Спосіб та регулятор для регулювання місця агломерації всього шару матеріалу в агломашині

Формула / Реферат
1. Спосіб регулювання місця (D) агломерації всього шару матеріалу в агломашині (1), при якому матеріал, який підлягає агломерації, завантажують на транспортну лінію (3), запалюють і транспортують повз повітряних коробів (6), розташованих в напрямку (F) транспортування, до розвантажувача (5) матеріалу, при якому, у щонайменше трьох пунктах (10) вимірювання, послідовно розташованих в напрямку (F) транспортування вздовж транспортної лінії (3), виміряють температуру і регулюють транспортну швидкість агломашини (1) в залежності від положення (D(i)) максимуму виміряної температури відносно положення вибраного місця (D) агломерації всього шару матеріалу на транспортній лінії, який відрізняється тим, що графік температур трьох послідовно розташованих пунктів (10) вимірювання порівнюють і приймають максимум температури, коли в першому і третьому пунктах (10) вимірювання в напрямку (F) транспортування є більш низька величина температури, ніж у другому пункті (10) вимірювання, і не приймають максимум температури, коли всі пункти (10) вимірювання утворюють висхідний ряд температурних величин, і тим, що при прийнятому максимумі температури регулюють транспортну швидкість в залежності від відхилення між положенням (D(i)) пункту вимірювання з максимальною температурною величиною і положенням вибраного місця (D) агломерації всього шару матеріалу, і тим, що при не прийнятті максимуму температури транспортну швидкість зменшують на задану величину.
2. Спосіб за п. 1, який відрізняється тим, що транспортну швидкість підвищують на задану величину, коли перший, другий і третій пункти (10) вимірювання утворюють низхідний ряд величин температури.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що пункти (10) вимірювання розташовують в повітряних коробах (6).
4. Спосіб за п. 3, який відрізняється тим, що повітряний короб (6) розділяють на декілька сегментів в напрямку (F) транспортування і в кожному сегменті розташовують пункт (10) вимірювання.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що міра підгонки, коли змінюють транспортну швидкість у випадку прийнятого максимуму температури, залежить від величини відхилення між положенням (D(i)) максимуму температури і положенням вибраного місця (D) агломерації всього шару матеріалу.
6. Спосіб за будь-яким одним з попередніх пунктів, який відрізняється тим, що в залежності від швидкості агломерації всього шару матеріалу на конкретному підприємстві, висоти завантаження матеріалу і довжини агломашини (1) визначають оптимальну транспортну швидкість і порівнюють з поточною транспортною швидкістю і/або приймають до уваги, коли змінюють транспортну швидкість.
7. Спосіб за п. 6, який відрізняється тим, що формують різницю між транспортною швидкістю і оптимальною транспортною швидкістю і видають попереджувальне повідомлення на перевищення граничної величини.
8. Регулятор для регулювання місця агломерації всього шару матеріалу в агломашині (1) з обчислювальним вузлом і щонайменше трьома портами (11) для з'єднання датчиків температури, приєднаних до окремих пунктів (10) вимірювання, і виходом для задання транспортної швидкості, який відрізняється тим, що обчислювальний вузол пристосований для здійснення способу за будь-яким з пунктів 1-7.
9. Регулятор за п. 8, який відрізняється тим, що регулятор (12) вбудований в контролер (13) агломашини, який встановлює транспортну швидкість транспортної лінії агломашини,
і тим, що вихід регулювання для задання транспортної швидкості з'єднаний з керуючим входом контролера.
10. Регулятор за пп. 8 або 9, який відрізняється тим, що до портів (11) регулятора (12) приєднані температурні датчики, які розташовані в повітряних коробах (6), розміщених в напрямку (F) транспортування вздовж транспортної лінії (3) агломашини (1), і кожен формує пункт (10) вимірювання.
11. Регулятор за п. 10, який відрізняється тим, що температурні датчики розташовані у засобі (9) всмоктування повітряних коробів (6).
12. Регулятор за п. 11, який відрізняється тим, що засіб (9) всмоктування розділений на частини в напрямку (F) транспортування,
і тим, що в декількох частинах засобу (9) всмоктування розташований температурний датчик.
Текст
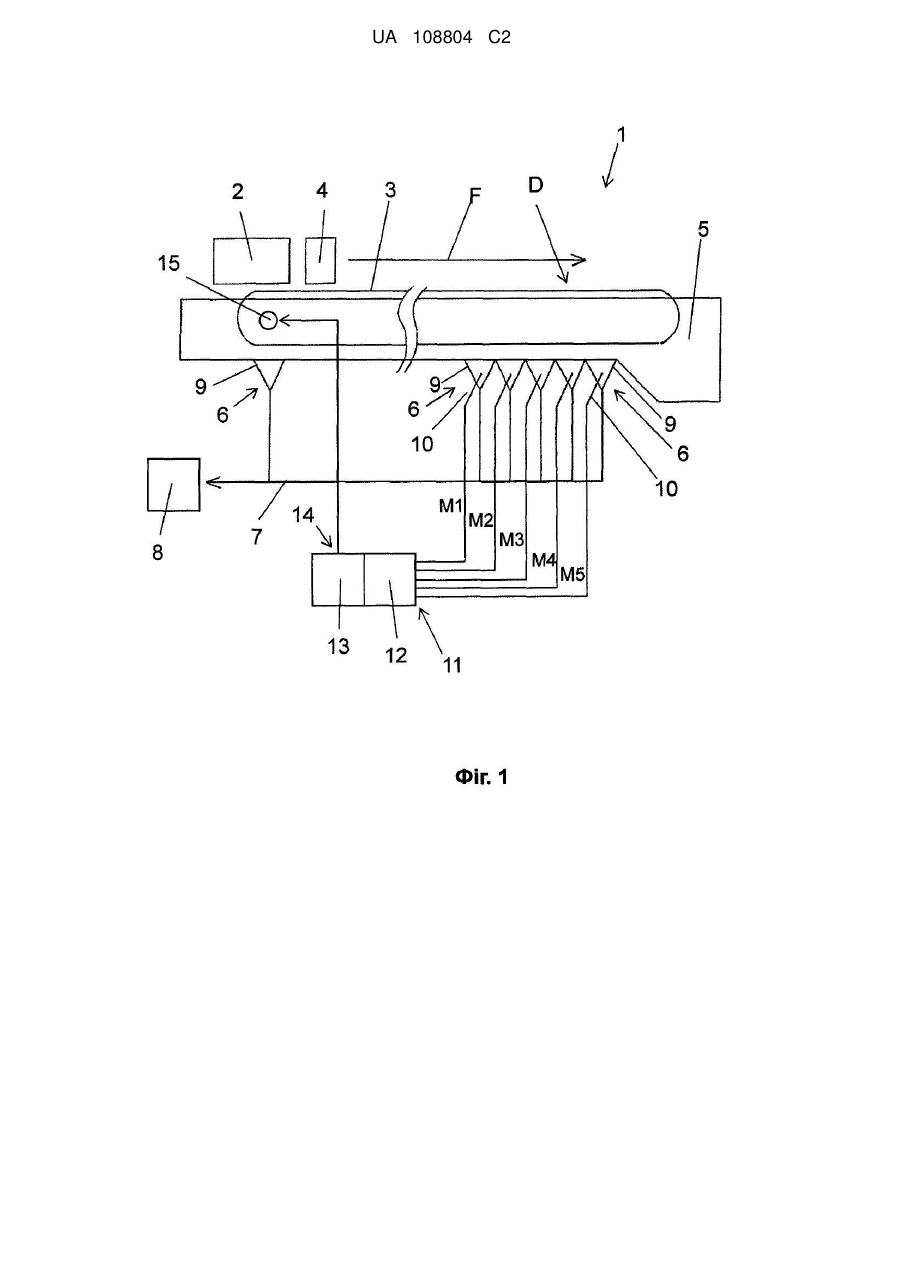
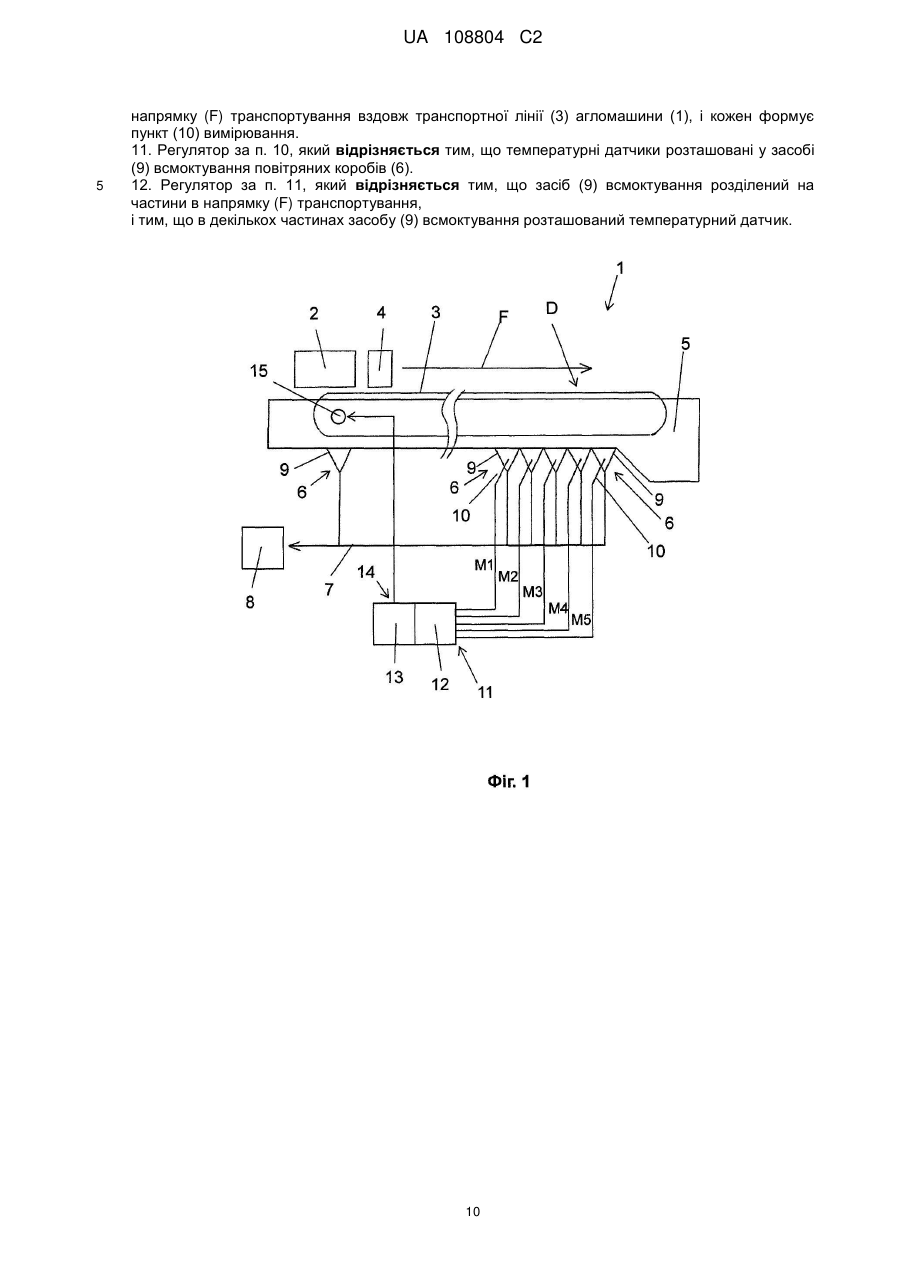
Реферат: Спосіб регулювання місця (D) агломерації всього шару матеріалу в агломашині (1), при якому матеріал, який підлягає агломерації, завантажують на транспортну лінію (3), запалюють і транспортують повз повітряних коробів (6), розташованих в напрямку (F) транспортування, до розвантажувача (5) матеріалу, у щонайменше трьох пунктах (10) вимірювання, послідовно розташованих вздовж транспортної лінії (3), виміряють температуру і регулюють транспортну швидкість агломашини (1) в залежності від положення (D(i)) максимуму виміряної температури відносно положення вибраного місця (D) агломерації всього шару матеріалу на транспортній лінії. Графік температур трьох послідовно розташованих пунктів (10) вимірювання порівнюють і приймають максимум температури, коли в першому і третьому пунктах (10) вимірювання в напрямку (F) транспортування є більш низька величина температури, ніж у другому пункті (10) вимірювання, і не приймають максимум температури, коли всі пункти (10) вимірювання утворюють висхідний ряд температурних величин. При прийнятому максимумі температури регулюють транспортну швидкість в залежності від відхилення між положенням (D(i)) пункту вимірювання з максимальною температурною величиною і положенням вибраного місця (D) агломерації всього шару матеріалу, а при не прийнятті максимуму температури транспортну швидкість зменшують на задану величину. UA 108804 C2 (12) UA 108804 C2 UA 108804 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу і регулятора для регулювання місця агломерації всього шару матеріалу в агломераційній машині (далі агломашина). В агломашині матеріал для спікання, який, наприклад, містить руди, завантажують на транспортну лінію, наприклад, на рухому колосникову решітку або колосниковий візок, запалюють і транспортують повз повітряних коробів,які розташовані в напрямку транспортування і які працюють в напрямку всмоктування, до місця розвантаження матеріалу. Під час транспортування на агломашині, матеріал, який підлягає агломерації, обпалюють для формування агломераційного пирога і в кінці агломашини розвантажують біля місця розвантаження матеріалу, наприклад, згрібанням, і подають до наступних операцій. В цьому способі для регулювання місця агломерації всього шару матеріалу, температуру, визначену