Спосіб виробництва брикетів
Номер патенту: 76046
Опубліковано: 15.06.2006
Автори: Носков Валентин Олександрович, Касьян Олег Сисойович, Петренко Валентина Іванівна, Маймур Борис Микитович
Формула / Реферат
Спосіб виробництва брикетів, що включає змішування сировинного дрібняку металургійного виробництва зі сполучним і пресування утвореної суміші в брикети, який відрізняється тим, що як сполучне використовують оксид (гідрооксид) кальцію, залізний купорос і 5-15-відсотковий розчин натрієвих мил жирних кислот при наступному співвідношенні, мас.%:
оксид (гідрооксид) кальцію
0,5-2,0
залізний купорос
2,0-8,0
5-15-відсотковий розчин натрієвих мил жирних кислот
3,0-8,0
сировинний дрібняк
решта.
Текст
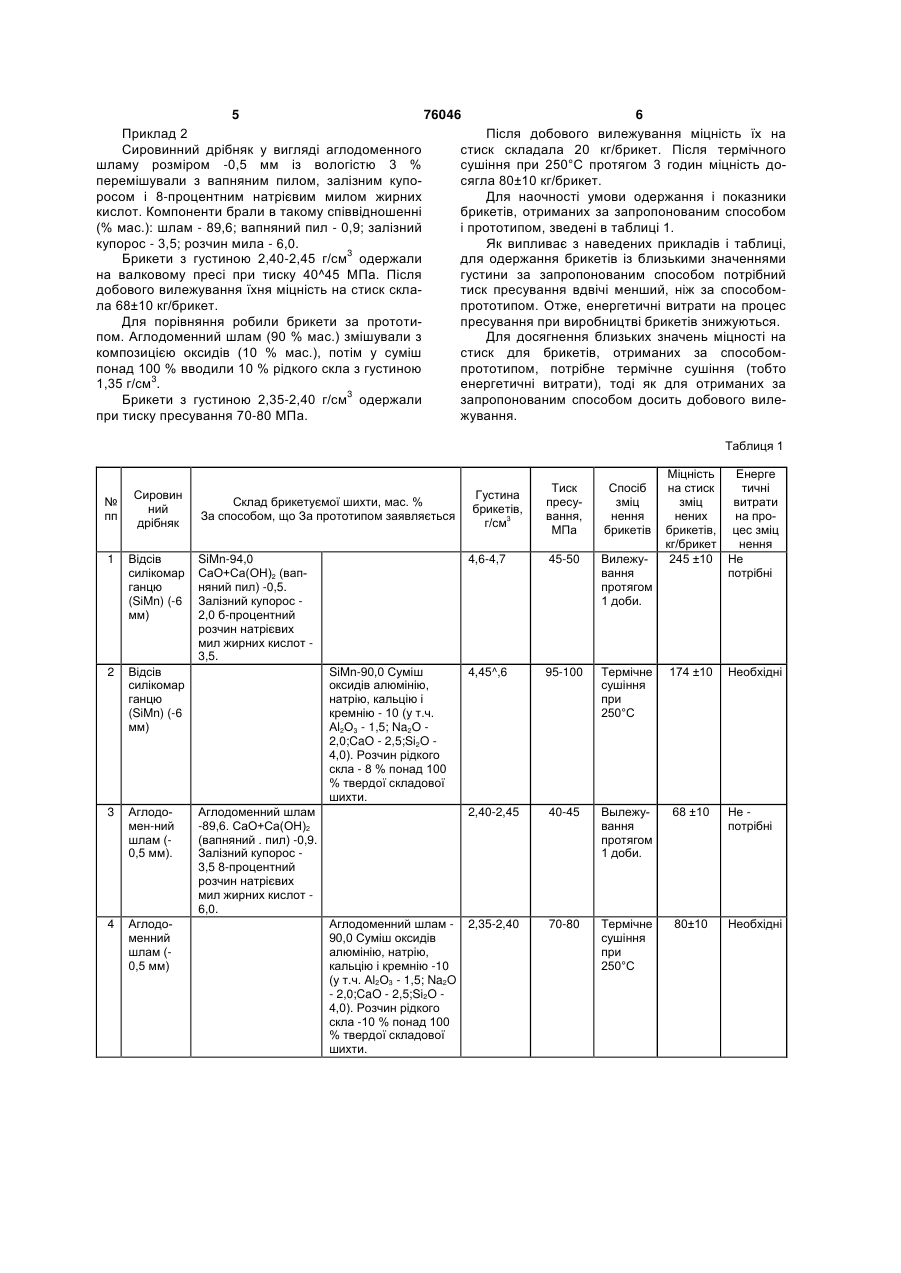
Спосіб виробництва брикетів, що включає змішування сировинного дрібняку металургійного виробництва зі сполучним і пресування утвореної суміші в брикети, який відрізняється тим, що як сполучне використовують оксид (гідрооксид) кальцію, залізний купорос і 5-15-відсотковий розчин натрієвих мил жирних кислот при наступному співвідношенні, мас.%: оксид (гідрооксид) кальцію 0,5-2,0 залізний купорос 2,0-8,0 5-15-відсотковий розчин натрієвих мил жирних кислот 3,0-8,0 сировинний дрібняк решта. (19) (21) 20041210005 (22) 06.12.2004 (24) 15.06.2006 (46) 15.06.2006, Бюл. № 6, 2006 р. (72) Носков Валентин Олександрович, Маймур Борис Микитович, Касьян Олег Сисойович, Петренко Валентина Іванівна (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І.НЕКРАСОВА НАН УКРАЇНИ (56) SU, 414307, 05.02.1974 RU, 2000103998, A1, 20.11.2001 RU, 2055919, C1, 10.03.1996 RU, 2093592, C1, 20.10.1997 JP, 06200332, A, 19.07.1994 US, 5286278, 15.02.1994 3 76046 4 натрієвих мил жирних кислот - 3,0...8,0; сировинтак і гідрооксид Са(ОН)2. Також може використовуний дрібняк -решта. ватися їх суміш, наприклад, вапняний пил (відходи Технічний результат, що досягається при вапновипалювального виробництва, які є практичвикористанні винаходу, полягає в зменшенні енерно на кожному металургійному заводі .з повним говитрат на виробництво брикетів за рахунок циклом). В якості залізного купоросу також можуть підвищення пластичних властивостей брикетуємої використовуватися відходи - продукти травлення суміші, а також внаслідок відсутності необхідності прокату, що утворюються, наприклад, на сушіння брикетів. металургійних комбінатах "Азовсталь", Порівняння способу, що заявляється, із прото"Запоріжсталь". Натрієві мила жирних кислот витипом показує, що він відрізняється тим, що в робляються для різних технічних цілей рядом якості сполучного використовується оксид підприємств і не є дефіцитним продуктом. (гідрооксид) кальцію і залізний купорос разом з 5... Застосування 5... 