оболонкою або без оболонки, бетону та завершальних аксесуарів, в тому числі підйомних засобів та засобів бетонування, завод також включає: - щонайменше одну арматурну установку, з щонайменше однією опалубкою, для підготовки ядер арматуроподібних стержневих елементів, так званих каркасів, - щонайменше одну бетонувальну установку, щонайменше з однією опалубкою, що включає основну опалубку, лічильник опалубки і захисне полотно для стабілізації паром для застосування одного каркасу в одній формі, бетонування опалубки, застигання бетону в опалубці і витягання безлічі частин, що стають напівфабрикатними блоками із вказаної опалубки, - щонайменше одну кондиціонувальну установку для завершення обробки блоків напівфабрикатів і/або застосування оздоблювальних аксесуарів до блоків напівфабрикатів і - щонайменше один складський майданчик для зберігання готових блоків. Де основа арматурної установки, бетонувальної установки і кондиціонувальної установки складається з бетонної плити, що розташовується безпосередньо на ущільнений місцевості, тобто, без фундаменту, анкерів і т.п. в складній місцевості, підйомні засоби розташовуються без фундаменту, основна форму, яка ділиться щонайменше на дві частини, що з'єднані одна з одною засобами фіксації, і лічильник форми, який ділиться, щонайменше на дві частини з'єднані одна з одною засобами фіксації. Завод, таким чином, забезпечує виробництво збірних залізобетонних блоків призначених для будівництва основ вітрогененераторних установок, що має структурні особливості, які дозволяють розміщення заводу в місці використання блоків, в розібраному стані з початкових одиниць, які менші, ніж блоки, що повинні бути виготовлені, використання початкових одиниць на будівельних майданчиках, що зовсім недалеко від місця доставляння і збору виготовлених блоків, розташування заводу на будівельному майданчику від початкових одиниць, виготовлення відповідних блоків устаткуванням заводу в установленому стані, демонтаж заводу на будівельному майданчику допоки завод не буде в зовсім розібраному стані, з фінальними частинами, що значно менші ніж виготовлені блоки та доставляння фінальних частин до місця призначення, залишаючи будівельний майданчик практично в тому ж стані, що був до розташування заводу на ньому, таким чином досягається нульовий вплив на навколишнє середовище. Зазначене місце призначення може з самого початку бути місцем використання блоків або це може бути інший будівельний майданчик. Таким чином виробництво, відбувається на будівельному майданчику, що знаходиться близько до місця доставки або збирання блоків, що дозволяє значно зменшити недоліки при переміщенні блоків, якщо вони великі та важкі. Фактично, виробництво може відбуватись на будівельному майданчику, що знаходиться близько до місця доставки або збирання блоків, тому можливе уникнення автомобільного транспортування, як і вищезгадані недоліки, розміри вироблених блоків, не обмежуються вантажопідйомними засобами, що як правило, більші, ніж засоби автомобільного транспорту, які використовуються та відомі з рівня техніки. Крім того, завод може включати в себе (попереднє розтягування арматури і/або після розтягування арматури) ефективність засобів попереднього розтягування, які бажано розташовувати в бетонувальній установці або в кондиціонувальній установці. При бажанні всі або частина підйомних засобів без фундаменту і/або засобів бетонування можуть бути мобільними. Наприклад, підйомні засоби можуть включати один або кілька стріл автокранів або один або кілька портальних кранів на колесах (факультативно самохідних) і/або засоби бетонування можуть включати один або кілька автобетонозмішувачів або один чи кілька частин бетонного обладнання, у тому числі насосне обладнання. Переважно, бетонна плита формуються на місці в одній частині. У будь-якому випадку, бетонні плити переважно мають товщину в діапазоні 15 - 25 см. Другим аспектом цього винаходу є залізобетонні блоки призначені для будівництва основ вітрогенераторних установок, що виробляються на заводі. Нарешті, третім аспектом цього винаходу є основа вітрогенераторної установки щонайменше частково збудована з бетонних блоків вироблених на заводі. Короткий опис креслень На фіг. 1 схематично показана схема першого варіанту заводу виробництва опалубок збірних залізобетонних блоків призначених для будівництва основ вітрогенераторних установок згідно цього винаходу. На фіг. 2 схематично показано вигляд спереду фіг. 1. 