температурою матеріалу, який підлягає агломерації, виміряють у, щонайменше, трьох місцях, розташованих одне після одного вздовж лінії транспортування, і регулюють транспортну швидкість агломашини в залежності від положення максимуму виміряної температури відносно положення попередньо вибраного місця агломерації всього шару матеріалу на лінії транспортування. Під час агломерації, найбільш дрібні або розсипчасті речовини з’єднують одна з одною нагріванням. Нагрівання здійснюють запаленням поверхні матеріалу на агломашині після подачі матеріалу. Запалений матеріал далі транспортують на агломашині, де матеріал, запалений на своїй поверхні, агломерують по всій висоті шару матеріалу. В місці агломерації, де увесь шар агломерований у вертикальному напрямку, температура, виміряна в зоні повітряного коробу, є максимальною. Агломерований матеріал далі охолоджується під час подальшого транспортування на агломашині. Звичайно бажано, щоб агломерація закінчувалась на кінці агломашини або трохи перед кінцем агломашини. Але, в будь-якому випадку потрібно уникати, того щоб процес агломерації не був завершений, коли матеріал розвантажують, і щоб агломераційний процес здійснювався на наступних станціях охолодження, які можуть бути пошкоджені теплом, генерованим під час агломерації. Додатково, слід уникати, щоб місце агломерації всього шару матеріалу було досягнуто на машині занадто рано, так як це буде призводити до зменшення продуктивності агломашини. Щоб уникнути цього, при регулюванні місця агломерації всього шару матеріалу приймають до уваги температури у повітряних коробах, зокрема, в останній чверті агломашин, для визначення місця агломерації всього шару матеріалу. В цьому процесі максимум величину температури визначають з виміряних температур і місце агломерації всього шару матеріалу визначають з того. За допомогою порівняння визначають, в якому з повітряних коробів є максимум величини температури. Це положення порівнюють з попередньо вибраним положенням бажаного місця агломерації всього шару матеріалу. Якщо повітряний короб з максимумом величини виміряної температури розташований перед вибраним положенням бажаного місця агломерації всього шару матеріалу, тошвидкість транспортування агломашини підвищують на конкретну визначену величину. Якщо повітряний короб з максимумом величини виміряної температури розташований після вибраного положенням бажаного місця агломерації всього шару матеріалу, то швидкість машини зменшують на ту саму конкретну визначену величину. Відомий спосіб і пристрій (US 3,211,441) для регулювання швидкості транспортування агломашини. Для цього виміряють температуру і тиск витраченого повітря в одному з декількох послідовно розташованих повітряних коробів агломашини типу Дуайт-Ллойд і визначають, чи є ці виміряні величини всередині бажаного інтервалу. Це вказує на те, що процес агломерації буде завершений в бажаних часових межах або в бажаному положенні агломашини. В процесі агломерації графік температур, виміряних в послідовно розташованих повітряних коробах, показує максимум в місці агломерації всього шару матеріалу агломераційної ванни. Виміряний тиск відхідних газів, які висмоктані крізь агломераційну ванну залишається приблизно постійним, поки не буде досягнуто місця агломерації всього шару матеріалу, і помітно падає після досягнення місця агломерації всього шару матеріалу. Шляхом прийнятної комбінації рівнів величин температури і тиску витраченого повітря, які відповідно вибирають для завершення процесу в агломашині, може бути визначено, чи процес на вибраному повітряному коробі агломашини розміщений поблизу місця агломерації всього шару матеріалу. В залежності від комбінації двох виміряних величин, швидкість транспортування агломашини будуть або підвищувати, або зменшувати, щоб перемістити місце агломерації всього шару матеріалу в зону вибраного повітряного коробу. Але таке регулювання є порівняно дорогим, тому що необхідно проаналізувати дві різні виміряні величини, щоб була можливість надійно визначити місце агломерації всього шару матеріалу. Додатково, коливання абсолютних величин виміряного тиску може відбуватися, 1 UA 108804 C2 5 10 15 20 25 30 35 40 45 50 55 60 наприклад, в залежності від навантаження агломашини на колосниковому візку. Тому, ця виміряна величина є прийнятною для регулювання швидкості транспортування агломашини тільки до обмеженої величини. У порівняльній агломашині (US 4,065,295) описаний спосіб для регулювання транспортної швидкості на основі вимірювання температури в колекторах повітряних коробів. Регулююча перемінна при регулюванні є температура всіх відхідних газів з усіх повітряних коробів, розташованих один за одним на агломашині, яку виміряють в колекторній лінії одразу перед всмоктувальним вентилятором. Як додаткову регулюючу перемінну використовують середню температуру всіх відхідних газів, які виходять з повітряних коробів з температурою більше, ніж 100°С. Ця перемінна реагує швидше, ніж загальна температура зібраних відхідних газів в колекторній лінії. Цей спосіб також може бути застосований, коли ніякий температурний максимум або тільки температурний максимум, локально погіршений зовнішніми впливами, може бути виявлений в повітряних коробах. Альтернативно, визначення максимуму температури в послідовно розташованих повітряних коробах пропонують як другу регулюючу перемінну при каскадному регулюванні, яка відповідає поточному місцю агломерації всього шару матеріалу. Бажане місце агломерації всього шару матеріалу визначають на основі температури відхідних газів в колекторній лінії. Таким шляхом, похибки при визначенні максимуму температури повинні бути компенсовані, наприклад, в останньому повітряному коробі. Але, таке регулювання також є дорогим, так як необхідно визначати дві регулюючі перемінні величини. Додатково, таке регулювання місця агломерації всього шару матеріалу може бути застосовано тільки, коли максимум також знайдено при температурному розподілі. Наприклад, це не є випадок, коли матеріал, який підлягає агломеруванню, ще не підданий агломерації аж до місця розвантаження матеріалу. В патенті US3,399,053 описаний спосіб і апарат для регулювання транспортної швидкості агломашини, в якому виміряють температури в трьох повітряних коробах, розташованих по одному в кінці і всередині лінії транспортування агломашини, щоб безперервно регулювати транспортну швидкість і настроювати бажане місце агломерації всього шару матеріалу. З трьох вимірів температури в кінці транспортної лінії поточний максимум розподілу температури вздовж транспортної лінії визначають шляхом підгонки параболи. Цей поточний максимум порівнюють з