15-процентного розчину 15-процентним розчином натрієвих жирних кислот, натрієвих мил жирних кислот обумовлене тим, що а також тим, що компоненти брикетуємої суміші при концентрації мила в розчині менш 5 % можуть бути взяті в такому співвідношенні, % мас.: брикетуєма суміш недостатньо пластична і погано оксид (гідрооксид) кальцію - 0,5...2,0; залізний куформується, а при концентрації понад 15 % порос - 2,0...8,0; розчин натрієвих мил жирних киутруднюється процес перемішування компонентів слот - 3,0...8,0; сировинний дрібняк - решта. суміші внаслідок підвищеної в'язкості розчину. Отже спосіб, що заявляється відповідає Діапазони раціонального вмісту оксиду критерію "новизна". (гідрооксиду) кальцію (0,5... 2,0 %), залізного купоПорівняння з іншими технічними рішеннями в росу (2,0...8,0%) і розчину натрієвих мил жирних даній галузі техніки не дозволило виявити в них кислот (3,0...8,0%) у масі брикетуємої суміші ознак, що відрізняють рішення, що заявляється, визначені експериментальне при оцінці міцносних від прототипу. властивостей брикетів, одержуваних за запропоОтже, має місце відповідність критерію нованим способом із залізорудних концентратів і "винахідницький рівень". металургійних відходів різного хімічного і гранулоСпосіб виробництва брикетів, що заявляється, метричного складу. включає змішування сировинного дрібняку зі споПриклад 1 лучним - оксидом (гідрооксидом) кальцію і Сировинний дрібняк у вигляді відсіву залізним купоросом, 5... 15-процентним розчином силікомарганцю розміром -6 мм із вологістю 0,3 % натрієвих мил жирних кислот - і пресування перемішували в змішувальній ємності з вапняним отриманої суміші. При цьому компоненти пилом (суміш оксиду і гідрооксиду кальцію), брикетуємої суміші беруться в такому залізним купоросом і 6-процентним натрієвим миспіввідношенні, % мас.: оксид (гідрооксид) кальцію лом жирних кислот. Співвідношення компонентів - 0,5...2,0; залізний купорос - 2,0...8,0; 5.. 15(мас. %): відсів силікомарганцю - 94,0; вапняний процентний розчин натрієвих мил жирних кислот пил - 0.5; залізний купорос - 2,0; розчин мила - 3,5. 3,0...8,0; сировинний дрібняк - решта. Отриману суміш брикетували на валковому пресі, Застосування в якості сполучного оксиду оснащеному устаткуванням для реєстрації (гідрооксиду) кальцію, залізного купоросу і розчину параметрів процесу пресування, одержуючи бринатрієвих мил жирних кислот сприяє зниженню кети "пельменевидної" форми розміром 33х30х18 енерговитрат на процес брикетування. Викоримм з об'ємом 10 см3. Брикети з густиною 4,6-4,7 стання вказаного сполучного дозволяє підвищити г/см3 були отримані при значенні тиску пресування пластичні властивості брикетуємої суміші. 45-50 МПа. Наявність у сполучному натрієвих мил жирних Після вилежування протягом 1 доби в кислот впливає на фізико-механічні властивості кімнатних умовах міцність брикетів на стиск (за брикетуємої суміші, зменшуючи значення ДСТ 24765-81) склала 245±10 кг/брикет. коефіцієнтів внутрішнього і зовнішнього тертя. Для порівняння виробляли брикети за спосоПроцеси ковзання і відносного переміщення часбом, описаним у прототипі. Відсів силікомарганцю ток суміші йдуть з меншими витратами енергії. Це (90 % мас.) змішували з композицією