Спосіб формування зносостійкого покриття (варіанти)
Номер патенту: 84353
Опубліковано: 10.10.2008
Автори: Папіж Анатолій Миколайович, Новіков Микола Васильович, Тараненко Микола Васильович, Бондаренко Володимир Петрович, Ущаповський Юрій Павлович, Кінах Анатолій Кирилович, Півень Володимир Олександрович

Формула / Реферат
1. Спосіб формування зносостійкого покриття, який включає підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшим їх поданням, рівномірним розміщенням і закріпленням на електропровідній поверхні виробу, який відрізняється тим, що заздалегідь готують технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння сполучають зі штирем, інший кінець фіксують в затискачі під електрод зварювального апарата, за допомогою якого штир подають на електропровідну поверхню виробу з подальшим збудженням зварювальної дуги і її горінням до досягнення нероз'ємного з'єднання в контактній зоні штиря з виробом, по закінченні процесу закріплення штиря електродуговим зварюванням технологічний елемент звільняють від згаданого прикріпленого до поверхні виробу штиря з подальшим його неодноразовим використовуванням, при цьому площа поперечного перерізу штиря складає не більше 80 % від площі електропровідного покриття.
2. Спосіб формування зносостійкого покриття, який включає підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшим їх поданням, рівномірним розміщенням і закріпленням на електропровідній поверхні виробу, який відрізняється тим, що заздалегідь готують пакет із співвісно розміщених один за одним n штирів, зв'язаних між собою паянням, і технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння сполучають з останнім штирем пакета, інший кінець фіксують в тримачі під електрод зварювального апарата, за допомогою якого пакет з n штирів подають на електропровідну поверхню виробу з подальшим збудженням зварювальної дуги і її горінням до досягнення нероз'ємного з'єднання в контактній зоні першого штиря пакета з виробом, по закінченні процесу закріплення першого штиря пакета електродуговим зварюванням його звільняють від наступного штиря шляхом відведення зварювального апарата з пакетом штирів, що залишилися, на подальшу ділянку покриття, після закріплення останнього штиря пакета його звільняють від технологічного елемента, який в подальшому неодноразово використовують, при цьому площа поперечного перерізу штирів складає не більше 80 % від площі електропровідного покриття.
3. Спосіб формування зносостійкого покриття за п. 1 або 2, який відрізняється тим, що збудження зварювальної дуги здійснюють струмом, величина якого складає 850-950 А, а час горіння дуги становить 450-550 мсек при товщині виробу не менше 5 товщин штиря (h) і діаметрі штиря не більше (2-5) h штиря.
Текст
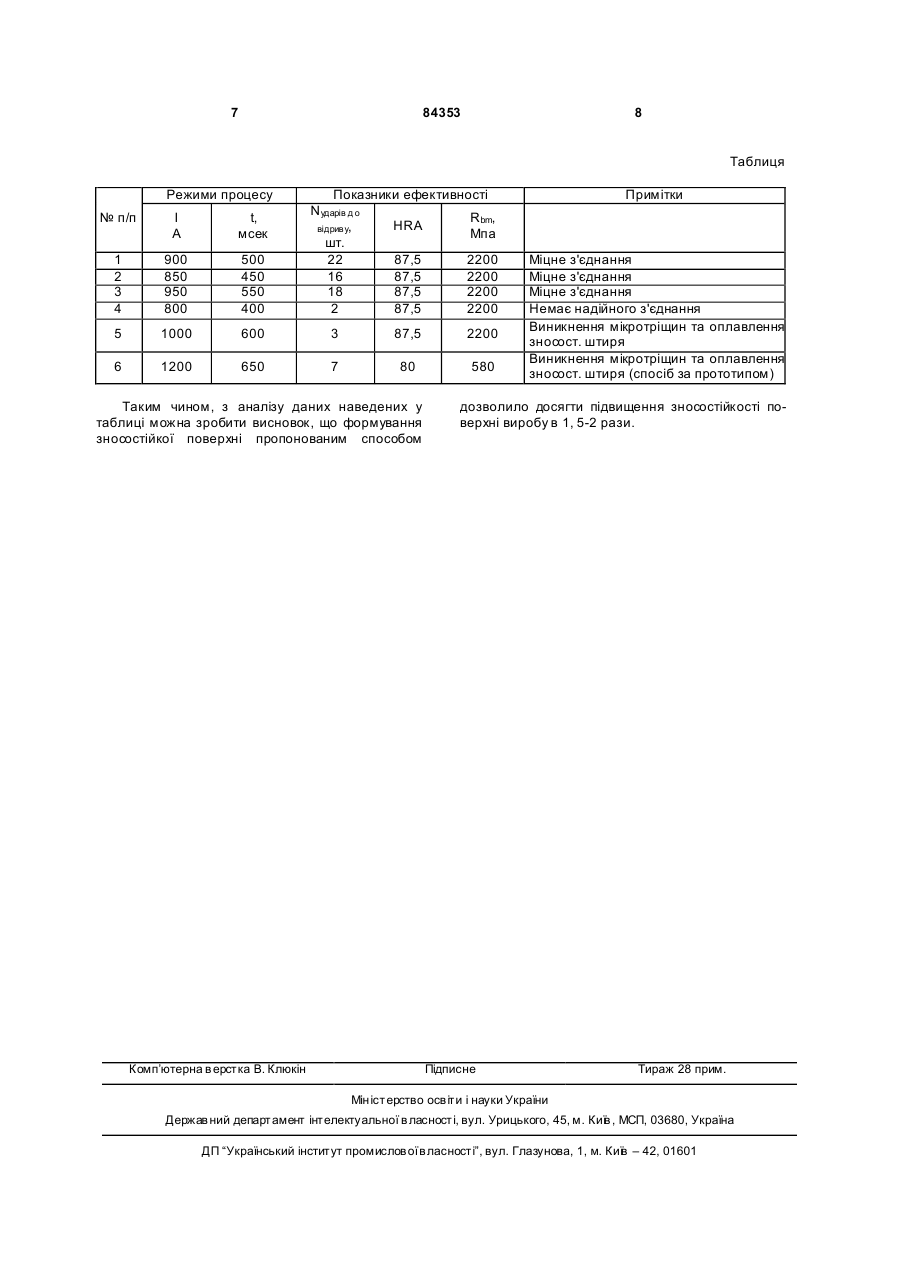
1. Спосіб формування зносостійкого покриття, який включає підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшим їх поданням, рівномірним розміщенням і закріпленням на електропровідній поверхні виробу, який відрізняє ться тим, що заздалегідь готують технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння сполучають зі штирем, інший кінець фіксують в затискачі під електрод зварювального апарата, за допомогою якого штир подають на електропровідну поверхню виробу з подальшим збудженням зварювальної дуги і її горінням до досягнення нероз'ємного з'єднання в контактній зоні штиря з виробом, по закінченні процесу закріплення штиря електродуговим