Повний спосіб виробництва свинцево-кислотних акумуляторних батарей
Номер патенту: 103853
Опубліковано: 25.11.2013
Автори: Дзензерський Віктор Олександрович, Васільєв Сєргєй Владіміровіч, Дзензерський Деніс Вікторович, Бурилов Сергій Володимирович
Формула / Реферат
Повний спосіб виробництва свинцево-кислотних акумуляторних батарей, відповідно до якого спочатку безперервним методом відливають, прокочують і профілюють свинцеву стрічку струмовідводів, свинцеву стрічку струмовідводів витримують для дисперсійного твердіння, потім свинцеву стрічку струмовідводів намазують свинцевою пастою, заміс якої містить порошок свинцевий, сполучний матеріал, воду, сірчану кислоту й, якщо паста для негативних пластин, то ще розширник, одержуючи електродні пластини, потім електродні пластини піддають дозріванню при відповідній температурі і вологості повітря, задаючи в такий спосіб співвідношення трьохосновного й чотирьохосновного сульфатів свинцю пасти, потім виконують складання блоків електродних пластин із сепараторами між позитивними і негативними електродними пластинами й одержують акумулятори, потім акумулятори з'єднують у батареї міжелементними з'єднаннями, потім батареї заливають електролітом і електрохімічним методом формують, який відрізняється тим, що у сплав для свинцевої стрічки струмовідводів, у випадку позитивних струмовідводів, вводять 1,0-1,2 мас. % олова, 0,04-0,06 мас. % кальцію, 0,005-0,025 мас. % алюмінію, обмежуючи сумарну кількість сурми й миш'яку до 0,002мас. %, сумарну кількість срібла й міді до 0,02 мас. %, вісмуту до 0,03 мас. %, сумарну кількість домішок заліза, нікелю, кадмію, цинку до 0,015 мас. %, витримують свинцеву стрічку струмовідводів для дисперсійного твердіння при температурі 15-35 °С протягом не менше 7 діб до досягнення межі міцності на розрив 45-60 Н/мм2, у сплав для свинцевої стрічки струмовідводів, у випадку негативних струмовідводів, вводять 0,2-0,4 мас. % олова, 0,08-0,12 мас. % кальцію, 0,005-0,025 мас. % алюмінію, обмежуючи сумарну кількість сурми й миш'яку до 0,002 мас. %, сумарну кількість срібла й міді до 0,02 мас. %, вісмуту до 0,03 мас. %, сумарну кількість домішок заліза, нікелю, кадмію, цинку до 0,015 мас. %, витримують свинцеву стрічку струмовідводів для дисперсійного твердіння при температурі 15-35 °С протягом не менше 10 діб до досягнення межі міцності на розрив 45-60 Н/мм2, потім свинцеву стрічку струмовідводів, в обох випадках - позитивних і негативних струмовідводів, профілюють методом просікання й намазують свинцевою пастою, у заміс свинцевої пасти вводять порошку свинцевого 80-86 мас. %, в якому оксиду свинцю РbО 69-75 мас. %, розчину сірчаної кислоти 7-10 мас. %, густиною 1,4 г/см3, води 6-9 мас. %, волокна поліпропіленового 0,09-0,18 мас. %, і як розширник для пасти негативних пластин уводять лігносульфонату натрію 0,15-0,19 мас. %, вуглецю технічного 0,15-0,19 мас. %, сульфату барію 0,3-0,5 мас. %, одержуючи стрічку електродних пластин, яку розділяють на електродні пластини, складання батарей піддають суцільному контролю якості шляхом подачі на кожний блок електродних пластин високої напруги 0,70-2,00 кВ тривалістю 0,1-2,0 с, причому відбраковування блока електродних пластин виконують у випадку, якщо струм витоку перевищує 0,1 А, зазначений контроль якості проводять двічі - до з'єднання акумуляторів у батарею міжелементними з'єднаннями і після з'єднання, акумуляторні батареї формують у формувальних ваннах, охолоджуваних потоком води і відгороджених від виробничого приміщення системою примусової вентиляції й технологічними обсягами над кожною ванною, подачу охолоджуючої води у формувальні ванни здійснюють паралельним самопливом від загальної напірної ємності зі скиданням надлишку теплої води від кожної формувальної ванни шляхом рівневого переливу, здійснюють примусовий відвід з однаковою інтенсивністю з технологічного обсягу над кожною формувальною ванною гарячих газів, що виділилися при формуванні, акумуляторні батареї формують у три стадії, на першій стадії струм формування витримують постійним у межах (0,002-0,030)С20 А, де С20 - номінальна ємність батарей при 20-годинному розряді, протягом 10-60 хв., на другій стадії струм поступово збільшують від (0,002-0,030)С20 А до (0,3-0,8)С20 А, досягаючи постійного максимального струму формування при подачі зарядної ємності батарей не менше С20 А•год. і підтримуючи максимальний струм формування протягом 1-3 год., при зростанні напруги на батареях більш ніж на 30 %, при постійному максимальному струмі формування, переходять на третю стадію, на третій стадії струм формування знижують до (0,15-0,40)С20 А, на другій і третій стадії подають імпульсний струм із тривалістю зарядних імпульсів 100-300 с, тривалістю пауз або розрядних імпульсів 10-20 с, використовують оперативне керування величиною струму для недопущення перевищення температури електроліту понад 60 °С, струм формування відключають при подачі зарядної ємності батарей не менше 3С20 А•год., всі батареї піддають суцільному контролю якості, спочатку в процесі формування на другій і третій стадіях шляхом фіксації напруги на виводах батарей і порівняння з нормованою напругою, потім по закінченні формування шляхом розряду струмом 9С20 А протягом 5-10 с, причому відбраковування батареї виконують у випадку, якщо напруга на її виводах до початку розряду нижче 12,7 В, а напруга на 4-6 секундах розряду нижче 8,5 В, батарею відправляють на лабораторні дослідження у випадку, якщо напруга на її виводах на другій і третій стадіях формування не відповідала нормованій напрузі, за результатами лабораторних досліджень усувають можливі відхилення в технологічних операціях і, у випадку непоправного дефекту батареї, її вибраковують.
Текст
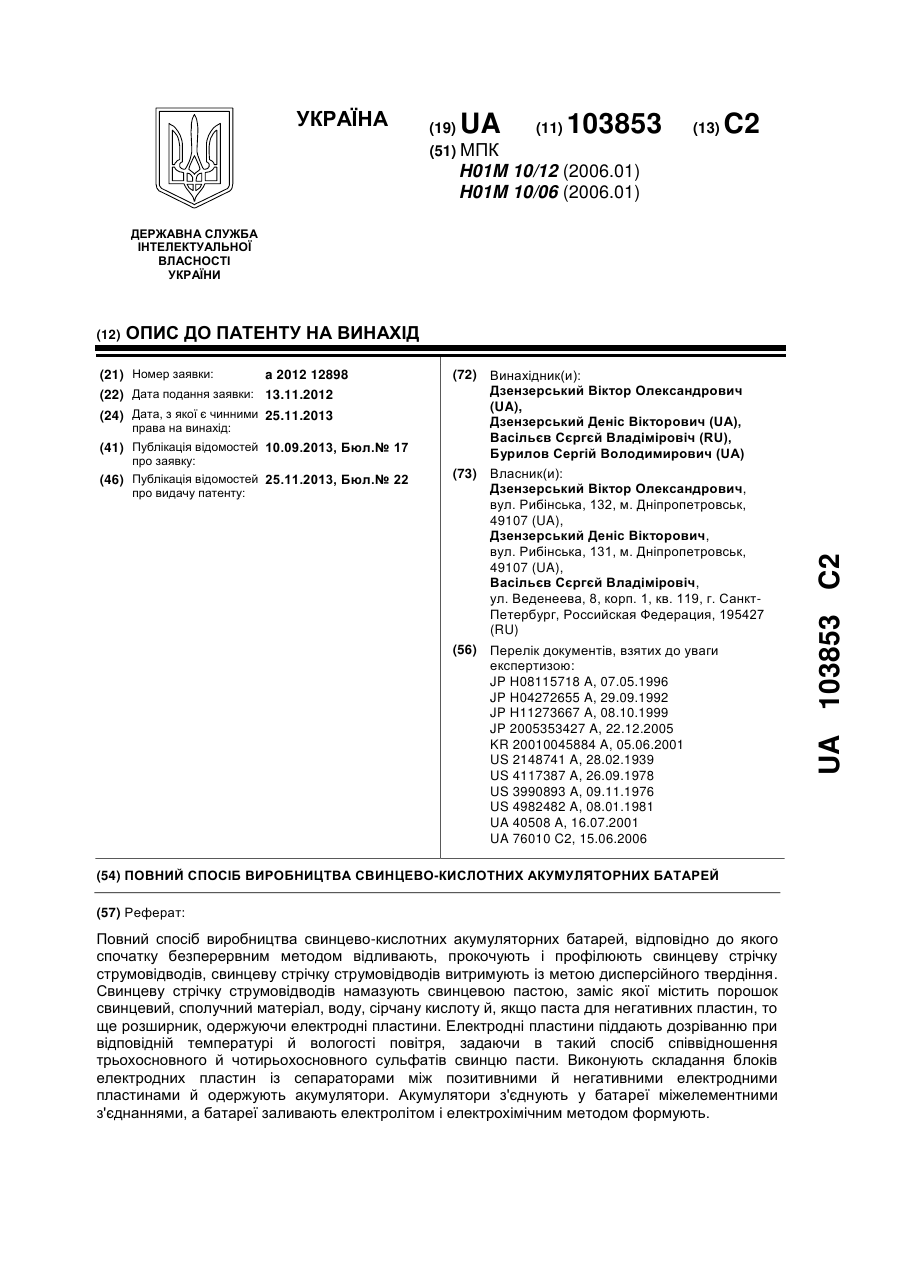
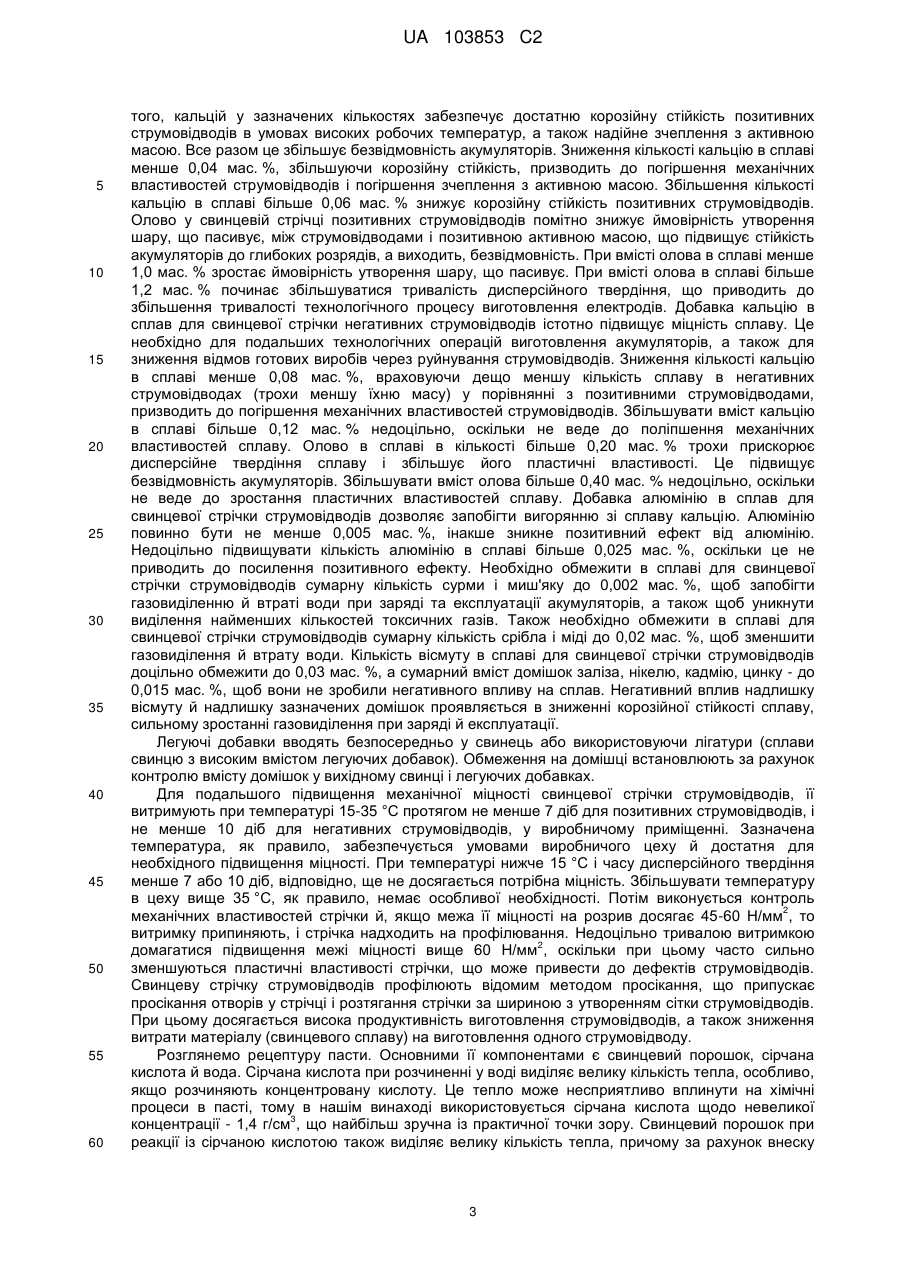
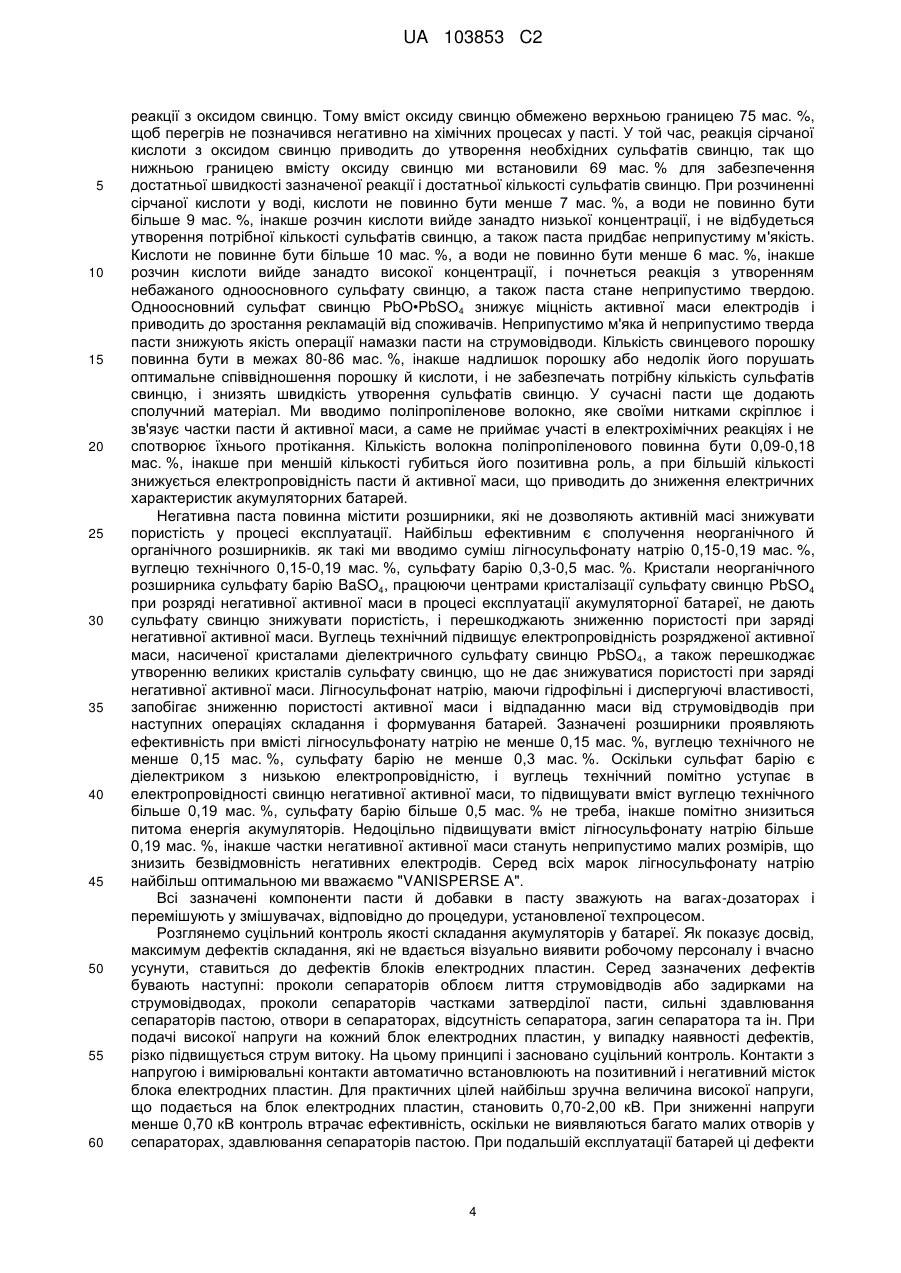
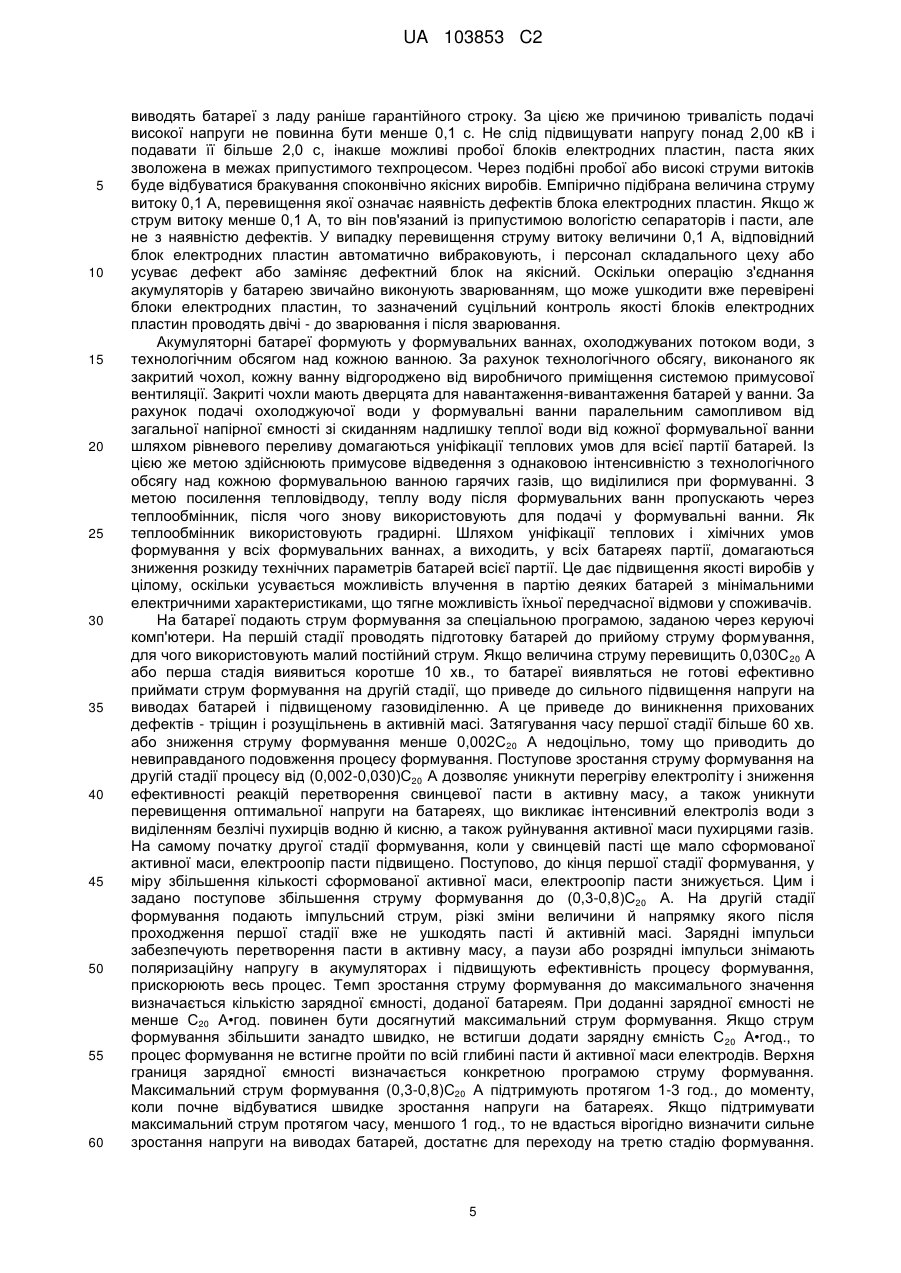
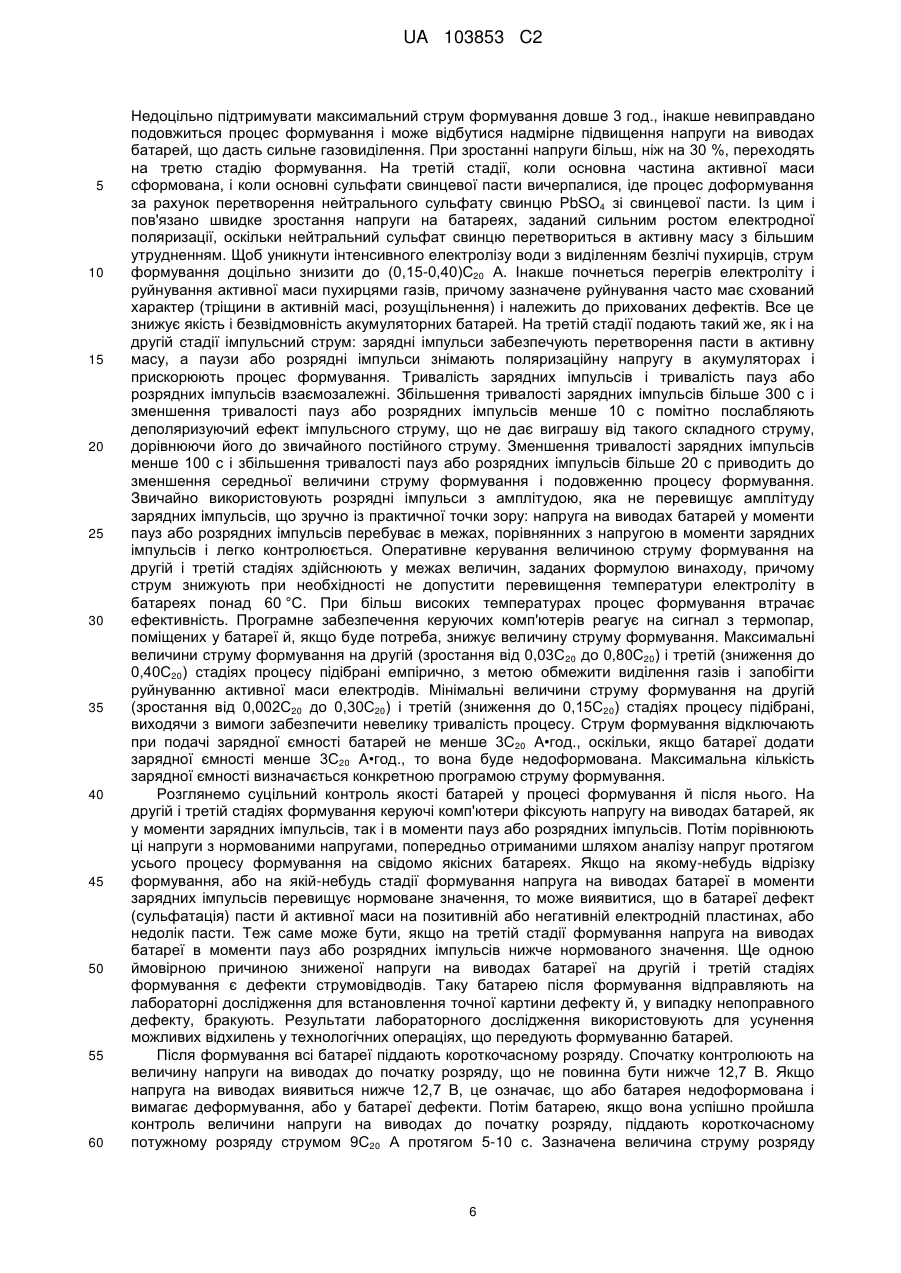
Реферат: Повний спосіб виробництва свинцево-кислотних акумуляторних батарей, відповідно до якого спочатку безперервним методом відливають, прокочують і профілюють свинцеву стрічку струмовідводів, свинцеву стрічку струмовідводів витримують із метою дисперсійного твердіння. Свинцеву стрічку струмовідводів намазують свинцевою пастою, заміс якої містить порошок свинцевий, сполучний матеріал, воду, сірчану кислоту й, якщо паста для негативних пластин, то ще розширник, одержуючи електродні пластини. Електродні пластини піддають дозріванню при відповідній температурі й вологості повітря, задаючи в такий спосіб співвідношення трьохосновного й чотирьохосновного сульфатів свинцю пасти. Виконують складання блоків електродних пластин із сепараторами між позитивними й негативними електродними пластинами й одержують акумулятори. Акумулятори з'єднують у батареї міжелементними з'єднаннями, а батареї заливають електролітом і електрохімічним методом формують. UA 103853 C2 (12) UA 103853 C2 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до електротехнічної промисловості, а саме до виробництва свинцевокислотних акумуляторних батарей. Сучасне виробництво стартерних свинцево-кислотних акумуляторних батарей являє собою складну керовану систему, яка може реалізувати різні варіанти технологій виготовлення батарей, залежно від конструкцій батарей і їхнього призначення. Перевагу мають ті виробничі комплекси, технологічні можливості яких максимальні і які охоплюють повний технологічний цикл виробництва. Крім того, кращі виробничі комплекси мають технічну й технологічну новизну, а також за своїм задумом мають винахідницький рівень. У кращих виробничих комплексах досягається раціональна організація виробництва і рух складових частин виробу по технологічних ділянках. Як приклад патенту на значну частину технологічного процесу й лінію устаткування з виготовлення свинцево-кислотних акумуляторних батарей див. В.О. Дзензерський та ін., патент України № 40508 "Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей і технологічна лінія для його здійснення" (друге місце у всеукраїнському конкурсі "Кращий винахід-2006"). Як найближчий аналог взято повний спосіб виробництва свинцево-кислотних акумуляторних батарей за Патентом № 4982482 США [Patent 4,982,482 USA. Method for the manufacture of leadacid batteries and an associated apparatus and associated lead-acid battery. H01Μ 4/82. 