Спосіб охолодження довгомірного прокату, наприклад листового
Номер патенту: 79223
Опубліковано: 25.05.2007
Автори: Мурашкін Олександр Вікторович, Бойко Володимир Семенович, Большаков Володимир Іванович, Пушков Валерій Васильович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Волевач Боріс Юрійович, Радзінський Віктор Самуілович, Носенко Олег Павлович
Формула / Реферат
Спосіб охолодження довгомірного прокату, наприклад листового, що включає нагрівання заготовки до температури аустенізації, прокатку заготовки в чорновій кліті й охолодження прокату до заданої середньомасової температури, який відрізняється тим, що після нагрівання і прокатки заготовки в чорновій кліті здійснюють прискорене синхронне та ідентичне охолодження верхньої і нижньої поверхонь прокату до заданої середньомасової температури напірним турбулентним потоком охолоджувача, наприклад води, яку подають паралельно поверхням прокату в поперечному напрямку від подовжньої осі прокату до периферії зі швидкістю Vв≥3 м/сек, причому геометричні параметри потоку охолоджувача формують П-подібними камерами, які повертають своїми відкритими сторонами до нижньої і верхньої поверхні прокату, перекриваючи усю його ширину.
Текст
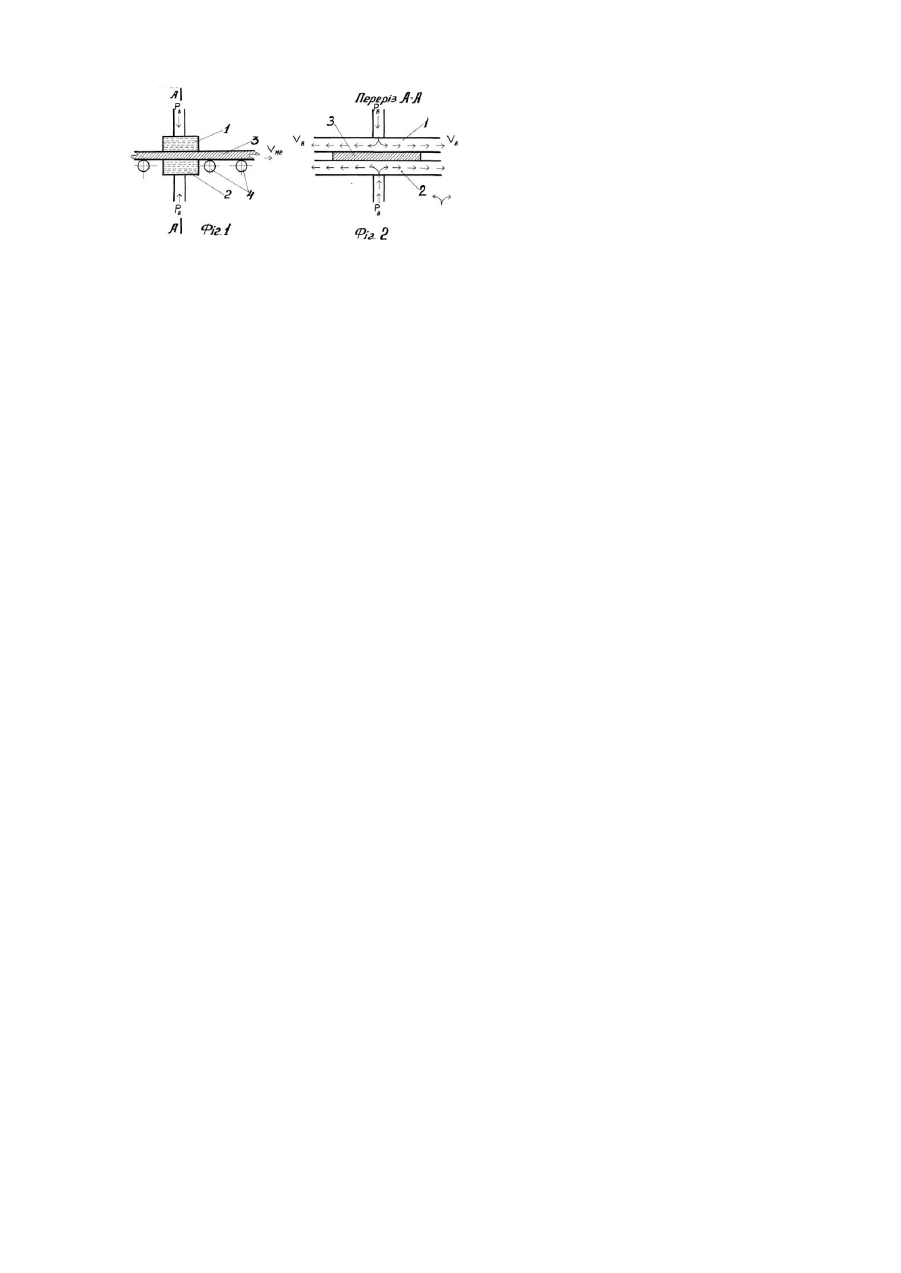
Винахід належить до способів і пристроїв для поверхневої обробки прокату, конструктивно сполученим із прокатними станами, і конкретно для змащення, охолодження або очищення прокату. Уже відомі способи охолодження довгомірного прокату: ламінарне охолодження безнапірними струменями, спреєрне охолодження під різними кутами зверху і форсуночне охолодження знизу [Авт. свід. СРСР №1127657, опубл. 07.12.84р.; Ю.І.Ліпунов і ін. «Освоєння пристроїв контрольованого охолодження листа в потоці стану 5000 ВАТ «Северсталь» - «Сталь» №3, 2005р., с.55 - 61.; К.Ю.Ейсмондт і ін. «Автоматизована система керування пристроєм контрольованого охолодження на стані 5000» - «Сталь» №3, 2005р., с.61-65.; « «VOESTALPINE GROBBLECH» - Виробник товстого листа для високоякісних трубопроводів» - «Новини чорної металургії за рубежем» -ВАТ «Чорметінформація» №2, 2005р., с.56-58.]. Однак ці способи не забезпечують рівномірного та ідентичного охолодження нижньої і верхньої поверхні листа, що пов'язано з утворенням на поверхнях листа парової оболонки. Звідси виникає проблема віддалення відпрацьованої води з листа. При цьому на нижній поверхні листа вода утворює парову оболонку. Це призводить до великого розкиду рівня механічних властивостей по перченому перерізу листа і до значного підвищення подачі води до нижньої поверхні листа, що охолоджується. Ці способи характеризуються значною тривалістю охолодження і великою витратою води. Довжина лінії охолодження більш 20 метрів. Як прототип обраний спосіб охолодження довгомірного прокату, що включає нагрівання заготовки до температури аустенітизації, прокатку заготовки в чорновій кліті й охолодження прокату до заданої середньомасової температури [Авт. свід. СРСР №997887, опубл. 23.02.83p.]