Інвертор для аргонодугового зварювання з імпульсною модуляцією струму
Формула / Реферат
1. Інвертор для аргонодугового зварювання з імпульсною модуляцією струму, що включає силовий модуль, блок керування і блок зворотних зв'язків, причому до виходу силового модуля підключений вхід блока зворотних зв'язків, а його вихід підключений до входу блока керування, який відрізняється тим, що додатково введені блок модуляції і блок цифрової індикації, при цьому вихід блока керування підключений до входу керування силового модуля через блок модуляції, а блок цифрової індикації з'єднаний з блоком зворотних зв'язків.
2. Інвертор для аргонодугового зварювання з імпульсною модуляцією струму за п. 1, який відрізняється тим, що силовий модуль виконаний у вигляді блока типу INV. TIG 200А (Італія).
3. Інвертор для аргонодугового зварювання з імпульсною модуляцією струму за п. 1, який відрізняється тим, що блок керування виконаний у вигляді блока типу INV. TIG CONTROL (Італія).
4. Інвертор для аргонодугового зварювання з імпульсною модуляцією струму за п. 1, який відрізняється тим, що блок зворотних зв'язків виконаний у вигляді блока типу INV.TIG BACK ARC (Італія).
5. Інвертор для аргонодугового зварювання з імпульсною модуляцією струму за п. 1, який відрізняється тим, що блок модуляції виконаний у вигляді блока типу INV.TIG MODULA (Італія).
6. Інвертор для аргонодугового зварювання з імпульсною модуляцією струму за п. 1, який відрізняється тим, що блок цифрової індикації виконаний у вигляді блока типу INV. DIGITAL MEASURE , виконаний на LCD дисплеї (Італія).
Текст
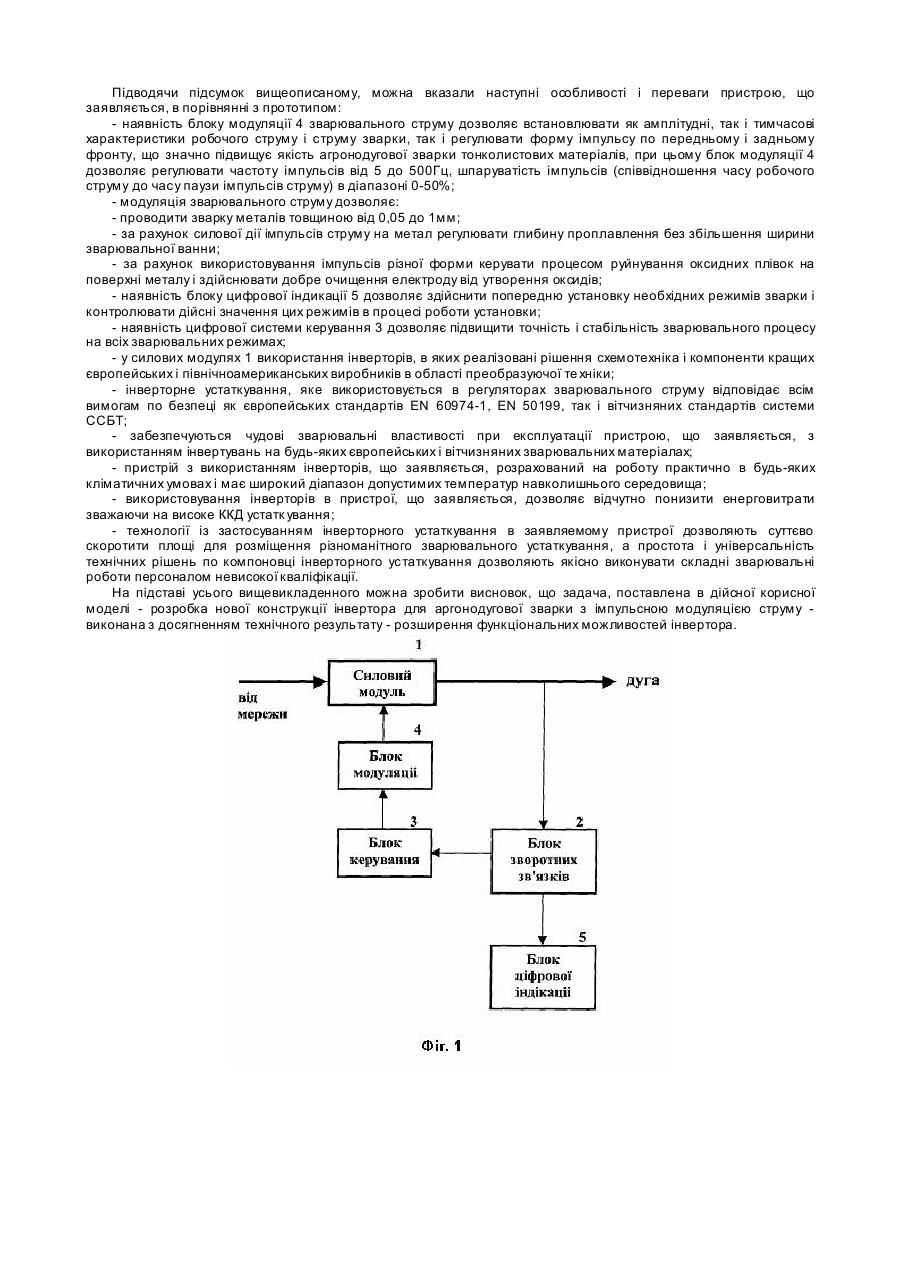
Корисна модель відноситься до зварювальної техніки і технології, а саме, до інверторних установок для аргонодугової зварки тонколистових конструкцій з імпульсною модуляцією зварювального струму і може бути використана в різних виробництвах і технологіях для отримання високоякісних нероз'ємних з'єднань з тонколистових матеріалів. Інверторні джерела живлення для дугового електрозварювання останніми роками набули широке поширення. Невеликі розміри і маса, поліпшені динамічні характеристики вигідно відрізняють інвертор від традиційних джерел живлення зварювальних апаратів для дуго вого електрозварювання. Одним з перспективних напрямів розвитку інверторів є додавання функції пульсуючої дуги, яка забезпечує регулювання тепловложенія, що особливо важливо при зварці тонколистових (менше 1мм) металоконструкцій і спеціальних легованих сталей і алюмінієвих сплавів. Збільшити силову дію дуги з метою підвищення глибини проникнення її в рідкий метал можна також за рахунок пульсацій зварювального струму або накладення на дугу додаткових короткочасних імпульсів струму. Форма імпульсів зварювального струму робить суттєвий вплив на процеси в зварювальній ванні, наприклад, використовування імпульсів струму прямокутної форми з незалежно регульованими длітельностямі і амплітудами імпульсів при прямій і зворотній полярностях дозволяє суттєво розширити технологічні можливості процесу агронодугової зварки неплавким електродом тонколистових конструкцій. Відомий пристрій «Джерело живлення для напівавтоматичного крапкового аргонодугового зварювання» [А.