2 UA 106401 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 3 схематично показана схема другого варіанту заводу виробництва опалубок збірних залізобетонних блоків призначених для будівництва основ вітрогенераторних установок згідно цього винаходу. На фіг. 4 схематично зображений вид спереду фіг. 3. Переважні втілення винаходу На фіг. 1 і 2, показано перший варіант заводу 10 для виробництва опалубок збірних залізобетонних блоків призначених для будівництва вітрогенераторних установок згідно цього винаходу на будівельному майданчику. Завод 10 містить на одному кінці вхід 12 для арматуроподібних стержневих елементів, як елементи, що потім в основному лінійним способом застосовуються в армуючій установці 14, бетонувальній установці 16, кондиціонувальній установці 18, і складський майданчик 20. У армуючій установці 14, п'ять опалубок 22 розташовані в поздовжньому напрямку виробничої лінії в два рядки по два опалубки 22 і один рядок одного опалубка 22 паралельно одна одній. Опалубка 22 отримує арматуроподібні стержневі елементи з входу 12. Арматуроподібні стержневі елементи потім прикріплюється для утворення каркасу. Арматурна установка 14 може додатково включати зварювання для скріплення арматуроподібних стержневих елементів один з одним, також арматуроподібні стержневі елементи можуть скріплятись способом відомим з рівня техніки. У бетонувальній установці 16, шість опалубок стабілізації паром 24, розташованих в поздовжньому напрямку виробничої лінії, в дві лінії по три опалубки в кожній 24. Опалубка 24, розділена на чотири частини та з'єднана одна з одною за допомогою засобів фіксації (не показано). Зазначена опалубка 24 отримує каркаси, що виготовляються в арматурній установці 14, а потім бетон заливається у опалубки 24, розлитий бетон залишається до застигання і безліч частин 38 (в цьому випадку, напівфабрикатні блоки призначені для будівництва основ вітрогенераторних установок), нарешті, витягуються із форм 24. Гофровані оболонки призначені для вбудовування в бетон в певному порядку після того, як він заливається у опалубки 24, що також будуть влаштовані в арматурну установку 14 або в бетонувальну установку 16, такі оболонки придатні для подальшого складання блоків. Відомим способом із рівня техніки бетонувальна установка 16 може містити попередньо напружені армувальні попередньо розтягувальні засоби, в тому числі попередню напружувальну арматуру, яка розташовується в опалубці і напружується до заливання і застигання бетону та попередньо напружену ефективність засобів, які будуть натягувати попередньо напружену арматуру. Для опалубкування, кожна із зазначених опалубок 24 містить основне тіло опалубки, лічильник опалубки і полотно для стабілізації паром (не показано і не описано так як це відомо з рівня техніки). Засоби бетонування включають бетонозмішувач 26, який встановлюється один раз та залишається нерухомим збоку по відношенню до бетонувальної установки 16 (бетонозмішувач 26 також може бути передбаченим і бути частиною бетонувальної установки 16). Тому бетон наливають в кожну опалубку 24 з бетонозмішувача 26, в цьому втіленні за допомогою переважно самохідних розподільних вагонеток 40, які також є частиною бетонувальних засобів. В якості альтернативи чи як додаток до розподільних вагонеток 40, можна використовувати трубчасті або напів-трубчасті канали (не показані). Кондиціонувальна установка 18 показана з чотирма напівфабрикатами блоків 38, які були привезені з бетонувальної установки 16, витягнуті з опалубка 24. У кондиціонувальній установці 18, напівфабрикатні блоки 38 обробляються (поліруванням і/або фарбуванням і/або лакуванням і т.