. Однак прототип мас той основний недолік що недостатньо забезпечує прискорене охолодження прокату, що призводить до нерівномірного розподілу рівня механічних властивостей і структурних складових по всьому поперечному перерізу довгомірного прокату. В основу винаходу поставлена задача досягнення рівномірного розподілу величин механічних властивостей і стр уктурних складових металу як по довжині листового прокату, так і по всьому поперечному перерізу шляхом скорочення часу охолодження за рахунок інтенсифікації теплозйому з нижньої і верхньої поверхней прокатаного металу з недопущенням утворення парової оболонки на поверхнях довгомірного прокату, наприклад листа. Поставлена задача вирішується тим, що в способі охолодження довгомірного прокату, що включає нагрівання заготовки до температури аустенітизації, прокатку заготовки в чорновій кліті й охолодження прокату до заданої середньомасової температури, відповідно до винаходу, після нагрівання і прокатки заготовки в чорновій кліті здійснюють прискорене синхронне та ідентичне охолодження верхньої і нижньої поверхонь прокату до заданої середньомасової температури напірним турбулентним потоком охолоджувача, наприклад, води, що рухається паралельно поверхням прокату в поперечному напрямку від подовжньої осі прокату до периферії зі швидкістю V³3м/сек, причому геометричні параметри потоку охолоджувача формують Π-подібними камерами, зверненими своїми відкритими сторонами до нижньої і верхньої поверхонь прокату, що перекривають усю його ширину. Доведено, що нова сукупність ознак є причиною, а досягаємий первинний технічний результат (скорочення часу охолодження прокату) - її наслідком. У свою чергу цей первинний результат є причиною, а досягаємий вторинний результат (досягнення рівномірного розподілу величин механічних властивостей і стр уктурних складових металу). Нижче винахід пояснюється на прикладі його виконання з посиланням на прикладене креслення, на Фіг.1 якого представлена технологічна схема охолодження листа, а на Фіг.2 - те ж (переріз А-А). Спосіб здійснюється таким чином. Лист після чорнової кліті передають на дільницю прискореного охолодження, що складається з декількох секцій охолодження, що включають у себе верхню 1 і нижню 2 камери охолодження , які формують геометричні параметри потоку охолоджувальної води на нижній і верхній поверхнях листа 3. Лист 3 пересувають по рольгангу 4 з постійною швидкістю Vмe. У залежності від товщини листа і необхідної середньомасової температури визначають кількість працюючих секцій. Воду під тиском Рв подають у Π-подібні камери 1 і 2, де формують з відповідними геометричними параметрами турбулентний з числом Re>50000 суцільний потік, що рухається по верхній та нижній поверхнях листа З зі швидкістю Vв³3м/с. Вода віддаляється, не стикаючись з бічними поверхнями листа. Високотурбулентний потік добре перемішується, що усереднює температуру і скорочує час контакту мікрообсягів води з поверхнею прокату, що у свою чергу запобігає появі парової оболонки й сприяє її