08.01.1991]. У ньому зазначено повний спосіб виробництва свинцево-кислотних акумуляторних батарей, відповідно до якого спочатку безперервним методом відливають, прокочують і профілюють валками свинцеву стрічку струмовідводів, потім стрічку струмовідводів витримують з метою дисперсійного твердіння, потім стрічку струмовідводів намазують свинцевою пастою, заміс якої містить 300 фунтів (136,0777 кг) оксиду свинцю (порошку свинцевого), 0,198 фунта (89,8112 г) сполучного матеріалу, 18,1-18,3 літра води, 9,1-12,3 літра сірчаної кислоти й, якщо паста для негативних пластин, то ще 2,9 фунта (1,3154 кг) розширника, одержуючи стрічку електродних пластин. Потім стрічку електродних пластин піддають дозріванню при певній температурі і вологості повітря, задаючи в такий спосіб співвідношення трьохосновного і чотирьохосновного сульфатів свинцю пасти, потім виконують складання блоків електродних пластин із сепараторами між позитивними і негативними електродними пластинами й одержують акумулятори, потім акумулятори з'єднують у батареї міжелементними з'єднаннями. Отримані батареї заливають електролітом та електрохімічним методом формують, у результаті чого свинцева паста електродних пластин перетвориться в активну масу позитивних електродів і активну масу негативних електродів. Перевагами способу-найближчого аналога є повний цикл виробництва батарей, від сировини до готової продукції, і висока продуктивність, яка визначається безперервним методом виливки, прокатки і профілювання свинцевої стрічки струмовідводів (методом "Wirtz"). Недоліком способу - найближчого аналога - є високий відсоток рекламацій від споживачів до 2 % від гарантійного парку, що обумовлено наступними причинами: 1) спосіб одержання струмовідводів не забезпечує оптимального їхнього застосування. Позитивні струмовідводи повинні бути корозійностійкими, забезпечувати гарне зчеплення з позитивною активною масою (діоксидом свинцю), по можливості усувати ймовірність утворення шару, що пасивує, між струмовідводом і позитивною активною масою при глибоких розрядах, мінімізувати газовиділення при заряді й експлуатації; негативні струмовідводи повинні бути мінімальної маси й по можливості знижувати газовиділення при заряді й експлуатації; 2) склад свинцевої пасти не є раціональним для найпоширеніших випадків застосування. Паста повинна сполучити механічну міцність і високу пористість; 3) операції складання батарей допускають високу ймовірність прихованих дефектів, що підвищує рівень рекламацій. Складання повинне перевірятися суцільним контролем батарей; 4) електрохімічний метод формування не дозволяє виявити приховані дефекти попередніх операцій і сам допускає високу ймовірність прихованих дефектів. Формування, як остання технологічна операція, повинна піддаватися суцільному контролю якості. В основу запропонованого винаходу поставлена задача вдосконалення способу виробництва свинцево-кислотних акумуляторних батарей, з метою підвищення якості продукції і зниження відсотка рекламацій від споживачів. Поставлена задача вирішується за рахунок того, що в запропонованому повному способі виробництва свинцево-кислотних акумуляторних батарей, відповідно до якого спочатку безперервним методом відливають, прокочують і профілюють свинцеву стрічку струмовідводів, свинцеву стрічку струмовідводів витримують з метою дисперсійного твердіння, потім свинцеву стрічку струмовідводів намазують свинцевою пастою, заміс якої містить порошок свинцевий, сполучний матеріал, воду, сірчану кислоту й, якщо паста для негативних пластин, то ще 1 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 60 розширник, одержуючи електродні пластини, потім електродні пластини піддають дозріванню при певній температурі і вологості повітря, задаючи в такий спосіб співвідношення трьохосновного і чотирьохосновного сульфатів свинцю пасти, потім виконують складання блоків електродних пластин із сепараторами між позитивними і негативними електродними пластинами та одержують акумулятори, потім акумулятори з'єднують у батареї міжелементними з'єднаннями, потім батареї заливають електролітом і електрохімічним методом формують, відповідно до винаходу, у сплав для свинцевої стрічки струмовідводів, у випадку позитивних струмовідводів, вводять 1,0-1,2 мас. % олова, 0,04-0,06 мас. % кальцію, 0,005-0,025 мас. % алюмінію, обмежуючи сумарну кількість сурми і миш'яку до 0,002 мас. %, сумарну кількість срібла і міді до 0,02 мас. %, вісмуту до 0,03 мас. %, сумарну кількість домішок заліза, нікелю, кадмію, цинку до 0,015 мас. %, витримують свинцеву стрічку струмовідводів з метою дисперсійного твердіння при температурі 15-35 °C протягом не менше 7 діб до 2 досягнення межі міцності на розрив 45-60 Н/мм , у сплав для свинцевої стрічки струмовідводів, у випадку негативних струмовідводів, вводять 0,2-0,4 мас. % олова, 0,08-0,12 мас. % кальцію, 0,005-0,025 мас. % алюмінію, обмежуючи сумарну кількість сурми і миш'яку до 0,002 мас. %, сумарну кількість срібла і міді до 0,02 мас. %, вісмуту до 0,03 мас. %, сумарну кількість домішок заліза, нікелю, кадмію, цинку до 0,015 мас. %, витримують свинцеву стрічку струмовідводів з метою дисперсійного твердіння при температурі 15-35 °C протягом не менше 10 діб до 2 досягнення межі міцності на розрив 45-60 Н/мм , потім свинцеву стрічку струмовідводів, в обох випадках - позитивних і негативних струмовідводів, профілюють методом просікання і намазують свинцевою пастою, у заміс свинцевої пасти вводять порошку свинцевого 80-86 мас. %, в якому оксиду свинцю РbО 69-75 мас. %, розчину сірчаної кислоти 7-10 мас. %, 3 густиною 1,4 г/см , води 6-9 мас. %, волокна поліпропіленового 0,09-0,18 мас. %, і як розширник для пасти негативних пластин вводять лігносульфонату натрію 0,15-0,19 мас. %, вуглецю технічного 0,15-0,19 мас. %, сульфату барію 0,3-0,5 мас. %, одержуючи стрічку електродних пластин, які розділяють на електродні пластини, складання батарей піддають суцільному контролю якості шляхом подачі на кожний блок електродних пластин високої напруги 0,70-2,00 кВ тривалістю 0,1-2,0 с, причому відбраковування блока електродних пластин виконують у випадку, коли струм витоку перевищує 0,1 А, зазначений контроль якості проводять двічі - до з'єднання акумуляторів у батарею між елементними з'єднаннями, і після з'єднання, акумуляторні батареї формують у формувальних ваннах, охолоджуваних потоком води і відгороджених від виробничого приміщення системою примусової вентиляції і технологічними обсягами над кожною ванною, подачу охолоджувальної води у формувальні ванни здійснюють паралельним самопливом від загальної напірної ємності зі скиданням надлишку теплої води від кожної формувальної ванни шляхом рівневого переливу, здійснюють примусовий відвід із однаковою інтенсивністю з технологічного обсягу над кожною формувальною ванною гарячих газів, які виділилися при формуванні, акумуляторні батареї формують у три стадії, на першій стадії струм формування витримують постійним у межах (0,002-0,030)С20 А, де С20 - номінальна ємність батарей при 20-годинному розряді, протягом 10-60 хв, на другій стадії струм поступово збільшують від (0,002-0,030)С20 А до (0,3-О, 8)С20 А, досягаючи постійного максимального струму формування при подачі зарядної ємності батарей не менше С 20 А•год., і підтримуючи максимальний струм формування протягом 1-3 год., при зростанні напруги на батареях більш ніж на 30 %, при постійному максимальному струмі формування, переходять на третю стадію, на третій стадії струм формування знижують до (0,15-0,40)С20 А, на другій і третій стадії подають імпульсний струм із тривалістю зарядних імпульсів 100-300 с, тривалістю пауз або розрядних імпульсів 10-20 с, використовують оперативне керування величиною струму для недопущення перевищення температури електроліту понад 60 °C, струм формування відключають при подачі зарядної ємності батарей не менше 3С20 А•год., всі батареї піддають суцільному контролю якості, спочатку в процесі формування на другій і третій стадіях шляхом фіксації напруги на виводах батарей і порівняння з нормованою напругою, потім по закінченні формування шляхом розряду струмом 9С20 А протягом 5-10 с, причому відбраковування батареї виконують у випадку, якщо напруга на її виводах до початку розряду нижче 12,7 В, а напруга на 4-6-й секунді розряду нижче 8,5 В, батарею відправляють на лабораторні дослідження у випадку, якщо напруга на її виводах на другій і третій стадіях формування не відповідало нормованій напрузі, за результатами лабораторних досліджень усувають можливі відхилення в технологічних операціях і, у випадку непоправного дефекту батареї, її вибраковують. Розкриємо суть винаходу. Добавка кальцію у сплав для свинцевої стрічки позитивних струмовідводів підвищує міцність сплаву. Це необхідно для подальших технологічних операцій виготовлення акумуляторів. Крім 2 