бажаним положенням максимуму і місцем агломерації всього шару матеріалу, відповідно, і зміну транспортної швидкості агломашини отримують в залежності від відхилення. Від вимірів температури всередині лінії транспортування отримують прогноз змінної швидкості положення максимуму температури. Потім транспортну швидкість агломашини підгоняють в залежності від поточного максимуму температури і прогнозованої змінної швидкості. Приймаючи до уваги прогнозовану змінну швидкість, можна швидко прийняти до уваги зміни агломераційних характеристик, наприклад, наступного введеного матеріалу. Але, цей спосіб дає значну недостовірність, тому що окремі виміри температур мають порівняно великі помилки, які, крім можливих систематичних впливів, також випадково впливають не точно прогнозованим складом агломераційного пирога. Адаптація параболи на основі таких помилкових змінних величин може привести до того, що власно підгонка також є помилковою і максимум температурного розподілення визначають із значним віддаленням від дійсного максимуму. Подібне застосовують до прогнозу змінної швидкості, так що отримують в цілому не стабільне регулювання. Тому задачею винаходу є створення простої і надійної можливості регулювання транспортної швидкості агломашини. За винаходом, ця задача вирішується способом згідно першого пункту формули винаходу і регулятором згідно восьмого пункту формули винаходу. Тому, у зазначеному вище способі забезпечено, що порівнюють графік температур трьох, зокрема точно трьох, послідовно розташованих пунктів вимірювання. Ці пункти вимірювання можуть бути розташовані безпосередньо один за одним і/або один за одним відокремлено іншими пунктами вимірювання. При порівнянні трьох пунктів вимірювання приймають максимум температури, коли перший і третій пункти в напрямку транспортування мають нижчу величину температури, ніж другий пункт вимірювання. Навіть зокрема, якщо винахід переважно виконують з оцінкою точно трьох пунктів вимірювання, то можливо оцінити більш, ніж три пункти вимірювання, причому, в цьому випадку, наприклад, перший і останній пункт вимірювання повинні мати нижчу температуру, ніж деякі або всі середні пункти вимірювання, розташовані між ними, щоб мати можливість визначити максимум. Для визначення максимуму, находять змінний пункт в послідовності пунктів вимірювання, особливо переважно за винаходом, в якому послідовність зростаючих температурних величин змінюється в послідовність знижуваних 2 UA 108804 C2 5 10 15 20 25 30 35 40 45 50 55 60 температурних величин. Цей змінний пункт потім приймається як максимум температурної кривої. Але, за винаходом, ніякий максимум температури не приймається, коли всі пункти вимірювання, тобто, зокрема, всі пункти вимірювання, вибрані в прийнятному оціночному ряду, утворюють висхідні ряди величин температур, так що, зокрема, в трьох або також послідовно розташованих пунктах вимірювання не знайдено максимуму. Після визначення, так чи інакше, може бути прийнятий максимум і транспортну швидкість регулюють по прийнятому максимуму температури в залежності від відхилення положень пункту вимірювання з максимальною величиною температури і положення вибраного місця агломерації всього шару матеріалу, тоді як при не прийнятому максимумі температури швидкість транспортування агломашини зменшують на конкретну задану величину. Це також вирішує попередньо обговорену проблему максимуму, коли не може бути надійно визначено, чи місце агломерації всього шару матеріалу, який підлягає агломерації, все ще лежить на агломашині. Може трапитися, що коли швидкість транспортування агломашини занадто велика, то місце агломерації всього шару матеріалу ще не досягнуте, а матеріал, що підлягає агломерації, вже розвантажується з агломашини до його повної агломерації. Завдяки цьому способу визначення місця агломерації всього шару матеріалу, пропонованому за винаходом, тепер розглядається не тільки максимальна величина температури в різних пунктах вимірювання, але і виконується аналіз графіку температур послідовно розташованих пунктів вимірювання, які повинні бути оцінені, зокрема, шляхом порівняння виміряної температури якогось пункту вимірювання з попереднім і наступним пунктом вимірювання. Тільки, коли величини температур обох, попереднього і наступного, пунктів вимірювання менше, ніж температура середнього пункту вимірювання або декілька середніх пунктів вимірювання, то це гарантує, що місце агломерації всього шару матеріалу реально визначена. Якщо цього немає, то пропонується, згідно винаходу, зменшити швидкість транспортування агломашини, коли є послідовність величин температури, що зростають до останнього пункту вимірювання, щоб привести максимум температури матеріалу, що підлягає агломерації, в межі транспортної лінії. В переважному доповненні способу регулювання за винаходом, швидкість транспортування також може бути підвищена на задану конкретну величину, коли перший, другий і третій пункти вимірювання утворюють низхідний ряд величин температур. Це вказує на те, що матеріал, який підлягає агломерації, вже досяг свого місця агломерації всього шару матеріалу до досягнення першого пункту вимірювання. Таким чином, ніякий інший максимум не приймається в цьому випадку. За винаходом, в, щонайменше, трьох, але переважно у більшій кількості пунктів вимірювання величин температур, шукають послідовність трьох величин вимірювання, які показують вище описаний критерій для визнання максимуму в графіку температур. Якщо такий максимум знайдено, за винаходом, дослідження на максимум можуть бути зупинені. Альтернативно, також можуть бути продовжені дослідження і таким чином проведено фіксацію стійкості вимірюваних величин, щоб знайти, наприклад, чи є два максимуми. Якщо б це мало місце, то може бути виданий помилковий сигнал про необхідність регулювання, так що процес агломерації встановлений, наприклад, за допомогою інших параметрів. Але, поки максимум не було знайдено, використовуючи вище зазначений критерій, дослідження на максимум продовжують в трьох послідовно розташованих пунктах вимірювання, і з всіх пунктів вимірювання, які підлягають оцінці, формують і фіксують послідовності трьох пунктів вимірювання, які підлягають оцінці один після одного, причому, замість точно трьох пунктів вимірювання, які підлягають оцінці один після одного, може бути оцінена більша кількість пунктів вимірювання, наприклад, чотири або п’ять, як було вже описано. Таким чином, дослідження на максимум не обмежуються трьома пунктами вимірювання, але завжди порівнюють три послідовні вимірювання. За винаходом, пункти вимірювання можуть бути розташовані безпосередньо один за одним вздовж транспортної