руйнуванню. Пропонований спосіб охолодження листів у потоці стану дозволяє знизити час перебування листа на дільниці між чорновою і чистовою клітями, досягти необхідної за технологією для прокатки в чистовій кліті температури, знизити розкид рівня механічних властивостей і структурних складових як по довжині, так і по поперечному перетину листового прокату. В десятки разів знижується вторинне окалиноутворення і глибина зневуглецьованого шару. Крім того, у 34 рази знижується обсяг води, використовуваної для охолодження, тому що запобігається утворення парової оболонки і скорочується час о холодження в зв'язку з більш інтенсивним теплозйомом до 500про З/з, тому що турбулентний потік з Re>50000 і геометричними параметрами, заданими П-подібними камерами, забезпечує ефективне перемішування мікрообсягів води на поверхнях металу і знижує температур у води в місцях контакту з листовим прокатом. Також поліпшується екологія в цеху, тому що час знаходження металу, що о холоджується на рольгангу з температурою 970-740 С, скорочується до 10 разів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cooling lengthy rolled products, for example, sheets
Автори англійськоюBoiko Volodymyr Semenovych, Bolshakov Volodymyr Ivanovych, Klymanchuk Vladyslav Vladyslavovych, Nosenko Oleh Pavlovych, Shebanyts Eduard Mykolaiovych, Murashkin Oleksandr Viktorovych, Pushkov Valerii Vasyliovych
Назва патенту російськоюСпособ охлаждения длинномерного проката, например, листового
Автори російськоюБойко Владимир Семенович, Большаков Владимир Иванович, Климанчук Владислав Владиславович, Носенко Олег Павлович, Шебаниц Эдуард Николаевич, Мурашкин Александр Викторович, Пушков Валерий Васильевич
МПК / Мітки
МПК: C21D 9/46, B21B 45/02, C21D 1/84
Мітки: охолодження, спосіб, довгомірного, наприклад, листового, прокату
Код посилання
<a href="https://ua.patents.su/2-79223-sposib-okholodzhennya-dovgomirnogo-prokatu-napriklad-listovogo.html" target="_blank" rel="follow" title="База патентів України">Спосіб охолодження довгомірного прокату, наприклад листового</a>
Пристрій для охолодження довгомірного прокату
Номер патенту: 76822
Опубліковано: 15.09.2006
Автори: Курочкін Олександр Федорович, Кекух Анатолій Володимирович, Алексєєв Володимир Павлович, Шеремет Володимир Олександрович, Білий Микола Павлович, Олійник Юрій Володимирович, Костюченко Михайло Іванович, Бабенко Михайло Антонович, Дарда Юрій Антонович, Петрусенко Леонід Олександрович
МПК: C21D 1/02, B21B 45/02
Мітки: прокату, пристрій, охолодження, довгомірного
Формула / Реферат:
1. Пристрій для охолодження довгомірного прокату, що містить вхідну і вихідну труби, встановлені з можливістю переміщення уздовж поздовжньої осі пристрою в циліндричних корпусах, взаємозв’язаних з розташованою на поздовжній осі пристрою проводкою з внутрішніми конусами, розміщеними зустрічно один одному, і підвідний патрубок, який відрізняється тим, що вхідна і вихідна труби додатково обладнані втулками з конусоподібною зовнішньою частиною,...