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 60 того, кальцій у зазначених кількостях забезпечує достатню корозійну стійкість позитивних струмовідводів в умовах високих робочих температур, а також надійне зчеплення з активною масою. Все разом це збільшує безвідмовність акумуляторів. Зниження кількості кальцію в сплаві менше 0,04 мас. %, збільшуючи корозійну стійкість, призводить до погіршення механічних властивостей струмовідводів і погіршення зчеплення з активною масою. Збільшення кількості кальцію в сплаві більше 0,06 мас. % знижує корозійну стійкість позитивних струмовідводів. Олово у свинцевій стрічці позитивних струмовідводів помітно знижує ймовірність утворення шару, що пасивує, між струмовідводами і позитивною активною масою, що підвищує стійкість акумуляторів до глибоких розрядів, а виходить, безвідмовність. При вмісті олова в сплаві менше 1,0 мас. % зростає ймовірність утворення шару, що пасивує. При вмісті олова в сплаві більше 1,2 мас. % починає збільшуватися тривалість дисперсійного твердіння, що приводить до збільшення тривалості технологічного процесу виготовлення електродів. Добавка кальцію в сплав для свинцевої стрічки негативних струмовідводів істотно підвищує міцність сплаву. Це необхідно для подальших технологічних операцій виготовлення акумуляторів, а також для зниження відмов готових виробів через руйнування струмовідводів. Зниження кількості кальцію в сплаві менше 0,08 мас. %, враховуючи дещо меншу кількість сплаву в негативних струмовідводах (трохи меншу їхню масу) у порівнянні з позитивними струмовідводами, призводить до погіршення механічних властивостей струмовідводів. Збільшувати вміст кальцію в сплаві більше 0,12 мас. % недоцільно, оскільки не веде до поліпшення механічних властивостей сплаву. Олово в сплаві в кількості більше 0,20 мас. % трохи прискорює дисперсійне твердіння сплаву і збільшує його пластичні властивості. Це підвищує безвідмовність акумуляторів. Збільшувати вміст олова більше 0,40 мас. % недоцільно, оскільки не веде до зростання пластичних властивостей сплаву. Добавка алюмінію в сплав для свинцевої стрічки струмовідводів дозволяє запобігти вигорянню зі сплаву кальцію. Алюмінію повинно бути не менше 0,005 мас. %, інакше зникне позитивний ефект від алюмінію. Недоцільно підвищувати кількість алюмінію в сплаві більше 0,025 мас. %, оскільки це не приводить до посилення позитивного ефекту. Необхідно обмежити в сплаві для свинцевої стрічки струмовідводів сумарну кількість сурми і миш'яку до 0,002 мас. %, щоб запобігти газовиділенню й втраті води при заряді та експлуатації акумуляторів, а також щоб уникнути виділення найменших кількостей токсичних газів. Також необхідно обмежити в сплаві для свинцевої стрічки струмовідводів сумарну кількість срібла і міді до 0,02 мас. %, щоб зменшити газовиділення й втрату води. Кількість вісмуту в сплаві для свинцевої стрічки струмовідводів доцільно обмежити до 0,03 мас. %, а сумарний вміст домішок заліза, нікелю, кадмію, цинку - до 0,015 мас. %, щоб вони не зробили негативного впливу на сплав. Негативний вплив надлишку вісмуту й надлишку зазначених домішок проявляється в зниженні корозійної стійкості сплаву, сильному зростанні газовиділення при заряді й експлуатації. Легуючі добавки вводять безпосередньо у свинець або використовуючи лігатури (сплави свинцю з високим вмістом легуючих добавок). Обмеження на домішці встановлюють за рахунок контролю вмісту домішок у вихідному свинці і легуючих добавках. Для подальшого підвищення механічної міцності свинцевої стрічки струмовідводів, її витримують при температурі 15-35 °C протягом не менше 7 діб для позитивних струмовідводів, і не менше 10 діб для негативних струмовідводів, у виробничому приміщенні. Зазначена температура, як правило, забезпечується умовами виробничого цеху й достатня для необхідного підвищення міцності. При температурі нижче 15 °C і часу дисперсійного твердіння менше 7 або 10 діб, відповідно, ще не досягається потрібна міцність. Збільшувати температуру в цеху вище 35 °C, як правило, немає особливої необхідності. Потім виконується контроль 2 механічних властивостей стрічки й, якщо межа її міцності на розрив досягає 45-60 Н/мм , то витримку припиняють, і стрічка надходить на профілювання. Недоцільно тривалою витримкою 2 домагатися підвищення межі міцності вище 60 Н/мм , оскільки при цьому часто сильно зменшуються пластичні властивості стрічки, що може привести до дефектів струмовідводів. Свинцеву стрічку струмовідводів профілюють відомим методом просікання, що припускає просікання отворів у стрічці і розтягання стрічки за шириною з утворенням сітки струмовідводів. При цьому досягається висока продуктивність виготовлення струмовідводів, а також зниження витрати матеріалу (свинцевого сплаву) на виготовлення одного струмовідводу. Розглянемо рецептуру пасти. Основними її компонентами є свинцевий порошок, сірчана кислота й вода. Сірчана кислота при розчиненні у воді виділяє велику кількість тепла, особливо, якщо розчиняють концентровану кислоту. Це тепло може несприятливо вплинути на хімічні процеси в пасті, тому в нашім винаході використовується сірчана кислота щодо невеликої 3 концентрації - 1,4 г/см , що найбільш зручна із практичної точки зору. Свинцевий порошок при реакції із сірчаною кислотою також виділяє велику кількість тепла, причому за рахунок внеску 3 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 60 реакції з оксидом свинцю. Тому вміст оксиду свинцю обмежено верхньою границею 75 мас. %, щоб перегрів не позначився негативно на хімічних процесах у пасті. У той час, реакція сірчаної кислоти з оксидом свинцю приводить до утворення необхідних сульфатів свинцю, так що нижньою границею вмісту оксиду свинцю ми встановили 69 мас. % для забезпечення достатньої швидкості зазначеної реакції і достатньої кількості сульфатів свинцю. При розчиненні сірчаної кислоти у воді, кислоти не повинно бути менше 7 мас. %, а води не повинно бути більше 9 мас. %, інакше розчин кислоти вийде занадто низької концентрації, і не відбудеться утворення потрібної кількості сульфатів свинцю, а також паста придбає неприпустиму м'якість. Кислоти не повинне бути більше 10 мас. %, а води не повинно бути менше 6 мас. %, інакше розчин кислоти вийде занадто високої концентрації, і почнеться реакція з утворенням небажаного одноосновного сульфату свинцю, а також паста стане неприпустимо твердою. Одноосновний сульфат свинцю PbO•PbSО4 знижує міцність активної маси електродів і приводить до зростання рекламацій від споживачів. Неприпустимо м'яка й неприпустимо тверда пасти знижують якість операції намазки пасти на струмовідводи. Кількість свинцевого порошку повинна бути в межах 80-86 мас. %, інакше надлишок порошку або недолік його порушать оптимальне співвідношення порошку й кислоти, і не забезпечать потрібну кількість сульфатів свинцю, і знизять швидкість утворення сульфатів свинцю. У сучасні пасти ще додають сполучний матеріал. Ми вводимо поліпропіленове волокно, яке своїми нитками скріплює і зв'язує частки пасти й активної маси, а саме не приймає участі в електрохімічних реакціях і не спотворює їхнього протікання. Кількість волокна поліпропіленового повинна бути 0,09-0,18 мас. %, інакше при меншій кількості губиться його позитивна роль, а при більшій кількості знижується електропровідність пасти й активної маси, що приводить до зниження електричних характеристик акумуляторних батарей. Негативна паста повинна містити розширники, які не дозволяють активній масі знижувати пористість у процесі експлуатації. Найбільш ефективним є сполучення неорганічного й органічного розширників. як такі ми вводимо суміш лігносульфонату натрію 0,15-0,19 мас. %, вуглецю технічного 0,15-0,19 мас. %, сульфату барію 0,3-0,5 мас. %. Кристали неорганічного розширника сульфату барію BaSO4, працюючи центрами кристалізації сульфату свинцю PbSО4 при розряді негативної активної маси в процесі експлуатації акумуляторної батареї, не дають сульфату свинцю знижувати пористість, і перешкоджають зниженню пористості при заряді негативної активної маси. Вуглець технічний підвищує електропровідність розрядженої активної маси, насиченої кристалами діелектричного сульфату свинцю PbSO4, а також перешкоджає утворенню великих кристалів сульфату свинцю, що не дає знижуватися пористості при заряді негативної активної маси. Лігносульфонат натрію, маючи гідрофільні і диспергуючі властивості, запобігає зниженню пористості активної маси і відпаданню маси від струмовідводів при наступних операціях складання і формування батарей. Зазначені розширники проявляють ефективність при вмісті лігносульфонату натрію не менше 0,15 