д.). Крім того, у кондиціонувальній станції 18, напівфабрикатні блоки 38 можуть оснащуватись відповідними аксесуарами обробки, наприклад, болтами кільцями або будь-яким іншим способами кріплення до інших блоків. Матеріали необхідні для закінчення входів кондиціонувальної установки 18 збоку по відношенню до заводу 10. Арматурна установки 14, бетонувальна установка 16 і кондиціонувальна установка 18 складають операційне обладнання заводу 10. Операційне обладнання заводу 14, 16, 18 встановлюється на бетонній плиті 28, завтовшки 20 см. Нарешті, складський майданчик 20 має безліч готових блоків 32, що зберігаються в певному порядку, підготовлені для доставки. Завод 10 включає засоби переміщення, що включають в себе два портальні крани 30 рейки 42, які зафіксовані безпосередньо на бетонній плиті 28 і п'ять самохідних портальних кранів 30' на колесах. Крім того, в цьому варіанті втілення асфальтована площа 34 розташована збоку і суміжно 3 UA 106401 C2 5 10 15 20 25 30 35 40 45 50 55 60 до операційного відділу 14, 16, 18. Завод 10 включає зонт або модульний навіс або стаціонарний дах 36, розташований над усім операційним відділом 14, 16, 18 і частиною асфальтованої площі 34 просто для поліпшення умов роботи операторів. Фіг. 3 і 4 показують, другий варіант заводу 100 для виробництва опалубок збірних залізобетонних блоків призначених для будівництва основ вітрогенераторних установок, згідно цього винаходу, на будівельному майданчику. Завод 100 складається з арматурної установки 114 і бетонувальної установки 116, які витягнуті у напрямку виробничої лінії, паралельно одна одній, розташовані в основному лінійним способом в кондиціонувальній установці 118 і складській установці 120. У кожній із арматурних станцій 114 три форми 122 розташовані в поздовжньому напрямку виробничої лінії. Опалубка 122 отримує арматуроподібні стержневі елементи збоку по відношенню до заводу 100. Арматуроподібні стержневі елементи потім прикріплюються для утворення каркасу. За бажанням, як і в першому варіанті арматурна установка 114 може включати в себе зварювання для зкріплення арматуроподібних стержневих елементів один з одним, або зкріплення можливе, переважно шляхом прив'язування арматуроподібних стержневих елементів один з одним за допомогою способу відомого з рівня техніки. У бетонувальній установкці 116 шість стабілізованих паром опалубок 124 розташованих в поздовжньому напрямку виробничої лінії, в дві лінії по три опалубки 124. Опалубки 124 розділені на чотири частини та з'єднані один з одним за допомогою засобів фіксації (не показано). Опалубки 124 отримали каркаси, що виготовлені в арматурній станції 114 і бетон потім заливається у опалубки 124, залитий бетон залишають для застигання і безліч частин 138 (в цьому випадку, напівфабрикатні блоки призначені для будівництва основ вітрогененераторних установок), нарешті, витягують з опалубок 124. Для опалубкування, кожна опалубка 124 включає основне тіло опалубки, лічильник опалубки і полотно для стабілізації паром (не показано і не описано так як відомо з рівня техніки). Як показано на фіг. 3 і 4, в цьому варіанті втілення арматурна установка 114 паралельна з бетонувальною установкою 116, таким чином, що бетонувальна установка 116 розташована між арматурними установками 114. Завод 100 містить повністю рухомі бетонні засоби, зокрема, що складаються з двох автобетонозмішувачів 126 рухомих збоку по відношенню до арматурної установки 114. Бетон потім наливають прямо із автобетонозмішувачів 126 в кожну опалубку 124. За способом, гофровані оболонки призначені для вбудовування в заданому порядку в бетон коли він заливається у опалубку 124, що також вмонтовується в арматурних установках 114 або в бетонувальних установках 116, такі оболонки придатні