лінії. За винаходом, також можливо, що пункти вимірювання, які підлягають оцінці, визначають фіксованими перевірочними послідовностями пунктів вимірювання. Також можливо, що пункти вимірювання, які не підлягають оцінці, розміщують між послідовно розташованими пунктами вимірювання, які підлягають оцінці, в напрямку транспортування. У порівнянні з відомою технологією, описаною вище, суттєвою перевагою пропонованого способу також є те, що, за винаходом, тільки графік температури вздовж транспортної лінії оцінюють як перемінну для регулювання. Це дозволяє застосовувати один датчик, а саме датчик температури, на пункт вимірювання. Це є особливо переважним, тому що датчики, що використовують на підприємствах, наприклад, на агломераційній фабриці, повинні бути 3 UA 108804 C2 5 10 15 20 25 30 35 40 45 50 55 60 надійним, інакше вони можуть швидко виходити з ладу. Крім того, використання декількох різних датчиків на пункті вимірювання значно підвищує вартість регулювання за винаходом. Так як у звичайних агломашинах бажане і вибране місце агломерації всього шару матеріалу переважно лежить ближче до кінця транспортної лінії на агломашині, то пункти вимірювання переважно також розташовують на кінці транспортної лінії перед розвантажувачем матеріалу, наприклад, в останній чверті агломашини. За винаходом, переважно, також забезпечують більше, ніж три пункти вимірювання, щоб було можливо визначити максимум температурного розподілення поза основної частини транспортної лінії. За винаходом, на звичайних агломераційних фабриках є, переважно, від чотирьох до шести пунктів вимірювання, які взагалі покривають достатню довжину транспортної лінії на агломашині. Звичайно, агломашину поділяють на однакові секції. З точки зору конструкції, було знайдено, що сегмент шириною 3 м є переважним. Кожний з цих сегментів має повітряний короб. Причому, останні чотири повітряні короби поділені пополам для більш точного забезпечення місця агломерації всього шару матеріалу. В переважному втіленні способу, за винаходом, пункти вимірювання можуть бути розташовані в повітряних коробах, переважно, в повітряних коробах, розташованих безпосередньо один за одним. Максимальний місцевий аналіз розподілу температур відповідає діаметру або протяжності повітряного коробу в напрямку транспортування, коли в кожному повітряному коробі агломашини або, щонайменше, в кожному повітряному коробі агломашини від зони дослідження, розташований пункт вимірювання. Пункти вимірювання переважно розташовують у близькості до отворів всмоктування повітряних коробів, в яких збирають відхідні гази, які всмоктані вентилятором позаду повітряних коробів крізь матеріал, що підлягає агломерації. Температура відхідних газів безпосередньо і остаточно визначається температурою матеріалу, що підлягає агломерації, причому, графік температури цих відхідних газів відповідає температурам в матеріалі, що підлягає агломерації, вздовж транспортної лінії. Замість оцінки пунктів вимірюванні, які розташовані безпосередньо один біля одного, також можуть бути вибрані три пункти вимірювання з декількох послідовно розташованих пунктів вимірювання, причому, перший, другий і третій пункти вимірювання розташовують один за одним в напрямку транспортування, а пункти вимірювання, які не розглядаються, розташовують між цими пунктами вимірювання. При цьому, різна ширина кривої вимірювання також може бути прийнята до уваги. Це рекомендують зокрема, коли повітряний короб розділений на декілька, наприклад, на два або три сегменти в напрямку транспортування і в кожному сегменті розташовують пункт вимірювання. В цьому випадку вимірювання може відбуватися із значно кращою роздільною здатністю, так як шлях транспортування може бути досліджений з роздільною здатністю, забезпеченою роздільною здатністю в повітряних коробах. Сегменти можуть бути послідовно організованими так, що різні температурні датчики розташовують в різних зонах повітряного коробу. Також можливе здійснення конструктивного відокремлення сегментів, наприклад, прийнятними діафрагмами в отворах всмоктування або трубах. За винаходом, особливо переважним є розташування декількох сегментів, зокрема, в останніх третині або чверті агломашини, де переважно розташоване вибране місце агломерації всього шару матеріалу. Відповідно до особливо переважного втілення, ступінь підгонки при зміні швидкості транспортування у випадку прийнятного максимуму температури може залежати від величини відхилення між положенням прийнятого максимуму температури і положенням вибраного місця агломерації всього шару матеріалу. В залежності від відхилення дійсного місця агломерації всього шару матеріалу від бажаного форсують регулювання в напрямку бажаного або вибраного місця агломерації всього шару матеріалу. Регулювання міри підгонки, наприклад, може бути здійснене через регулюючі параметри використовуваного регулятора, наприклад, типу P-, PI-, PID-, або іншого регулятора. Альтернативно, таблиця величин також може бути задана для різних рівнів величин відхилень, від яких потім буде відрахована міра зміни швидкості транспортування. Для випадку, коли не буде знайдено максимуму при оцінці пунктів вимірювання, міра підгонки може бути фіксованою, тобто, зміна швидкості транспортування може бути здійснена на фіксовану величину. Мета цієї зміни є зміщення місця агломерації всього шару матеріалу на агломашині або в зоні пунктів вимірювання на агломашині, так що потім буде знайдено максимум. Як тільки максимум знайдено, може бути здійснено вище описаний процес зміщення дійсного місця агломерації всього шару матеріалу до вибраного місця агломерації всього шару матеріалу. Відповідно до переважного варіанту запропонованого способу оптимальна швидкість транспортування може бути визначена в залежності від швидкості агломерації, яка є 4 UA 108804 C2 5 10 15 20 25 30 35 40 45 50 55 60 специфічною для даної установки, від складу матеріалу, що підлягає агломерації, від висоти завантаженого матеріалу і від довжини агломашини, переважно, довжини агломашини між місцем запалення матеріалу, що підлягає агломерації, і вибраним місцем агломерації всього шару матеріалу. Ця теоретично визначена , оптимізована швидкість транспортування може бути порівняна з поточною швидкістю транспортування і/або прийнята до уваги при зміні швидкості транспортування. Порівняння оптимізованої швидкості транспортування і поточної може бути застосовано для пошуку швидкості транспортування, прийнятної для прискорення процесу, щоб швидко знайти швидкість транспортування, що піддається регулюванню. Додатково, пропоноване порівняння може бути додатково або альтернативно застосоване для