с. СРСР №1609569, МПК5 В23К9/10, бюл. №44, 1990 р.], якій містить пуськорегуліруючу апаратуру, тиристорній випрямляч, регулятор годині і зварювальній напівавтомат, що складається з опорного сопла, електромагніта переміщення щодо виробу електрода, якій неплавиться, і ланцюг запуску, причому в опорному соплі напівавтомата встановленій температурній датчик, якій має вхідний і вихідний ланцюги постійного струму й елементі схемі керування. Недоліками відомого пристрою є: - використовування традиційних рішень із застосуванням тиристорного регулювання зварювального струму не дозволяє забезпечити широкі можливості імпульсного керування по частоті і формі; - наявність традиційних обмотувальних вузлів (трансформатора і дроселя) обумовлює великі весо-габаритні показники. Відомий «Багатофункціональний пристрій для зварювального апарата» [Патент України №44659, МПК6 В23К9/095, бюл. №2, 2002 р.], якій містить блок живлення і блок керування зі схемою обмеження напруги холостого ходу, причому в пристрій відведено кілька функціональних електронних блоків, а блок керування містить кілька електронних схем регулювання, керування і захисту, в т.ч. і по температурі. Недоліками відомого пристрою є: - використовування в схемі електронних компонентів з невеликим ступенем інтеграції, що обмежує функціональні можливості і приводить до збільшення габаритів; - пристрій є тільки приставкою до певного типу зварювальної установки і не володіє універсальністю вживання. Відомий зварювальний апарат TransPoket 1500 з пристроєм VRD [Ізд. ГПВ «Екотехнология», журн. «Зварювач», № 2, 2004 р., с. 39], включаючий силовий модуль-інвертор, блок керування, блок зворотних зв'язків і блок захисту, при цьому вихід силового модуля-інвертора зв'язаний через блок зворотних зв'язків і блок керування з входом блоку захисту, вихід якого з'єднаний з входом силового модуля. Не дивлячись на відмінні технічні характеристики, його недоліком є вузька функціональність, обмежена використовуванням його для дугової зварки. Крім того, у відомому апараті відсутній контроль параметрів робочих процесів. Найближчим по технічному єству і те хнічному результату, який досягається, і вибраним як прототип є зварювальний інвертор TransPoket 2500/3500 [Ізд. ГВР «Екотехнология», журн. «Зварювач», №3, 2006 p., стаття «TransPoket 2500/3500 нове повністю цифрове інверторне джерело живлення постійного струму з резонансним принципом»]. Прототип складається з силового модуля, блоку керування і блоку зворотних зв'язків, причому до виходу силового модуля підключений вхід блоку зворотних зв'язків, а його вихід підключений до входу блоку керування, вихід якого з'єднаний з входом керування силового модуля. Апарат працює як резонансний інвертор на цифровому принципі керування і забезпечує стабільну зварювальну дугу при нестабільному живленні від мережі або від генератора, при цьому не має значення довжина мережного кабелю в межах 20-100м. Недоліками прототипу є: - неможливість отримання високоякісних зварних з'єднань при зварці тонколистових конструкцій в різних галузях промисловості; - не передбачена можливість цифрової індикації параметрів, необхідних для попереднього завдання і контролю за процесом зварки. Задачею корисної моделі є розробка нової конструкції інвертора для аргонодугової зварки з імпульсною модуляцією струму з досягненням технічного результату-розширення функціональних можливостей інвертора. Поставлена задача досягається тим, що в «Інверторі для аргонодугової зварки з імпульсною модуляцією струму», який включає силовий модуль, блок керування і блок зворотних зв'язків, причому до виходу силового модуля підключений вхід блоку зворотних зв'язків, а його вихід підключений до входу блоку керування, додатково введені блок модуляції і блок цифрової індикації, при цьому вихід блоку керування підключений до входу керування силового модуля через блок модуляції, а блок цифрової