зварюванням технологічний елемент звільняють від згаданого прикріпленого до поверхні виробу штиря з подальшим його неодноразовим використовуванням, при цьому площа поперечного перерізу C2 2 UA 1 3 84353 кації 20.05.95], включаючий підготовку засобів для формування покриття з електропровідного зносостійкого сплаву з подальшою його подачею і закріпленням на електропровідній поверхні виробу. На відміну від способу, що заявляється, як засіб для формування покриття використовують наплавлювальний матеріал, який попереднє спікають в стрічку потім приварюють її до поверхні деталі регульованими імпульсами струму, точками, що перекриваються. Пористість стрічки складає 8-37%. Може використовуватися декілька шарів стрічок з різною пористістю і різним складом. Зона приварювання може охолоджуватися рідиною або газом. Найближчим аналогом до способу формування зносостійкого покриття за сукупністю ознак і очікуваному технічному результату є спосіб за [патентом RU №2234382 С2, МПК 7 B05D5/08, В05В7/18, дата публікації 2004.08.20], включаючий підготовку однотипних зносостійких електропровідних штирів з подальшою їх подачею і рівномірним розміщенням і закріпленням на електропровідній поверхні виробу. На відміну від винаходу, що заявляється, штирі з електропровідного матеріалу, рівномірно закріплюють на поверхні деталі перед запиленням алюмінієвого шару, тобто закріплюють за допомогою розплавленого алюмінієвого шару з подальшим його мікродуговим оксидуванням. Загальним недоліком приведених способів є відносно низька твердість і зносостійкість формованих покриттів. Твердість покриттів, одержаних даними способами, не перевищує 43 HRC, і їх не можна використовувати для зміцненнявідновлення деталей, що працюють у контакті з абразивом або з агресивними абразивновмістними середовищами, при сухому терті і високих швидкостях ковзання, наприклад, у контакті з гірською породою. Крім того, приведені способи відрізняються трудомісткістю, низькою оперативністю виконання технологічних операцій, що не виправдовують експлуатаційні властивості покриття. У основу винаходу поставлена задача удосконалити спосіб формування зносостійкого покриття, шляхом виключення операцій і нової послідовності між ними з використанням нових засобів, забезпечити нову форму та структуру покриття і, за рахунок цього, підвищити її зносостійкість і поліпшити її експлуатаційні властивості при роботі в трібоспряженнях в умовах сухого тертя і в абразивновмістних агресивних середовища х. Поставлена задача вирішена тим, що в способі формування зносостійкого покриття, включаючому підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшою їх подачею і рівномірним розміщенням і закріпленням на електропровідній поверхні виробу, згідно винаходу, заздалегідь, готують технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння сполучають з штирем, інший кінець фіксують в затискачі під електрод зварювального апарату, за допомогою якого штир подають на електропровідну поверхню виробу, з подальшим збудженням зварювальної дуги і її горінням до досягнення нероз'ємного з'єднання в контактній 4 зоні штиря з виробом, по закінченню процесу закріплення штиря електродуговою зваркою, технологічний елемент звільняють від згаданого сполучення з закріпленим до виробу, штиря з подальшим його неодноразовим використовуванням, при цьому площа поперечного перетину штирів складає не більш 80% від площі електропровідного покриття. Поставлена задача вирішена