Композиційний присадний матеріал для обробки металургійних розплавів
Номер патенту: 21355
Опубліковано: 02.12.1997
Автори: Овчінніков Микола Олексійович, Дюдкін Дмитро Олександрович, Оніщук Віталій Прохорович, Кочевенко Іван Іванович, Тітієвський Володимир Маркович, Бать Сергій Юрійович, Бать Юрій Ізраілевич

Формула / Реферат
Композиционный присадочный материал для обработки металлургических расплавов, содержащий металлическую оболочку и сердцевину из активной металлической и инактивной шлаковой частей, отличающийся тем, что сердцевина выполнена в виде проволоки из кальция и или магния, помещенной в инактивнуто (шлаковую) часть.
Текст
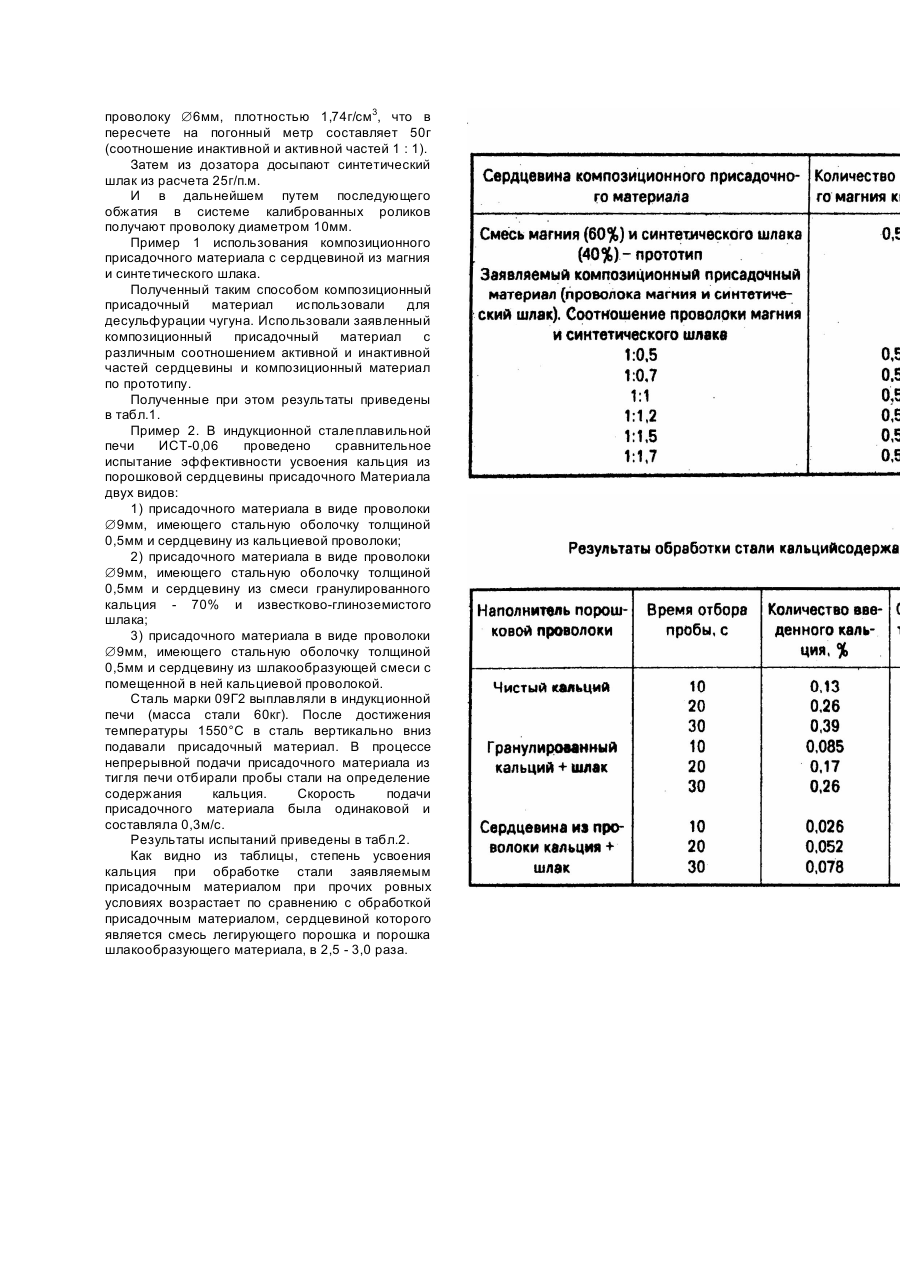
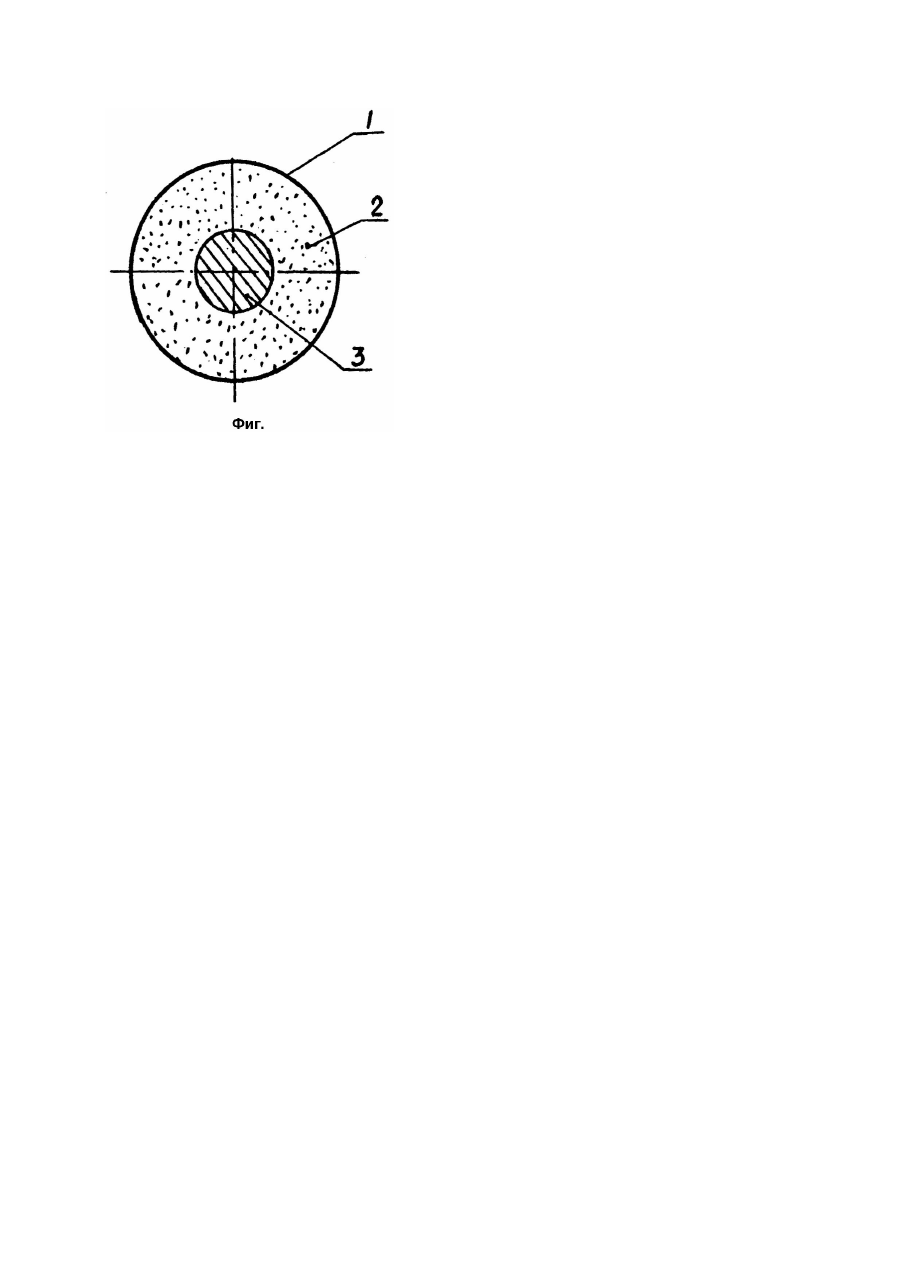
Изобретение относится к черной металлургии, а именно к технологии рафинирования чугуна и стали высокоактивными металлами, например, кальцием, магнием. Известен присадочный материал для обработки жидкой стали в форме проволоки, содержащий сердцевину из порошка или гранул активного материала и составную оболочку из металла или сплава, имеющих температуру плавления меньше, равную или больше температуры плавления стали (А.с. СССР №773091, кл. C21C7/06). Недостатком известного присадочного материала является то, что требуемой глубины погружения порошковой сердцевины из кальция и магния достигнуть не удается, потому что, после попадания порошковой проволоки в жидкий расплав и прогрева оболочки, кальций и магний, имеющие непосредственный контакт с оболочкой, практически мгновенно прогреваются до температуры их кипения, создают высокое порциональное давление в проволоке (2 - 7ат.) разрывают ее в зоне замкового соединения, всплывают и процесс растворения реагентов происходит в верхних поверхностных объемах расплава. Следовательно, степень усвоения легирующих элементов невысока. Наиболее близким по технической сущности и достигаемому эффекту является присадочный материал в виде проволоки, состоящий из стальной оболочки и сердцевины из смеси легирующего порошка и порошка шлакообразующего материала (Шехтер С.