специфічної для даної установки оптимізації швидкості агломерації, коли максимум температури знайдено. Швидкість агломерації в основному отримують з теоретичних міркувань стосовно установки, яка при поточній роботі може бути визначена вимірними величинами. Додатково, швидкість агломерації може бути використана для визначення приблизної швидкості транспортування, як початкова величина регулювання, щоб мінімізувати можливі відхилення регулювання і генерувати малий сигнальний режим регулювання, який забезпечує особливо швидке корегування. У відповідності з розвитком цієї ознаки винаходу, також може бути сформована різниця між поточною, дійсною швидкістю транспортування і оптимізованою швидкістю транспортування з попереджувальними повідомленням, яке видається після перевищення критичної величини цієї різниці. Попереджувальне повідомлення може також вміщати довідку щодо швидкості транспортування, яка підлягає сприятливому регулюванню, зокрема, коли ніякий максимум не може бути прийнятий або знайдений при замірах в пунктах вимірювання. Винахід також стосується регулятору для регулювання місця агломерації всього шару матеріалу в агломашині. Цей регулятор має обчислювальний пристрій і, щонайменше, три порти для приєднання датчиків температури, сполучених з окремими пунктами вимірювання, і вихід для задання швидкості транспортування. Але, переважно, більше датчиків температури може бути приєднано до регулятора, з кількістю пунктів вимірювання, які оптимально відповідають кількості портів. За винаходом обчислювальний пристрій адаптований до виконання вище описаного способу або частини його, наприклад, за допомогою прийнятного програмного забезпечення. Регулятор за винаходом включають до складу засобу керування агломашини, який визначає швидкість транспортної лінії агломашини. При цьому управлінню можуть піддаватися прийнятні приводні пристрої транспортної лінії, зокрема циркулюючі конвеєрна стрічка або візків. Приводні пристрої можуть приводитися електромотором або гідравлічне. За винаходом, забезпечують, що вихід регулятора для встановлення швидкості транспортування з’єднують з управляючим входом контролера. Цей порт також може бути реалізований у вигляді інтегрального вимірювального пристрою без розпізнавальних виходів і керуючих входів, коли регулювання і управління забезпечують в загальному мікропроцесорі. Переважно, до декількох портів, але, щонайменше, до трьох портів, регулятора можуть бути приєднані температурні датчики, які розташовані в напрямку транспортування на повітряних коробах, що послідовно розміщені вздовж транспортної лінії агломашини, переважно, у повітряних коробах, що приводяться в дію в напрямку всмоктування, і кожний з яких утворює пункт вимірювання. Надійне вимірювання температури зокрема може бути здійснене, коли датчики температури розташовують у засобі всмоктування повітряних коробів, наприклад, у вікнах, що звужуються, або в отворах конічної форми. В результаті цього відхідні гази, всмоктані крізь матеріал, який підлягає агломерації, всмоктують від точно визначеної зони, в якій досягнуто певну ступінь агломерації матеріалу. Для додаткового підвищення надійності вимірювання температури, щонайменше, один засіб всмоктування, але можливо також декілька або всі засоби всмоктування, може бути утворено сегментами в напрямку транспортування, причому, в деяких або у всіх сегментах засобу всмоктування кожний температурний датчик розташовують як пункт вимірювання. Додаткові переваги, ознаки і можливі застосування цього винаходу також описані в наступному описі втілень, наведених як приклади, і показаних на кресленнях. Всі ознаки, описані і/або проілюстровані, утворюють предмет винаходу як такий або в будь-якій комбінації, незалежно від того, чи включені вони у формулу винаходу або наведені як зворотні посилання. На кресленнях показано: фіг. 1 - схематично показаний регулятор, з’єднаний для управління агломашини, з точками виміру за винаходом; фіг. 2 - схематично показана схема реалізації способу за винаходом. 5 UA 108804 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 1 схематично показана агломашина 1, на якій гранульовані або порошкові речовини, наприклад, руди, з’єднують одна з одною шляхом нагрівання. В місці 2 завантаження матеріалу, матеріал, який підлягає нагріву, завантажують на транспортну лінію 3, утворену, наприклад, як циркулююча решітка. Транспортна лінія 3 рухається в напрямку, позначеному стрілкою F. Матеріал, що підлягає агломерації, спочатку проходить під запальним пристроєм 4, де матеріал, що підлягає агломерації, запалюють на його поверхні. Під час транспортування вздовж транспортної лінії 3 поверхнево прожарений матеріал, що підлягає агломерації, пропікається по всій висоті, перед тим, як його розвантажують як агломерат з транспортної лінії 3 через розвантажувач 5 матеріалу, щоб подавати його, наприклад, для подальшої потрібної обробки. Як тільки матеріал, що підлягає агломерації, прожарений по всій його висоті, процес агломерації завершується. Далі вибирають бажане місце D агломерації всього шару матеріалу. Звичайно, вибране місце D агломерації всього шару матеріалу лежить ближче до кінця транспортної лінії 3 і розвантажувача 5 матеріалу в напрямку F транспортування. Для сприяння прожарюванню матеріалу, що підлягає агломерації, під транспортною лінією 3 встановлені повітряні короба 6, які через лінію 7 всмоктування з’єднані з вентилятором 8, який працює для всмоктування. Повітряні короба 6 мають засоби 9 всмоктування, виконані як подовжені щілини, які мають найбільше розкриття на боці, оберненому до транспортної лінії 3, для всмоктування відхідних газів, генерованих під час прожарювання матеріалу, що піддається агломерації, в результаті негативного тиску, створеного вентилятором 8. Кожний повітряний короб 6 розташований під транспортною лінією 3 з своїми засобами 9 всмоктування, прилеглими один до одного, причому, для ясності не всі повітряні короба 6 показані на фіг.1. Крім того, для більшої ясності не всі показані повітряні короби з своїми засобами 9 всмоктування позначені номерами. У повітряних коробах 6, що розташовані в напрямку транспортування безпосередньо один поруч одного перед розвантажувачем 5 матеріалу, або більш точно в їх засобах 9 всмоктування, розміщені пункти 10 вимірювання, не всі з яких для ясності мають номери позначення. Кожний з пунктів 10 вимірювання має температурний датчик, який розташований в засобі 9 всмоктування повітряного короба 6 і виміряє температуру відхідних газів, які всмоктані з матеріалу, що підлягає агломерації і розміщений на транспортному полотні в зоні над засобами 9 всмоктування. Далі різні