для подальшого складання блоків. За способом, відомим з рівня техніки зміцнюючі установки 114 або бетонувальна установка 116 може включати попередньо напружені зміцнюючи засоби попереднього розтягування, в тому числі оболонку попереднього напруження арматури, які вмонтовані в опалубці до заливання і застигання бетону і будуть натягнуті після заливання та застигання бетону і засобів ефективності попереднього напруження, які будуть натягувати попередньо розтягнену арматуру. Кондиціонувальна установка 118 показана з двома напівфабрикатними блоками 138, які були доставлені з бетонувальної установки 116 і витягнуті з опалубки 124. У кондиціонувальній установці 118, напівфабрикатні блоки 138 можуть оброблятися (поліруванням і/або живописом і/або лакуванням і т.д.). Крім того, у кондиціонувальній установці 118, напівфабрикатні блоки 138 можуть бути оснащеними відповідними фінальними пристосуваннями, наприклад, болтами з кільцями або будь-якими іншими засобами кріплення до інших блоків. Матеріали, необхідні для завершальних робіт виходять з кондиціонувальної установки 118 збоку по відношенню до заводу 100. В якості альтернативи тому, що описано вище, засоби попереднього напруження переважно вмонтовуються в кондиціонувальну установку 118. Арматурна установка 114, бетонувальна установка 116 і кондиціонувальна установка 118 складають операційний відділ заводу 100. Операційний відділ 114, 116, 118 встановлюється на бетонній плиті 128, завтовшки 20 см. Нарешті, складський майданчик 120 має безліч готових блоків 132, що зберігаються в певному порядку, підготовлені для доставки і подальшого збирання. Завод 100 включає переміщувальні засоби з двох стрілових кранів 130 рухомих збоку по відношенню до операційного відділу 114, 116, 118. Крім того, в цьому варіанті втілення, завод 100 складається з двох рухомих дахів 136 для простого поліпшення умови праці операторів. Рухомий дах 136 ковзає в напрямку виробничої 4 UA 106401 C2 5 10 15 20 25 30 35 лінії у відповідних прямих паралельно суміжних шляхах операційного відділу 114, 116, 118, на рейках 134 розташованих безпосередньо на бетонній плиті 128. В даному варіанті, кожен рухомий дах 136 має розширення в бік рейки 134, що практично дорівнює довжині опалубки 124. Зрозуміло, що принцип винаходу залишається таким самим, деталі втілення можуть значно відрізнятися по відношенню до описаних і проілюстрованих в даному описі, просто спосіб не обмежується, прикладами, таким чином, не виходячи за рамки захисту, що визначається формулою винаходу. Загалом, арматурна установка (у), бетонувальна установка (у), кондиціонувальна установка (у) і складський майданчик (у) можуть бути розташовані в будь-якому напрямку і взаємному розташуванні, переважно, щоб контури заводу пристосовувались до доступної поверхні на будівельному майданчику. Крім того, опалубки в арматурній установці (у), опалубки в бетонувальній установці (у), напівфабрикатних блоків, кондиціонувальної установки (у) і готових блоків в складських станції (у) можуть бути організовані в будь-якій кількость, напрямі і місці, переважно, щоб контур заводу пристосовувався до наявної поверхні на будівельному майданчику. Крім того, опалубки в арматурній установці (у) і опалубки в бетонувальній установці (у) буде мати розміри (ширину, довжину, криву і т.д.) підходящі для виробництва, що будуть отримані. Все це зроблено щоб відповідати певним нормативам. Аналогічним чином, якщо завод включає один або кілька дахів, чи вони є стаціонарними або рухомими, вони можуть бути за розміром і розташуванням в будь-якій формі і підходити для конфігурації на заводі. Звичайно, два або більше заводів згідно цього винаходу може працювати в парі або поєднатись, щоб сформувати єдине ціле виробництво, таким чином не виходячи за рамки даного винаходу. Крім того, матеріали, такі як арматуроподібні стержневі елементи і кондиціонувальні матеріали можуть бути введеними в завод способом, який також найбільше підходить для конфігурації заводу. Наприклад, у випадку, згаданому вище виробництво одиниці утвореної кількома заводами згідно винаходу збігалися один з одним, що може бути доцільним для більшості живлення, що входить через входи розташовані на початку і в кінці виробничої лінії, якщо завод в основному витягнутий в напрямку виробничих ліній. Отже, для кращого розуміння, тут використовується термін "арматуроподібний стержневий елемент" призначений для позначення будь-якого твердого арматурного сталеподібного елементу, арматури, арматурної сталі, гладкої панелі, металокорду, тросу і т.