мас. %, вуглецю технічного не менше 0,15 мас. %, сульфату барію не менше 0,3 мас. %. Оскільки сульфат барію є діелектриком з низькою електропровідністю, і вуглець технічний помітно уступає в електропровідності свинцю негативної активної маси, то підвищувати вміст вуглецю технічного більше 0,19 мас. %, сульфату барію більше 0,5 мас. % не треба, інакше помітно знизиться питома енергія акумуляторів. Недоцільно підвищувати вміст лігносульфонату натрію більше 0,19 мас. %, інакше частки негативної активної маси стануть неприпустимо малих розмірів, що знизить безвідмовність негативних електродів. Серед всіх марок лігносульфонату натрію найбільш оптимальною ми вважаємо "VANISPERSE А". Всі зазначені компоненти пасти й добавки в пасту зважують на вагах-дозаторах і перемішують у змішувачах, відповідно до процедури, установленої техпроцесом. Розглянемо суцільний контроль якості складання акумуляторів у батареї. Як показує досвід, максимум дефектів складання, які не вдається візуально виявити робочому персоналу і вчасно усунути, ставиться до дефектів блоків електродних пластин. Серед зазначених дефектів бувають наступні: проколи сепараторів облоєм лиття струмовідводів або задирками на струмовідводах, проколи сепараторів частками затверділої пасти, сильні здавлювання сепараторів пастою, отвори в сепараторах, відсутність сепаратора, загин сепаратора та ін. При подачі високої напруги на кожний блок електродних пластин, у випадку наявності дефектів, різко підвищується струм витоку. На цьому принципі і засновано суцільний контроль. Контакти з напругою і вимірювальні контакти автоматично встановлюють на позитивний і негативний місток блока електродних пластин. Для практичних цілей найбільш зручна величина високої напруги, що подається на блок електродних пластин, становить 0,70-2,00 кВ. При зниженні напруги менше 0,70 кВ контроль втрачає ефективність, оскільки не виявляються багато малих отворів у сепараторах, здавлювання сепараторів пастою. При подальшій експлуатації батарей ці дефекти 4 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 60 виводять батареї з ладу раніше гарантійного строку. За цією же причиною тривалість подачі високої напруги не повинна бути менше 0,1 с. Не слід підвищувати напругу понад 2,00 кВ і подавати її більше 2,0 с, інакше можливі пробої блоків електродних пластин, паста яких зволожена в межах припустимого техпроцесом. Через подібні пробої або високі струми витоків буде відбуватися бракування споконвічно якісних виробів. Емпірично підібрана величина струму витоку 0,1 А, перевищення якої означає наявність дефектів блока електродних пластин. Якщо ж струм витоку менше 0,1 А, то він пов'язаний із припустимою вологістю сепараторів і пасти, але не з наявністю дефектів. У випадку перевищення струму витоку величини 0,1 А, відповідний блок електродних пластин автоматично вибраковують, і персонал складального цеху або усуває дефект або заміняє дефектний блок на якісний. Оскільки операцію з'єднання акумуляторів у батарею звичайно виконують зварюванням, що може ушкодити вже перевірені блоки електродних пластин, то зазначений суцільний контроль якості блоків електродних пластин проводять двічі - до зварювання і після зварювання. Акумуляторні батареї формують у формувальних ваннах, охолоджуваних потоком води, з технологічним обсягом над кожною ванною. За рахунок технологічного обсягу, виконаного як закритий чохол, кожну ванну відгороджено від виробничого приміщення системою примусової вентиляції. Закриті чохли мають дверцята для навантаження-вивантаження батарей у ванни. За рахунок подачі охолоджуючої води у формувальні ванни паралельним самопливом від загальної напірної ємності зі скиданням надлишку теплої води від кожної формувальної ванни шляхом рівневого переливу домагаються уніфікації теплових умов для всієї партії батарей. Із цією же метою здійснюють примусове відведення з однаковою інтенсивністю з технологічного обсягу над кожною формувальною ванною гарячих газів, що виділилися при формуванні. З метою посилення тепловідводу, теплу воду після формувальних ванн пропускають через теплообмінник, після чого знову використовують для подачі у формувальні ванни. Як теплообмінник використовують градирні. Шляхом уніфікації теплових і хімічних умов формування у всіх формувальних ваннах, а виходить, у всіх батареях партії, домагаються зниження розкиду технічних параметрів батарей всієї партії. Це дає підвищення якості виробів у цілому, оскільки усувається можливість влучення в партію деяких батарей з мінімальними електричними характеристиками, що тягне можливість їхньої передчасної відмови у споживачів. На батареї подають струм формування за спеціальною програмою, заданою через керуючі комп'ютери. На першій стадії проводять підготовку батарей до прийому струму формування, для чого використовують малий постійний струм. Якщо величина струму перевищить 0,030С 20 А або перша стадія виявиться коротше 10 хв., то батареї виявляться не готові ефективно приймати струм формування на другій стадії, що приведе до сильного підвищення напруги на виводах батарей і підвищеному газовиділенню. А це приведе до виникнення прихованих дефектів - тріщин і розущільнень в активній масі. Затягування часу першої стадії більше 60 хв. або зниження струму формування менше 0,002С20 А недоцільно, тому що приводить до невиправданого подовження процесу формування. Поступове зростання струму формування на другій стадії процесу від (0,002-0,030)С20 А дозволяє уникнути перегріву електроліту і зниження ефективності реакцій перетворення свинцевої пасти в активну масу, а також уникнути перевищення оптимальної напруги на батареях, що викликає інтенсивний електроліз води з виділенням безлічі пухирців водню й кисню, а також руйнування активної маси пухирцями газів. На самому початку другої стадії формування, коли у свинцевій пасті ще мало сформованої активної маси, електроопір пасти підвищено. Поступово, до кінця першої стадії формування, у міру збільшення кількості сформованої активної маси, електроопір пасти знижується. Цим і задано поступове збільшення струму формування до (0,3-0,8)С20 А. На другій стадії формування подають імпульсний струм, різкі зміни величини й напрямку якого після проходження першої стадії вже не ушкодять пасті й активній масі. Зарядні імпульси забезпечують перетворення пасти в активну масу, а паузи або розрядні імпульси знімають поляризаційну напругу в акумуляторах і підвищують ефективність процесу формування, прискорюють весь процес. Темп зростання струму формування до максимального значення визначається кількістю зарядної ємності, доданої батареям. При доданні зарядної ємності не менше С20 А•год. повинен бути досягнутий максимальний струм формування. Якщо струм формування збільшити занадто швидко, не встигши додати зарядну ємність С 20 А•год., то процес формування не встигне пройти по всій глибині пасти й активної маси електродів. Верхня границя зарядної ємності визначається конкретною програмою струму формування. Максимальний струм формування (0,3-0,8)С20 А підтримують протягом 1-3 год., до моменту, коли почне відбуватися швидке зростання напруги на батареях. Якщо підтримувати максимальний струм протягом часу, меншого 1 год., то не вдасться вірогідно визначити сильне зростання напруги на виводах батарей, достатнє для переходу на третю стадію формування. 