Я. Наплавка деталей металлургического оборудования. - М.: Металлургия, 1979. - С.49). Недостаток прототипа состоит в том, что порошок активного материала (кальция, магния) смешивается с порошком шлакообразующего материала, количество которого в смеси из-за технико-экономической целесообразности не может превышать 30 - 50% общего состава. Следовательно, большая часть активного материала (кальция, магния) находятся в контакте с металлической оболочкой, процесс испарения при этом замедляется по сравнению с присадочным материалом по а.с. №773091 незначительно, кальций и магний испаряются на небольшой глубине, что приводит к невысокой степени усвоения рафинирующих активных реагентов. В основу изобретения поставлена задача: усовершенствовать композиционный присадочный материал путем создания условий, исключающий возможность преждевременного испарения кальция и/или магния при подаче композиционного присадочного материала в расплав и наоборот обеспечивающих возможность испарения их в нижних, природных областях расплава, что приведет к повышению степени усвоения металлом рафинирующих активных реагентов (кальция, магния). Сущность изобретения состоит в том, что в композиционном присадочном материале для обработки металлургических расплавов, содержащем металлическую оболочку и сердцевину из активной металлической и инактивной (шлаковой) частей, активная часть выполнена из проволоки кальция и или магния, помещенной в инактивную (шлаковую) часть, состоящую например, из плавикового шпата, синтетического шлака и т.п. Существенными признаками, общими с прототипом, являются: - металлическая оболочка; - сердцевина из активной и инактивной частей. Существенными отличительными признаками являются: - выполнение активной части в виде проволоки из кальция и или магния; - помещение проволоки в инактивную (шлаковую) часть. Приведенные выше отличительные признаки являются достаточными во всех случаях, на которые распространяется объем правовой охраны. Между существенными признаками и техническим результатом - повышением степени усвоения металлом рафинирующих активных реагентов (кальция, магния) - существует