індикації з'єднаний з блоком зворотних зв'язків, крім того, силовий модуль виконаний у вигляді блоку типа INV. TIG 200A (Італія), блок зворотних зв'язків виконаний у вигляді блоку типа INV.TIG BACK ARC (Італія), блок керування виконаний у вигляді блоку типу типа INV. TIG CONTROL (Італія), блок модуляції виконаний у вигляді блоку типа INV.TIG MODULA (Італія), а блок цифрової індикації виконаний у вигляді типа INV. DIGITAL MEASURE виконаний на LCD дисплеї (Італія). Новим в корисній моделі, що заявляється, є підвищення функціональних можливостей зварювального інвертора за рахунок введення двох блоків - блоку модуляції і блоку цифрової індикації, а також за рахунок введення нових зв'язків між блоками. Суттєвими ознаками технічного рішення, що заявляється, співпадаючими з прототипом, є: - силовий модуль; - блок керування; - блок зворотних зв'язків; - до виходу силового модуля підключений вхід блоку зворотних зв'язків; - вихід блоку зворотних зв'язків підключений до входу блоку керування. Відмітними від прототипу суттєвими ознаками технічного рішення, що заявляється, є: - додатково введені блок модуляції і блок цифрової індикації; - вихід блоку керування підключений до входу керування силового модуля через блок модуляції; - блок цифрової індикації з'єднаний з блоком зворотних зв'язків. Приватними відмітними від прототипу суттєвими ознакам! технічного рішення, що заявляється, є: - силовий модуль виконаний у вигляді блоку типа INV. TIG 200A (Італія); - блок зворотних зв'язків виконаний у вигляді блоку типа INV.TIG BACK ARC (Італія); - блок керування виконаний у вигляді блоку типу типа INV. TIG CONTROL (Італія); - блок модуляції виконаний у вигляді блоку типа INV.TIG MODULA (Італія); - блок цифрової індикації виконаний у вигляді типа IN V. DIGITAL MEASURE виконаний на LCD дисплеї (Італія). Наявність вбудованого блоку фільтрів дозволяє використовувати пристрій у складі джерел з нестандартними параметрами мережного живлення, наприклад, при роботі з генераторами асинхроного і індукторного типу. Між відмітними суттєвими ознаками технічного рішення, що заявляється, і технічним результатом, якій досягається, існує наступній причинно-наслідковий зв'язок. Дійсно, розширення функціональних можливостей інвертора досягається за рахунок введення нових блоків і зв'язків між всіма блоками пристрою. Наявність блоку модуляції забезпечує можливість отримання високоякісних зварних з'єднань при зварці тонколистових конструкцій в різних галузях промисловості за рахунок додавання функції пульсуючої дуги, яка забезпечує регулювання тепловкладення. Можливість регулювання форми імпульсів зварювального струму в пристрої, що заявляється, робить суттєвий вплив на процеси в зварювальній ванні, наприклад, використовування імпульсів струму прямокутної форми з незалежно регульованими длітельностямі і амплітудами імпульсів при прямій і зворотній полярностях дозволяє суттєво розширити технологічні можливості процесу агронодугової зварки неплавким електродом тонколистових конструкцій. Всі ці зміни дозволяють збільшити силову дію дуги з метою підвищення глибини проникнення її в рідкий метал можна також за рахунок пульсацій зварювального струму або накладення на дугу додаткових короткочасних імпульсів струму. Введення в пристрій блоку цифрової індикації, що заявляється, дозволяє здійснити попереднє завдання і контроль за процесом зварки, що значно полегшує проведення технологічного процесу. Приватні відмітні суттєві ознаки корисної моделі, яка заявляється, дозволяють різноманітити схемотехніку