5 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 60 Недоцільно підтримувати максимальний струм формування довше 3 год., інакше невиправдано подовжиться процес формування і може відбутися надмірне підвищення напруги на виводах батарей, що дасть сильне газовиділення. При зростанні напруги більш, ніж на 30 %, переходять на третю стадію формування. На третій стадії, коли основна частина активної маси сформована, і коли основні сульфати свинцевої пасти вичерпалися, іде процес доформування за рахунок перетворення нейтрального сульфату свинцю PbSO4 зі свинцевої пасти. Із цим і пов'язано швидке зростання напруги на батареях, заданий сильним ростом електродної поляризації, оскільки нейтральний сульфат свинцю перетвориться в активну масу з більшим утрудненням. Щоб уникнути інтенсивного електролізу води з виділенням безлічі пухирців, струм формування доцільно знизити до (0,15-0,40)С20 А. Інакше почнеться перегрів електроліту і руйнування активної маси пухирцями газів, причому зазначене руйнування часто має схований характер (тріщини в активній масі, розущільнення) і належить до прихованих дефектів. Все це знижує якість і безвідмовність акумуляторних батарей. На третій стадії подають такий же, як і на другій стадії імпульсний струм: зарядні імпульси забезпечують перетворення пасти в активну масу, а паузи або розрядні імпульси знімають поляризаційну напругу в акумуляторах і прискорюють процес формування. Тривалість зарядних імпульсів і тривалість пауз або розрядних імпульсів взаємозалежні. Збільшення тривалості зарядних імпульсів більше 300 с і зменшення тривалості пауз або розрядних імпульсів менше 10 с помітно послабляють деполяризуючий ефект імпульсного струму, що не дає виграшу від такого складного струму, дорівнюючи його до звичайного постійного струму. Зменшення тривалості зарядних імпульсів менше 100 с і збільшення тривалості пауз або розрядних імпульсів більше 20 с приводить до зменшення середньої величини струму формування і подовженню процесу формування. Звичайно використовують розрядні імпульси з амплітудою, яка не перевищує амплітуду зарядних імпульсів, що зручно із практичної точки зору: напруга на виводах батарей у моменти пауз або розрядних імпульсів перебуває в межах, порівнянних з напругою в моменти зарядних імпульсів і легко контролюється. Оперативне керування величиною струму формування на другій і третій стадіях здійснюють у межах величин, заданих формулою винаходу, причому струм знижують при необхідності не допустити перевищення температури електроліту в батареях понад 60 °C. При більш високих температурах процес формування втрачає ефективність. Програмне забезпечення керуючих комп'ютерів реагує на сигнал з термопар, поміщених у батареї й, якщо буде потреба, знижує величину струму формування. Максимальні величини струму формування на другій (зростання від 0,03С 20 до 0,80С20) і третій (зниження до 0,40С20) стадіях процесу підібрані емпірично, з метою обмежити виділення газів і запобігти руйнуванню активної маси електродів. Мінімальні величини струму формування на другій (зростання від 0,002С20 до 0,30С20) і третій (зниження до 0,15С20) стадіях процесу підібрані, виходячи з вимоги забезпечити невелику тривалість процесу. Струм формування відключають при подачі зарядної ємності батарей не менше 3С20 А•год., оскільки, якщо батареї додати зарядної ємності менше 3С20 А•год., то вона буде недоформована. Максимальна кількість зарядної ємності визначається конкретною програмою струму формування. Розглянемо суцільний контроль якості батарей у процесі формування й після нього. На другій і третій стадіях формування керуючі комп'ютери фіксують напругу на виводах батарей, як у моменти зарядних імпульсів, так і в моменти пауз або розрядних імпульсів. Потім порівнюють ці напруги з нормованими напругами, попередньо отриманими шляхом аналізу напруг протягом усього процесу формування на свідомо якісних батареях. Якщо на якому-небудь відрізку формування, або на якій-небудь стадії формування напруга на виводах батареї в моменти зарядних імпульсів перевищує нормоване значення, то може виявитися, що в батареї дефект (сульфатація) пасти й активної маси на позитивній або негативній електродній пластинах, або недолік пасти. Теж саме може бути, якщо на третій стадії формування напруга на виводах батареї в моменти пауз або розрядних імпульсів нижче нормованого значення. Ще одною ймовірною причиною зниженої напруги на виводах батареї на другій і третій стадіях формування є дефекти струмовідводів. Таку батарею після формування відправляють на лабораторні дослідження для встановлення точної картини дефекту й, у випадку непоправного дефекту, бракують. Результати лабораторного дослідження використовують для усунення можливих відхилень у технологічних операціях, що передують формуванню батарей. Після формування всі батареї піддають короткочасному розряду. Спочатку контролюють на величину напруги на виводах до початку розряду, що не повинна бути нижче 12,7 В. Якщо напруга на виводах виявиться нижче 12,7 В, це означає, що або батарея недоформована і вимагає деформування, або у батареї дефекти. Потім батарею, якщо вона успішно пройшла контроль величини напруги на виводах до початку розряду, піддають короткочасному потужному розряду струмом 9С20 А протягом 5-10 с. Зазначена величина струму розряду 6 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 підібрана, виходячи з досвіду ГОСТ 959, який регламентував перевірку струмоведучих деталей батарей таким же потужним струмом. Розряд не слід продовжувати більше 10 с, інакше може відбутися неприпустимо глибокий розряд з жолобленням електродів та ушкодженням батареї. Найбільш надійний час встановлення напруги на виводах батареї в процесі розряду, це 4-6 секунди розряду, коли розряд ще не занадто глибокий, але вже сталий, і розрядна крива вже має стійкий вигляд. Якщо напруга на виводах батареї в цей момент виявиться нижче 8,5 В, це означає, що або батарея недоформована і вимагає деформування, або в батареї дефекти. Відбраковані батареї додатково перевіряють і, залежно від їхнього стану, або деформують, або остаточно вибраковують. Пропоноване технічне рішення може бути використано на заводах з виробництва свинцевокислотних акумуляторних батарей, у тому числі, герметизованих VRLA-батарей. Зокрема, дане технічне рішення використано на акумуляторному заводі ТОВ "ВЕСТА ІНДАСТРІАЛ". За технічними завданнями фахівців МНПК "ВЕСТА" і ТОВ "ВЕСТА ІНДАСТРІАЛ" на кращих закордонних підприємствах, які роблять устаткування для акумуляторних заводів, були виготовлені автоматичні пристрої для реалізації заявленого повного способу виробництва акумуляторних батарей. На фіг. 1 представлено блок-схему технологічного процесу виробництва акумуляторних батарей. На фіг. 2 представлено схему суцільного контролю складальних операцій. На фіг. 3 представлено схему формування акумуляторних батарей у формувальних ваннах. На фіг. 4 (а, б) представлено діаграму струму й напруги при формуванні. Звернемося до фіг. 1. У виробничому комплексі 1 безперервним методом виготовляють позитивні і негативні струмовідводи, позитивну і негативну пасту. Потім одержують позитивні електродні пластини шляхом намазування позитивної пасти на позитивні струмовідводи, й одержують негативні електродні пластини шляхом намазування негативної пасти на негативні струмовідводи. У комплексі 2 виконують складання батарей, використовуючи позитивні й негативні електродні пластини. Відразу наприкінці складання батареї проходять суцільний контроль якості на складальних лініях. Потім батареї формують на комплексі 3. У процесі формування і по закінченні формування всі батареї піддають суцільному контролю якості. Звернемося до фіг. 2. Наприкінці складання батареї піддають суцільному контролю блоків електродних пластин шляхом подачі високої напруги U на полюсні містки одного (кожного) блока. На фіг. 3 схематично зображено процес формування батарей. До батарей 1 підводять холодну воду в місці 2 формувальні ванни 3 і відводять переливом у місці 4. Напір води забезпечують напірною ємністю 5. Використана тепла вода надходить у накопичувальну ємність 6, після чого її насосом 7 качають у теплообмінник 8 (градирню). Після градирні охолоджена вода знову направляється в напірну ємність 5. Система витяжної вентиляції, яка складається з парасольок 9 і трубопроводу 10, технологічних обсягів 11 над формувальними ваннами, забезпечує відкачку газів, що виділяються при формуванні. Технологічні обсяги відмежовані від виробничого приміщення і забезпечені дверцятами 12 для навантаження-вивантаження батарей. Відкачані гази фільтрують від аерозолів сірчаної кислоти у фільтрувальному пристрої 13. Фіг. 4 схематично показує діаграму струму (4, а) і напруги (4, б) у процесі формування. На першій стадії 1 формування подають постійний струм формування. На другій стадії 2 струм формування східчасто збільшують, але таке збільшення можна робити й плавним нарощуванням струму. Під кінець другої стадії підтримують максимальний струм формування протягом 1-3 год. На третій стадії 3 струм формування східчасто зменшують, але таке зменшення можна робити і плавно. Напруга на виводах батарей змінюється, причому в процесі формування контролюють амплітуду зарядних імпульсів і амплітуду напруги під час пауз (або розрядних імпульсів), порівнюючи амплітуду зарядних імпульсів з нормованою напругою (на кресл. не показано), і порівнюючи амплітуду під час пауз із відповідною нормованою напругою (пунктирна лінія на фіг. 4, б). Спосіб, що заявляється, здійснюється таким чином. Комплекс 1 з виробництва електродних пластин. На ділянці виробництва свинцево-кальцієвої стрічки виготовляють стрічку на спеціальному високотехнологічному комплекті устаткування, спроектованому і виготовленому фахівцями провідної, у даній галузі, фірмою "Sovema" (Італія). Технологія виробництва