Аl2О3, Na2O, забезпечує більш щільну упаковку часток у СаО і SiO2 (у сумі - 10 % мас.), після чого в суміш брикеті, тобто ущільнення матеріалу при менших понад 100 % додавали 8 % водного розчину значеннях прикладених зовнішніх зусиль, і Na2O.nSiO2 (рідкого скла). Оксиди алюмінію і дозволяє зменшити споживану потужність пресунатрію застосовували у вигляді хімічних вання при одержанні брикетів. препаратів, кальцію - у вигляді дрібнодисперсного Зміцнення отриманих брикетів за способом, активного вапна Полтавського ГЗКу, кремнію -у що заявляється, відбувається в результаті вигляді тонкопомеленого кварцового піску. Викохімічних реакцій між компонентами сполучного і ристовували натрієве рідке скло з густиною 1,35 сировинного дрібняку в процесі їхнього вилежуг/см3. вання в природних умовах протягом 1-2 діб. Для одержання брикетів з густиною 4,45-4,6 3 Відсутність необхідності термічного сушіння г/см потрібен тиск пресування 95-100 МПа. Після брикетів сприяє скороченню однієї із самих вилежування протягом доби міцність брикетів на істотних складових витрат на виробництво стиск склала 30-35 кг/брикет. Брикети, висушені брикетів - енерговитрат. після пресування протягом 3 годин при При реалізації запропонованого способу в температурі 250°С, мали міцність на стиск 174±10 якості вапновміщуючого компоненту сполучного кг/брикет. може використовуватися як оксид кальцію (СаО), 5 76046 6 Приклад 2 Після добового вилежування міцність їх на Сировинний дрібняк у вигляді аглодоменного стиск складала 20 кг/брикет. Після термічного шламу розміром -0,5 мм із вологістю 3 % сушіння при 250°С протягом 3 годин міцність доперемішували з вапняним пилом, залізним купосягла 80±10 кг/брикет. росом і 8-процентним натрієвим милом жирних Для наочності умови одержання і показники кислот. Компоненти брали в такому співвідношенні брикетів, отриманих за запропонованим способом (% мас.): шлам - 89,6; вапняний пил - 0,9; залізний і прототипом, зведені в таблиці 1. купорос - 3,5; розчин мила - 6,0. Як випливає з наведених прикладів і таблиці, Брикети з густиною 2,40-2,45 г/см3 одержали для одержання брикетів із близькими значеннями на валковому пресі при тиску 40^45 МПа. Після густини за запропонованим способом потрібний добового вилежування їхня міцність на стиск склатиск пресування вдвічі менший, ніж за способомла 68±10 кг/брикет. прототипом. Отже, енергетичні витрати на процес Для порівняння робили брикети за прототипресування при виробництві брикетів знижуються. пом. Аглодоменний шлам (90 % мас.) змішували з Для досягнення близьких значень міцності на композицією оксидів (10 % мас.), потім у суміш стиск для брикетів, отриманих за способомпонад 100 % вводили 10 % рідкого скла з густиною прототипом, потрібне термічне сушіння (тобто 1,35 г/см3. енергетичні витрати), тоді як для отриманих за Брикети з густиною 2,35-2,40 г/см3 одержали запропонованим способом досить добового вилепри тиску пресування 70-80 МПа. жування. Таблиця 1 № пп Сировин ний дрібняк 1 Відсів силікомар ганцю (SiMn) (-6 мм) 2 3 Аглодомен-ний шлам (0,5 мм). 