тим, що в способі формування зносостійкого покриття, включаючому підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшою їх подачею і рівномірним розміщенням і закріпленням на електропровідній поверхні виробу, згідно винаходу, заздалегідь, готують пакет із співісно розміщених один за одним n-штирів, зв'язаних між собою пайкою і технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння сполучають з останнім штирем пакету, інший кінець фіксують в затискачі під електрод зварювального апарату, за допомогою якого пакет з nштирів подають на електропровідну поверхню виробу з подальшим збудженням зварювальної дуги і її горінням до досягнення нероз'ємного з'єднання в контактній зоні першого штиря пакет з виробом, по закінченню процесу закріплення першого штиря пакету зваркою електродуги його звільняють від наступного штиря шляхом відведення зварювального апарату, з пакетом штирів, що залишилися, на подальшу ділянку покриття, а останній закріплений штир пакет , звільняють від технологічного елементу з подальшим його неодноразовим використовуванням, при цьому площа поперечного перетину штирів складає не більш 80% від площі електропровідного покриття. При цьому збудження зварювальної дуги здійснюють струмом, величина якого, складає 850950А, а час горіння дуги узята 450-550мсек при товщині виробу не менше 5 товщин штиря (h) і діаметра штиря не більше (2- 5) h штирів. З'єднання за допомогою штиря тобто засобу для формування поверхні, з технологічним елементом у вигляді стрижня, який закріплений в затискачі, наприклад, замковому з'єднанні під електрод зварювального апарату дозволило здійснювати подачу і розміщення штирів на поверхні електропровідного виробу і безпосередньо подачу електроенергії для збудження зварювальної дуги між елементами, «штир-виріб», що скріпляються. Цим досягається оперативність і ефективність способу формування зносостійкого покриття. З'єднання технологічного елементу з штирем за допомогою пайки, забезпечило руйнування з'єднання на момент закінчення процесу електродугового зварення елементів «штир-виріб», що дозволило легко звільнити технологічний елемент або подальший штир від закріпленого до поверхні виробу штиря і повторно використати в наступних технологічних процесах при формуванні покриття. Формуванням так званої «штирьової поверхні», де як елементи покриття використовують стрижні із зносостійкого сплаву досягнуто підвищення твердості, зносостійкості і поліпшення експлуатаційних властивостей при роботі в трібосп 5 84353 ряженнях в умовах сухо го тертя і в абразивовмістних агресивних середовищах. Виконання пакета із співісно розміщених один за одним п- штирів, сполучених між собою паянням, дозволило значно підвищити продуктивність способу формування покриття. Граничні параметри співвідношення площі поперечного перетину штирів узяте не більш 80% від площі електропровідного покриття встановлено експериментально. Експерименти проводилися на гірничому обладнанні, робочі органи яких мали покриття згідно способу, що заявляється. В процесі експлуатації даного гірничого обладнання було виявлено, що при площі поперечного перетину штирів узяте не більш 80% від площі електропровідного покриття, забезпечуються якнайкраща зносостійкість і умови самофутерівки поверхні виробу в проміжках між штирями, частинками гірської породи, що також сприяє поліпшенню експлуатаційних властивостей покриття. При площі поперечного перетину штирів узяте більше 80% від площі