стрічки полягає в металургійному процесі готування свинцевого сплаву з додаванням легуючих компонентів, з наступним відливанням смуги методом безперервного лиття і виготовленням стрічки методом холодної прокатки на семиклітьовому модулі прокатних станів. Процес виробництва стрічки складається з наступних основних технологічних операцій: 7 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 60 - готування свинцево-кальцієвого сплаву необхідного хімічного складу (сплав наготовлюють у плавильному казані, в якому розплавляють свинцеві злитки, після чого додають легуючі компоненти для додання сплаву необхідних технологічних характеристик; зі сплаву видаляють всі забруднюючі компоненти (шлаки) і перекачують у другий плавильний казан-міксер для усереднення свинцевого сплаву, і створення робочого запасу необхідного для безперервного виробництва стрічки); - виливок свинцевої заготівки (смуги) для наступного виготовлення стрічки (готовий для лиття сплав перекачується в машину безперервного лиття з метою одержання заготівки для майбутньої стрічки; при цьому витримуються всі технологічні вимоги, пропоновані до заготівки); - прокатка свинцево-кальцієвої заготівки (смуги) і одержання стрічки з необхідними геометричними параметрами (прокатка заготівки здійснюється на прокатному стані, що складається із семи прокатних клітей; кліті призначені для формування свинцево-кальцієвої стрічки необхідної товщини); - миття, чищення й сушіння стрічки після прокатного стану, для видалення залишків змащення та ін. речовин; - обрізка кромок свинцево-кальцієвої стрічки й одержання її необхідних геометричних параметрів (дана операція виробляється вузлом для обрізки бічних кромок у складі установки виробництва стрічки і додання готовій стрічці необхідної ширини); - намотування стрічки в рулон необхідної довжини, укладання рулонів на піддони, відправлення на проміжний склад (готова стрічка на автоматичній установці намотуються в рулони й укладається на піддони. Після чого транспортується на склад старіння). У цеху пастонамазування чушки свинцю марок C0 і С1 подають електронавантажувачем на ділянку виготовлення свинцевого порошку, який обладнаний двома млиновими установками для одержання свинцевого порошку фірми "САМ" (Італія). Кожна млинова установка включає: - завантажувальний конвеєр для подачі злитків у плавильний казан; - казан плавильний газовий з помпою й автоматичним пристроєм підтримки рівня розплавленого свинцю; - З ливарні машини барабанного типу для виливка свинцевих циліндриків діаметром 20 мм і висотою 18 мм; - ківшовий елеватор подачі циліндриків у бункер-накопичувач; - бункер-накопичувач свинцевих циліндриків; - млин барабанного типу для стирання й окислювання свинцю; - фільтр для відбору оксиду свинцю й очищення повітря із двоступінчастим фільтром (рукавним і касетним); - елеватор подачі порошку в бункери-накопичувачі; - бункер-накопичувачі для зберігання отриманого порошку; - шафи керування млиновим устаткуванням. Подані свинцеві паці встановлюються машиністом млина (оператором установки) на завантажувальний конвеєр, для чого використовується встановлений на кран-балці спеціальний захват. При зниженні рівня розплаву в казані конвеєр автоматично включається, казан довантажується до заданого рівня і конвеєр автоматично зупиняється. Розігрів казана виробляється за рахунок спалювання природного газу. Задана температура (у діапазоні від 450 °C до 500 °C) підтримується в ньому автоматично. Далі розплавлений свинець за допомогою відцентрової помпи подається по спеціальному трубопроводі в ливарний автомат барабанного типу, у якому виробляється виливок свинцевих циліндриків і їхнє охолодження. Ливарний автомат прохолоджується водою. Для поліпшення якості виливка на формотворну поверхню ливарного автомата машиніст млина наносить за допомогою фарбопульта суспензію на основі коркового борошна. Відлитий циліндрик повинен мати у верхній частині негативний меніск. Наявність облою не допускається. Відлиті циліндрики, за допомогою вертикального котлового елеватора, завантажуються в бункер-накопичувач млинової установки. Млин конструктивно виконаний у вигляді горизонтального сталевого барабана, установленого в розташовані по його центральній осі підшипникових опорах. Опори млина оснащені чотирма тензометричними датчиками, що дозволяють визначати поточне значення ваги свинцю, який знаходиться в барабані. Через барабан млина витяжним вентилятором простягається заданий обсяг повітря для окислювання свинцевого порошку і подачі його з потоком повітря у фільтрпродукт рукавного типу. При обертанні барабана млина свинцеві циліндрики, які перебувають усередині (задана вага яких підтримується автоматично), труться об стінки й один об одного, у результаті чого відбувається утворення свинцевого порошку, що містить (72±2) % оксиду свинцю РbО. Зайве тепло, що утвориться в результаті окисної реакції, відбирається повітрям, 8 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 60 що проходить через барабан млина, і знесоленою водою, яка подається усередину барабана безпосередньо на свинцеві циліндрики. Температурний режим млинової установки підтримується автоматично. Задані параметри свинцевого порошку досягаються за рахунок регулювання: - ваги свинцю усередині барабана; - обсягу повітря, що проходить через барабан; - температури, підтримуваної усередині барабана. Аналіз параметрів свинцевого порошку на дотримання їхніх заданих значень здійснюється машиністом млина кожні три години. Дані аналізів заносяться у відповідний журнал. При проходженні повітря зі свинцевим порошком через фільтрувальну установку відбувається поділ порошку і повітря. Порошок по гвинтових шнеках і далі з використанням ківшового елеватора надходить у бункер-накопичувач, а повітря після доочищення викидається в атмосферу. Строк зберігання, що рекомендується, свинцевого порошку не більше двадцяти діб. У випадку перевищення строку зберігання виконують його повторний аналіз і за результатами технологічного відділу і ВТК ухвалюють рішення щодо можливого використання його у виробництві. Для виготовлення свинцевої пасти цех обладнаний п'ятиповерховою естакадою із трьома змішувачами фірми "Eirich" (Австрія). До складу установки з приготування свинцевої пасти входить: - транспортна система (елеватор і шнеки) для подачі свинцевого порошку з бункеранакопичувача млинової ділянки на ваги-дозатори; - ваги-дозатори для зважування сухих і рідких компонентів пасти; - змішувач для перемішування компонентів пасти; - роздавач для порціонної видачі готової пасти на пастонамазувальну машину. Відповідно до заданої рецептури на ваги-дозатори подаються сухі й рідкі компоненти пасти. Приготування паст починається за командою оператора-виготовлювача активних мас відповідно до алгоритму роботи міксера. Виконується послідовне перемішування компонентів позитивних і негативних паст. По закінченні циклу приготування замісу оператор виконує визначення заданих параметрів приготовленої пасти (густини, температури та ін.) і, у випадку позитивного результату, заносить їх у журнал. За сигналом пастонамазувальної машини оператор видає заміс із міксера в роздавач. У випадку відхилень параметрів пасти, оператор доводить заміс до заданих технологічних параметрів. Свинцеву стрічку перфорують на спеціальному перформері. Для цього застосовується наступне устаткування: - горизонтальний пристрій, що розмотує, фірми "Sovema" і пристрій фірми "Sovema" для накопичення стрічки; - перформер фірми "Sovema"; - пастонамазувальна машина фірми "Sovema"; - тонельна сушильна установка "Sovema"; - машина фірми "Sovema" для поділу стрічки на пластини й укладальник пластин у стопки фірми "Sovema". Свинцеву стрічку встановлюють на горизонтальний пристрій, що розмотує, і після розмотування подають на перформер. Після перфорації стрічки утворюється стрічка струмовідводів, яку відразу подають на пастонамазувальну машину. У зоні виходу стрічки з перформера періодично оператор контролює геометричні параметри стрічки струмовідводів. Після пастонамазування стрічку електродних пластин відразу ж подають на тунельну сушильну установку, після виходу з якої стрічку розділяють на пластини. Електродні пластини майстер періодично перевіряє на вологість пасти і, при необхідності, коректує роботу устаткування. Оператор періодично перевіряє масу пластин і геометрію вушка. Потім пластини за допомогою укладальника складають у стопки. Далі транспортний робітник відвозить контейнери із пластинами у спеціальні кліматичні камери (камери дозрівання). Процес дозрівання складається в остаточному доокисленні свинцю, що перебуває у свинцевій пасті, і одночасної адгезії свинцевої пасти й свинцевого струмовідводу. Надалі йде процес сушіння електродних пластин. Камери дозрівання, обладнані автоматичною системою підтримки заданих кліматичних режимів (за температурою й вологістю повітря), дозволяють послідовно здійснити обидві технологічні операції. По закінченні дозрівання й сушіння відбирають проби на залишкову вологість і, якщо вона становить не більше контрольного значення, ВТК приймає рішення на видачу дозрілих й висушених пластин на наступні технологічні операції. Комплекс 2 по складанню батарей. 