Плавильна піч для одержання металу
Номер патенту: 109304
Опубліковано: 10.08.2015
Автори: Шіракі Такеші, Ямамото Норіо, Танака Хісамуне, Ода Такаші

Формула / Реферат
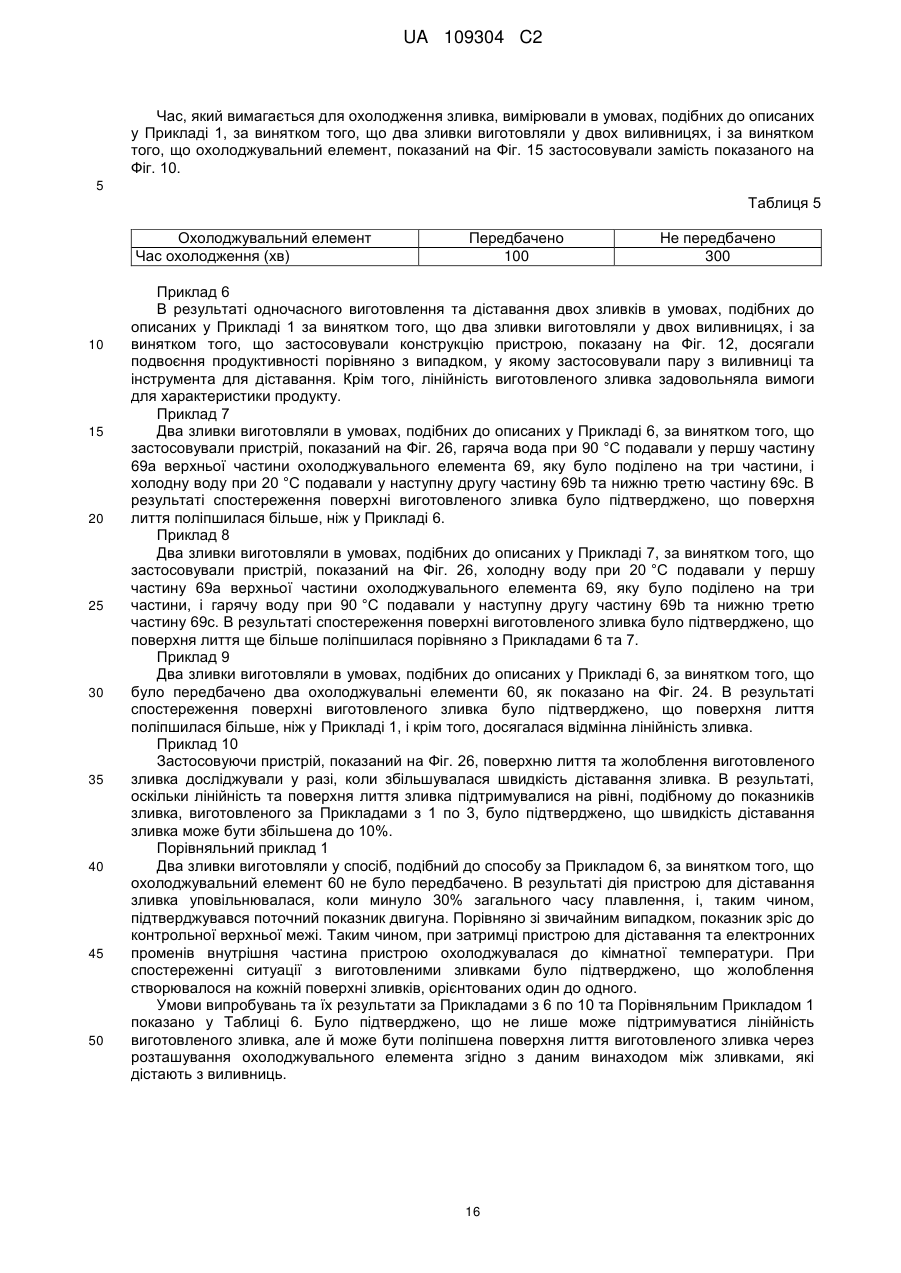
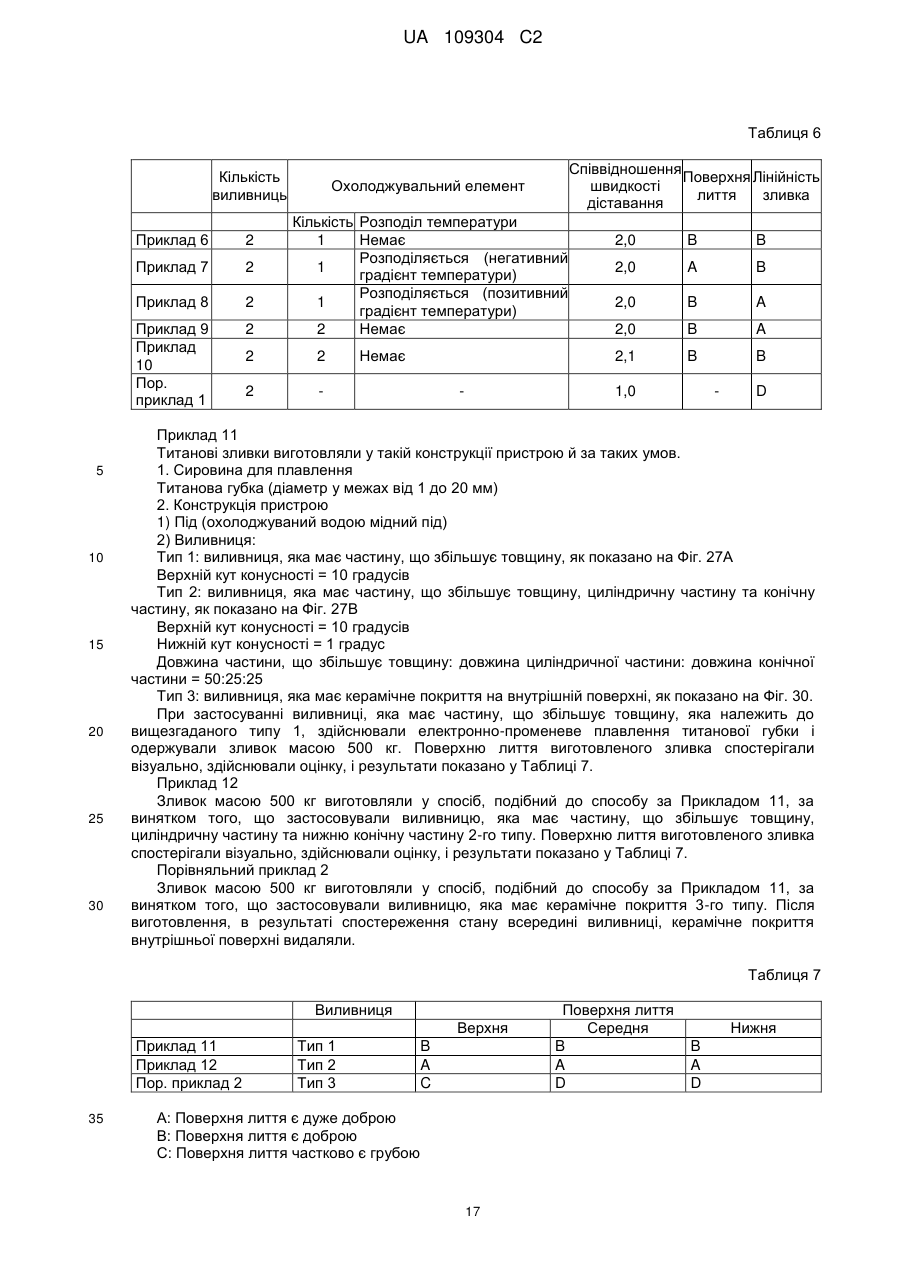
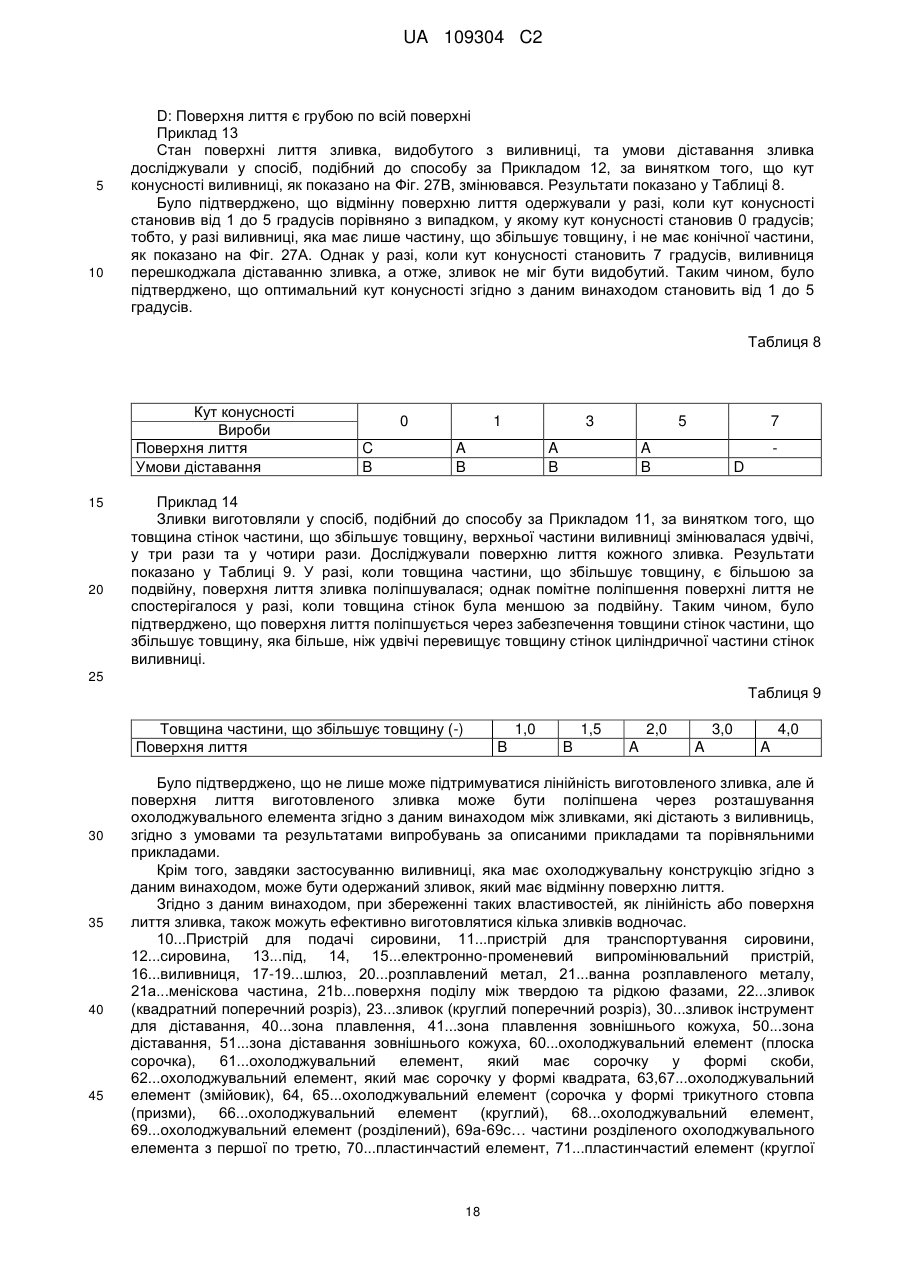