причинно-следственная связь, которая проявляется в том, что только совокупность существенных признаков является необходимой и достаточной для получения технического результата. Разделение активного материала и оболочки шлаковой частью приводит к следующему. При погружении композиционного присадочного материала в жидкий расплав, оболочка начинает нагреваться и расплавляться, затем начинает нагреваться и расплавляться контактирующая с оболочкой инактивная шлаковая часть, а с учетом низкой теплопроводности шлаковой смеси, в последнюю очередь расплавляется активная металлическая часть, т.е. проволока из кальция или магния. В связи с тем, что проволока из магния или кальция расплавляется в последнюю очередь, она сообщает дополнительную жесткость композитному материалу при его погружений в расплаве, и следовательно, обеспечивает возможность погружения композиционного присадочного материала на требуемую глубину расплава, что предопределяет более высокую степень усвоения активной части сердцевины. На чертеже (фиг.) представлен пример выполнения композиционного присадочного материала для обработки жидких расплавов. Наружная оболочка 1 композиционного присадочного материала выполнена из низколегированной стали толщиной ленты 0,35 0,5мм. Внутри оболочки находится шлаковая часть - 2, а внутри шлаковой части помещена проволока - 3 из активного материала (кальция, магния). Соотношение активной и инактивной частей составляет 1 : (0,7 ... 1,5). При таком соотношении инактивная часть при погружении композитного присадочного материала в металлургический расплав расплавляется в придонной области и активная часть (кальций или магний), испаряется из придонной области, что предопределяет более высокую степень усвоения расплавом рафинирующих активных реагентов. Пример получения композиционного присадочного материала. Из стальной ленты марки 08Ю толщиной 0,4мм и шириной 50мм формируют желобчатый профиль. В него из дозатора засыпают 25г/п.