4 Аглодоменний шлам (0,5 мм) Спосіб зміц нення брикетів 4,6-4,7 45-50 Вилежування протягом 1 доби. 4,45^,6 95-100 Термічне сушіння при 250°С 174 ±10 Необхідні 2,40-2,45 40-45 Вылежування протягом 1 доби. 68 ±10 Не потрібні Аглодоменний шлам - 2,35-2,40 90,0 Суміш оксидів алюмінію, натрію, кальцію і кремнію -10 (у т.ч. Аl2О3 - 1,5; Na2O - 2,0;CaO - 2,5;Si2O 4,0). Розчин рідкого скла -10 % понад 100 % твердої складової шихти. 70-80 Термічне сушіння при 250°С 80±10 Необхідні Склад брикетуємої шихти, мас. % За способом, що За прототипом заявляється Відсів силікомар ганцю (SiMn) (-6 мм) SiMn-94,0 СаО+Са(ОН)2 (вапняний пил) -0,5. Залізний купорос 2,0 б-процентний розчин натрієвих мил жирних кислот 3,5. SiMn-90,0 Суміш оксидів алюмінію, натрію, кальцію і кремнію - 10 (у т.ч. Аl2О3 - 1,5; Na2O 2,0;CaO - 2,5;Si2O 4,0). Розчин рідкого скла - 8 % понад 100 % твердої складової шихти. Аглодоменний шлам -89,6. СаО+Са(ОН)2 (вапняний . пил) -0,9. Залізний купорос 3,5 8-процентний розчин натрієвих мил жирних кислот 6,0. Міцність Енерге на стиск тичні зміц витрати нених на пробрикетів, цес зміц кг/брикет нення 245 ±10 Не потрібні Тиск пресування, МПа Густина брикетів, 3 г/см 7 76046 З вищесказаного видно, що використання способу виробництва брикетів, що заявляється, дозволяє вирішити поставлене завдання та одержати необхідний технічний результат. Джерела, прийняті до уваги при складанні заявки: Комп’ютерна верстка М. Клюкін 8 1. Заявка РФ № 2000103988, заяв. 21.02.2000 С22В 1/245, опубл. "Винаходи. Корисні моделі". 2001 р., № 32, с.86. 2. Патент РФ № 2055919, заяв. 16.12.93, С22В 1/245, опубл. "Винаходи. Корисні моделі". 1996 р., № 7, с.230. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for producing cakes
Автори англійськоюNoskov Valentyn Oleksandrovych, Maimur Borys Mykytovych, Petrenko Valentyna Ivanivna
Назва патенту російськоюСпособ производства брикетов
Автори російськоюНосков Валентин Александрович, Маймур Борис Никитич, Петренко Валентина Ивановна
МПК / Мітки
МПК: C22B 1/14
Мітки: спосіб, брикетів, виробництва
Код посилання
<a href="https://ua.patents.su/4-76046-sposib-virobnictva-briketiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва брикетів</a>
Спосіб виробництва кормових брикетів
Номер патенту: 33130
Опубліковано: 15.02.2001
Автори: Бакарджиєв Роман Олександрович, Кисельов Олексій Васильович
МПК: A01F 15/00
Мітки: брикетів, кормових, виробництва, спосіб
Текст:
...підвищеної щільності придатні для споживання тваринам. Новим в ньому є попереднє ущільнення брикету в радіальному напрямі зі створенням в ньому додаткової поверхні у вигляді осьового отвору, це дає змогу одержати брикети підвищеної щільності, що сприяс низьким втратам поживних речовин і робить їх придатними для згодовування тваринам, зниживши зусилля при їх споживанні. Поставлена задача досягається тим, що спосіб виробництва кормових...
