Спосіб зміцнення поверхонь металевих деталей
Номер патенту: 48055
Опубліковано: 10.03.2010
Автори: Тітов Андрій Вячеславович, Луговський Олександр Федорович, Пейчев Георгій Іванович, Кондратюк Едуард Васильович, Тривайло Михайло Семенович, Титов Вячеслав Андрійович
Формула / Реферат
Спосіб зміцнення поверхонь металевих деталей, що включає закріплення нерухомо на торці концентратора ультразвукових коливань інструмента, притискання його до оброблюваної поверхні деталі і приведення інструмента і оброблюваної поверхні у взаємне відносне переміщення, який відрізняється тим, що використовують концентратор крутильно-подовжніх коливань, а інструмент закріплюють ексцентрично відносно осі концентратора.
Текст
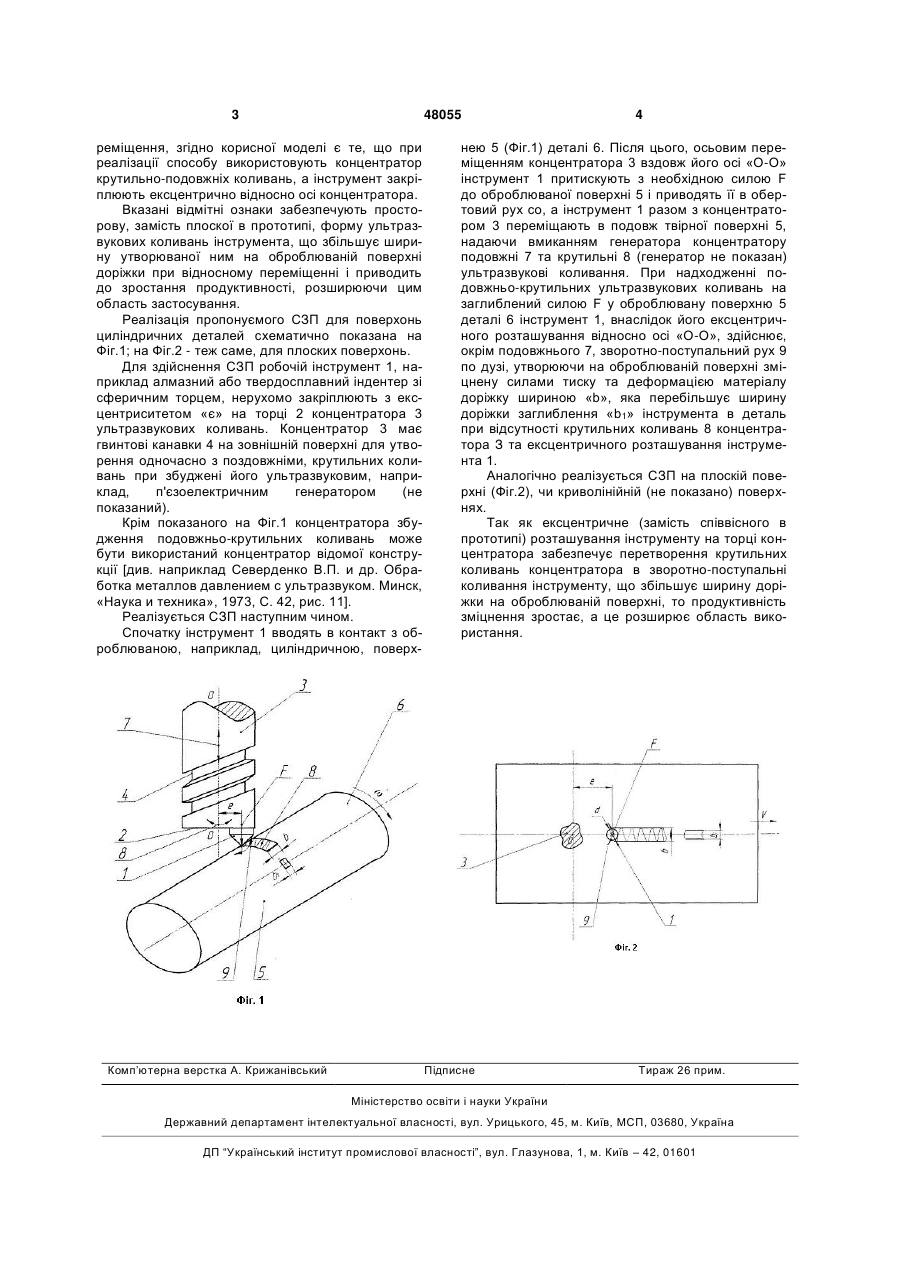
Спосіб зміцнення поверхонь металевих деталей, що включає закріплення нерухомо на торці концентратора ультразвукових коливань інструмента, притискання його до оброблюваної поверхні деталі і приведення інструмента і оброблюваної поверхні у взаємне відносне переміщення, який відрізняється тим, що використовують концентратор крутильно-подовжніх коливань, а інструмент закріплюють ексцентрично відносно осі концентратора. (19) (21) u200907352 (22) 13.07.2009 (24) 10.03.2010 (46) 10.03.2010, Бюл.№ 5, 2010 р. (72) ТІТОВ ВЯЧЕСЛАВ АНДРІЙОВИЧ, ПЕЙЧЕВ ГЕОРГІЙ ІВАНОВИЧ, ЛУГОВСЬКИЙ ОЛЕКСАНДР ФЕДОРОВИЧ, КОНДРАТЮК ЕДУАРД ВАСИЛЬОВИЧ, ТРИВАЙЛО МИХАЙЛО СЕМЕНОВИЧ, ТІТОВ АНДРІЙ ВЯЧЕСЛАВОВИЧ (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ", ДЕРЖАВНЕ ПІДПРИЄМСТВО ЗАПОРІЗЬКЕ 3 48055 реміщення, згідно корисної моделі є те, що при реалізації способу використовують концентратор крутильно-подовжніх коливань, а інструмент закріплюють ексцентрично відносно осі концентратора. Вказані відмітні ознаки забезпечують просторову, замість плоскої в прототипі, форму ультразвукових коливань інструмента, що збільшує ширину утворюваної ним на оброблюваній поверхні доріжки при відносному переміщенні і приводить до зростання продуктивності, розширюючи цим область застосування. Реалізація пропонуємого СЗП для поверхонь циліндричних деталей схематично показана на Фіг.1; на Фіг.2 - теж саме, для плоских поверхонь. Для здійснення СЗП робочій інструмент 1, наприклад алмазний або твердосплавний індентер зі сферичним торцем, нерухомо