д. що використовуються в рівні техніки, і що він вмонтований в конкретній частині, щоб надати поліпшених властивостей на частинах від напружень, що розтягують. ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Завод (10, 100) з виробництва опалубок збірних залізобетонних блоків для будівництва основ вітрогенераторних установок, використовуючи пасивний сталевий елемент або арматуроподібний стержневий елемент чи елемети, а також активне попереднє напруження сталі, з оболонкою або без оболонки, бетон та оздоблювальні аксесуари, в тому числі завод (10, 100), підйомні засоби (30, 30'; 130) і бетонувальні засоби (26, 126), завод також включає: щонайменше одну арматурну установку (14, 114), щонайменше одну опалубку (22, 122), для підготовки каркаса, щонайменше одну бетонувальну установку (16, 116), щонайменше одну стабілізовану паром опалубку (24, 124), включаючи основне тіло опалубки, лічильник опалубки і полотно для стабілізації для застосування одного із каркасів в опалубці (24, 124), бетонування опалубки (24, 124), наповнення бетоном опалубок (24, 124) і витягання безлічі частин з вказаної опалубки, що стають напівфабрикатними блоками (38, 138), щонайменше одну кондиціонувальну установку (18, 118) для закінчення напівфабрикатних блоків (38, 138) і/або застосування оздоблювальних аксесуарів до напівфабрикатних блоків (38, 138), і щонайменше одну складську станцію для зберігання готових блоків (32, 132); який відрізняється тим, що основа арматурної установки (14, 114), бетонувальної установки (16, 116) і кондиціонувальної установки (18, 118) складається з бетонних плит (28, 128), розташованих безпосередньо на ущільненій місцевості, тобто без фундаменту, анкерів і т.п. в ущільненій місцевості, тому переміщувальні засоби (30, 30'; 130) є переміщувальними засобами без фундаменту, і тіло опалубки ділиться щонайменше на дві частини, з'єднаних одна з одною, 5 UA 106401 C2 5 10 15 20 25 30 35 40 45 фіксуючими засобами, і лічильник опалубки розділений як мінімум на дві частини, з'єднані одна з одною засобами фіксації. 2. Завод за п. 1, який відрізняється тим, що додатково включає засоби попередньої напруги, в тому числі засоби продуктивності попередньої напруги і попереднього напруження арматури. 3. Завод за п. 2, який відрізняється тим, що засоби попередньої продуктивності напруження, розташовані в бетонувальній станції (16, 116) при попередньому напруженні арматури або в кондиціонувальній станції (18, 118) при постнапруженні арматури. 4. Завод за будь-яким з пп. 1-3, який відрізняється тим, що всі або частина переміщувальних засобів (30, 30'; 130) рухомі без фундаментів і/або всі або частина засобів бетонування (26, 126) рухливі. 5. Завод за п. 4, який відрізняється тим, що переміщувальні засоби включають один або кілька стрілкових автокранів (130) і/або один або декілька портальних кранів (30) на рейках, (42) і/або один або декілька портальних кранів (30') на колесах. 6. Завод за п. 5, який відрізняється тим, що щонайменше один з портальних кранів (30) на рейках (42) і/або щонайменше один з портальних кранів на колесах (30') є самохідними. 7. Завод за п. 4, який відрізняється тим, що засоби бетонування включають один або кілька автобетонозмішувачів (126) або частини обладнання для виготовлення бетону, у тому числі насосного обладнання. 