пристрою, що заявляється, пропонуючи виготовлювачам електрозварювального устаткування кілька варіантів реалізації технічного рішення, що заявляється, кожної з який є працездатнім і призначеній для розширення технологічних можливостей інверторних джерел зварювального струму і здійснення процесу агронодугової зварки неплавким електродом тонколистових конструкцій. Досягнення зазначеного віще те хнічного результату можливо тільки при наявності сукупності всіх суттєви х ознак, викладених в формулі корисної моделі, при відсутності кожного з них технічний результат не може бути досягнутий. Проведень заявником аналіз рівня техніки, що включає пошук по патентним і науково-технічним джерелам інформації, з виявленням джерел, яки містять інформацію про аналоги технічного рішення, яке заявляється, дозволяє установити, що заявником не виявлено аналога, який характеризується всією сукупністю ознак, ідентичної всім суттєвим ознакам корисної моделі, яка заявляється. Виділення з переліку виявлених аналогів прототипу, як найбільш близького по сукупності суттєви х ознак, дозволяє виявити сукупність суттєви х стосовно те хнічного результату, зазначеному заявником, відмітних ознак в пристрої, якій заявляється, викладених в формулі корисної моделі. Тому можна затверджувати, що корисна модель відповідає умові охороноздатності за критерієм «новизна». А приведене нижче опис конструкції корисної моделі дозволяє зробити висновок про відповідність технічного рішення, яке заявляється, критерію «промислової застосовності», тому що дана конструкція працездатна і може бути використана при виготовленні інверторних джерел зварювального струму для здійснення процесу агронодугової зварки неплавким електродом тонколистових конструкцій. Корисна модель ілюстрована кресленням. На Фг.1 показана структурна схема пристрою, що заявляється. Інвертор для аргонодугової зварки з імпульсною модуляцією струму включає силовий модуль 1, підключений до джерела змінного струму (умовно не показаний). Вихід силового модуля 1 підключений до зварювального пальника з неплавким електродом (умовно не показані). Крім того, вихід силового модуля 1 підключений до входу блоку зворотних зв'язків 2, вихід якого з'єднаний з блоком керування 3, вихід якого підключений до керуючого входу силового модуля 1 через блок модуляції 4. При цьому блок зворотних зв'язків 2 з'єднаний з блоком цифрової індикації 5. Вищезгадані блоки можуть бути виконані, наприклад, в наступному виконанні: - силовий модуль 1 типа INV. TIG 200A; - блок зворотних зв'язків 2 типа INV.TIG BACK ARC; - блок керування 3 типа INV. TIG CONTROL; - блок модуляції 4 типа INV.TIG MODULA; - блок цифрової індикації 5 типа INV. DIGITAL MEASURE виконаний на LCD дисплеї. Силовий модуль 1 призначений для високочастотного перетворення енергії мережі в енергетичні параметри, необхідні для аргонодугової зварки. Блок типа INV. TIG 200A є електронною платою на базі транзисторів MOSFET структури, яка забезпечує наступні параметри: Напруга і частота живлячої мережі, В/Гц - 220/50 Номінальний зварювальний струм, А - 200 Межі регулювання зварювального струму, А - 5-200 Блок зворотних зв'язків 2 призначений для перетворення параметрів від вихідних датчиків в необхідні сигнали, що подаються на блок керування 3. Блок типа INV.TIG BACK ARC є електронною платою на мікросхемі з високим ступенем інтеграції, що забезпечує підтримку заданих параметрів. Блок керування 3 призначений для формування імпульсів керування для силового модуля 1. Блок типа INV. TIG CONTROL виконаний у вигляді