Спосіб формування бетонних і залізобетонних труб вібровакуумуванням
Номер патенту: 119690
Опубліковано: 10.10.2017
Автори: Юніс Башір Н., Шумаков Ігор Валентинович, Казімагомедов Ібрагім Емірчубанович
Формула / Реферат
Спосіб формування бетонних і залізобетонних труб, який полягає в тому, що бетонну суміш укладають у простір між установленою на вібростолі опалубною формою і металевим перфорованим сердечником з закріпленим на ньому вакуум-фільтром, який відрізняється тим, що після укладання рухливої або литої бетонної суміші одночасно виконується її ущільнення на вібростолі і вакуумування через перфорований сердечник з вакуум-фільтром, а нижнє і верхнє металеві профільні кільця використовуються для формування необхідної зустрічної форми торців труби.
Текст
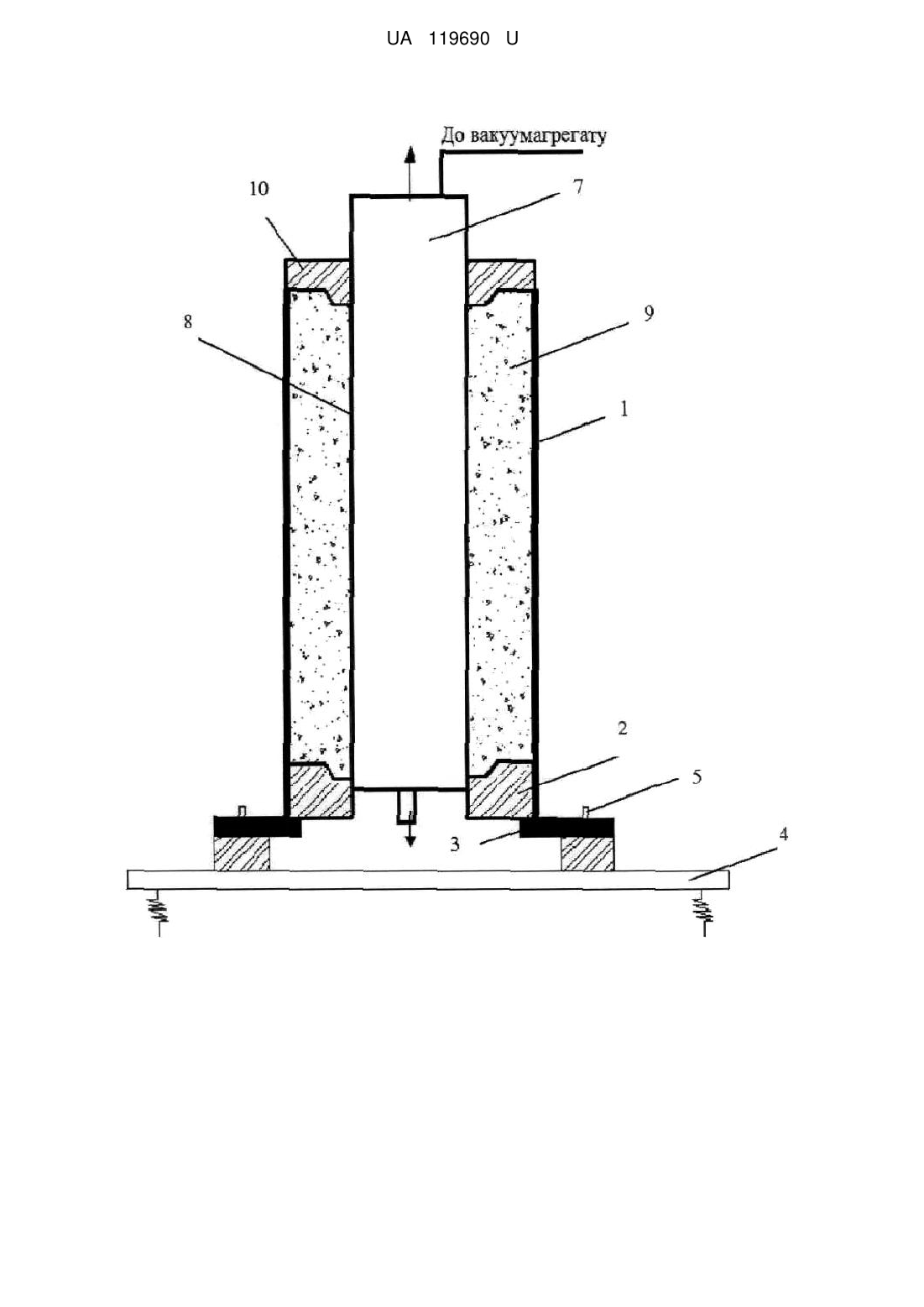
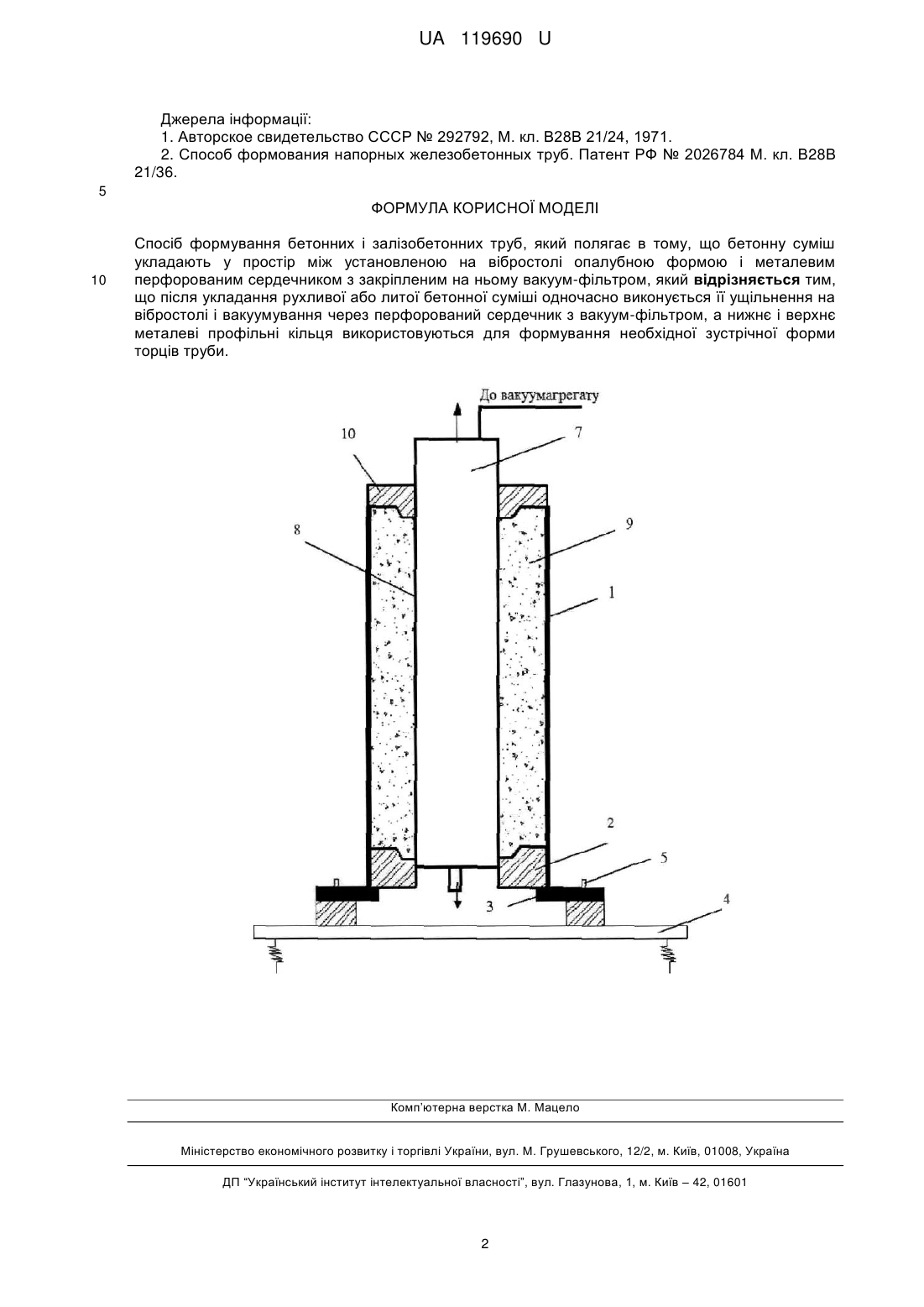
Реферат: Спосіб формування бетонних і залізобетонних труб полягає в тому, що бетонну суміш укладають у простір між установленою на вібростолі опалубною формою і металевим перфорованим сердечником з закріпленим на ньому вакуум-фільтром. Після укладання рухливої або литої бетонної суміші одночасно виконується її ущільнення на вібростолі і вакуумування через перфорований сердечник з вакуум-фільтром, а нижнє і верхнє металеві профільні кільця використовуються для формування необхідної зустрічної форми торців труби. UA 119690 U (54) СПОСІБ ФОРМУВАННЯ БЕТОННИХ І ЗАЛІЗОБЕТОННИХ ТРУБ ВІБРОВАКУУМУВАННЯМ UA 119690 U UA 119690 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до виробництва будівельних виробів і конструкцій і призначена для формування бетонних і залізобетонних труб, кілець, стійок опор освітлення і контактної мережі з рухливих і литих бетонних сумішей. Відомий спосіб формування виробів із твердих бетонних сумішей у формах з однієї відкритою поверхнею шляхом подачі бетонної суміші по ряду однакових, паралельних один одному роликів, що вільно обертаються на осях, що стикаються з відкритою поверхнею виробу, що формується, і рухаються відносно відкритої поверхні форми в поперечному і поздовжньому напрямках. При цьому бетонну суміш подають під ролики шаром, котрий перевищує товщину виробу під роликом, а швидкість переміщення роликів уздовж їхніх осей вибирають залежно від швидкості переміщення шару бетонної суміші, що видавлюється з-під передніх торців роликів по ходу їх переміщення уздовж осі [1]. Недоліком такого способу є те, що не гарантується висока якість