електропровідного покриття зносостійкість погіршується, самофутерівка частинками гірської маси не досягається. Це обумовлено тим, що відстань між штирями настільки велика, при якому створюються умови вільного витікання матеріалу між штирями, що приводить до стирання і зносу поверхні виробу. Приклад виконання способу формування зносостійкого покриття по п.1 формули винаходу. Заздалегідь готують однотипні штирі із зносостійкого електропровідного сплаву, наприклад у вигляді дисків товщиною 3мм і діаметром 15мм. Готують те хнологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння сполучають з штирем, інший кінець фіксують в замковому з'єднанні під електрод зварювального апарату. Залежно від товщини і діаметру диска із зносостійкого електропровідного сплаву задають величину зварювального струму і час горіння зварювальної дуги. Готують поверхню електропровідної поверхні виробу відомими методами механічної обробки. Потім штир подають на електропровідну поверхню виробу і розміщують на визначеному за допомогою шаблону місці з подальшим його притисненням і збудженням зварювальної дуги. По закінченню часу горіння дуги зварювальний апарат легко відводять від закріпленого до виробу штиря разом з технологічним елементом, унаслідок того, що з'єднання паянням в процесі зварки руйнується. На цьому процес закріплення штиря завершується. Подальші штирі подають на поверхню виробу і закріплюють їх на ній аналогічним чином. При цьому рівномірне їх розміщення і відстань межу ними забезпечується шаблоном, в якому заздалегідь розраховують кількість штирів на одиницю площі покриття, при якому дотримується задане співвідношення, де площа поперечного перетину штирів складає 80% від площі зносостійкого покриття. Приклад виконання способу формування зносостійкого покриття по п.2 формули винаходу. 6 Заздалегідь готують однотипні штирі із зносостійкого електропровідного сплаву, наприклад у вигляді дисків завтовшки 3мм і діаметром 15мм. Потім готують пакет із співісно розміщених один за одним n-штирів, наприклад у вигляді дисків зв'язаних між собою паянням. Готують технологічний елемент у вигляді стрижня. Далі один кінець технологічного елементу за допомогою паяння сполучають з останнім штирем пакету, інший кінець фіксують в замковому з'єднанні під електрод зварювального апарату, за допомогою якого пакет з п- штирів подають на електропровідну поверхню виробу. Залежно від товщини і діаметру диска із зносостійкого електропровідного сплаву задають величину зварювального струму і час горіння зварювальної дуги. Готують поверхню електропровідної поверхні виробу відомими методами механічної обробки. Потім пакет з n-штирів за допомогою зварювального апарату подають на електропровідну поверхню виробу і розміщують його на, визначеному за допомогою шаблону, місці з подальшим його притисненням і збудженням зварювальної дуги. По закінченню процесу закріплення першого штиря пакету зваркою електродуги його звільняють від подальшого штиря шля хом відведення зварювального апарату з пакетом штирів, що залишилися, на подальшу ділянку покриття. Процес закріплення подальшого штиря повторюється. При цьому після закріплення останнього штиря пакету його звільняють від технологічного елементу з подальшим його неодноразовим використовуванням. Рівномірне розміщення і відстань межу штирями забезпечується шаблоном, в якому заздалегідь розраховують кількість штирів на одиницю площі покриття, при якому витримується задане