м. инактивного материала, в качестве которого используют синтетический шлак. Затем на синтетический шлак укладывают магниевую проволоку Æ6мм, плотностью 1,74г/см3, что в пересчете на погонный метр составляет 50г (соотношение инактивной и активной частей 1 : 1). Затем из дозатора досыпают синтетический шлак из расчета 25г/п.м. И в дальнейшем путем последующего обжатия в системе калиброванных роликов получают проволоку диаметром 10мм. Пример 1 использования композиционного присадочного материала с сердцевиной из магния и синтетического шлака. Полученный таким способом композиционный присадочный материал использовали для десульфурации чугуна. Использовали заявленный композиционный присадочный материал с различным соотношением активной и инактивной частей сердцевины и композиционный материал по прототипу. Полученные при этом результаты приведены в табл.1. Пример 2. В индукционной сталеплавильной печи ИСТ-0,06 проведено сравнительное испытание эффективности усвоения кальция из порошковой сердцевины присадочного Материала двух видов: 1) присадочного материала в виде проволоки Æ9мм, имеющего стальную оболочку толщиной 0,5мм и сердцевину из кальциевой проволоки; 2) присадочного материала в виде проволоки Æ9мм, имеющего стальную оболочку толщиной 0,5мм и сердцевину из смеси гранулированного кальция - 70% и известково-глиноземистого шлака; 3) присадочного материала в виде проволоки Æ9мм, имеющего стальную оболочку толщиной 0,5мм и сердцевину из шлакообразующей смеси с помещенной в ней кальциевой проволокой. Сталь марки 09Г2 выплавляли в индукционной печи (масса стали 60кг). После достижения температуры 1550°C в сталь вертикально вниз подавали присадочный материал. В процессе непрерывной подачи присадочного материала из тигля печи отбирали пробы стали на определение содержания кальция. Скорость подачи присадочного материала была одинаковой и составляла 0,3м/с. Результаты испытаний приведены в табл.2. Как видно из таблицы, степень усвоения кальция при обработке стали заявляемым присадочным материалом при прочих ровных условиях возрастает по сравнению с обработкой присадочным материалом, сердцевиной которого является смесь легирующего порошка и порошка шлакообразующего материала, в 2,5 - 3,0 раза.