закріплюють з ексцентриситетом «є» на торці 2 концентратора 3 ультразвукових коливань. Концентратор 3 має гвинтові канавки 4 на зовнішній поверхні для утворення одночасно з поздовжніми, крутильних коливань при збуджені його ультразвуковим, наприклад, п'єзоелектричним генератором (не показаний). Крім показаного на Фіг.1 концентратора збудження подовжньо-крутильних коливань може бути використаний концентратор відомої конструкції [див. наприклад Северденко В.П. и др. Обработка металлов давлением с ультразвуком. Минск, «Наука и техника», 1973, С. 42, рис. 11]. Реалізується СЗП наступним чином. Спочатку інструмент 1 вводять в контакт з оброблюваною, наприклад, циліндричною, поверх Комп’ютерна верстка А. Крижанівський 4 нею 5 (Фіг.1) деталі 6. Після цього, осьовим переміщенням концентратора 3 вздовж його осі «О-О» інструмент 1 притискують з необхідною силою F до оброблюваної поверхні 5 і приводять її в обертовий рух со, а інструмент 1 разом з концентратором 3 переміщають в подовж твірної поверхні 5, надаючи вмиканням генератора концентратору подовжні 7 та крутильні 8 (генератор не показан) ультразвукові коливання. При надходженні подовжньо-крутильних ультразвукових коливань на заглиблений силою F у оброблювану поверхню 5 деталі 6 інструмент 1, внаслідок його ексцентричного розташування відносно осі «О-О», здійснює, окрім подовжнього 7, зворотно-поступальний рух 9 по дузі, утворюючи на оброблюваній поверхні зміцнену силами тиску та деформацією матеріалу доріжку шириною «b», яка перебільшує ширину доріжки заглиблення «b1» інструмента в деталь при відсутності крутильних коливань 8 концентратора З та ексцентричного розташування інструмента 1. Аналогічно реалізується СЗП на плоскій поверхні (Фіг.2), чи криволінійній (не показано) поверхнях. Так як ексцентричне (замість співвісного в прототипі) розташування інструменту на торці концентратора забезпечує перетворення крутильних коливань концентратора в зворотно-поступальні коливання інструменту, що збільшує ширину доріжки на оброблюваній поверхні, то продуктивність зміцнення зростає, а це розширює область використання. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of strengthening surfaces of metallic components
