Спосіб і вузол з’єднання труби з муфтовим елементом
Номер патенту: 107759
Опубліковано: 10.02.2015
Автори: Козлов Олєг Владіміровіч, Самодєлко Алєксандр Міхайловіч
Формула / Реферат
1. Спосіб з'єднування дифузійним зварюванням труби з муфтовим елементом, які виготовлені з термопластичного матеріалу, що включає установлення в кінець труби, що приварюють, гільзи, виконаної тонкостінною у вигляді відрізка труби з відігнутим назовні буртиком на одному з торців, висота якого не перевищує товщину труби, і виготовлену з матеріалу, що зберігає несучі властивості при температурі, що перевищує температуру плавлення термопластичного матеріалу труби і муфтового елемента, до упору буртиком в торець кінця труби,
одночасне нагрівання ділянки зовнішньої поверхні труби і ділянки внутрішньої поверхні муфтового елемента з використанням закріплених на нагрівачі зварювальних насадок до розплавлення термопластичного матеріалу на поверхнях зазначених ділянок,
подальше знімання кінця труби і муфтового елемента зі зварювальних насадок і їх сполучання один з одним згаданими ділянками з розплавленим на поверхнях термопластичним матеріалом шляхом вставляння кінця труби всередину порожнини муфтового елемента,
заключне утримування з'єднаних кінця труби і муфтового елемента до затвердіння розплавленого термопластичного матеріалу з утворенням зони дифузійного зварювання муфтового елемента з кінцем труби.
2. Спосіб за п. 1, який відрізняється тим, що попередньо на трубі виконують позначку глибини введення її кінця всередину муфтового елемента, а при проведенні операції вставляння кінця труби всередину порожнини муфтового елемента вставляння кінця труби здійснюють на глибину, що відповідає зазначеній попередньо зробленій позначці.
3. Спосіб за п. 1, який відрізняється тим, що використовують гільзу, яка має довжину більшу, ніж довжина зони дифузійного зварювання муфтового елемента з кінцем труби.
4. Спосіб за п. 1, який відрізняється тим, що використовують гільзу, ззовні в середній частині бічної поверхні якої виконана кільцева канавка, де розташоване ущільнююче кільце.
5. Спосіб за п. 1, який відрізняється тим, що додатково використовують вставку з термопластичного матеріалу у формі кільця, яке має поперечний Г-подібний переріз, яку одягають на торець труби з її розташуванням усередині кутової порожнини вставки.
6. Спосіб за п. 5, який відрізняється тим, що здійснюють зварювання з трубою з проміжним шаром з алюмінієвого сплаву або з співполімеру етилвінілового спирту.
7. Спосіб за п. 1, який відрізняється тим, що здійснюють зварювання труби і муфтового елемента, які виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен.
8. Спосіб за п. 5, який відрізняється тим, що здійснюють зварювання труби, муфтового елемента і вставки, які виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен.
9. Спосіб за п. 1, який відрізняється тим, що здійснюють зварювання труби, товщина якої находиться в діапазоні від 1,5 до 3 мм.
10. Спосіб за будь-яким з пунктів 1-8, який відрізняється тим, що використовують гільзу, яка виготовлена з матеріалу, вибраного з групи, що включає сталь, алюмінієвий сплав, мідний сплав.
11. Спосіб за будь-яким з пунктів 1-8, який відрізняється тим, що використовують гільзу, яка виготовлена з полімерного конструкційного матеріалу на основі полісульфону.
12. Спосіб за будь-яким з пунктів 1-8, який відрізняється тим, що використовують гільзу, яка виготовлена з товщиною, що знаходиться у діапазоні від 0,05 до 3 мм.
13. Вузол з'єднання дифузійним зварюванням труби з муфтовим елементом, які виготовлені з термопластичного матеріалу, включає:
гільзу, виконану тонкостінною у вигляді відрізка труби з відігнутим назовні буртиком на одному з торців, висота якого не перевищує товщину труби, і виготовлену з матеріалу, що зберігає несучі властивості при температурі, яка перевищує температуру плавлення термопластичного матеріалу труби і муфтового елемента;
гільза вставлена всередину кінця труби до упору буртиком в торець;
а труба цим кінцем вставлена всередину муфтового елемента з утворенням на ділянці сполучення частини внутрішньої поверхні муфтового елемента з частиною зовнішньої поверхні труби зони дифузійного зварювання муфтового елемента з кінцем труби, при цьому довжина гільзи більше довжини зазначеної зони дифузійного зварювання.
14. Вузол за п. 13, який відрізняється тим, що ззовні в середній частині бічної поверхні гільзи виконана кільцева канавка, в якій розташоване ущільнююче кільце.
15. Вузол за п. 13, який відрізняється тим, що забезпечений вставкою з термопластичного матеріалу у формі кільця між торцем труби і бічною поверхнею внутрішнього радіального виступу муфтового елемента, з поверхнями яких вставка сполучена з утворенням додаткової зони дифузійного зварювання.
16. Вузол за п. 14, який відрізняється тим, що труба виконана з проміжним шаром з алюмінієвого сплаву або з співполімеру етилвінілового спирту.
17. Вузол за п. 15, який відрізняється тим, що труба виконана з проміжним шаром з алюмінієвого сплаву або з співполімеру етилвінілового спирту.
18. Вузол за будь-яким з пунктів 13-17, який відрізняється тим, що труба і муфтовий елемент виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен.
19. Вузол за п. 15, який відрізняється тим, що труба, муфтовий елемент і вставка виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен.
20. Вузол з будь-яким з пунктів 13-17, 19, який відрізняється тим, що товщина труби знаходиться в діапазоні від 1,5 до 3 мм.
21. Вузол за будь-яким з пунктів 13-17, 19, який відрізняється тим, що гільза виготовлена з матеріалу, вибраного з групи, що включає сталь, алюмінієвий сплав, мідний сплав.
22. Вузол за будь-яким з пунктів 13-17, 19, який відрізняється тим, що гільза виготовлена з полімерного конструкційного матеріалу на основі полісульфону.
23. Вузол за будь-яким з пунктів 13-17, 19, який відрізняється тим, що гільза виготовлена з товщиною, що знаходиться у діапазоні від 0,05 до 3 мм.