ДивитисяДодаткова інформація
Назва патенту англійськоюA composite adding material for the treatment of metallurgic melts
Автори англійськоюOvchynnikov Mykola Oleksiiovych, Diudkin Dmytro Oleksandrovych, Onischuk Vitalii Prokhorovych, Bat Yurii Yzrailevych, Titiievskyi Volodymyr Markovych, Bat Serhii Yuriiovych, Kochevenko Ivan Ivanovych
Назва патенту російськоюКомпозиционный присадочный материал для обработки металлургических расплавов
Автори російськоюОвчинников Николай Алексеевич, Дюдкин Дмитрий Александрович, Онищук Виталий Прохорович, Бать Юрий Израилевич, Титиевский Владимир Маркович, Бать Сергей Юрьевич, Кочевенко Иван Иванович
МПК / Мітки
МПК: C21C 7/06
Мітки: присадний, композиційний, обробки, матеріал, розплавів, металургійних
Код посилання
<a href="https://ua.patents.su/3-21355-kompozicijjnijj-prisadnijj-material-dlya-obrobki-metalurgijjnikh-rozplaviv.html" target="_blank" rel="follow" title="База патентів України">Композиційний присадний матеріал для обробки металургійних розплавів</a>
Композиційний матеріал
Номер патенту: 3815
Опубліковано: 27.12.1994
Автори: Рева Віктор Миколайович, Рева Микола Миколайович, Роміцин Валерій Іванович, Чуйко Олексій Олексійович, Качановський Микола Георгійович, Купреєнков Микола Сергійович
МПК: C08K 7/00, C08L 63/00
Мітки: матеріал, композиційний
Формула / Реферат:
Композиционный материал, включающий эпоксидную смолу и наполнитель, отличающийся тем, что в качестве эпоксидной смолы он содержит эпоксидную диановую смолу, а в качестве наполнителя - смесь капронового волокна и пенополистирольные шарики при следующем соотношении компонентов, мас.ч.:
Композиційний матеріал
Номер патенту: 4042
Опубліковано: 27.12.1994
Автори: Анісімов Володимир Миколайович, Маригін Віктор Петрович, Охотник Костянтин Олександрович, Лебедєв Юрій Михайлович, Баштанник Петро Іванович
МПК: C08L 59/00, C08K 13/06, C08L 75/00, C08K 9/00, C08K 3/30
Мітки: матеріал, композиційний
Формула / Реферат:
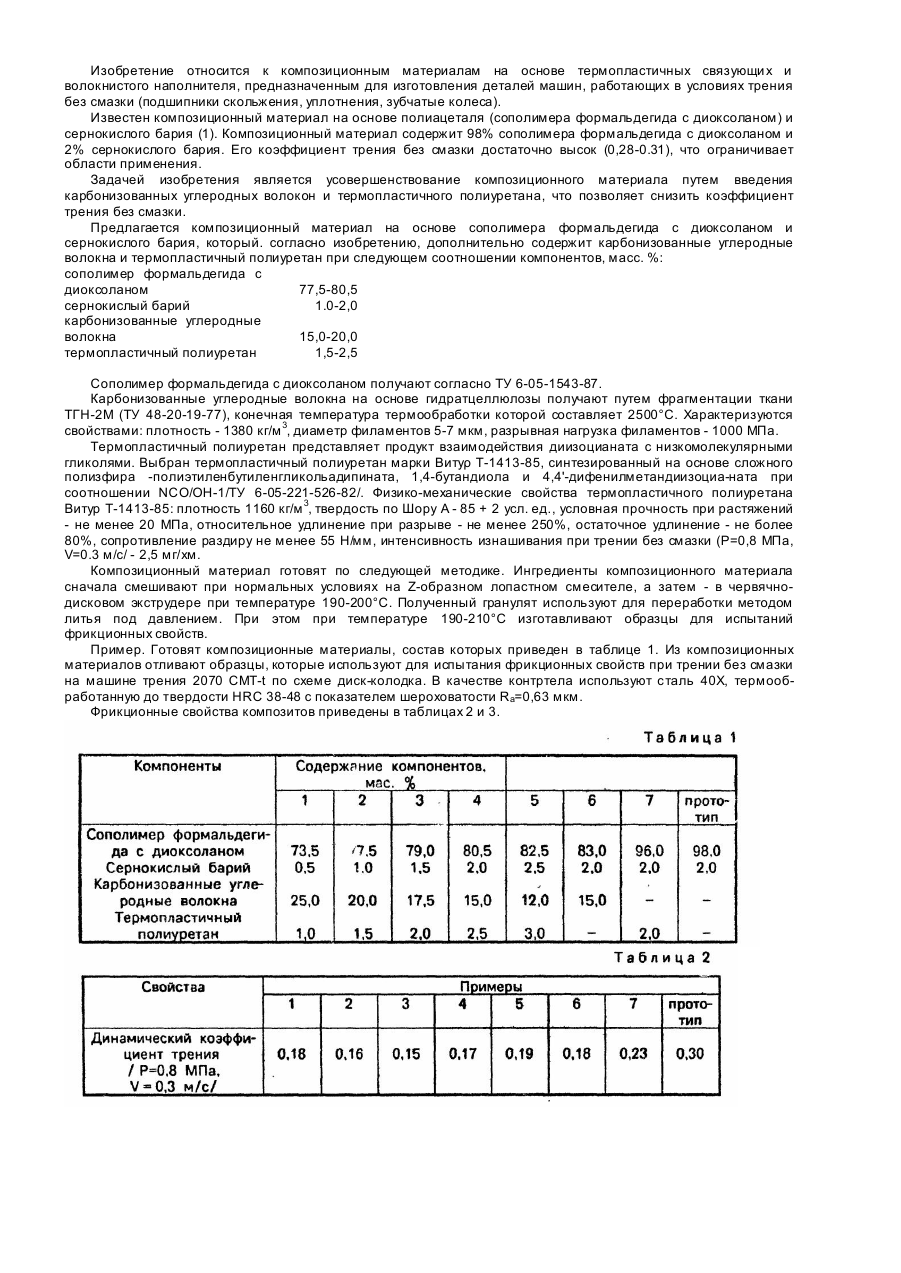
Композиционный материал, включающий сополимер формальдегида с диоксоланом и сернокислый барий, отличающийся тем, что он дополнительно содержит карбонизованные углеродные волокна и термопластичный полиуретан при следующем соотношении компонентов, мас. %: сополимер формальдегида с диоксоланом 77,5-80,5 сернокислый барий 1.0-2,0 карбонизованные углеродные...