Суміш для одержання вуглецевмісних брикетів для виробництва металів та сплавів
Номер патенту: 53081
Опубліковано: 15.01.2003
Автори: Єгоров Валерій Михайлович, Клименко Фелікс Костянтинович, Малий Євген Іванович
МПК: C22B 7/02, C22B 1/245
Мітки: виробництва, вуглецевмісних, брикетів, суміш, сплавів, металів, одержання
Формула / Реферат:
1. Суміш для одержання вуглецевмісних брикетів для виробництва металів та сплавів, що включає вуглецевмісний матеріал, сполучне і сировину, що містить оксиди металів, яка відрізняється тим, що вона містить як вуглецевмісний і сполучний матеріали відходи коксохімічного виробництва - фуси кам'яновугільні, а як сировину, що містить оксиди металів, - кварцит і/або хромітову руду в співвідношенні 1:4-8 при наступному співвідношенні компонентів,...
Спосіб виготовлення брикетів для виробництва хромистих феросплавів
Номер патенту: 51869
Опубліковано: 16.12.2002
Автори: Бичков Вячеслав Юрійович, Мухіна Людмила Володимирівна, Ільїн Володимир Васильович
МПК: C22B 1/243
Мітки: феросплавів, брикетів, виготовлення, хромистих, виробництва, спосіб
Формула / Реферат:
1. Спосіб виготовлення брикетів для виробництва хромистих феросплавів, що включає підготовку шляхом зволоження, старанного перемішування дрібнофракційної і порошкоподібної хромовмісної сировини, вуглецевого відновника неорганічного зв'язуючого, пресування і сушіння брикетів, який відрізняється тим, що як неорганічне зв'язуюче використовують рідке скло в кількості 8-19,5% від маси шихти і концентрат алюмінієвого шлаку в кількості 55-60% від...
Спосіб утилізації відходів коксохімічного виробництва для одержання паливних брикетів
Номер патенту: 64668
Опубліковано: 16.02.2004
Автори: Бакулін Василь Вікторович, Голощапов Сергій Миколайович, Колесников Ігор Володимирович, Тупак Михайло Глебович
МПК: C10L 5/00
Мітки: коксохімічного, брикетів, відходів, спосіб, утилізації, паливних, одержання, виробництва
Формула / Реферат:
Спосіб утилізації відходів коксохімічного виробництва для одержання паливних брикетів, що включає сушіння сировини, який містить вуглець, змішування зі зв'язуючим і подальше пресування, який відрізняється тим, що пресування здійснюють під тиском 100 МПа, при цьому використовують зв'язуюче з температурою 70-80 °С в кількості не більше 5-7% від маси сировини, яке брикетується, що включає кам'яновугільні фуси, кислу смолку і полімери бензольного...
Спосіб виготовлення залізовмісних брикетів на основі відходів металургійного виробництва
Номер патенту: 74458
Опубліковано: 15.12.2005
Автори: Шишняк Юрій Трохимович, Крівченко Юрій Сергійович, Банніков Юрій Григорович, Бичков Сергій Васильович, Степанов Максим Федотович
Мітки: виготовлення, основі, залізовмісних, виробництва, спосіб, відходів, металургійного, брикетів
Формула / Реферат:
1. Спосіб виготовлення залізовмісних брикетів на основі відходів металургійного виробництва, що включає підготування шихти для брикетів та сполучних добавок, їх змішування та пресування утвореної суміші з одночасним впливом на неї вібрацією, який відрізняється тим, що як відходи металургійного виробництва використовують окалиномасловмісні шлами вторинних відстійників прокатних цехів, які змішують з мийним розчином, промивають отриману суміш,...
Попередній патент: Імуноферментна тест-система для визначення вмісту інтерлейкіну-8 у сироватці крові
Наступний патент: Тепловий пожежний сповіщувач
Випадковий патент: Спосіб вирівнювання полеглих стебел