Текст
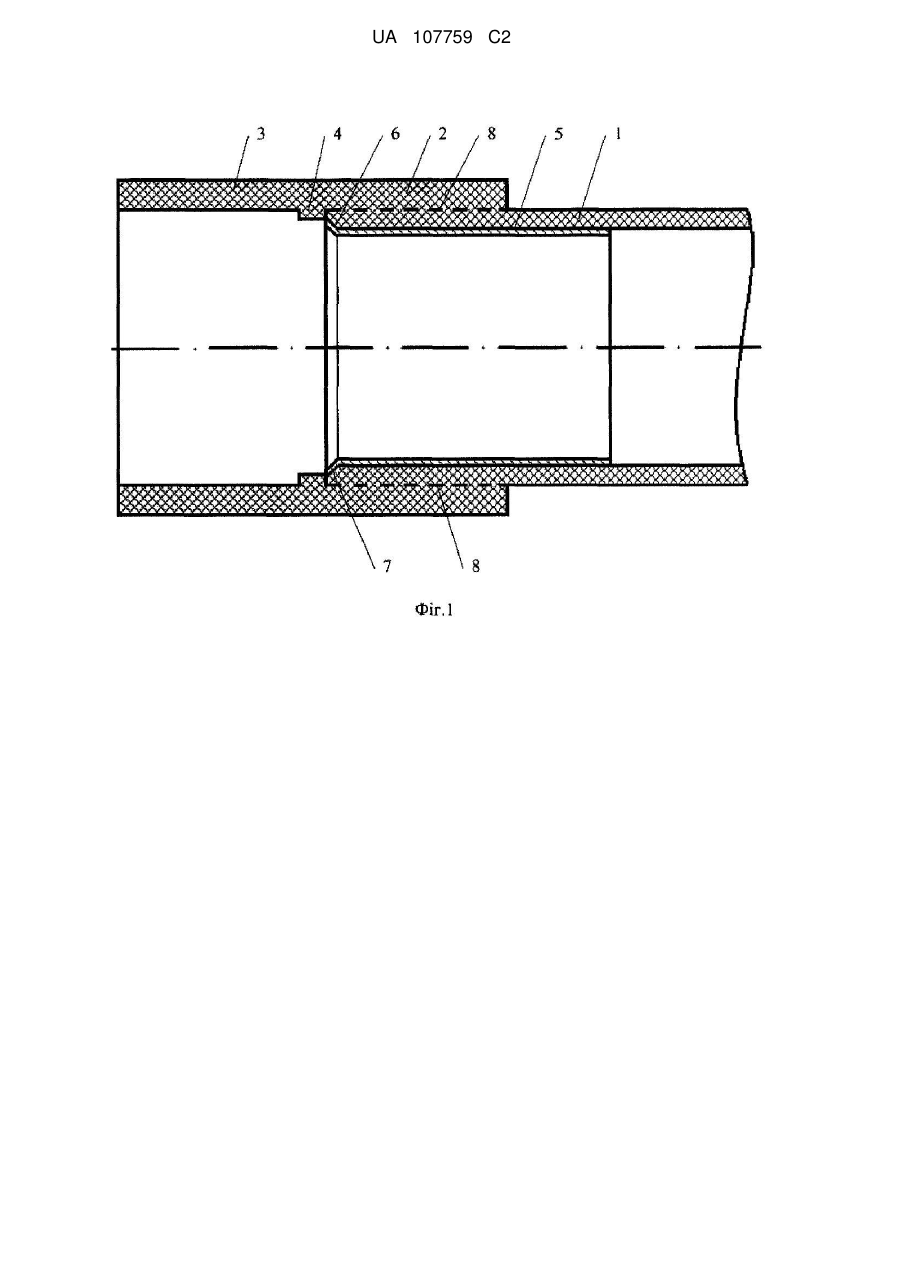
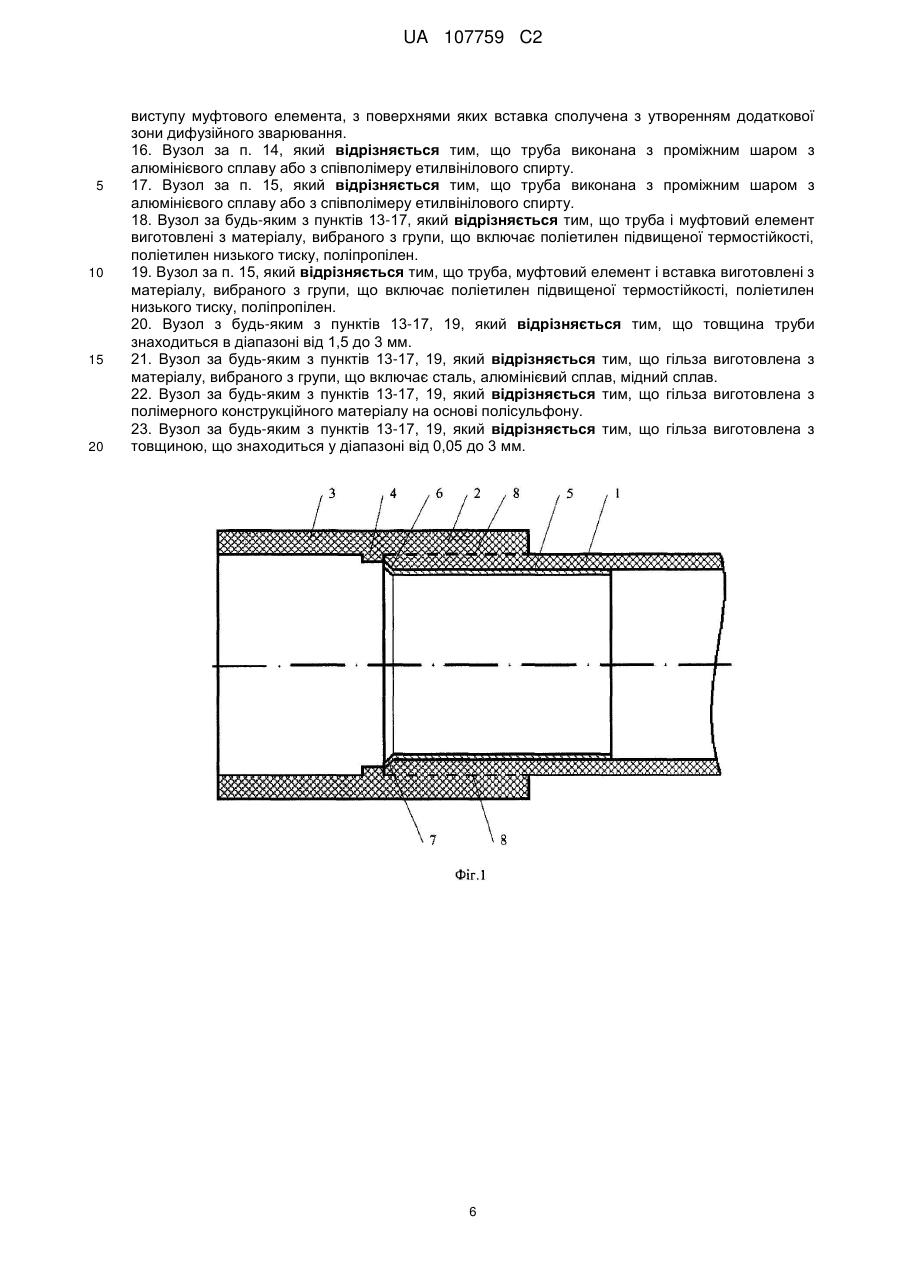
Реферат: Заявлений спосіб з'єднування дифузійним зварюванням труби з муфтовим елементом, які виготовлені з термопластичного матеріалу, включає установлення в кінець труби, що приварюють, гільзи, виконаної тонкостінною у вигляді відрізка труби з відігнутим назовні буртиком на одному з торців, одночасне нагрівання ділянки зовнішньої поверхні труби і ділянки внутрішньої поверхні муфтового елемента з використанням закріплених на нагрівачі зварювальних насадок до розплавлення термопластичного матеріалу на поверхнях зазначених ділянок, подальше знімання кінця труби і муфтового елемента зі зварювальних насадок і їх сполучання один з одним згаданими ділянками з розплавленим на поверхнях термопластичним матеріалом шляхом вставляння кінця труби всередину порожнини муфтового елемента, заключне утримування з'єднаних кінця труби і муфтового елемента до затвердіння розплавленого термопластичного матеріалу з утворенням зони дифузійного зварювання муфтового елемента з кінцем труби. Заявлений вузол з'єднання дифузійним зварюванням труби з муфтовим елементом, які виготовлені з термопластичного матеріалу, включає гільзу, яка вставлена всередину кінця труби до упору буртиком в торець, а труба цим кінцем вставлена всередину муфтового елемента з утворенням на ділянці сполучення частини внутрішньої поверхні муфтового елемента з частиною зовнішньої поверхні труби зони дифузійного зварювання муфтового елемента з кінцем труби. Довжина гільзи більше довжини зазначеної зони дифузійного зварювання. UA 107759 C2 (12) UA 107759 C2 UA 107759 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Винахід стосується використовуваних в будівництві методів і засобів для спорудження систем водопостачання, кондиціювання та опалення, в тому числі для спорудження теплої підлоги, каналізації, різноманітних трубопровідних систем спеціального призначення, а саме способу з'єднування дифузійним зварюванням труби, як правило, тонкостінної, з муфтовим елементом, які виготовлені з термопластичного матеріалу, а також отриманого цим способом вузла з'єднання труби і муфтового елемента,. Рівень техніки Під муфтовим елементом в контексті цього винаходу розуміється ділянка елемента трубопровідної арматури або з'єднувальної деталі, яка має внутрішню циліндричну поверхню, в зоні сполучення з якою зовнішньої поверхні кінця труби, що під'єднується, при сполучанні цих поверхонь з попереднім підплавленням на них термопластичного матеріалу, утворюється зона дифузійного зварювання труби і муфтового елемента. Такий муфтовий елемент можуть мати різні фітинги, в тому числі з'єднувальні муфти, косинці, трійники, а також вентилі, крани, клапани, фільтри, регулятори різного призначення тощо. Перелічені деталі й вузли можуть бути виготовлені повністю з термопластичного матеріалу або частково. Труби, що підключаються, також можуть бути виготовлені з суцільного термопластичного матеріалу, або труби можуть мати один або декілька проміжних шарів, зокрема включати проміжний шар з алюмінієвого сплаву або з сополімеру етилвінілового спирту. Дифузійне зварювання виготовлених з термопластичного матеріалу труби і муфтового елемента передбачає проведення наступних операцій: - одночасне нагрівання ділянки зовнішньої поверхні труби і ділянки внутрішньої поверхні муфтового елемента з використанням закріплених на нагрівачі зварювальних насадок до розплавлення термопластичного матеріалу на поверхнях зазначених ділянок; - знімання кінця труби і муфтового елемента зі зварювальних насадок і їх сполучання один з одним згаданими ділянками з розплавленим на поверхнях термопластичним матеріалом шляхом вставляння кінця труби всередину порожнини муфтового елемента; - заключне витримування з'єднаних кінця труби і муфтового елемента до затвердіння розплавленого термопластичного матеріалу з утворенням зони дифузійного зварювання муфтового елемента з кінцем труби (EA 014398 B1, МПК В29С65/18, 2010). Цим методом легко зварюють виготовлені з різного виду поліпропілену муфтові елементи і труби, в тому числі труби з проміжними шарами з алюмінієвого сплаву або з сополімеру етилвінілового спирту, інші багатошарові труби і муфтові елементи, виготовлені на основі інших термопластичних полімерних матеріалів, які можуть зварюватися описаним вище методом. Для суцільних труб використовують муфтові елементи, що мають отвір з внутрішнім радіальним виступом, який при зварюванні також оплавляється, і в нього впирається оплавлений торець