9 UA 103853 C2 5 10 15 20 25 30 35 40 45 50 55 60 Для якісного виконання всіх складальних операцій передбачено автоматичну складальну лінію австрійського виробника фірми "ВМ". Складання батарей складається з наступних технологічних операцій: - пробивання отворів у моноблоках (пробивання отворів в комірках моноблока для створення електричного зв'язку між окремими елементами акумуляторної батареї виконуються контактним електричним зварюванням; строга відповідність координат пробитих отворів, відсутність задирок і пластмасових ниток на їхніх кромках сприяють якісному зварюванню міжелементних з'єднань); - конвертування й набір блоків електродних пластин (конвертування забезпечує електричну ізоляцію позитивних і негативних пластин між собою в процесі всього терміну служби батареї); - пайка блоків електродів з одночасним виливком полюсних містків і вивідних борнів (операція пайки електродних пластин у блоки забезпечує складання окремих акумуляторів, установлюваних в комірках моноблока. Зв'язок між однополярними пластинами забезпечується взаємною спайкою їхніх вушок вивідними елементами (полюсними містками). Вушка спаюються методом занурення у відкриту ливарну форму зі свинцевим розплавом); - установка блоків електродних пластин у моноблок (після перевірки на відсутність дефектів робот-маніпулятор установлює блоки електродних пластин в комірки моноблока з дотриманням полярності й відмітних знаків на містках, не допускаючи перекосу містків); - контроль якості складання блоків електродів (контроль здійснюється на тестувальній установці, принцип роботи якої заснований на подачі між електродними пластинами кожного блока через рухливі контакти високої напруги; зв'язок батареї, що перевіряється, з тестувальним блоком здійснюється за допомогою переміщення у вертикальній площині головки з голчастими підтискними контактами; якщо батарея не проходить контроль, то автоматичний маніпулятор переміщає її на бракувальний столик); - зварювання міжелементних з'єднань (операція контактного точкового зварювання міжелементних з'єднань (МЕС) через отвори в комірках моноблока забезпечують міцний і надійний електричний зв'язок елементів (акумуляторів) у зібраній акумуляторній батареї); - зварювання кришки з моноблоком (зварювання кришки проводиться на термозварювальній установці приварки кришки. Розігрів поверхонь стику моноблока й кришки здійснюється електричними нагрівальними плитами, які кріпляться до рухливої платформи); - пайка полюсних виводів, яка здійснюється спеціальним автоматичним агрегатом; - маркування акумуляторних батарей виконують ударним способом на бічній стінці, яка заклеюється етикеткою перед пакуванням. Комплекс 3 із формування. Для формування батарей використовуються наступні установки: - перетворювачі струму німецької фірми Digatron (для подачі струму формування), приєднані до керуючих комп'ютерів; - машина заливання електроліту в батареї (фірма О.М.І., Італія); - машина доливки електроліту в батареї (фірма О.М.І., Італія); - конвеєр (для автоматичного завантаження батарей на технологічні піддони й пересування); - візок (для автоматичного завантаження батарей у ванни для формування); - ванни для формування (з можливістю подачі охолоджуючої води і її зливу); - машина для мийки і сушіння батарей (фірма ОМ Impianti S.A.S., Італія); - машина для нанесення маркування на батареї; - кран-маніпулятор італійської фірми ОМ Impianti S.A.S. (для захвата й установки батарей); - машина для пакування батарей; - установка контролю батарей розрядом (німецька фірма Digatron); - система витяжної вентиляції, яка складається з зонтика, трубопроводу й технологічних обсягів над формувальними ваннами. На машині заливки електроліту у батареї в кожну батарею заливають електроліт густиною 3 1,24 г/см , після чого батареї подають конвеєром і далі краном-маніпулятором батареї встановлюють на технологічні піддони. Тут оператор комутує батареї в групи гнучкими струмопровідними перемичками й установлює в батареї технологічні пробки, які обмежують викиди аерозолів сірчаної кислоти. За допомогою візка виконують автоматичне завантаження технологічних піддонів з батареями у ванни для формування через дверцята для навантаження-вивантаження батарей. А потім підключають всі батареї до перетворювачів струму. Подають струм формування на батареї й охолоджуючу воду у ванни для формування. По закінченні формування оператор відключає всі батареї від перетворювачів струму, і виконує 10 UA 103853 C2 5 10 15 20 автоматичне вивантаження технологічних піддонів з ванн для формування (через дверцята для навантаження-вивантаження батарей). Оператор знімає технологічні пробки з батарей і розбирає схему комутації груп батарей. Батареї конвеєром подають на машину доливки 3 електроліту, де в батареї доливають до потрібного рівня електроліт густиною 1,28 г/см . Потім у батареї встановлюють пробки й миють і сушать корпуси батарей у машині для миття й сушіння, наносять маркування. По закінченні перевіряють якість батарей на установці контролю батарей розрядом, і встановлюють ручки, планки, наклемники, етикетки. Перевірені батареї пакують у поліетиленову плівку на машині для пакування, установлюють на піддони, і відправляють на склад готової продукції. Спосіб, що заявляється, пройшов випробування у заводських умовах на виробництві ТОВ "ВЕСТА ІНДАСТРІАЛ". Приклад. Експлуатація акумуляторних батарей, виготовлених відповідно до пропонованого винаходу, показує відсоток рекламацій по гарантійному парку не більше 1,2 %. Розрахунок цього відсотка проводиться розподілом числа батарей, що відмовили (у даному місяці) у межах гарантійного строку, на число батарей, що перебувають на експлуатації (у даному місяці) у межах гарантійного строку. Таким чином, отримані дані свідчать про те, що при використанні зазначеного повного способу виготовлення акумуляторних батарей, підвищується якість продукції, зменшуються рекламації від споживачів. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 60 Повний спосіб виробництва свинцево-кислотних акумуляторних батарей, відповідно до якого спочатку безперервним методом відливають, прокочують і профілюють свинцеву стрічку струмовідводів, свинцеву стрічку струмовідводів витримують для дисперсійного твердіння, потім свинцеву стрічку струмовідводів намазують свинцевою пастою, заміс якої містить порошок свинцевий, сполучний матеріал, воду, сірчану кислоту й, якщо паста для негативних пластин, то ще розширник, одержуючи електродні пластини, потім електродні пластини піддають дозріванню при відповідній температурі і вологості повітря, задаючи в такий спосіб співвідношення трьохосновного й чотирьохосновного сульфатів свинцю пасти, потім виконують складання блоків електродних пластин із сепараторами між позитивними і негативними електродними пластинами й одержують акумулятори, потім акумулятори з'єднують у батареї міжелементними з'єднаннями, потім батареї заливають електролітом і електрохімічним методом формують, який відрізняється тим, що у сплав для свинцевої стрічки струмовідводів, у випадку позитивних струмовідводів, вводять 1,0-1,2 мас. % олова, 0,04-0,06 мас. % кальцію, 0,005-0,025 мас. % алюмінію, обмежуючи сумарну кількість сурми й миш'яку до 0,002 мас. %, сумарну кількість срібла й міді до 0,02 мас. %, вісмуту до 0,03 мас. %, сумарну кількість домішок заліза, нікелю, кадмію, цинку до 0,015 мас. %, витримують свинцеву стрічку струмовідводів для дисперсійного твердіння при температурі 15-35 °С протягом не менше 7 діб до досягнення межі 2 міцності на розрив 45-60 Н/мм , у сплав для свинцевої стрічки струмовідводів, у випадку негативних струмовідводів, вводять 0,2-0,4 мас. % олова, 0,08-0,12 мас. % кальцію, 0,005-0,025 мас. % алюмінію, обмежуючи сумарну кількість сурми й миш'яку до 0,002 мас. %, сумарну кількість срібла й міді до 0,02 мас. %, вісмуту до 0,03 мас. %, сумарну кількість домішок заліза, нікелю, кадмію, цинку до 0,015 мас. %, витримують свинцеву стрічку струмовідводів для дисперсійного твердіння при температурі 