виробів, що формуються. В одній і тій же трубі можуть бути присутні ділянки високої якості ущільнення поряд з недостатньо ущільненими. Причинами цього є: неможливість підтримки постійного шару рухливої бетонної суміші над роликовою головкою і труднощі у здійсненні контролю над якістю формування. Найбільш близьким до технічного рішення, що заявляється, є спосіб формування напірних залізобетонних труб, при якому бетонну суміш нагнітають у міжстінний простір з нижньої частини форми і попередньо ущільнюють за рахунок надлишкового тиску, одночасно впливаючи вібрацією. Надлишковий тиск створюють, нагнітаючи воду між гумовою панчохою і тілом сердечника, впливаючи зсередини. Зберігаючи надлишковий тиск гумової панчохи на бетонну суміш, форму направляють на термообробку [2]. До недоліків наведеного способу слід віднести нагнітання бетонної суміші в міжстінний простір знизу за рахунок надлишкового тиску, для чого потрібні додаткові працезатрати і час. Задача корисної моделі, що заявляється - зниження трудомісткості і підвищення якості при виготовленні бетонних і залізобетонних труб. Задача вирішується за рахунок того, що використовуються рухливі або литі бетонні суміші з верхнім укладанням у міжстінний простір з одночасним вібруванням і вакуумуванням. На кресленні показана принципова схема процесу формування. У підготовлену опалубну форму 1 укладається нижнє металеве профільне кільце 2 на фіксатор 3 для одержання необхідної конфігурації нижнього торця бетонної труби. Потім опалубна форма 1 закріплюється до вібростолу 4 за допомогою болтів 5. У форму 1 опускається і фіксується в кільці 6 металевий перфорований сердечник 7, поверх якого закріплений вакуум-фільтр 8. У простір між сердечником 7 і опалубною формою 1 укладається рухлива або лита бетонна суміш 9, далі одночасно вмикається вібростіл 4 для ущільнення і вакуум-установка для вакуумування бетонної суміші. Тривалість вібровакуумування - 1÷3 хв. залежно від товщини стінки труби. Під час вібрування для формування зустрічної конфігурації верхнього торця труби зверху встановлюється верхнє металеве профільне кільце 10. Після формування бетонної труби перфорований сердечник 7 видаляється з форми 1 підняттям уздовж поздовжньої осі труби, а готова свіжосформована труба може розпалублюватися як відразу, так і після деякої витримки. Авторами експериментально встановлено, що при даному способі формування труб висока якість ущільнення досягається саме вібровакуумуванням, суть