електронної плати на мікропроцесорі, що забезпечує стабілізацію вихідних характеристик. Блок модуляції 4 формує модульовані по амплітуді, частоті, шпаруватості і формі імпульси зварювального і чергового струм у. Блок типа INV.TIG MODULA забезпечує можливість завдання наступних параметрів імпульсів: Межі регулювання амплітуди зварювального і чергового струму, А - 5- 200 Межі регулювання частоти імпульсів, Гц - 10-500 Діапазон зміни шпаруватості імпульсів, % - 50-100 Форма імпульсів, що - прямокутна, задається трикутна, трапецієвидна Блок цифрової індикації 5 забезпечує можливість візуального завдання по дисплею вихідних параметрів і індикацію поточних значень зварювального струму і напруги. Блок типа INV. DIGITAL MEASURE виконаний на LCD дисплеї. Випрямляч типа УДЧУ-201 «Пульсер», виконаний відповідно до пропонованого рішення працює таким чином. Включають випрямляч, при цьому всі вказані блоки приходять в початкове полягання для початку роботи. При подачі сигналу про початок роботи блок керування 3 формує імпульси керування для силового блоку 1 і на виході з'являється напруга холостого ходу, необхідна для збудження дуги. На початку зварки збуджується дуга і починається зварювальний процес. Сигнали зворотних зв'язків знімаються з датчиків, перетворяться на блоці зворотних зв'язків 2 і коректують імпульси на блоці керування 3, що забезпечує стабілізацію зварювальних параметрів. При роботі в режимі імпульсної зварки блок модуляції 4 відповідно до заданих параметрів забезпечує формування імпульсів зварювального струму. Можливість регулювання форми імпульсів зварювального струму в пристрої, що заявляється, робить суттєвий вплив на процеси в зварювальній ванні, наприклад, використовування імпульсів струму прямокутної форми з незалежно регульованими длітельностямі і амплітудами імпульсів при прямій і зворотній полярностях дозволяє суттєво розширити технологічні можливості процесу агронодугової зварки неплавким електродом тонколистових конструкцій. Всі ці зміни дозволяють збільшити силову дію дуги з метою підвищення глибини проникнення її в рідкий метал можна також за рахунок пульсацій зварювального струму або накладення на дугу додаткових короткочасних імпульсів струму. У режимах настройки і роботи всі параметри можна встановити і контролювати за допомогою блоку цифрової індикації 5 з дисплеєм. Випрямляч забезпечує наступні характеристики: 1. Напруга і частота живлячої мережі, В/Гц - 220/50 2. Номінальний зварювальний струм, А - 200 3. Межі регулювання зварювального струму, А - 5-200 4. Споживана потужність, кВА, не більш - 6,6 5. Межі регулювання частоти імпульсів, Гц - 10-500 6. Діапазон зміни шпаруватості імпульсів, % - 50-100 7. Коефіцієнт корисної дії, %, не менше - 95 8. Габаритні розміри, мм, не більш - 400´160´350 9. Маса, кг, не більш - 10,5 Підводячи підсумок вищеописаному, можна вказали наступні особливості і переваги пристрою, що заявляється, в порівнянні з прототипом: - наявність блоку модуляції 4 зварювального струму дозволяє встановлювати як амплітудні, так і тимчасові характеристики робочого струму і струму зварки, так і регулювати форму імпульсу по передньому і задньому фронту, що значно підвищує якість агронодугової зварки тонколистових матеріалів, при цьому блок модуляції 4 дозволяє регулювати частоту імпульсів від 5 до 500Гц, шпаруватість імпульсів (співвідношення часу робочого струму до часу паузи імпульсів струму) в діапазоні 0-50%; - модуляція зварювального струму дозволяє: - проводити зварку металів товщиною від 0,05 до 1мм; - за