Автори англійськоюTitov Viacheslav Andriiovych, Peichev Heorhii Ivanovych, Luhovskyi Oleksandr Fedorovych, Kondratiuk Eduard Vasyliovych, Tryvailo Mykhailo Semenovych, Titov Andrii Viacheslavovych
Назва патенту російськоюСпособ упрочнения поверхностей металлических деталей
Автори російськоюТитов Вячеслав Андреевич, Пейчев Георгий Иванович, Луговский Александр Федорович, Кондратюк Эдуард Васильевич, Трывайло Михаил Семенович, Титов Андрей Вячеславович
МПК / Мітки
МПК: B24B 39/00
Мітки: зміцнення, поверхонь, металевих, деталей, спосіб
Код посилання
<a href="https://ua.patents.su/2-48055-sposib-zmicnennya-poverkhon-metalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення поверхонь металевих деталей</a>
Спосіб зміцнення концентраторів напружень металевих деталей машин
Номер патенту: 17783
Опубліковано: 20.05.1997
Автори: Хом'як Йосип Васильович, Тесленко Анатолій Григорович, Пістун Ігор Павлович, Березовецький Андрій Петрович
МПК: B21D 26/08
Мітки: зміцнення, спосіб, металевих, напружень, деталей, концентраторів, машин
Формула / Реферат:
1. Спосіб зміцнення концентраторів напружень металічних деталей машин шляхом механічного впливу на Їх поверхню, який відрізняється тим, що з метою уникнення викривлень розмірів концентраторів І покращення фізико-механічних властивостей деталей, механічний вплив на концентратор виконує енергія ударної хвилі, яка утворюється при вибуху заряду, розміщеного по його периметру, при цьому, - вільний простір концентратора заповнюють Інертною...
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням
Номер патенту: 58864
Опубліковано: 15.08.2003
Автори: Русских Віктор Васильович, Наливайко Володимир Миколайович, Щербина Андрій Михайлович, Осін Руслан Анатолійович, Саловський Віталій Семенович, Чайковський Олександр Борисович
МПК: B24B 39/00
Мітки: деталей, циліндричних, зміцнення, поверхонь, зовнішніх, пристрій, вигладжуванням
Формула / Реферат:
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням, який містить привід обертання деталі, циліндричний інструмент, торець якого є робочою поверхнею, навантажуюче пристосування, механізм обертання інструмента навколо своєї осі, який відрізняється тим, що містить джерело живлення та електроконтактні пристрої, один з яких контактує з приводом деталі, а інший - з навантажуючим пристосуванням.
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь
Номер патенту: 15379
Опубліковано: 30.06.1997
Автори: Чернов Борис Олександрович, Климишин Ярослав Данилович, Мандрик Олег Миколайович
МПК: B24B 1/04
Мітки: зміцнення, інструмент, поверхонь, ультразвуковий, внутрішніх
Формула / Реферат:
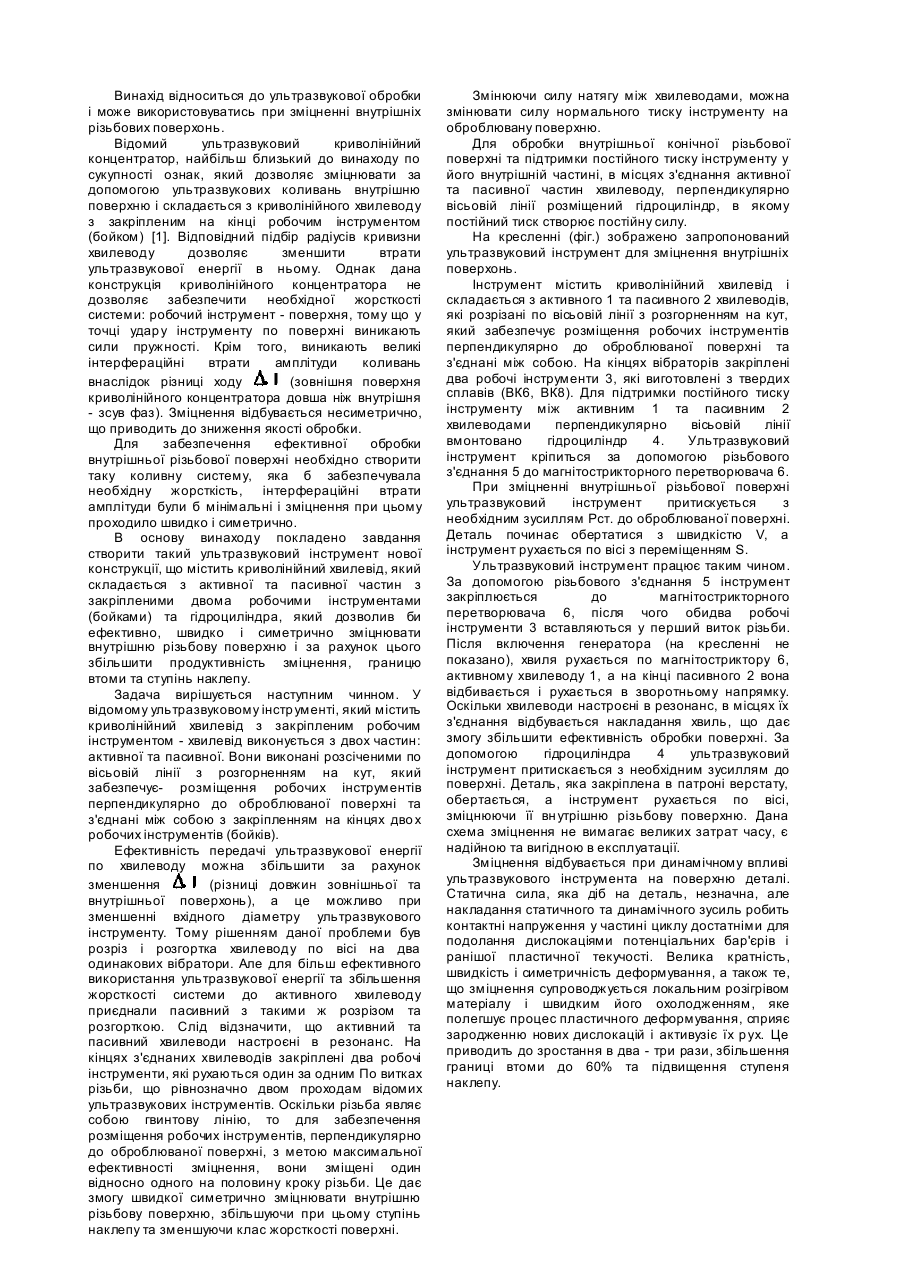
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь, що містить криволінійний хвилевід з робочим інструментом, який відрізняється тим, що хвилевід складається з активної та пасив-ноТ частин, які виконані розсіченими по вісьовій лінії з розгорненням на кут, який забезпечує розміщення двох робочих інструментів перпендикулярно до оброблюваної поверхні, та які з'єднані між собою з закріпленням на кінцях обох робочих інструментів.
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей
Номер патенту: 51720
Опубліковано: 16.12.2002
Автори: Афтаназів Іван Семенович, Кусий Ярослав Маркіянович, Грицай Ігор Євгенович
МПК: B23P 9/00
Мітки: поверхонь, зміцнення, циліндричних, довгомірних, пристрій, деталей
Формула / Реферат:
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей, що містить кільцеві статор і якір електромагнітного приводу та встановлені з можливістю коливання ударні елементи, виконані у вигляді циліндричних дисків із рівномірно розташованими по їх периферії і виступаючими за їх межі деформуючими кульками, який відрізняється тим, що кожен із ударних елементів з'єднаний відповідно із статором чи якорем пружними елементами рівної...
Спосіб зміцнення поверхонь деталей
Номер патенту: 80449
Опубліковано: 25.09.2007
Автори: Євдокимов Вадим Дмитрович, Макаренко Олександр Сергійович
МПК: C21D 7/00
Мітки: деталей, зміцнення, поверхонь, спосіб
Формула / Реферат:
Спосіб зміцнення поверхонь деталей машин, що полягає в одночасному використанні диска, який швидко обертається і притискається до деталі, яка обертається повільно, що створює зсувові імпульсні деформації, та впливі на деталь електромагнітним полем, який відрізняється тим, що вплив магнітним полем здійснюють безпосередньо в зоні фрикційного контакту.
Попередній патент: Закупорювальний пристрій
Наступний патент: Пристрій для контролю положення стопи при виконанні артродезу гомілковостопного суглоба
Випадковий патент: Спосіб отримання хлориду магнію безводного з неорганічних солей