труби, що приварюється. Для багатошарових труб можуть застосовуватися муфтові елементи, що мають усередині отвору складний виступ, який утворює звернену назовні кільцеву канавку (RU2380603C1, МПК F16L 13/00, 2010). У цьому випадку використовуються для зварювання нагрівальні насадки, які дозволяють оплавити кінець труби ззовні, всередині і на торці, а фітинг - по внутрішній поверхні і всі поверхні зазначеної кільцевої канавки, в яку потім вводиться торець труби. Використання муфтових елементів такої конструкції істотно знижує прохідний переріз трубопроводу, тому їх використання недоцільно. Поряд з трубами на основі поліпропілену широко використовуються труби, які повністю виготовлені зі зшитого поліетилену (PEX), або в яких з цього матеріалу виготовляється лише внутрішній шар. Труби зі зшитого поліетилену відрізняють високі експлуатаційні властивості (термін служби, гнучкість, міцність, термостійкість), однак з'єднування таких труб здійснюється з використанням механічних фітингів, які механічно затискають кінець такої труби, оскільки зварювання труб зі зшитого поліетилену неможливе. В даний час знайшов використання інший різновид поліетилену підвищеної термостійкості (матеріал має позначення: PE-RT Polyethylene of Raised Temperature Resistance) для труб, з'єднувачів і трубопровідної арматури систем гарячого і холодного водопостачання та опалення. Такий поліетилен підвищеної термостійкості є фактично класичним термопластом, який легко зварюється. Труби, що виготовляються з цього поліетилену, може відрізняти мала товщина стінки. Використання для зварювання таких труб з поліетилену підвищеної термостійкості з муфтовими елементами зварювальних насадок, які застосовуються для зварювання трубопроводів з матеріалів на основі поліпропілену і значно поширені, має недолік. 1 UA 107759 C2 5 10 15 20 25 30 35 40 45 50 55 60 При здійсненні зварювання відбувається деформація труби в зоні зварювання (зварювального пояска) і зміна геометрії прохідного перерізу. Виникає дефект зварювання, що призводить або до повного або часткового перекриття прохідного каналу труби, або до недостатньо міцного зварного з'єднання труби і муфтового елемента. Аналогічний недолік має зварювання тонкостінних труб з поліетилену низького тиску або з поліпропілену. Відомий метод зварювання труб, що усуває цю проблему, в якому кінці двох труб, що з'єднуються, одягаються на металеву тонкостінну гільзу. На гільзу може одягатися кінець труби і фітинг. Потім поверх стику формується охоплююча муфта, в тому числі з термопластичного матеріалу, який відповідає матеріалу труб, що з'єднуються (GB 794 833 А, МПК В29С65/00, 1956). Цей відомий метод не може бути використаний через те, що він не відповідає використовуваним в даний час конструктивним особливостям труб, особливо багатошарових, муфтових елементів, не є спадкоємним для використання інструментів, що широко застосовуються для зварювання труб і муфтових елементів, виготовлених з термопластів на основі поліпропілену. Слід також відзначити його складність і недостатню технологічність. Суть винаходу Технічний результат винаходу полягає в розширенні арсеналу методів і засобів для дифузійного зварювання труби з муфтовим елементом, виготовлених з термопластичного матеріалу, зокрема з поліетилену підвищеної термостійкості, поліетилену низького тиску або з поліпропілену. Ці метод і засоби дозволяють забезпечити зварювання муфтового елемента з тонкостінною трубою, яка має товщину стінки в межах 1,5-3,0 мм у труб найбільш поширених типорозмірів з зовнішнім діаметром 16 або 20 мм, а також стінку більшої товщини при відповідно більшому зовнішньому діаметрі. При цьому забезпечується висока суцільність і однорідність зони дифузійного зварювання, практично виключається звуження прохідного перерізу трубопроводу у зазначеній зоні зварювання, можуть бути використані інструменти, що застосовуються для зварювання трубопровідних виробів, виготовлених з термопластів на основі поліпропілену. Досягнення технічного результату винаходу забезпечує спосіб з'єднування дифузійним зварюванням труби з муфтовим елементом, які виготовлені з термопластичного матеріалу, що включає: - установлення в кінець труби, який приварюють, гільзи, яка виконана тонкостінною у вигляді відрізка труби з відігнутим назовні буртиком на одному з торців, висота якого не перевищує товщину труби, і виготовлена з матеріалу, який зберігає несучі властивості при температурі, що перевищує температуру плавлення термопластичного матеріалу труби і муфтового елемента, до