точки вимірювання позначені як точки М1-М5 вимірювання. Але, зазначимо, що винахід не обмежується застосуванням точно п’яти точок 10 вимірювання. Фахівець може адаптувати їх кількість до відповідних обставин роботи агломашини 1, причому, зокрема, прийнятні точки 10 вимірювання розташовують в останній третині - чверті транспортної лінії 3, щоб була можливість визначити температуру агломерації в цьому районі агломашини 1. Через кожний порт 11 точки М1-М5 вимірювання з’єднують з регулятором 12, в якому реалізується спосіб, описаний нижче. В конструкційній збірці з регулятором 12 є контролер 13, який має вихід 14 для точного визначення транспортної швидкості. Цей вихід 14 з’єднують з приводом 15 транспортної лінії 3, щоб переміщати її в напрямку транспортування з швидкістю, що визначається контролером 13. Регулятор 12 і контролер 13 кожний має обчислювальні елементи (також можливий загальний обчислювальний елемент), які пристосовані до реалізації способу, описаного нижче, і до приведення в дію транспортної лінії 3. Спосіб, за винаходом, для встановлення місця D агломерації всього шару матеріалу на агломашині забезпечується тим, що виміряють температури відхідних газів в кожній точці М1М5.Типовий графік температур цих відхідних газів в агломашині забезпечує, що у пунктах 10 вимірювання, які розташовані один за одним в напрямку транспортування, величини температур зростають, поки не буде досягнуто температури місця D агломерації всього шару матеріалу. Після досягнення місця D агломерації всього шару матеріалу агломерований матеріал знову охолоджується і температура відхідних газів падає. Таким чином досягають температурного максимуму в місці D агломерації всього шару матеріалу. За винаходом, графік температур, виміряних в точках М1-М5 тепер аналізують, що буде пояснено нижче з посиланням на фіг.2. При здійсненні цього способу оцінюють сукупність від М1 до Мn послідовно розташованих пунктів вимірювання. Для цього, величини виміряних температур кожного з пунктів М(і-1), М(і) і М(і+1) порівнюють одна з одною. Починаємо з другого пункту М(і=2) в напрямку транспортування і при першому аналізі фіксуємо, чи є величина температури в пункті М(і-1) менше, ніж величина температури в пункті М(і). Якщо це має місце, то наступним є порівняння температур між пунктами М(і) і М(і+1), причому, максимум знаходять як положення, коли 6 UA 108804 C2 5 10 15 20 25 30 35 40 45 50 55 60 величина температури в пункті М(і) є більше величини температури в пункті М(і+1). В цьому випадку, положення пункту М(і) вимірювання визначають, як поточне місці D(і) агломерації всього шару матеріалу і визначають різницю до вибраного місця D агломерації всього шару матеріалу. В залежності від величини цієї регулюючої різниці, встановлюють транспортну швидкість регулятором 12 або контролером 13, причому, встановлення здійснюють, наприклад, на основі прийнятної параметризації параметрів регулювання. Коли помічають при першому аналізі, що величина температури у пункті М(і) вимірювання не більше, ніж величина температури у пункті М(і-1), то процедуру продовжують у наступному пункті М(і+1) вимірювання і операцію повторюють, поки не досягнуть останнього пункту вимірювання. Якщо в останньому пункті величина М(і) є менше, ніж виміряна величина М(і-1), то транспортну швидкість зменшують на постійну величину К1, тому що послідовність виміряних величин показує, що місця агломерації всього шару матеріалу лежить на транспортній лінії 3 перед першим пунктом М1 вимірювання. Але, якщо при контролі пункту вимірювання (на наступному етапі перевірки) буде знайдено, що наступний пункт М(і+1) також має більшу величину температури, ніж у пункті М(і), то процес також продовжують у наступному пункті вимірювання, поки не будуть оброблені всі пункти вимірювання. Якщо ця умова також є задовільною в останньому пункті вимірювання, то висхідна серія виміряних температурних величин існує, що вказує на те, що місця агломерації всього шару матеріалу лежить за межами транспортної лінії. В цьому випадку транспортну швидкість зменшують на постійну величину К2. Шляхом підбору транспортної швидкості дійсне місце D(і) агломерації всього шару матеріалу зміщують в напрямку вибраного місця D агломерації всього шару матеріалу, поки більше не буде існувати контрольного відхилення D(і)-D і поки поточне місце D(і) агломерації всього шару матеріалу не буде відповідати вибраному місцю D агломерації всього шару матеріалу. Ця процедура далі буде пояснена з посиланнями на конкретний приклад пристрою, показаний на фіг.1. В першому випадку, що розглядався, виміряють наступні температури в пунктах М1-М5 вимірювання: М1: 240°C М2: 250°C М3: 260°C М4: 270°C М5: 280°C В цьому випадку висхідна послідовність температур існує і максимум розподілення температур не можна визначити, так як температури кожного разу продовжують зростати від пункту вимірювання до пункту вимірювання. В цьому випадку повинно бути прийнято, що транспортна швидкість агломашини 1 є занадто високою і місце агломерації всього шару матеріалу лежить за межами транспортної лінії 3. В цьому випадку процедура проходить згідно правої гілки способу, як показано на фіг. 2. В другому випадку, існує наступний розподіл температур у пунктах М1-М5 вимірювання: М1: 250°C М2: 260°C М3: 270°C М4: 260°C М5: 250°C В цьому випадку більш низьку температуру виміряють у пунктах М2 і М4, ніж у пункті М3. Тому можна прийняти, що поточне місце D(і) агломерації всього шару матеріалу розташоване у пункті М3 вимірювання. Для величини і=3 процес проходить по середній гілці блок-схеми на фіг.2 і після визначення максимальної величини температури у пункті М3 вимірювання процес оцінки пунктів вимірювання зупиняють. Замість цього, різницю між поточним місцем D(і) агломерації всього шару матеріалу і вибраним місцем D агломерації всього шару матеріалу визначають як контрольне відхилення. Тепер, в залежності від величини і знаку цієї різниці, яка формує контрольне відхилення, виконують корекцію транспортної швидкості агломашини 1. Це означає, що корекція є тим більшою, чим більше віддалене поточне місце агломерації всього шару матеріалу від вибраного місця агломерації всього шару матеріалу. У вище описаному випадку 2, вибране місце D агломерації всього шару матеріалу повинне знаходитися у пункті М4 вимірювання (див. фіг. 1). Але, поточне місце D(і) агломерації всього шару матеріалу знаходиться у пункті М3, так що транспортна швидкість є трохи підвищеною, і 7 UA 108804 C2 5 10 15 20 25 30 35 40 45 50 55 60 тому доцільно змістити поточне місце D(і) агломерації всього шару матеріалу до положення пункту М4 вимірювання. Якби поточне місце