15-35 °С протягом не менше 10 діб до досягнення 2 межі міцності на розрив 45-60 Н/мм , потім свинцеву стрічку струмовідводів, в обох випадках позитивних і негативних струмовідводів, профілюють методом просікання й намазують свинцевою пастою, у заміс свинцевої пасти вводять порошку свинцевого 80-86 мас. %, в якому 3 оксиду свинцю РbО 69-75 мас. %, розчину сірчаної кислоти 7-10 мас. %, густиною 1,4 г/см , води 6-9 мас. %, волокна поліпропіленового 0,09-0,18 мас. %, і як розширник для пасти негативних пластин уводять лігносульфонату натрію 0,15-0,19 мас. %, вуглецю технічного 0,15-0,19 мас. %, сульфату барію 0,3-0,5 мас. %, одержуючи стрічку електродних пластин, яку розділяють на електродні пластини, складання батарей піддають суцільному контролю якості шляхом подачі на кожний блок електродних пластин високої напруги 0,70-2,00 кВ тривалістю 0,1-2,0 с, причому відбраковування блока електродних пластин виконують у випадку, якщо струм витоку перевищує 0,1 А, зазначений контроль якості проводять двічі - до з'єднання акумуляторів у батарею міжелементними з'єднаннями і після з'єднання, акумуляторні батареї формують у формувальних ваннах, охолоджуваних потоком води і відгороджених від виробничого приміщення системою примусової вентиляції й технологічними обсягами над кожною ванною, 11 UA 103853 C2 5 10 15 20 подачу охолоджуючої води у формувальні ванни здійснюють паралельним самопливом від загальної напірної ємності зі скиданням надлишку теплої води від кожної формувальної ванни шляхом рівневого переливу, здійснюють примусовий відвід з однаковою інтенсивністю з технологічного обсягу над кожною формувальною ванною гарячих газів, що виділилися при формуванні, акумуляторні батареї формують у три стадії, на першій стадії струм формування витримують постійним у межах (0,002-0,030)С20 А, де С20 - номінальна ємність батарей при 20годинному розряді, протягом 10-60 хв., на другій стадії струм поступово збільшують від (0,0020,030)С20 А до (0,3-0,8)С20 А, досягаючи постійного максимального струму формування при подачі зарядної ємності батарей не менше С20 А•год. і підтримуючи максимальний струм формування протягом 1-3 год., при зростанні напруги на батареях більш ніж на 30 %, при постійному максимальному струмі формування, переходять на третю стадію, на третій стадії струм формування знижують до (0,15-0,40)С20 А, на другій і третій стадії подають імпульсний струм із тривалістю зарядних імпульсів 100-300 с, тривалістю пауз або розрядних імпульсів 1020 с, використовують оперативне керування величиною струму для недопущення перевищення температури електроліту понад 60 °С, струм формування відключають при подачі зарядної ємності батарей не менше 3С20 А•год., всі батареї піддають суцільному контролю якості, спочатку в процесі формування на другій і третій стадіях шляхом фіксації напруги на виводах батарей і порівняння з нормованою напругою, потім по закінченні формування шляхом розряду струмом 9С20 А протягом 5-10 с, причому відбраковування батареї виконують у випадку, якщо напруга на її виводах до початку розряду нижче 12,7 В, а напруга на 4-6 секундах розряду нижче 8,5 В, батарею відправляють на лабораторні дослідження у випадку, якщо напруга на її виводах на другій і третій стадіях формування не відповідала нормованій напрузі, за результатами лабораторних досліджень усувають можливі відхилення в технологічних операціях і, у випадку непоправного дефекту батареї, її вибраковують. 12 UA 103853 C2 13 UA 103853 C2 14 UA 103853 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Dzenzerskyi Denis Viktorovych, Burylov Serhii Volodymyrovych
Автори російськоюДзензерский Виктор Александрович, Дзензерский Денис Викторович, Васильев Сергей Владимирович, Бурилов Сергей Владимирович
МПК / Мітки
МПК: H01M 10/12, H01M 10/06
Мітки: виробництва, повній, свинцево-кислотних, акумуляторних, батарей, спосіб
Код посилання
<a href="https://ua.patents.su/17-103853-povnijj-sposib-virobnictva-svincevo-kislotnikh-akumulyatornikh-batarejj.html" target="_blank" rel="follow" title="База патентів України">Повний спосіб виробництва свинцево-кислотних акумуляторних батарей</a>
Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей
Номер патенту: 90576
Опубліковано: 11.05.2010
Автори: Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Анікеєв Євгеній Володимирович, Скосар Вячеслав Юрійович
МПК: H01M 4/00
Мітки: спосіб, акумуляторних, сушіння, батарей, пластин, свинцево-кислотних
Формула / Реферат:
Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей, відповідно до якого сушіння пластин здійснюють у кілька стадій, на першій стадії пластини сушать у сушильній установці безперервної дії, на інших стадіях пластини сушать розвішеними на каркасах або укладеними в стопках на платформах, який відрізняється тим, що на першій стадії пластини сушать при температурі повітря 170-210 °С, тривалістю 10-15 с, на другій стадії пластини...
Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей
Номер патенту: 92376
Опубліковано: 25.10.2010
Автори: Скосар Вячеслав Юрійович, Бурилов Сергій Володимирович, Анікеєв Євгеній Володимирович, Дзензерський Віктор Олександрович
Мітки: батарей, сушіння, пластин, спосіб, свинцево-кислотних, акумуляторних
Формула / Реферат:
Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей, відповідно до якого сушіння пластин здійснюють постадійно, на першій стадії пластини сушать у сушильній установці безперервної дії, на наступних стадіях пластини сушать розвішаними на каркасах або покладеними в стопках на платформах, який відрізняється тим, що на першій стадії пластини сушать при температурі повітря 170-210 °С, тривалістю 10-15 с, на другій стадії пластини...
Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей і технологічна лінія для його здійснення
Номер патенту: 40508
Опубліковано: 15.01.2004
Автори: Сіренко Максим Вікторович, Лісничий Віктор Миколайович, Скосар Вячеслав Юрійович, Бурилов Сергій Володимирович, Дзензерський Віктор Олександрович
МПК: H01M 10/06, H01M 2/26
Мітки: здійснення, акумуляторних, виготовлення, лінія, спосіб, технологічна, батарей, свинцево-кислотних, електродних, пластин, блоків
Формула / Реферат:
1. Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей, який полягає в тому, що зі свинцевого сплаву одержують стрічку, перфорують стрічку з одночасним розтягуванням перформером утворених жилок здвоєного струмовідводу і виконують просікання вушок, потім на стрічку струмовідводів наносять активну масу шляхом намазування і, фіксуючи шари з пористого матеріалу, розділяють стрічку на окремі електродні...
Спосіб контролю якості міжелементних з’єднань свинцево-кислотних акумуляторних батарей
Номер патенту: 97878
Опубліковано: 26.03.2012
Автори: Видута Олена Леонідівна, Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Ворошилов Олексій Станіславович, Скосар Вячеслав Юрійович
МПК: G01R 31/36, H01M 2/20, G01N 27/24
Мітки: акумуляторних, спосіб, міжелементних, з'єднань, контролю, свинцево-кислотних, якості, батарей
Формула / Реферат:
Спосіб контролю якості міжелементних з'єднань свинцево-кислотних акумуляторних батарей, при якому пропускають через контрольовані з'єднання постійний струм, вводять в сусідні акумулятори батареї допоміжні електроди, вимірюють різницю величин потенціалів між допоміжними електродами сусідніх акумуляторів, який відрізняється тим, що допоміжні електроди притискають до тих полюсних містків сусідніх акумуляторів, які прилягають до контрольованих...
Спосіб батарейного формування з повітряним або водяним охолодженням свинцево-кислотних акумуляторних батарей
Номер патенту: 49476
Опубліковано: 16.09.2002
Автори: Дзензерський Віктор Олександрович, Косенко Андрій Сергійович, Сорокендя Віктор Степанович, Бурилов Сергій Володимирович
МПК: H01M 4/16
Мітки: батарейного, свинцево-кислотних, охолодженням, водяним, акумуляторних, батарей, формування, повітряним, спосіб
Формула / Реферат:
Спосіб батарейного формування з повітряним або водяним охолодженням свинцево-кислотних акумуляторних батарей, що складається з заливання електроліту, відстоювання і підведення формуючого струму, який відрізняється тим, що до заливання електроліту у процес формування введено додаткову операцію, під час якої на термін від 5 до 30 хвилин в батареї заливають дистильовану або демінералізовану воду, яку після відстоювання зливають, а батареї...
Попередній патент: Композиційний матеріал для екстреного ремонту та відновлення бетонних та кам’яних споруд
Наступний патент: Сейсмостійкий каркас будівлі
Випадковий патент: Сталевий продукт з високою температурою огрубіння аустенітних зерен