Спосіб прискореного охолодження прокату
Номер патенту: 60671
Опубліковано: 15.10.2003
Автори: Дубина Олег Вікторович, Костюченко Михайло Іванович, Худик Валеріан Тарасович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович
МПК: C21D 1/02
Мітки: прискореного, спосіб, охолодження, прокату
Формула / Реферат:
1. Спосіб прискореного охолодження прокату, який включає повздовжні переміщення розкату від чистової кліті до проводкового охолоджуючого пристрою, прискорене його охолодження в проводкових камерах струменем води, яка надходить через форсунку пристрою від насосної станції високого тиску, регулювання тиску води в форсунці та тривалості прискореного охолодження, який відрізняється тим, що тиск води насосної станції коректують по значенню тиску...
Пристрій для охолодження листового прокату на рольгангу
Номер патенту: 62242
Опубліковано: 15.12.2003
Автори: Путнокі Олександр Юліусович, Мацко Сергій Володимирович, Коваль Сергій Миколайович, Кірєєв Олександр Іванович, Співаков Валерій Іванович, Шкода Юрій Миколайович, Калабухов Віктор Іванович, Литвиненко Петро Леонідович
МПК: C21D 1/62
Мітки: охолодження, рольгангу, прокату, листового, пристрій
Формула / Реферат:
1. Пристрій для охолодження листового прокату на рольгангу, який містить ванну з колекторами, уздовж твірних яких розташовані сопла для подачі води і формуючі планки, які утворюють щілинні сопла, який відрізняється тим, що у ванні встановлені перегородки, що утворюють сполучені між собою відсіки з прохідним прорізом між ними, і перфоровані козирки, розташовані по периметру відсіків під кутом 30-45° до осі щілинного сопла.2. Пристрій за...
Спосіб визначення тріщиностійкості листового прокату
Номер патенту: 13208
Опубліковано: 15.03.2006
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
Мітки: тріщиностійкості, листового, спосіб, прокату, визначення
Формула / Реферат:
Спосіб визначення тріщиностійкості листового прокату, що включає заготовку зразків з випробувального листового прокату, який відрізняється тим, що для визначення зусилля старту тріщини використовують призматичні зразки прямокутного перерізу, вирізані із поперечного і радіального перерізів листового прокату, у зразках виконують надрізи різної глибини і визначають значення тріщиностійкості по всьому перерізу в горизонтальній і вертикальних...
Спосіб оцінки механічних властивостей металу у виробах із листового прокату
Номер патенту: 13670
Опубліковано: 17.04.2006
Автори: Зерницький Давид Ілліч, Солошенко Павло Васильович, Кармазін Андрій Вікторович, Троцан Анатолій Іванович, Левтерова Ірина Анатоліївна, Шебаніц Максим Юрієвич, Білосточний Андрій Васильович, Білосточний Василь Володимирович, Мурашкін Олександр Вікторович
МПК: G01N 1/04
Мітки: спосіб, виробах, властивостей, металу, листового, оцінки, прокату, механічних
Формула / Реферат:
1. Спосіб оцінки механічних властивостей металу у виробах із листового прокату, що включає вирізку проб з листового прокату, призначеного для виготовлення виробу, виготовлення з вирізаних проб стандартних зразків для випробування механічних властивостей, який відрізняється тим, що перед виготовленням стандартних зразків для випробування механічних властивостей проби металу піддають такому ж механічному впливу, як і листовий прокат при...
Попередній патент: Спосіб розміщення інформації на носієві медичної облікової документації
Наступний патент: Спосіб неруйнівного контролю якості виробів з багатошарових матеріалів
Випадковий патент: Засіб для лікування оборотного пульпіту