8. Завод за будь-яким з пп. 1-7, який відрізняється тим, що бетонна плита (28, 128) розташовується на місці єдиним цілим. 9. Завод за будь-яким з пп. 1-8, який відрізняється тим, що бетонна плита (28, 128), має товщину в діапазоні 15-25 см. 10. Завод за будь-яким з пп. 1-9, який відрізняється тим, що додатково включає щонайменше складений навіс або модульний або стаціонарний дах (36) щонайменше для часткового покриття арматурної установки (14, 114) і/або бетонувальної установки (16; 116) і/або кондиціонувальної установки (18, 118). 11. Завод за будь-яким з пп. 1-10, який відрізняється тим, що додатково включає щонайменше один рухомий дах (136) щонайменше часткового покриття арматурної установки (14, 114), бетонувальної установка (16, 116) і кондиціонувальної установки (18, 118). 12. Завод за п. 11, який відрізняється тим, що рухомий дах (136) ковзає в бік виробничої лінії на рейках (134), утворюється безпосередньо на бетонній плиті (128) і має розширення в бік рейок (134), практично дорівнює довжині опалубки (124). 13. Спосіб заводського виробництва опалубок збірних залізобетонних блоків, призначених для будівництва основ вітрогенераторних установок за будь-яким з пп. 1-12, при якому: завод розміщують на будівельних майданчиках в розібраному стані з початкових одиниць, що менші, ніж блоки, що повинні бути виготовлені, переміщують початкові одиниці на будівельний майданчик, для близького доставляння виготовлених блоків, здійснюють монтаж заводу на будівельному майданчику, починаючи з початкової одиниці, виготовляють блоки на заводі в зібраному стані, здійснюють демонтаж заводу на будівельному майданчику, поки завод знаходиться в розібраному стані з початкових одиниць, що менші, ніж виготовлені блоки і переміщують остаточні одиниці до місця призначення та залишають будівельний майданчик, в тих умовах, що були перед монтажем заводу. 14. Спосіб за п. 13, який відрізняється тим, що місце виробництва є місцем призначення та використання. 15. Спосіб за п. 13, який відрізняється тим, що місцем виробництва може бути інший будівельний майданчик. 6 UA 106401 C2 7 UA 106401 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюFactory for the molding manufacture of precast concrete voussoirs for the construction of wing generator support towers
Автори англійськоюFernandez Gomez, Miguel Angel, Jimeno Chyeca, Jose Emilio
Автори російськоюФернендес Гомес Мигуел Анхел, Химено Чуека Хосэ Эмилио
МПК / Мітки
МПК: B28B 15/00, E04G 21/28, E04G 21/16
Мітки: блоків, вітрогенераторних, заводське, установок, виробництво, залізобетонних, основ, будівництва, збірних, опалубок
Код посилання
<a href="https://ua.patents.su/10-106401-zavodske-virobnictvo-opalubok-zbirnikh-zalizobetonnikh-blokiv-dlya-budivnictva-osnov-vitrogeneratornikh-ustanovok.html" target="_blank" rel="follow" title="База патентів України">Заводське виробництво опалубок збірних залізобетонних блоків для будівництва основ вітрогенераторних установок</a>
Спосіб монолітного будівництва будівель архітектора та інженера-будівельника богданова о.і. за допомогою змінних опалубок, закріплених на горизонтально-пересувних платформах, з можливістю їх вертикального пере
Номер патенту: 101558
Опубліковано: 10.04.2013
Автор: Богданов Олександр Іванович
МПК: E04B 1/16, E04B 2/84, E04B 1/20, E04B 1/30
Мітки: о.і, допомогою, закріплених, пере, будівництва, можливістю, монолітного, вертикального, богданова, змінних, платформах, інженера-будівельника, опалубок, спосіб, горизонтально-пересувних, архітектора, будівель
Формула / Реферат:
1. Спосіб монолітного будівництва будівель за допомогою змінних опалубок, закріплених на горизонтально-пересувних платформах, з можливістю їх вертикального пересування, котрий включає планування будівельного майданчика, розмітку положення фундаменту, зведення фундаменту, встановлення огороджуючої, теплоізоляційної, конструкційної опалубки, в потрібному положенні та притиснення щитів опалубки до фундаменту будівлі, контролювання та регулювання...