упору буртиком в торець кінця труби; - одночасне нагрівання ділянки зовнішньої поверхні труби і ділянки внутрішньої поверхні муфтового елемента з використанням закріплених на нагрівачі зварювальних насадок до розплавлення термопластичного матеріалу на поверхнях зазначених ділянок; - подальше знімання кінця труби і муфтового елемента зі зварювальних насадок і їх сполучання один з одним зазначеними ділянками з розплавленим на поверхнях термопластичним матеріалом шляхом вставляння кінця труби всередину порожнини муфтового елемента; - заключне утримування з'єднаних кінця труби і муфтового елемента до затвердіння розплавленого термопластичного матеріалу з утворенням зони дифузійного зварювання муфтового елемента з кінцем труби. На відміну від відомої технології, описаної вище, спосіб відповідно до винаходу передбачає установку гільзи зазначеної конструкції в задане положення. У кращому варіанті здійснення винаходу на трубі попередньо робиться позначка глибини введення її кінця всередину муфтового елемента, а при проведенні операції вставляння кінця труби всередину порожнини муфтового елемента вставляння кінця труби здійснюють на глибину, що відповідає зазначеній попередньо зробленій позначці. У найкращому варіанті здійснення винаходу використовують гільзу, яка має довжину більшу, ніж довжина зони дифузійного зварювання муфтового елемента з кінцем труби. Можливий варіант, коли ззовні в середній частині бічної поверхні гільзи виконана кільцева канавка, де розташоване ущільнююче кільце. Можливий варіант, коли додатково використовують вставку з термопластичного матеріалу у формі кільця, яке має поперечний Г-подібний переріз, яку одягають на торець труби з її розташуванням усередині кутової порожнини вставки. Згідно з винаходом може бути здійснене зварювання з трубою з проміжним шаром з алюмінієвого сплаву або з сополімеру етилвінілового спирту. 2 UA 107759 C2 5 10 15 20 25 30 35 40 45 50 55 Можливе здійснення зварювання труби і муфтового елемента, які виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен. Відповідно, труба, муфтовий елемент і вставка, коли вона використовується, виготовлені з одного і того ж термопластичного матеріалу. Товщина труби, що приварюється, може знаходитися в діапазоні від 1,5 до 3 мм. Може бути використана гільза, яка виготовлена з матеріалу, вибраного з групи, що включає сталь, алюмінієвий сплав, мідний сплав. Гільза може бути виготовлена з полімерного конструкційного матеріалу на основі полісульфону. Може бути використана гільза, яка виготовлена з товщиною, що знаходиться у діапазоні від 0,05 до 3 мм. Відповідно до описаного способу, вузол з'єднання дифузійним зварюванням труби з муфтовим елементом, які виготовлені з термопластичного матеріалу, додатково включає гільзу, яка виконана тонкостінною у вигляді відрізка труби з відігнутим назовні буртиком на одному з торців, висота якого не перевищує товщину труби, і яка виготовлена з матеріалу, який зберігає несучі властивості при температурі, що перевищує температуру плавлення термопластичного матеріалу труби і муфтового елемента. Гільза вставлена всередину кінця труби до упору буртиком в торець, а труба цим кінцем вставлена всередину муфтового елемента з утворенням на ділянці сполучення частини внутрішньої поверхні муфтового елемента з частиною зовнішньої поверхні труби зони дифузійного зварювання муфтового елемента з кінцем труби. При цьому довжина гільзи більше довжини зазначеної зони дифузійного зварювання. На відміну від відомого вузла з'єднання, де для з'єднування деталей з термопластичного матеріалу використана гільза, винахід характеризується конструкцією з'єднувальних елементів, розташуванням зони зварювання, конструкцією гільзи та особливостями її установки. Вузол з'єднання в окремих випадках здійснення винаходу характеризується відповідно до описаного вище способу наступними особливостями конструктивного характеру: - ззовні в середній частині бічної поверхні гільзи може бути виконана кільцева канавка, в якій розташоване ущільнююче кільце; - вузол може бути забезпечений вставкою з термопластичного матеріалу у формі кільця між торцем труби і бічною поверхнею внутрішнього радіального виступу муфтового елемента, з поверхнями яких вставка сполучена з утворенням додаткової зони дифузійного зварювання; - труба може бути виконана з проміжним шаром з алюмінієвого сплаву або з сополімеру етилвінілового спирту; - труба і муфтовий елемент можуть бути виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен; - труба, муфтовий елемент