Композиційний матеріал для електричних контактів на основі міді
Номер патенту: 10981
Опубліковано: 25.12.1996
Автори: Григоров Анатолій Іванович, Каган Борис Якович, Цукерман Семен Ілліч, Кіперман Борис Михайлович, Ус Галина Михайлівна, Босюк Григорій Іванович
МПК: C22C 9/00
Мітки: композиційний, основі, контактів, матеріал, міді, електричних
Формула / Реферат:
Композиционный материал для электрических контактов на основе меди, содержащий графит и кадмий, отличающийся тем, что он дополнительно содержит хром при следующем соотношении компонентов (мас. %):графит 0,5 - 2,0кадмий 0,8 - 1,0хром 0,5 - 2,0медь остальное.
Композиційний матеріал
Номер патенту: 21200
Опубліковано: 04.11.1997
Автори: Коломієць Анатолій Тихонович, Трефилов Віктор Іванович, Ракицький Анатолій Миколайович, Воронін Микола Іванович
МПК: C22C 27/00
Мітки: матеріал, композиційний
Формула / Реферат:
Композиционный материал, состоящий из хромовой матрицы армированной волокнами из вольфрамовых сплавов, отличающийся тем, что матрица композиционного материала выполнена в виде чередующихся слоев хрома или его сплавов и тугоплавкого вязкого металла ванадия, причем толщина слоев хрома или его сплавов составляет 0,5-20 мкм, а ванадия 0,5-10 мкм при объемной доли ванадиевой прослойки в матрице 5-50%.
Композиційний матеріал
Номер патенту: 17306
Опубліковано: 01.04.1997
Автори: Кривільова Світлана Павлівна, Рассоха Олексій Миколайович, Жуков Віктор Іванович
МПК: C08L 31/00
Мітки: композиційний, матеріал
Формула / Реферат:
Композиционный материал, включающий полимерное связующее, дисперсный наполнитель и хлорфиллипт, отличающийся тем, что в качестве связующего он содержит сополимер этилена с винилацетатом молекулярной массы 7500 - 125000 и содержанием винилацетата 28 - 32мас.%, в качестве наполнителя - продукт синтеза трехкальциевого фосфата и фторапатита, взятых в массовом соотношении 1 : (0,25 - 1,5), и дополнительно - поливиниловый спирт с содержанием...
Попередній патент: Спосіб діагностики гіпертрофії шлуночків серця
Наступний патент: Повітряний стерилізатор
Випадковий патент: Карбюратор для двз зі щілинним вихідним отвором в змішувальній камері