якого полягає у видаленні зі свіжовкладеної бетонної суміші до 30 % надлишків незв'язаної води. У результаті такої обробки бетонна суміш ущільнюється, що у свою чергу поліпшує показники міцності бетонних труб. У результаті експериментальних досліджень отримані показники, що свідчать про те, що міцність на розтяг вібровакуумованих труб на 40 % вище, ніж у труб, що отримані пошаровим осьовим пресуванням (табл.). Таблиця Міцність бетонних труб на розтяг Міцність бетонних труб на розтяг (Rbt) МПа Зразки труб, що виконані пошаровим осьовим Зразки труб, що виконані методом пресуванням вібровакуумування 4,2 5,8 4,4 6,5 4,7 6,8 Середнє значення: 4,43 6,37 1 UA 119690 U Джерела інформації: 1. Авторское свидетельство СССР № 292792, М. кл. В28В 21/24, 1971. 2. Способ формования напорных железобетонных труб. Патент РФ № 2026784 М. кл. В28В 21/36. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб формування бетонних і залізобетонних труб, який полягає в тому, що бетонну суміш укладають у простір між установленою на вібростолі опалубною формою і металевим перфорованим сердечником з закріпленим на ньому вакуум-фільтром, який відрізняється тим, що після укладання рухливої або литої бетонної суміші одночасно виконується її ущільнення на вібростолі і вакуумування через перфорований сердечник з вакуум-фільтром, а нижнє і верхнє металеві профільні кільця використовуються для формування необхідної зустрічної форми торців труби. Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B28B 21/36
Мітки: вібровакуумуванням, бетонних, труб, спосіб, формування, залізобетонних
Код посилання
<a href="https://ua.patents.su/4-119690-sposib-formuvannya-betonnikh-i-zalizobetonnikh-trub-vibrovakuumuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування бетонних і залізобетонних труб вібровакуумуванням</a>
Вібраційна установка для формування бетонних і залізобетонних виробів
Номер патенту: 117955
Опубліковано: 10.07.2017
Автори: Дєдов Олег Павлович, Халимон Павло Павлович, Дьяченко Олександр Сергійович, Назаренко Іван Іванович
МПК: B28B 1/08
Мітки: бетонних, установка, залізобетонних, виробів, вібраційна, формування
Формула / Реферат:
Вібраційна установка для формування бетонних і залізобетонних виробів, складається з рухомої рами на пружних опорах з поперечними і повздовжніми бортами, та магнітними перегородками, вібраційних збуджувачів коливань, які встановлені не симетрично на рамі установки в вертикальному положенні.