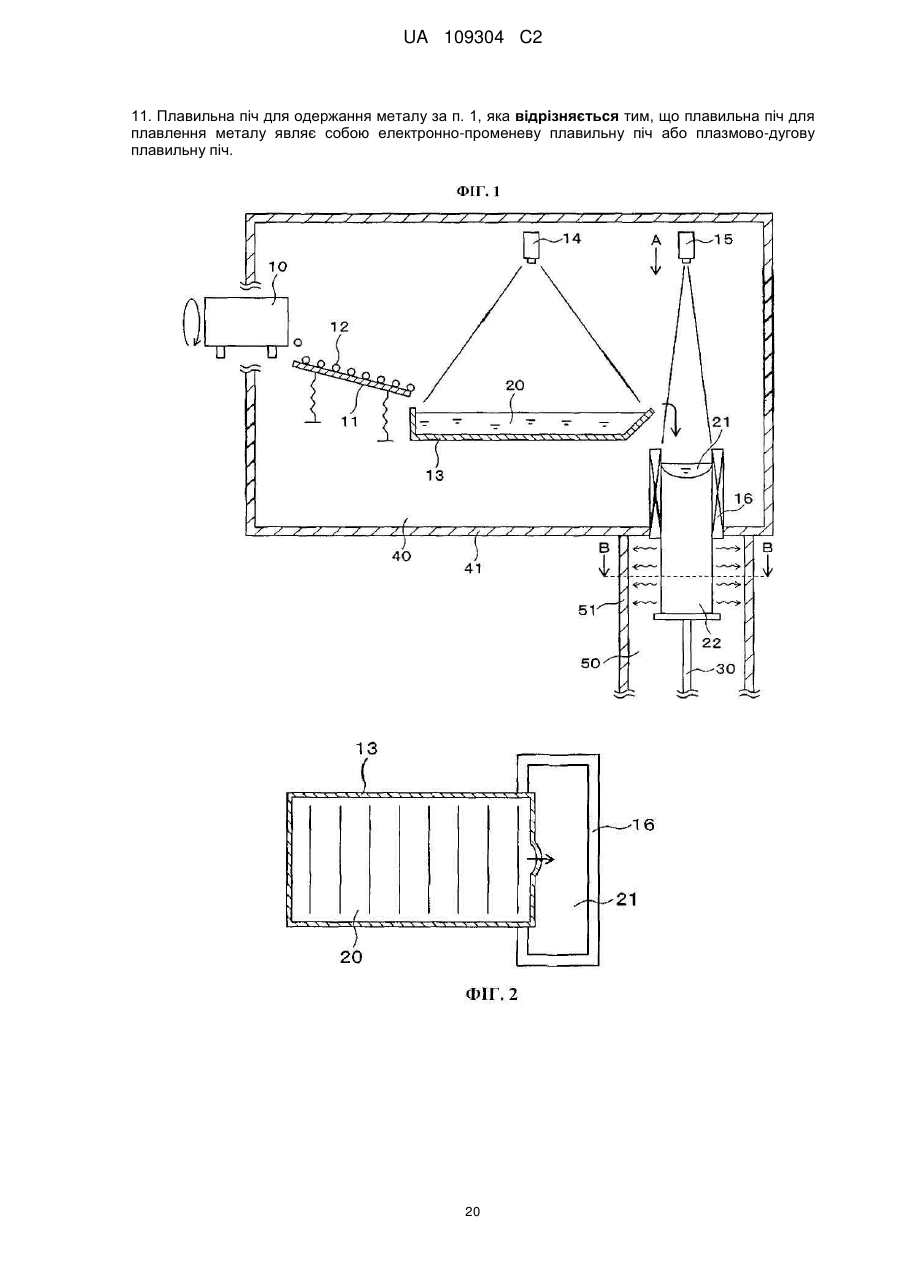
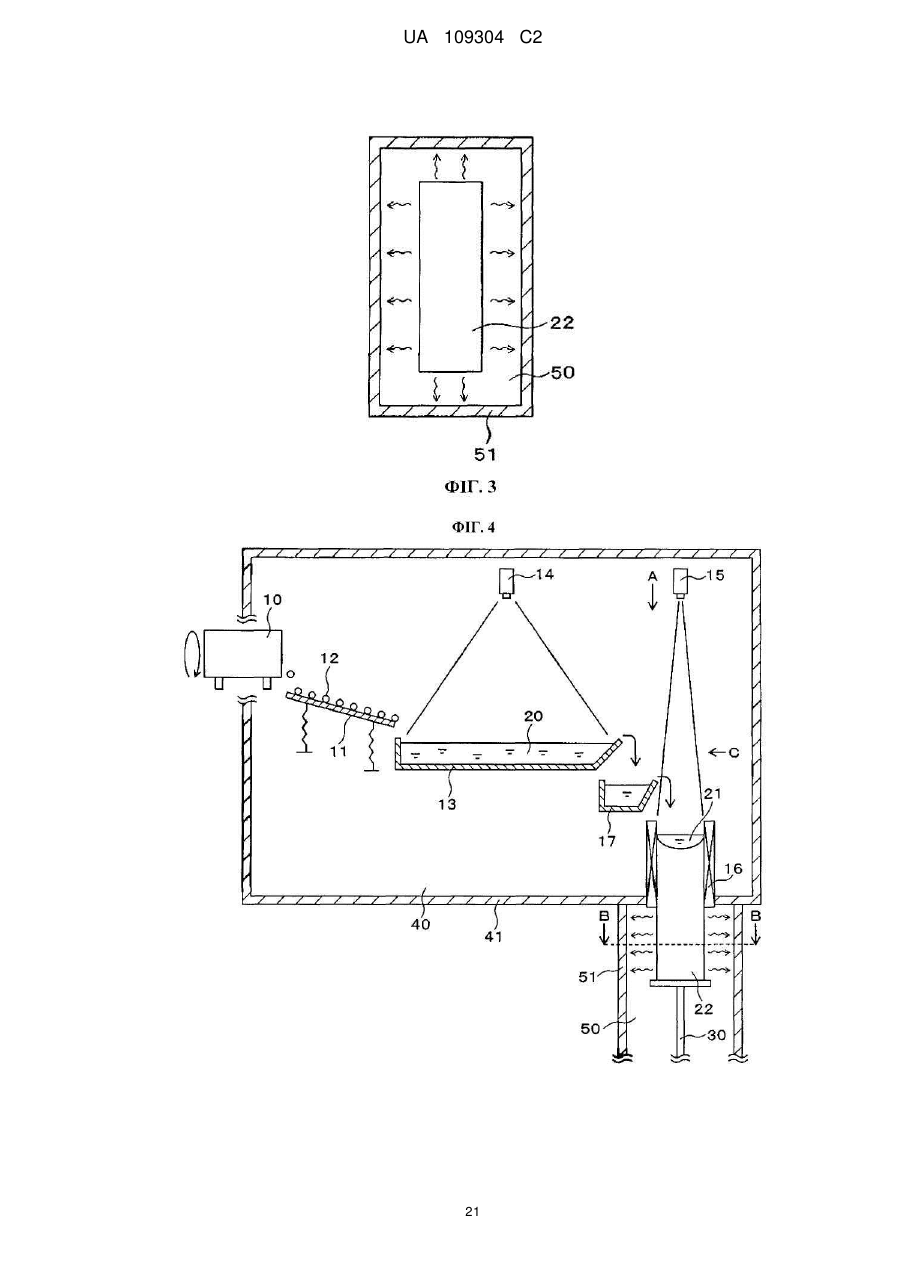
1. Плавильна піч для одержання металу, яка включає:
під для тримання розплавленого металу, утвореного шляхом плавлення сировини,
виливницю, в яку виливають розплавлений метал,
інструмент для діставання охолодженого і затвердлого зливка донизу, що передбачений під виливницею,
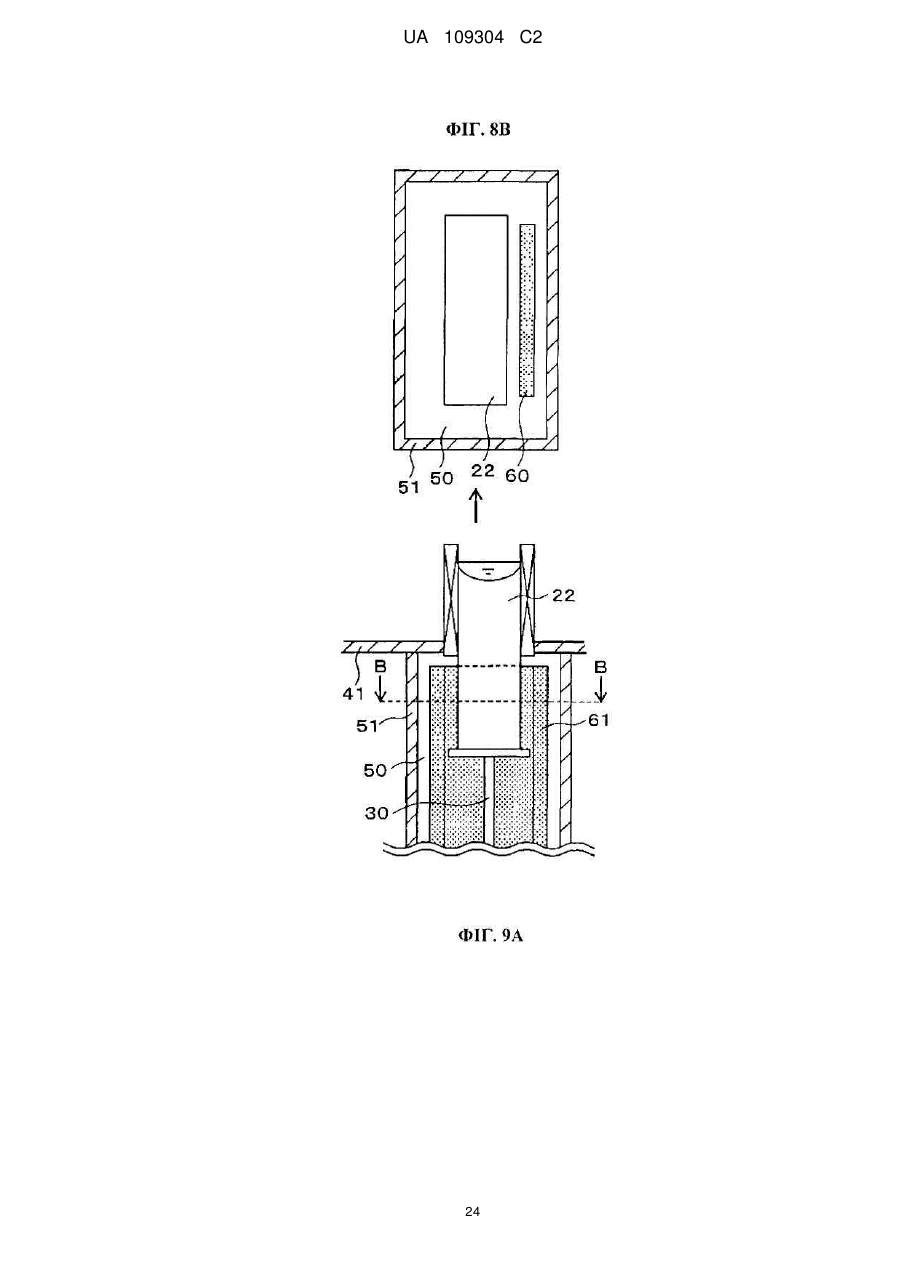