D(і) агломерації всього шару матеріалу знаходилось в зоні пункту М1, то ця корекція була б більшою. Якби поточне місце D(і) агломерації всього шару матеріалу знаходилось позаду вибраного місця D агломерації всього шару матеріалу в напрямку транспортування, то транспортну швидкість потрібно було б відповідно зменшити. Щодо визначення транспортної швидкості, то транспортна швидкість агломашини також може бути оптимізована шляхом визначення швидкості агломерації (пропалу). В залежності від складу матеріалу отримують відповідну швидкість агломерації для кожної агломашини 1, з якою агломераційний шар пропалюється у вертикальному напрямку. Якщо ця швидкість агломерації відома або визначена, то може бути підрахована теоретично оптимальна транспортна швидкість в залежності від поточної висоти завантаженого матеріалу і довжини агломашини або, зокрема, відстані між місцем запалювання матеріалу, який підлягає агломерації на транспортній лінії, і вибраним місцем агломерації всього шару матеріалу, по наступному рівнянню: оптимальна транспортна швидкість = довжина/(висота шару/швидкість агломерації) Коли, наприклад, швидкість агломерації, визначена для установки, складає 15 мм/хв, а висота завантаженого матеріалу складає 700 мм, то отримують оптимальну транспортну швидкість 4,28 м/хв при прийнятній довжині агломашини від місця запалу матеріалу, що підлягає агломерації, до вибраного місця агломерації всього шару матеріалу. Ці величини, що використані тільки як приклад, слугують для пояснення і повинні бути адаптовані в залежності від типу агломашини, способу роботи і складу матеріалу. Ця теоретично визначена , оптимальна транспортна швидкість може бути використана, коли визначають транспортну швидкість у зв’язку із забезпеченням регулювання, наприклад, регулятором, щоб забезпечити стабільне регулювання і адаптацію поточної транспортної швидкості як можна швидше до бажаного режиму роботи підприємства, що залежить від конструкції агломашини і вимоги агломерації для успішного процесу. Беручі до уваги ці параметри, оператор підприємства спочатку може вибрати прийнятну транспортну швидкість. При вибраній транспортній швидкості матеріал, який підлягає агломерації, транспортують від місця 2 завантаження матеріалу до місця 5 розвантаження матеріалу, причому, поверхню агломераційного шару запалюють одразу в запальному пристрої 4 і запальний шар агломераційного шару випадає крізь повітряні короба 6. Шляхом вибору місця D агломерації всього шару матеріалу оператор визначає, в якому положенні агломераційний пласт повинен бути повністю агломерований. Завдяки запропонованому регулюванню, здійснюють швидке і точне переміщення виміряного або поточного місця D(і) агломерації всього шару матеріалу до попередньо вибраного місця D агломерації всього шару матеріалу, причому, це положення також досягають, коли поточне місце D(і) агломерації всього шару матеріалу не може бути визначене, тому що поточне місце агломерації всього шару матеріалу не лежить в зоні пунктів М1-М5 вимірювання на агломашині 1. В цьому випадку місце агломерації всього шару матеріалу спочатку зміщують в напрямку пунктів М1-М5 (фіг.1), поки не буде здійснене точне регулювання. Це виконують шляхом регулювання транспортної швидкості на точно встановлені величини. В зв’язку з регулюванням і для прискоренням проходження, оптимізована транспортна швидкість, наприклад, також може бути пропонована оператору, коли величина різниці від поточного місця D(і) агломерації всього шару матеріалу і вибраного місця D агломерації всього шару матеріалу перевищує певну порогову величину. Список позначень 1 агломашина 2 місце завантаження матеріалу 3 транспортна лінія 4 запальний пристрій 5 завантажувач матеріалу 6 повітряний короб 7 лінія всмоктування 8 вентилятор 9 засіб всмоктування 10 пункти вимірювання 11 порт 12 регулятор 8 UA 108804 C2 5 10 15 20 25 30 35 40 45 50 55 13 контролер 14 вихід 15 приводний пристрій транспортної лінії F напрямок транспортування D місце агломерації всього шару матеріалу D(i) поточне місце агломерації всього шару матеріалу, положення максимальної виміряної температури М1-М5 пункти вимірювання ФОРМУЛА ВИНАХОДУ 1. Спосіб регулювання місця (D) агломерації всього шару матеріалу в агломашині (1), при якому матеріал, який підлягає агломерації, завантажують на транспортну лінію (3), запалюють і транспортують повз повітряних коробів (6), розташованих в напрямку (F) транспортування, до розвантажувача (5) матеріалу, при якому, у щонайменше трьох пунктах (10) вимірювання, послідовно розташованих в напрямку (F) транспортування вздовж транспортної лінії (3), виміряють температуру і регулюють транспортну швидкість агломашини (1) в залежності від положення (D(i)) максимуму виміряної температури відносно положення вибраного місця (D) агломерації всього шару матеріалу на транспортній лінії, який відрізняється тим, що графік температур трьох послідовно розташованих пунктів (10) вимірювання порівнюють і приймають максимум температури, коли в першому і третьому пунктах (10) вимірювання в напрямку (F) транспортування є більш низька величина температури, ніж у другому пункті (10) вимірювання, і не приймають максимум температури, коли всі пункти (10) вимірювання утворюють висхідний ряд температурних величин, і тим, що при прийнятому максимумі температури регулюють транспортну швидкість в залежності від відхилення між положенням (D(i)) пункту вимірювання з максимальною температурною величиною і положенням вибраного місця (D) агломерації всього шару матеріалу, і тим, що при не прийнятті максимуму температури транспортну швидкість зменшують на задану величину. 2. Спосіб за п. 1, який відрізняється тим, що транспортну швидкість підвищують на задану величину, коли перший, другий і третій пункти (10) вимірювання утворюють низхідний ряд величин температури. 3. Спосіб за п. 1 або 2, який відрізняється тим, що пункти (10) вимірювання розташовують в повітряних коробах (6). 4. Спосіб за п. 3, який відрізняється тим, що повітряний короб (6) розділяють на декілька сегментів в напрямку (F) транспортування і в кожному сегменті розташовують пункт (10) вимірювання. 5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що міра підгонки, коли змінюють транспортну швидкість у випадку прийнятого максимуму температури, залежить від величини відхилення між положенням (D(i)) максимуму температури і положенням вибраного місця (D) агломерації всього шару матеріалу. 6. Спосіб за будь-яким одним з попередніх пунктів, який відрізняється тим, що в залежності від швидкості агломерації всього шару матеріалу на конкретному підприємстві, висоти завантаження матеріалу і довжини агломашини (1) визначають оптимальну транспортну швидкість і порівнюють з поточною транспортною швидкістю і/або приймають до уваги, коли змінюють транспортну швидкість. 