Вібраційна установка для ущільнення і формування бетонних і залізобетонних виробів
Номер патенту: 119191
Опубліковано: 11.09.2017
Автори: Халимон Павло Павлович, Дєдов Олег Павлович, Дьяченко Олександр Сергійович, Назаренко Іван Іванович
МПК: B28B 1/08
Мітки: ущільнення, залізобетонних, установка, формування, вібраційна, виробів, бетонних
Формула / Реферат:
Вібраційна установка для ущільнення і формування бетонних і залізобетонних виробів, що складається з рухомої рами на пружних опорах з поперечними і повздовжніми бортами, та магнітними перегородками, вібраційних збуджувачів коливань, які встановлені асиметрично на рамі установки в вертикальному положенні, яка відрізняється тим, що вібраційні збуджувачі коливань виконані з можливістю обертатися в протилежних напрямках по одному борту, що...
Вібраційна установка для формування бетонних і залізобетонних виробів з просторовими коливаннями
Номер патенту: 119190
Опубліковано: 11.09.2017
Автори: Назаренко Іван Іванович, Халимон Павло Павлович, Дьяченко Олександр Сергійович, Дєдов Олег Павлович
МПК: B28B 1/08
Мітки: залізобетонних, вібраційна, установка, коливаннями, просторовими, виробів, бетонних, формування
Формула / Реферат:
Вібраційна установка для формування бетонних і залізобетонних виробів з просторовими коливаннями, що складається з рухомої рами на пружних опорах з поперечними і повздовжніми бортами, та магнітними перегородками, вібраційних збуджувачів коливань, які встановлені асиметрично на рамі установки в вертикальному положенні, яка відрізняється тим, що додатково містить два вібраційних збуджувачі коливань, які дозволяють реалізувати коливання у...
Пристрій для формування трубчастих бетонних паль

Номер патенту: 117459
Опубліковано: 26.06.2017
Автори: Ляхов Ігор Іванович, Казімагомедов Ібрагім Емірчубанович, Юніс Башір Н., Шумаков Ігор Валентинович
Мітки: паль, трубчастих, бетонних, пристрій, формування
Формула / Реферат:
Пристрій для формування трубчастих бетонних паль, що містить перфорований порожній сердечник, що витягується, з розміщеними усередині вібраторами, а також вакуум-фільтр, котрий закріплений на сердечнику зовні, який відрізняється тим, що при формуванні палі через перфорований сердечник з вакуум-фільтром виконано ущільнення бетонної суміші вібровакуумуванням, а сердечник для безперешкодного витягання виконаний у вигляді січеного конуса.
Віброустановка для формування малогабаритних бетонних і залізобетонних виробів у касетній формі
Номер патенту: 63973
Опубліковано: 25.10.2011
Автори: Скляренко Тарас Олександрович, Нестеренко Микола Петрович
МПК: B28B 7/24
Мітки: касетний, залізобетонних, малогабаритних, форми, віброустановка, виробів, формування, бетонних
Формула / Реферат:
Віброустановка для формування малогабаритних бетонних і залізобетонних виробів у касетній формі, яка має касетну форму, рухому та нерухому рами, з'єднані між собою пружними вібраційними опорами, віброзбуджувач кругових коливань, яка відрізняється тим, що рухома рама установки має циліндричні виступи, що переходять у конус, на які встановлюється касетна форма з отворами, а віброзбуджувач прикріплений до рухомої рами так, що вісь його...
Попередній патент: Спосіб діагностики слухової функції у дітей після кохлеарної імплантації
Наступний патент: Пристрій для автоматичного відключення черв’ячної передачі
Випадковий патент: Стоматологічний імплантат