Ряд вертикальноосьових вітрогенераторних установок для освітлення дороги
Номер патенту: 31091
Опубліковано: 25.03.2008
Автори: Слєпкін Євген Павлович, Жарков Віктор Якович, Мисов Дмитро Миколайович
Мітки: освітлення, установок, вітрогенераторних, ряд, дороги, вертикальноосьових
Формула / Реферат:
1. Ряд вертикальноосьових вітроелектрогенераторних установок для освітлення автодороги, що містить роторний вітродвигун з вихідним валом і електромеханічний генератор у вигляді циліндричних, коаксіально розташованих з радіальним зазором рухомого та нерухомого магнітопроводів, з повздовжніми пазами в прилеглих поверхнях, паралельними спільній осі магнітопроводів, нерухомий магнітопровід статора набраний із листів електротехнічної сталі,...
Стикове з`єднання збірних залізобетонних колон та спосіб його виконання
Номер патенту: 87578
Опубліковано: 27.07.2009
Автори: Бєлєвіч Валерій Ніколаєвіч, Мордіч Алєксандр Івановіч
МПК: E04C 3/30, E04B 1/20, E04B 1/38
Мітки: з'єднання, збірних, залізобетонних, колон, стикове, виконання, спосіб
Формула / Реферат:
1. Стикове з'єднання збірних залізобетонних колон, що має кінцеві ділянки колон, які стикуються, з поперечними торцевими сталевими листами, обладнаними жорстко зв'язаними з ними анкерними стержнями, розташованими біля торців колон паралельно стержням поздовжньої арматури, міжторцевий зазор, заповнений бетоном, і шпильки з нарізкою, прикріплені кріпильними і юстированими гайками до поперечних торцевих листів колон, які стикуються, в їх кутових...
Спосіб виготовлення збірних залізобетонних елементів
Номер патенту: 34113
Опубліковано: 15.02.2001
Автори: Шмуклер Валерій Семенович, Бережна Катерина Вікторівна, Тер-Степанян Еміль Шаваршович
МПК: B28B 5/00
Мітки: виготовлення, спосіб, елементів, залізобетонних, збірних
Текст:
...витрат. З метою виконання поставленої задачі при виготовленні конструкцій застосовуються наджорст кі суміші та форми зі знімними додатковими днищами. Джерела інформації 1. Афанасьев А.А. Бетонные работы. - М.: Высшая школа, 1991. - С. 258-284. Таблиця 1 № партії Фракція щебня (мм) 1 20 2 20 Осідання конуса, см / В/Ц 0-1 0,45 0-1 0,42 Витрати складових матеріалів на 1 м3, кг Кубикова міцність, R, МПА Марка цемента Цемент,кг ...
Збірна залізобетонна плита та спосіб виготовлення збірної конструкції із збірних залізобетонних плит
Номер патенту: 71642
Опубліковано: 15.12.2004
Автор: Райхель Дітер
МПК: E01B 29/00, E01B 3/00, E01C 5/06
Мітки: збірних, збірної, плита, залізобетонних, залізобетонна, збірна, виготовлення, плит, спосіб, конструкції
Формула / Реферат:
1. Збірна плита із залізобетону, зокрема для використання як конструктивного елементу міцного полотна для швидкісних транспортних засобів, яка містить щонайменше два сталевих стрижні, які проходять у подовжньому напрямку збірної залізобетонної плити і які виступають за її бетонну поверхню на торці, а також щонайменше одне, переважно декілька проходячих упоперек сталевих стрижнів місць заданого зламу збірної плити, яка відрізняється тим, що...
Попередній патент: Деталь з суперсплаву та спосіб обмеження рекристалізації мікроструктури її поверхневої зони
Наступний патент: Способи і системи для видалення дрібних частинок з вуглеводеньвмісних текучих середовищ
Випадковий патент: Спосіб профілактики дисбактеріозу кишечнику після операцій на легенях і плеврі