співвідношення, де площа поперечного перетину штирів складає 80% від площі зносостійкого покриття. У прикладах 1, 2 виконання способу збудження зварювальної дуги здійснюють струмом величина якого складає 850-950А, а час горіння дуги узята 450-550мсек при товщині виробу не менше 5 товщин штиря (h) і діаметр* штиря не більше (2- 5) h штирів. Граничні параметри режиму приварювання штирів із згаданими параметрами до поверхні виробу встановлені експериментально. Результатами експериментів встановлено, що при величині зварювального струму і часу горіння дуги ви ще встановлених значень спостерігається надмірне збільшення зони зварного шва „тобто нероз'ємного з'єднання, то спричиняє за собою утворення в штирях мікротріщин. Це приводить до зниження їх зносостійкості і погіршенню якості покриття. При величині зварювального струму і часу горіння дуги менше встановлених значень якість нероз'ємного з'єднання штиря з поверхнею виробу погіршується, унаслідок зменшення зони зварного шва. Дані результатів досліджень у лабораторних і виробничих умовах зведено в таблицю. 7 84353 8 Таблиця Режими процесу Показники ефективності Nударів д о Rbm, HRA відриву, Мпа шт. 22 87,5 2200 16 87,5 2200 18 87,5 2200 2 87,5 2200 № п/п І А t, мсек 1 2 3 4 900 850 950 800 500 450 550 400 5 1000 600 3 87,5 2200 6 1200 650 7 80 580 Таким чином, з аналізу даних наведених у таблиці можна зробити висновок, що формування зносостійкої поверхні пропонованим способом Комп’ютерна в ерстка В. Клюкін Примітки Міцне з'єднання Міцне з'єднання Міцне з'єднання Немає надійного з'єднання Виникнення мікротріщин та оплавлення зносост. штиря Виникнення мікротріщин та оплавлення зносост. штиря (спосіб за прототипом) дозволило досягти підвищення зносостійкості поверхні виробу в 1, 5-2 рази. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of formation of wear-resistant coating (embodiments)
Автори англійськоюKinakh Anatolii Kyrylovych, Piven Volodymyr Oleksandrovych, Novikov Mykola Vasyliovych, Bondarenko Volodymyr Petrovych, Taranenko Mykola Vasyliovych, Papizh Anatolii Mykolaiovych, Uschapovskyi Yurii Pavlovych
Назва патенту російськоюСпособ формирования износостойкого покрытия (варианты)
Автори російськоюКинах Анатолий Кириллович, Пивень Владимир Александрович, Новиков Николай Васильевич, Бондаренко Владимир Петрович, Тараненко Николай Васильевич, Папиж Анатолий Николаевич, Ущаповский Юрий Павлович
МПК / Мітки
Мітки: покриття, зносостійкого, варіанти, спосіб, формування
Код посилання
<a href="https://ua.patents.su/4-84353-sposib-formuvannya-znosostijjkogo-pokrittya-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування зносостійкого покриття (варіанти)</a>
Спосіб формування зносостійкого покриття

Номер патенту: 23230
Опубліковано: 10.05.2007
Автори: Папіж Анатолій Миколайович, Новіков Микола Васильович, Тараненко Микола Васильович, Кінах Анатолій Кирилович, Ущаповський Юрій Павлович, Півень Володимир Олександрович, Бондаренко Володимир Петрович
Мітки: покриття, спосіб, зносостійкого, формування
Формула / Реферат:
1. Спосіб формування зносостійкого покриття, що включає підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшою їх подачею і рівномірним розміщенням та закріпленням на електропровідній поверхні виробу, який відрізняється тим, що заздалегідь готують пакет з співвісно розміщених один за одним n-штирів, зв'язаних між собою паянням, і технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння...