7. Спосіб за п. 6, який відрізняється тим, що формують різницю між транспортною швидкістю і оптимальною транспортною швидкістю і видають попереджувальне повідомлення на перевищення граничної величини. 8. Регулятор для регулювання місця агломерації всього шару матеріалу в агломашині (1) з обчислювальним вузлом і щонайменше трьома портами (11) для з'єднання датчиків температури, приєднаних до окремих пунктів (10) вимірювання, і виходом для задання транспортної швидкості, який відрізняється тим, що обчислювальний вузол пристосований для здійснення способу за будь-яким з пунктів 1-7. 9. Регулятор за п. 8, який відрізняється тим, що регулятор (12) вбудований в контролер (13) агломашини, який встановлює транспортну швидкість транспортної лінії агломашини, і тим, що вихід регулювання для задання транспортної швидкості з'єднаний з керуючим входом контролера. 10. Регулятор за п. 8 або 9, який відрізняється тим, що до портів (11) регулятора (12) приєднані температурні датчики, які розташовані в повітряних коробах (6), розміщених в 9 UA 108804 C2 5 напрямку (F) транспортування вздовж транспортної лінії (3) агломашини (1), і кожен формує пункт (10) вимірювання. 11. Регулятор за п. 10, який відрізняється тим, що температурні датчики розташовані у засобі (9) всмоктування повітряних коробів (6). 12. Регулятор за п. 11, який відрізняється тим, що засіб (9) всмоктування розділений на частини в напрямку (F) транспортування, і тим, що в декількох частинах засобу (9) всмоктування розташований температурний датчик. 10 UA 108804 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and regulator for adjusting the burn-through point in a sintering machine
Автори англійськоюSemiller, Karl
Автори російськоюЗемиллер Карл
МПК / Мітки
МПК: G01K 13/02, F27B 21/06, C22B 1/20
Мітки: регулювання, місця, регулятор, агломашини, всього, шару, матеріалу, спосіб, агломерації
Код посилання
<a href="https://ua.patents.su/13-108804-sposib-ta-regulyator-dlya-regulyuvannya-miscya-aglomeraci-vsogo-sharu-materialu-v-aglomashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб та регулятор для регулювання місця агломерації всього шару матеріалу в агломашині</a>
Спосіб агломерації залізовмісних матеріалів
Номер патенту: 78007
Опубліковано: 11.03.2013
Автори: Учитель Олександр Давидович, Ляхова Ірина Анатоліївна, Тараканов Аркадій Костянтинович, Кассім Дар'я Олександрівна, Чупринов Євген Валерійович, Журавльов Фелікс Михайлович, Лялюк Віталій Павлович
МПК: C22B 1/16
Мітки: спосіб, залізовмісних, агломерації, матеріалів
Формула / Реферат:
Спосіб агломерації залізовмісних матеріалів, що включає складання аглошихти із залізовмісних матеріалів, флюсів і твердого палива з різною реакційною здатністю, їх змішування, грудкування і укладання огрудкованої шихти на візки агломашини з подальшою агломерацією шихти, який відрізняється тим, що здійснюють складання двох аглошихт із залізовмісних матеріалів, флюсів і твердих палив різної реакційної здатності, їх роздільне змішування,...
Спосіб агломерації залізовмісних матеріалів
Номер патенту: 76683
Опубліковано: 10.01.2013
Автори: Ляхова Ірина Анатоліївна, Журавльов Фелікс Михайлович, Лялюк Віталій Павлович, Кассім Дар'я Олександрівна, Чупринов Євген Валерійович
МПК: C22B 1/16
Мітки: спосіб, залізовмісних, агломерації, матеріалів
Формула / Реферат:
Спосіб агломерації залізовмісних матеріалів, що включає складання аглошихти із залізовмісних матеріалів, флюсів і твердого палива з різною реакційною здатністю, їх змішування, комкування і укладання окомкованої шихти на візки агломашини з подальшою агломерацією шихти, який відрізняється тим, що у вхідну шихту із залізовмісних матеріалів і флюсів вводиться тверде паливо з будь-якою реакційною здатністю крупністю 0-1,0 мм в кількості 5-45 %, а...
Спосіб агломерації залізовмісних матеріалів
Номер патенту: 78006
Опубліковано: 11.03.2013
Автори: Учитель Олександр Давидович, Чупринов Євген Валерійович, Тараканов Аркадій Костянтинович, Ляхова Ірина Анатоліївна, Журавльов Фелікс Михайлович, Кассім Дар'я Олександрівна, Лялюк Віталій Павлович
МПК: C22B 1/16
Мітки: агломерації, матеріалів, залізовмісних, спосіб
Формула / Реферат:
Спосіб агломерації залізовмісних матеріалів, що включає складання аглошихти із залізовмісних матеріалів, флюсів і твердого палива з різною реакційною здатністю, їх змішування, грудкування і укладання огрудкованої шихти на візки агломашини з подальшою агломерацією шихти, який відрізняється тим, що здійснюють складання двох аглошихт із залізовмісних матеріалів, флюсів і твердих палив різної реакційної здатності, їх роздільне змішування,...
Спосіб агломерації залізовмісних матеріалів
Номер патенту: 78893
Опубліковано: 10.04.2013
Автори: Кассім Дар'я Олександрівна, Журавльов Фелікс Михайлович, Учитель Олександр Давидович, Лялюк Віталій Павлович, Чупринов Євген Валерійович, Ляхова Ірина Анатоліївна, Тараканов Аркадій Костянтинович
МПК: C22B 1/16
Мітки: залізовмісних, матеріалів, агломерації, спосіб
Формула / Реферат:
Спосіб агломерації залізовмісних матеріалів, що включає складання аглошихти із залізовмісних матеріалів, флюсів і твердого палива з різною реакційною здатністю, їх змішування, згрудкування і укладання згрудкованої шихти на візки агломашини з подальшою агломерацією шихти, який відрізняється тим, що у вхідну шихту із залізовмісних матеріалів і флюсів вводиться тверде паливо з високою реакційною здатністю (CRI≥37 %) у кількості, що...
Спосіб агломерації

Номер патенту: 23514
Опубліковано: 02.06.1998
Автори: Єлисеєв Олександр Кузьмич, Кіковка Валентин Євгенович, Мартиненко Антон Володимирович, Гармаш Микола Іларіонович, Мартиненко Володимир Антонович, Серебряник Григорій Ісакович
МПК: C22B 1/16
Мітки: агломерації, спосіб
Формула / Реферат:
Спосіб агломерації включає термічну обробку шихти, що містить магнетитовий концентрат І флюс, шляхом спалювання у шарі шихти коксової дрібноти і бурого вугілля, який відрізняється тим, що буре вугілля або продукти його переробки до подавання у шихту подрібнюють до крупності 0-2 мм, а його витрати встановлюють в залежності від вмісту магнетитового концентрату у шихті, додаючи 0,1 кг вугілля на кожні 10 кг концентрату.
Попередній патент: Система для відновлення оксиду заліза до металевого заліза з використанням коксового газу та газу сталеплавильної кисневої печі та відповідний спосіб (варіанти)
Наступний патент: Спосіб отримання колоїдного розчину квантових точок znse
Випадковий патент: Замок-обмежувач відкривання з тросом