і вставка можуть бути виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен; - товщина труби може знаходитися в діапазоні від 1,5 до 3,0 мм. - гільза може бути виготовлена з матеріалу, вибраного з групи, що включає сталь, алюмінієвий сплав, мідний сплав; - гільза може бути виготовлена з полімерного конструкційного матеріалу на основі полісульфона; - гільза може бути виготовлена з товщиною, що знаходиться у діапазоні від 0,05 до 3 мм. Здійснення винаходу Можливість здійснення винаходу пояснюється прикладом конкретного виконання, який проілюстрований графічними матеріалами. На фіг. 1 показаний подовжній розріз вузла з'єднування дифузійним зварюванням труби з муфтовим елементом. На фіг. 2 показаний подовжній розріз гільзи. На фіг. 3 показаний подовжній розріз вузла з'єднання дифузійним зварюванням труби з муфтовим елементом, гільза в якому ззовні в середній частині бічної поверхні виконана з кільцевою канавкою, в якій розташоване ущільнююче кільце. На фіг. 4 показаний подовжній розріз кінця труби, всередину якої вставлена гільза, при цьому на торець труби одягнена вставка з термопластичного матеріалу у формі кільця. Вузол з'єднування дифузійним зварюванням (фіг. 1) труби 1 з муфтовим елементом 2, який являється в конкретному окремому прикладі частиною з'єднувальної муфти 3 з внутрішнім радіальним виступом 4, які виготовлені з термопластичного матеріалу, додатково включає гільзу 5, виконану тонкостінною у вигляді відрізка труби з відігнутим назовні буртиком 6 (фіг. 1, 2) на одному з торців, висота якого не перевищує товщину труби 1, і виготовлену з матеріалу, 3 UA 107759 C2 5 10 15 20 25 30 35 40 45 50 55 що зберігає несучі властивості при температурі, яка перевищує температуру плавлення термопластичного матеріалу труби 1 і муфтового елемента 2. Гільза 5 вставлена всередину кінця труби 1 до упору буртиком 6 в торець 7, а труба 1 цим кінцем вставлена всередину муфтового елемента 2 з утворенням на ділянці 8 сполучення частини внутрішньої поверхні муфтового елемента 2 з частиною зовнішньої поверхні труби 1 зони дифузійного зварювання муфтового елемента 2 з кінцем труби 1. Довжина гільзи 5 більше довжини зазначеної зони (8) дифузійного зварювання. Як показано на фіг. 3 при зварюванні багатошарової труби 9 (багатошаровість труби 9 на фіг. 3 не відображена), назовні в середній частині бічної поверхні гільзи 10 виконана кільцева канавка 11, в якій розташоване ущільнююче кільце 12. З аналогічною метою, як показано на фіг. 4, тобто для запобігання розшаровування багатошарової труби 13 (багатошаровість труби 13 на фіг. 4 також не відображена), вузол забезпечений вставкою 14 з термопластичного матеріалу у формі кільця між торцем труби 13 і бічною поверхнею внутрішнього радіального виступу муфтового елемента (на фіг. 1 відповідають, відповідно, позиціям 4, 2), з поверхнями яких вставка 14 сполучена з утворенням додаткової зони дифузійного зварювання (на кресленнях не показана), яка вкриває буртик 15 гільзи 16. Як зазначено вище, труба (9, 13) може бути виконана з проміжним шаром з алюмінієвого сплаву або з сополімеру етил вінілового спирту. Може бути забезпечене зварювання багатошарової труби з іншою конструкцією проміжних шарів. Зварювання забезпечується, переважно, труби з товщиною в діапазоні 1,5-3 мм і муфтового елемента, які виготовлені з поліетилену підвищеної термостійкості. Може бути здійснене зварювання труби і муфтового елемента, виготовлених з поліетилену низького тиску або з поліпропілену. При використанні вставки 14 вона виготовляється з того ж матеріалу, що і зварювані труба і муфтовий елемент. Можуть бути зварені труба і муфтовий елемент з інших термопластичних матеріалів, в тому числі у разі, коли труба, що підключається, не характеризується малою товщиною стінки. Гільза (5, 10, 16) виготовлена, переважно, з латуні, але для її виготовлення можуть бути використані сталь, алюмінієвий сплав, інший мідний сплав, а також тугоплавкий полімерний конструкційний матеріал на основі полісульфону (наприклад, поліаріленефір-сульфон, поліалкіленсульфон, поліефірсульфон). Гільза (5, 10, 16) може, залежно від використаного матеріалу, мати товщину від 0,05 до 1 мм. Може бути використана гільза більшої товщини при відповідному розмірі зварюваних деталей. Технологія (спосіб) з'єднування дифузійним зварюванням труби з муфтовим елементом, які виготовлені з термопластичного матеріалу, яка дозволяє отримати описаний вище вузол з'єднання, передбачає проведення наступних операцій: - установлення в кінець труби, який приварюють (1, 9, 13), гільзи (5, 10, 16), виконаної, як описано вище, до упору буртиком 6 в торець кінця труби (1, 9, 13); - одночасне нагрівання ділянки зовнішньої поверхні труби (1, 9, 13) і ділянки внутрішньої поверхні муфтового елемента (2) з використанням закріплених на нагрівачі зварювальних насадок до розплавлення термопластичного матеріалу на поверхнях зазначених ділянок; - подальше знімання кінця труби (1, 9, 13) і муфтового елемента (2) зі зварювальних насадок і їх сполучання один з одним згаданими ділянками з розплавленим на поверхнях термопластичним матеріалом шляхом вставляння кінця труби (1, 9, 13) всередину порожнини муфтового елемента (2); - заключне утримування з'єднаних кінця труби (1, 9, 13) і муфтового елемента (2) до затвердіння розплавленого термопластичного матеріалу з утворенням зони (8) дифузійного зварювання муфтового елемента (2) з кінцем труби (1, 9, 13). Перед виконанням цих операцій попередньо на трубі (1, 9, 13) може бути зроблена позначка глибини введення її кінця всередину муфтового елемента (2), а при проведенні операції вставляння кінця труби (1, 9, 13) всередину порожнини муфтового елемента (2), вставляння кінця труби (1, 9, 13) здійснюють на глибину, що відповідає зазначеній попередньо зробленій позначці. Винахід не вичерпується представленим вище прикладом здійснення. Можливі також інші конкретні форми конструктивної реалізації винаходу, що лежать в межах патентних претензій і спроектовані з його використанням та з використанням звичайних інженерних знань. Також може бути доповнена додатковими відомими операціями технологія з'єднування дифузійним зварюванням труби (1, 9, 13) з муфтовим елементом (2). 4 UA 107759 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб з'єднування дифузійним зварюванням труби з муфтовим елементом, які виготовлені з термопластичного матеріалу, що включає установлення в кінець труби, що приварюють, гільзи, виконаної тонкостінною у вигляді відрізка труби з відігнутим назовні буртиком на одному з торців, висота якого не перевищує товщину труби, і виготовлену з матеріалу, що зберігає несучі властивості при температурі, що перевищує температуру плавлення термопластичного матеріалу труби і муфтового елемента, до упору буртиком в торець кінця труби, одночасне нагрівання ділянки зовнішньої поверхні труби і ділянки внутрішньої поверхні муфтового елемента з використанням закріплених на нагрівачі зварювальних насадок до розплавлення термопластичного матеріалу на поверхнях зазначених ділянок, подальше знімання кінця труби і муфтового елемента зі зварювальних насадок і їх сполучання один з одним згаданими ділянками з розплавленим на поверхнях термопластичним матеріалом шляхом вставляння кінця труби всередину порожнини муфтового елемента, заключне утримування з'єднаних кінця труби і муфтового елемента до затвердіння розплавленого термопластичного матеріалу з утворенням зони дифузійного зварювання муфтового елемента з кінцем труби. 2. Спосіб за п. 1, який відрізняється тим, що попередньо на трубі виконують позначку глибини введення її кінця всередину муфтового елемента, а при проведенні операції вставляння кінця труби всередину порожнини муфтового елемента вставляння кінця труби здійснюють на глибину, що відповідає зазначеній попередньо зробленій позначці. 3. Спосіб за п. 1, який відрізняється тим, що використовують гільзу, яка має довжину більшу, ніж довжина зони дифузійного зварювання муфтового елемента з кінцем труби. 4. Спосіб за п. 1, який відрізняється тим, що використовують гільзу, ззовні в середній частині бічної поверхні якої виконана кільцева канавка, де розташоване ущільнююче кільце. 5. Спосіб за п. 1, який відрізняється тим, що додатково використовують вставку з термопластичного матеріалу у формі кільця, яке має поперечний Г-подібний переріз, яку одягають на торець труби з її розташуванням усередині кутової порожнини вставки. 6. Спосіб за п. 5, який відрізняється тим, що здійснюють зварювання з трубою з проміжним шаром з алюмінієвого сплаву або з співполімеру етилвінілового спирту. 7. Спосіб за п. 1, який відрізняється тим, що здійснюють зварювання труби і муфтового елемента, які виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен. 8. Спосіб за п. 5, який відрізняється тим, що здійснюють зварювання труби, муфтового елемента і вставки, які виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен. 9. Спосіб за п. 1, який відрізняється тим, що здійснюють зварювання труби, товщина якої находиться в діапазоні від 1,5 до 3 мм. 10. Спосіб за будь-яким з пунктів 1-8, який відрізняється тим, що використовують гільзу, яка виготовлена з матеріалу, вибраного з групи, що включає сталь, алюмінієвий сплав, мідний сплав. 