рахунок силової дії імпульсів струму на метал регулювати глибину проплавлення без збільшення ширини зварювальної ванни; - за рахунок використовування імпульсів різної форми керувати процесом руйнування оксидних плівок на поверхні металу і здійснювати добре очищення електроду від утворення оксидів; - наявність блоку цифрової індикації 5 дозволяє здійснити попередню установку необхідних режимів зварки і контролювати дійсні значення цих режимів в процесі роботи установки; - наявність цифрової системи керування 3 дозволяє підвищити точність і стабільність зварювального процесу на всіх зварювальних режимах; - у силових модулях 1 використання інверторів, в яких реалізовані рішення схемотехніка і компоненти кращих європейських і північноамериканських виробників в області преобразуючої те хніки; - інверторне устаткування, яке використовується в регуляторах зварювального струму відповідає всім вимогам по безпеці як європейських стандартів EN 60974-1, EN 50199, так і вітчизняних стандартів системи ССБТ; - забезпечуються чудові зварювальні властивості при експлуатації пристрою, що заявляється, з використанням інвертувань на будь-яких європейських і вітчизняних зварювальних матеріалах; - пристрій з використанням інверторів, що заявляється, розрахований на роботу практично в будь-яких кліматичних умовах і має широкий діапазон допустимих температур навколишнього середовища; - використовування інверторів в пристрої, що заявляється, дозволяє відчутно понизити енерговитрати зважаючи на високе ККД устатк ування; - технології із застосуванням інверторного устаткування в заявляемому пристрої дозволяють суттєво скоротити площі для розміщення різноманітного зварювального устаткування, а простота і універсальність технічних рішень по компоновці інверторного устаткування дозволяють якісно виконувати складні зварювальні роботи персоналом невисокої кваліфікації. На підставі усього вищевикладенного можна зробити висновок, що задача, поставлена в дійсної корисної моделі - розробка нової конструкції інвертора для аргонодугової зварки з імпульсною модуляцією струму виконана з досягненням технічного результату - розширення функціональних можливостей інвертора.
ДивитисяДодаткова інформація
Назва патенту англійськоюInverter for argon-arc welding with pulse modulation of current
Автори англійськоюSytnik Valerii Vasyliovych
Назва патенту російськоюИнвертор для аргонодуговой сварки с импульсной модуляцией тока
Автори російськоюСытник Валерий Васильевич
МПК / Мітки
МПК: B23K 9/10, B23K 9/12, B23K 9/095
Мітки: інвертор, зварювання, струму, імпульсною, аргонодугового, модуляцією
Код посилання
<a href="https://ua.patents.su/4-22761-invertor-dlya-argonodugovogo-zvaryuvannya-z-impulsnoyu-modulyaciehyu-strumu.html" target="_blank" rel="follow" title="База патентів України">Інвертор для аргонодугового зварювання з імпульсною модуляцією струму</a>
Транзисторний інвертор з широтно-імпульсною модуляцією
Номер патенту: 31342
Опубліковано: 15.12.2000
Автор: Петерчук Сергій Олександрович
Мітки: модуляцією, транзисторний, інвертор, широтно-імпульсною
Формула / Реферат:
Транзисторний інвертор з широтно-імпульсною модуляцією на основі мостової схеми з LC-фільтром і внутрішнім зворотним зв'язком по вихідній напрузі і струму дроселя фільтра з датчиком напруги (ДН) і датчиком струму (ДС), який відрізняється тим, що використано режим несиметричної комутації, введені зв'язки по струму навантаження (для непрямої оцінки опору навантаження) і вхідній напрузі з ДС і ДН, аналоговий мультиплексор, аналого-цифровий...