Спосіб формування зносостійкого покриття
Номер патенту: 23231
Опубліковано: 10.05.2007
Автори: Тараненко Микола Васильович, Ущаповський Юрій Павлович, Кінах Анатолій Кирилович, Папіж Анатолій Миколайович, Новіков Микола Васильович, Бондаренко Володимир Петрович, Півень Володимир Олександрович
Мітки: спосіб, зносостійкого, формування, покриття
Формула / Реферат:
1. Спосіб формування зносостійкого покриття, що включає підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшою їх подачею і рівномірним розміщенням та закріпленням на електропровідній поверхні виробу, який відрізняється тим, що заздалегідь готують технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння сполучають з штирем, інший кінець фіксують в замковому з'єднанні під електрод зварювального...
Спосіб формування зносостійкого покриття на поверхні виробу з конструкційної сталі
Номер патенту: 7454
Опубліковано: 15.06.2005
Автори: Золотухін Олександр Віталійович, Насов Ілія, Золотухін Олександр Олександрович
МПК: C23C 14/48, C23C 14/06
Мітки: покриття, формування, сталі, виробу, поверхні, конструкційної, зносостійкого, спосіб
Формула / Реферат:
Спосіб формування зносостійкого покриття на поверхні виробу з конструкційної сталі, що включає очищення поверхні виробу і іонно-плазмове азотування в середовищі реактивного газу - азоту, який відрізняється тим, що перед іонно-плазмовим азотуванням проводять іонно-плазмове покриття поверхні виробу моно- або мультикомпозиційним шаром чистих нітридоутворюючих металів, при цьому на виріб подають напругу змінного або постійного струму негативним...
Спосіб формування зносостійкого покриття
Номер патенту: 77613
Опубліковано: 15.12.2006
Автори: Золотухін Олександр Віталієвич, Золотухін Олександр Олександрович, Посвятенко Едуард Карпович, Дмитрієв Микола Миколаєвич, Мустяца Олег Никифорович
МПК: C23C 14/48, C23C 14/06
Мітки: зносостійкого, формування, спосіб, покриття
Формула / Реферат:
Спосіб формування зносостійкого покриття на поверхні виробів з конструкційної сталі, який включає їх завантаження у вакуумну камеру, її вакуумування до тиску приблизно 2·10-2 Па, нагрів виробів у вакуумі до температури 200-250°С протягом 10-15 хв., потім проводять плазмову очистку і активацію поверхні виробів у суміші газів: водню (Н2), аргону (Аr) та азоту (N2) у співвідношенні 3Н2:Аr:N2 при одночасному накладанні на вироби напруги змінного...
Спосіб формування зносостійкого покриття на поверхні виробу з конструкційної сталі
Номер патенту: 74749
Опубліковано: 16.01.2006
Автори: Золотухін Олександр Віталійович, Золотухін Олександр Олександрович, Насов Ілія
МПК: C23C 14/06, C23C 14/48
Мітки: конструкційної, покриття, зносостійкого, виробу, поверхні, сталі, спосіб, формування
Формула / Реферат:
Спосіб формування зносостійкого покриття на поверхні виробу з конструкційної сталі, що включає очищення поверхні виробу і іонно-плазмове азотування в середовищі реактивного газу - азоту, який відрізняється тим, що перед іонно-плазмовим азотуванням проводять іонно-плазмове покриття поверхні виробу моно- або мультикомпозиційним шаром чистих нітридоутворюючих металів, при цьому на виріб подають напругу змінного або постійного струму негативним...
Попередній патент: Спосіб очищення пухо-перового матеріалу у повітряному потоці
Наступний патент: Пристрій для сушіння сипучих діелектричних матеріалів
Випадковий патент: Пристрій для передачі енергії тиску від одного потоку плинного середовища до другого