11. Спосіб за будь-яким з пунктів 1-8, який відрізняється тим, що використовують гільзу, яка виготовлена з полімерного конструкційного матеріалу на основі полісульфону. 12. Спосіб за будь-яким з пунктів 1-8, який відрізняється тим, що використовують гільзу, яка виготовлена з товщиною, що знаходиться у діапазоні від 0,05 до 3 мм. 13. Вузол з'єднання дифузійним зварюванням труби з муфтовим елементом, які виготовлені з термопластичного матеріалу, включає: гільзу, виконану тонкостінною у вигляді відрізка труби з відігнутим назовні буртиком на одному з торців, висота якого не перевищує товщину труби, і виготовлену з матеріалу, що зберігає несучі властивості при температурі, яка перевищує температуру плавлення термопластичного матеріалу труби і муфтового елемента; гільза вставлена всередину кінця труби до упору буртиком в торець; а труба цим кінцем вставлена всередину муфтового елемента з утворенням на ділянці сполучення частини внутрішньої поверхні муфтового елемента з частиною зовнішньої поверхні труби зони дифузійного зварювання муфтового елемента з кінцем труби, при цьому довжина гільзи більше довжини зазначеної зони дифузійного зварювання. 14. Вузол за п. 13, який відрізняється тим, що ззовні в середній частині бічної поверхні гільзи виконана кільцева канавка, в якій розташоване ущільнююче кільце. 15. Вузол за п. 13, який відрізняється тим, що забезпечений вставкою з термопластичного матеріалу у формі кільця між торцем труби і бічною поверхнею внутрішнього радіального 5 UA 107759 C2 5 10 15 20 виступу муфтового елемента, з поверхнями яких вставка сполучена з утворенням додаткової зони дифузійного зварювання. 16. Вузол за п. 14, який відрізняється тим, що труба виконана з проміжним шаром з алюмінієвого сплаву або з співполімеру етилвінілового спирту. 17. Вузол за п. 15, який відрізняється тим, що труба виконана з проміжним шаром з алюмінієвого сплаву або з співполімеру етилвінілового спирту. 18. Вузол за будь-яким з пунктів 13-17, який відрізняється тим, що труба і муфтовий елемент виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен. 19. Вузол за п. 15, який відрізняється тим, що труба, муфтовий елемент і вставка виготовлені з матеріалу, вибраного з групи, що включає поліетилен підвищеної термостійкості, поліетилен низького тиску, поліпропілен. 20. Вузол з будь-яким з пунктів 13-17, 19, який відрізняється тим, що товщина труби знаходиться в діапазоні від 1,5 до 3 мм. 21. Вузол за будь-яким з пунктів 13-17, 19, який відрізняється тим, що гільза виготовлена з матеріалу, вибраного з групи, що включає сталь, алюмінієвий сплав, мідний сплав. 22. Вузол за будь-яким з пунктів 13-17, 19, який відрізняється тим, що гільза виготовлена з полімерного конструкційного матеріалу на основі полісульфону. 23. Вузол за будь-яким з пунктів 13-17, 19, який відрізняється тим, що гільза виготовлена з товщиною, що знаходиться у діапазоні від 0,05 до 3 мм. 6 UA 107759 C2 7 UA 107759 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and assembly for connecting a pipe to a coupling element
Автори англійськоюKozlov, Oleg Vladimirovich, Samodelko, Aleksandr Mikhajlovich
Назва патенту російськоюСпособ и узел соединения трубы с муфтовым элементом
Автори російськоюКозлов Олег Владимирович, Самоделко Александр Михайлович
МПК / Мітки
МПК: F16L 47/00, B29C 65/18
Мітки: трубі, вузол, спосіб, елементом, муфтовим, з'єднання
Код посилання
<a href="https://ua.patents.su/10-107759-sposib-i-vuzol-zehdnannya-trubi-z-muftovim-elementom.html" target="_blank" rel="follow" title="База патентів України">Спосіб і вузол з’єднання труби з муфтовим елементом</a>
Кінцева частина напрямної труби, вузол та спосіб
Номер патенту: 94219
Опубліковано: 26.04.2011
Автори: Швадрон Джеймс Тімоті, Марцек Грегорі, Ніємі Леслі Уейд
Мітки: напрямної, частина, трубі, вузол, кінцева, спосіб
Формула / Реферат:
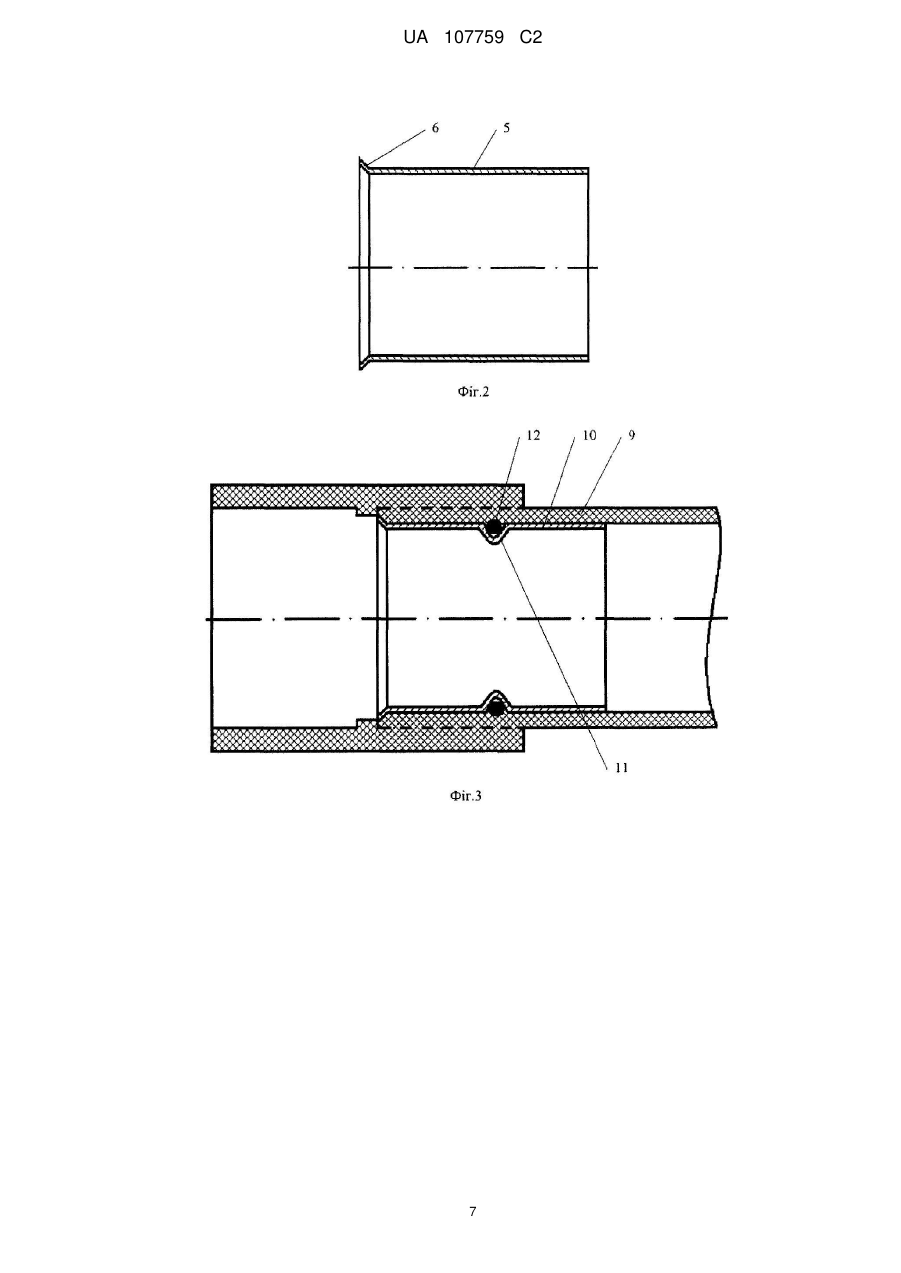
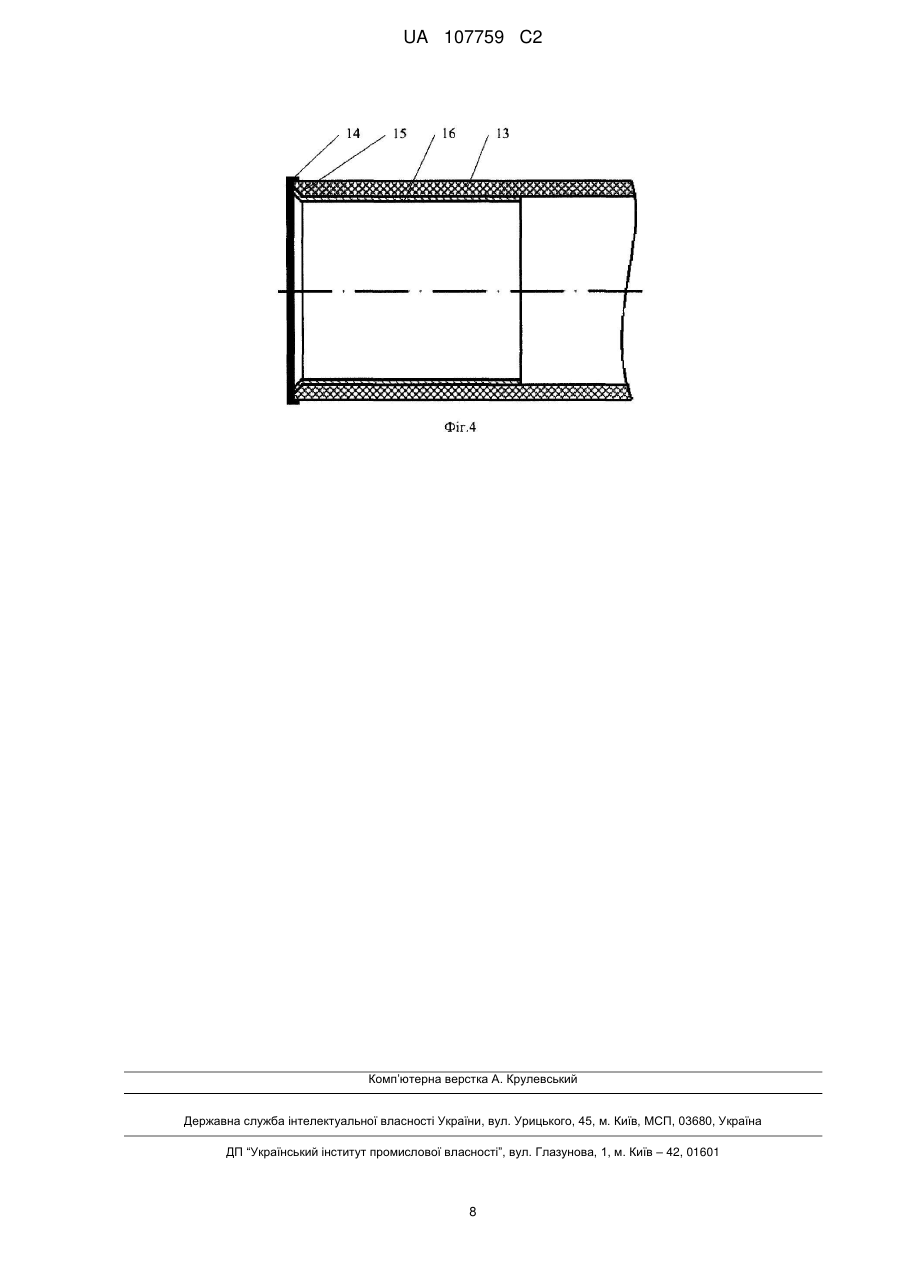
1. Кінцева частина напрямної труби для домішки, що призначена для металургійного застосування, яка містить:зносостійку втулку, яка має приймальний кінець, випускний кінець і внутрішню поверхню, утворюючу крізний отвір, що проходить від приймального кінця до випускного кінця;втулку, що руйнується, яка містить папір або кераміку і має кінець і канал, виконаний з можливістю подачі домішки через нього, причому втулка, що...