Спосіб оптимізації за швидкодією системи з широтно-імпульсною модуляцією
Номер патенту: 8756
Опубліковано: 15.08.2005
Автори: Іванець Сергій Анатолійович, Денисов Юрій Олександрович
МПК: H02M 3/00
Мітки: широтно-імпульсною, оптимізації, спосіб, модуляцією, системі, швидкодією
Формула / Реферат:
Спосіб оптимізації за швидкодією системи з широтно-імпульсною модуляцією, який включає зміну значень параметрів мікропроцесорного регулятора в залежності від зони модуляції напруги, комутованої перетворювачем, який відрізняється тим, що зону модуляції визначають шляхом порівняння значень коефіцієнтів ряду Уолша та змінюють параметри регулятора для цієї зони.
Спосіб імпульсного регулювання змінної напруги з амплітудно-імпульсною модуляцією та широтно-імпульсним регулюванням величини
Номер патенту: 16724
Опубліковано: 15.08.2006
Автори: Шестеренко Олександра Володимирівна, Шестеренко Володимир Євгеньович
МПК: H02J 3/12
Мітки: спосіб, імпульсного, амплітудно-імпульсною, регулювання, змінної, модуляцією, напруги, регулюванням, широтно-імпульсним, величини
Формула / Реферат:
Спосіб імпульсного регулювання змінної напруги з амплітудно-імпульсною модуляцією та широтно-імпульсним регулюванням величини, що передбачає імпульсно-фазове регулювання, який відрізняється тим, що напругу формують з двох кривих - синусоїди напруги мережі та послідовності імпульсів, висота яких змінюється по синусоїдальному закону, а ширина - по лінійному, регулюють напругу синхронною зміною ширини всіх імпульсів, однакової для кожного з них...
Спосіб оптимізації по мінімуму динамічної помилки перетворювача напруги з широтно-імпульсною модуляцією
Номер патенту: 12843
Опубліковано: 15.03.2006
Автори: Велігорський Олександр Анатолійович, Денисов Юрій Олександрович
МПК: H02M 3/00
Мітки: спосіб, широтно-імпульсною, напруги, мінімуму, оптимізації, помилки, перетворювача, динамічної, модуляцією
Формула / Реферат:
Спосіб оптимізації по мінімуму динамічної помилки перетворювача напруги з широтно-імпульсною модуляцією, при якому апаратними засобами визначають сумарну квадратичну помилку перетворювача напруги, який відрізняється тим, що додатково тип модуляції, за допомогою блока вибору типу модуляції, адаптують до конкретних параметрів змінного навантаження.
Спосіб регулювання спектрального складу квазисинусоїдальної напруги з широтно-імпульсною модуляцією та пристрій для його здійснення
Номер патенту: 33417
Опубліковано: 15.02.2001
Автор: Левчук Анатолій Павлович
МПК: H02M 1/08
Мітки: спектрального, пристрій, складу, широтно-імпульсною, напруги, регулювання, квазісинусоїдальної, модуляцією, спосіб, здійснення
Текст:
...яких, на кожному кроці регулювання величини першої гармоніки, є задане значення величини першої гармоніки, при цьому пристрій для регулювання спектрального складу квазисинусоїдальної напруги є широтно-імпульсною модуляцією, що включає перший програмований запам'ятовуючий пристрій, додається тим, що в нього введені другий і третій програмовані запам'ятовуючі пристрої, перший і другий лічильники, реверсивний лічильник, керований...
Попередній патент: Кнопковий вимикач
Наступний патент: Портативна комбінована установка для повітряно-плазмового різання
Випадковий патент: Установка для знезараження води ультразвуком