Вставний з’єднувальний вузол труби пилососа
Номер патенту: 72770
Опубліковано: 15.04.2005
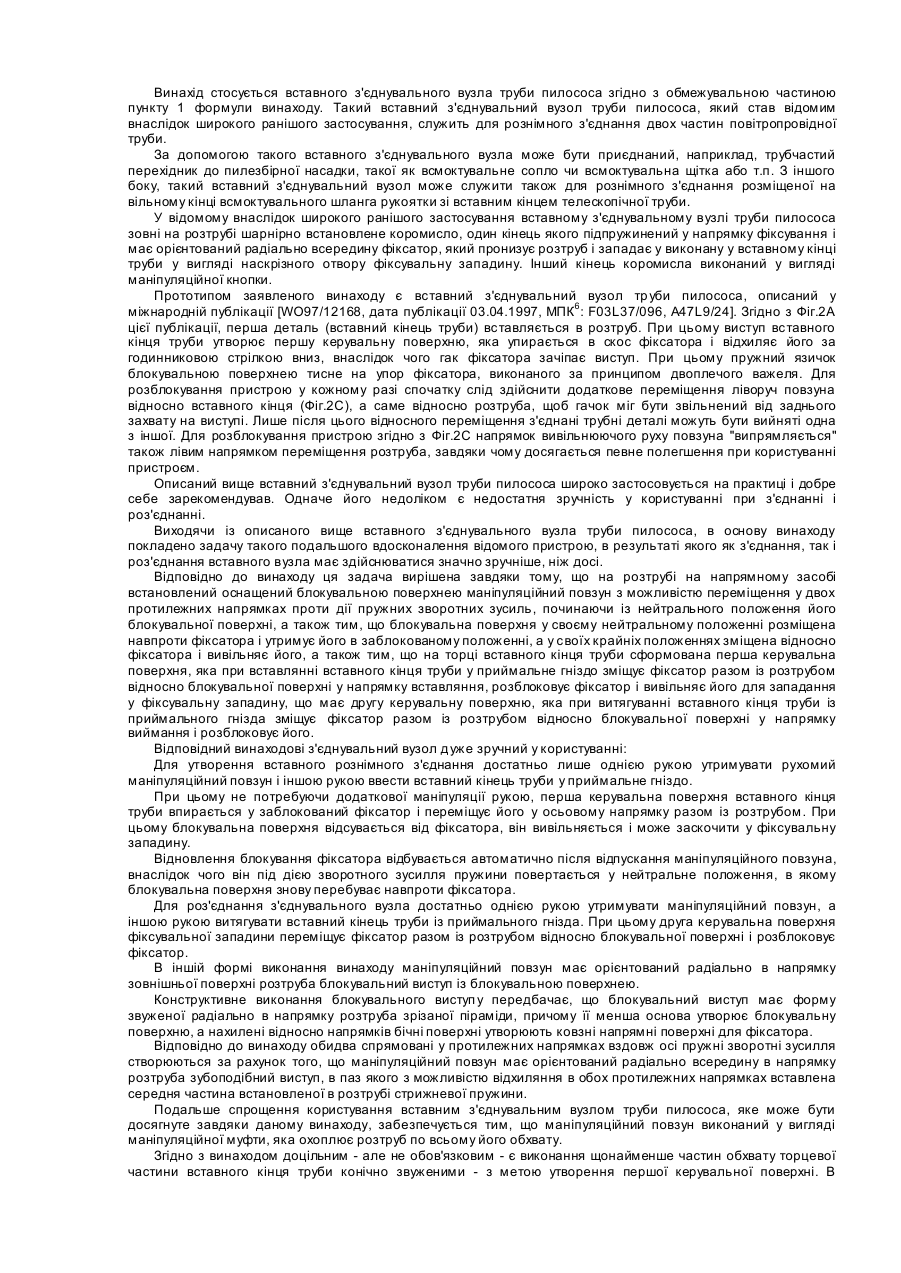
Автори: Шіманн Юрген, Кіль Хартмут
МПК: A47L 9/24
Мітки: пилососа, вставний, вузол, трубі, з'єднувальний
Формула / Реферат:
1. Вставний з'єднувальний вузол (10) труби пилососа, що містить розтруб (12), який утворює приймальне гніздо (15), в якому вставлений у напрямку (е) вставний кінець (13) труби з можливістю роз'єднання утримується фіксувальними засобами (S, Т), утвореними з боку розтруба (12), встановленим на ньому з можливістю переміщення фіксатором (S), і з боку вставного кінця (13) труби наявним в ньому фіксувальним елементом (Т), в який з можливістю...
З’єднувальний елемент, вузол з’єднання з таким з`єднувальним елементом, а також карман для нього
Номер патенту: 80539
Опубліковано: 10.10.2007
Автори: Зіпенкорт Герхард, Хессе Норберт, Клабіш Адам, Дунке Клаус, Тіллессен Уве
МПК: B65G 19/28
Мітки: нього, вузол, також, елемент, з'єднання, з`єднувальним, таким, елементом, з'єднувальний, карман
Формула / Реферат:
1. З'єднувальний елемент для з'єднань жолобкових секцій ланцюгового скребкового транспортера або для направляючих секцій добувної машини, особливо напрямної струга, що містить дві з'єднані за одне ціле за допомогою стрижня (12), що звужується по ширині, головки (13), які на повернутій до стрижня стороні обладнані орієнтованими з нахилом до стрижня (12) заплечиками (11), який відрізняється тим, що заплечики (11) виконані опуклими, особливо...
Спосіб охолодження екструдованої полімерної труби
Номер патенту: 41529
Опубліковано: 25.05.2009
Автори: Вознюк В'ячеслав Тарасович, Мікульонок Ігор Олегович, Алфьоров Олексій Аркадійович
МПК: B29C 47/88
Мітки: трубі, екструдованої, полімерної, спосіб, охолодження
Формула / Реферат:
Спосіб охолодження екструдованої полімерної труби, що включає охолодження зовнішньої і внутрішньої її поверхонь, при цьому охолодження внутрішньої поверхні полімерної труби здійснюють повітрям від вільного кінця труби назустріч напрямку екструзії, який відрізняється тим, що повітря для охолодження внутрішньої поверхні полімерної труби після його потрапляння в порожнину полімерної труби фільтрують.
Спосіб виготовлення армованої бетонної труби

Номер патенту: 15709
Опубліковано: 17.07.2006
Автори: Чувашов Юрій Миколайович, Кліпов Валерій Дмитрович, Бочарова Ірина Миколаївна, Божко Василь Іванович, Михайлішина Ніна Зиновієвна, Ященко Ольга Михайлівна, Рибалка Євген Олексійович
МПК: B28B 23/02, B28B 21/02, F16L 9/00
Мітки: трубі, виготовлення, спосіб, бетонної, армованої
Формула / Реферат:
Спосіб виготовлення армованої бетонної труби, що включає подачу бетонної суміші, формування з бетонної суміші труби, армування зовнішньої поверхні труби джгутами зі скловолокна, який відрізняється тим, що армування зовнішньої поверхні труби проводять шляхом укладання джгутів із скловолокна, змочених зв'язуючим, уздовж обичайки бетонної труби на однаковій відстані один від одного, при цьому на укладені джгути додатково намотують спірально...
Попередній патент: Плавуча платформа
Наступний патент: Полімербітумна композиція
Випадковий патент: Сплав на основі титану