охолоджувальний елемент для охолодження витягнутого з виливниці зливка та
зовнішній кожух для тримання поду, виливниці, інструмента для діставання та охолоджувального елемента ізольованими від повітря,
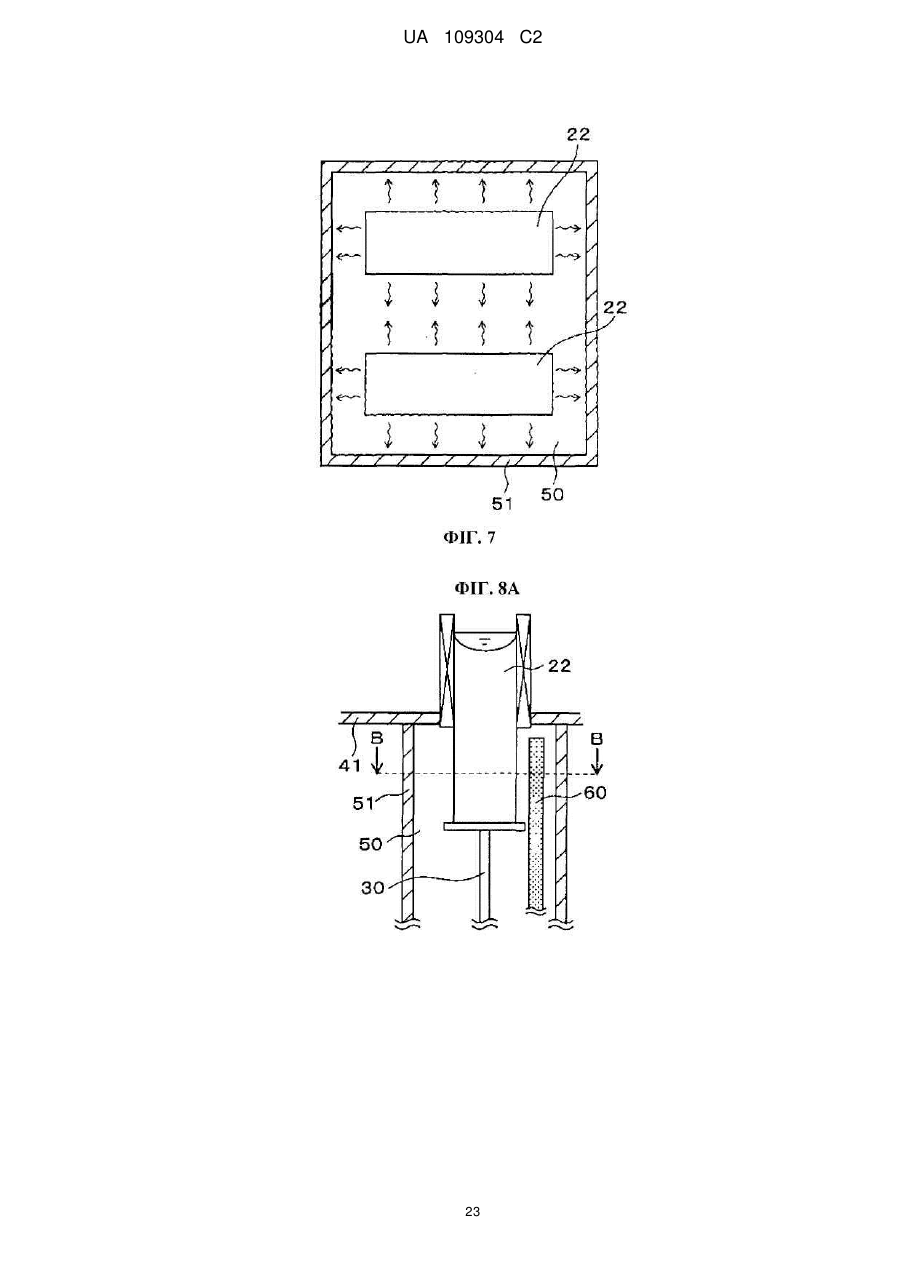
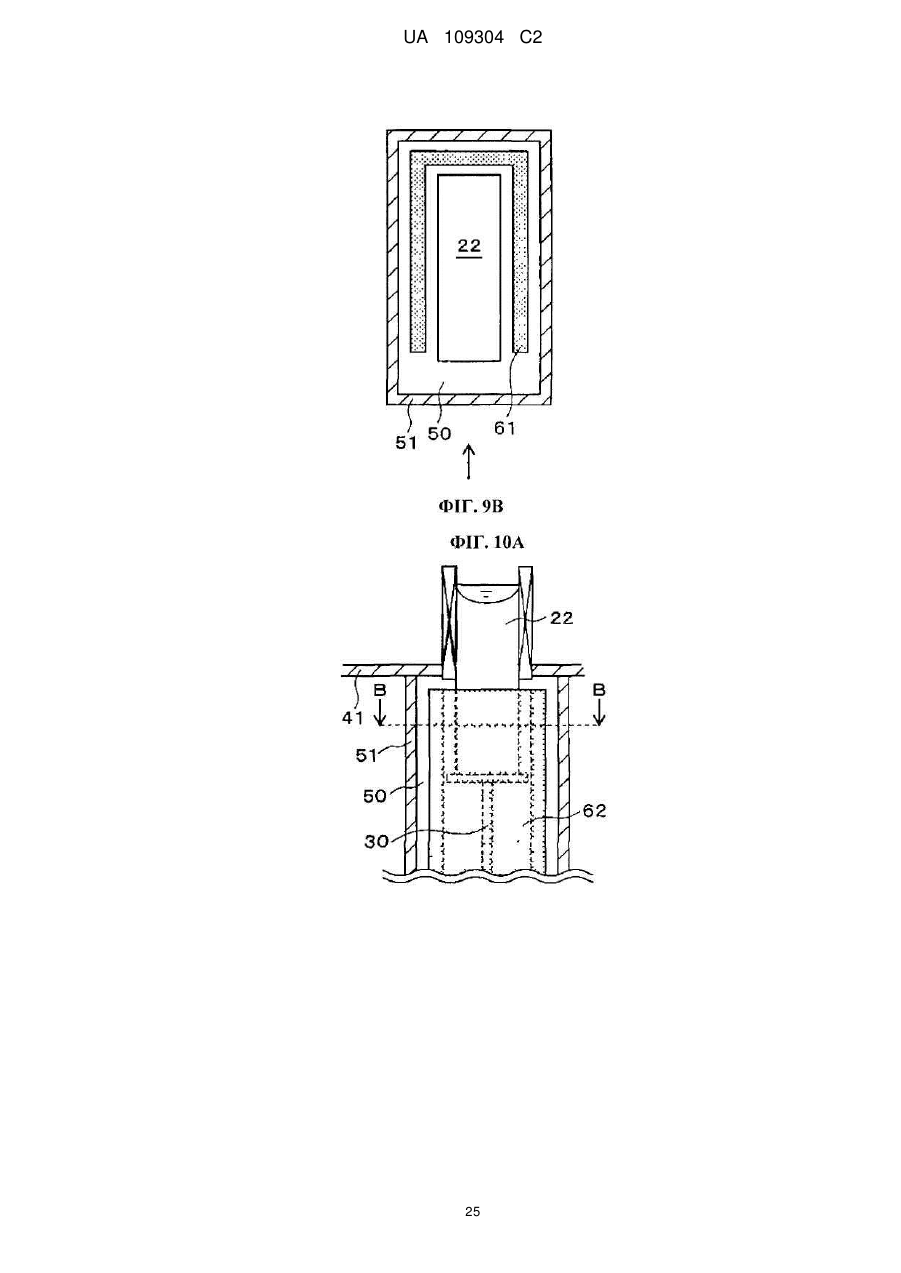
причому охолоджувальний елемент розміщено між зовнішнім кожухом і зливком та простягається вздовж напрямку діставання зливка з певним зазором з поверхнею зливка.
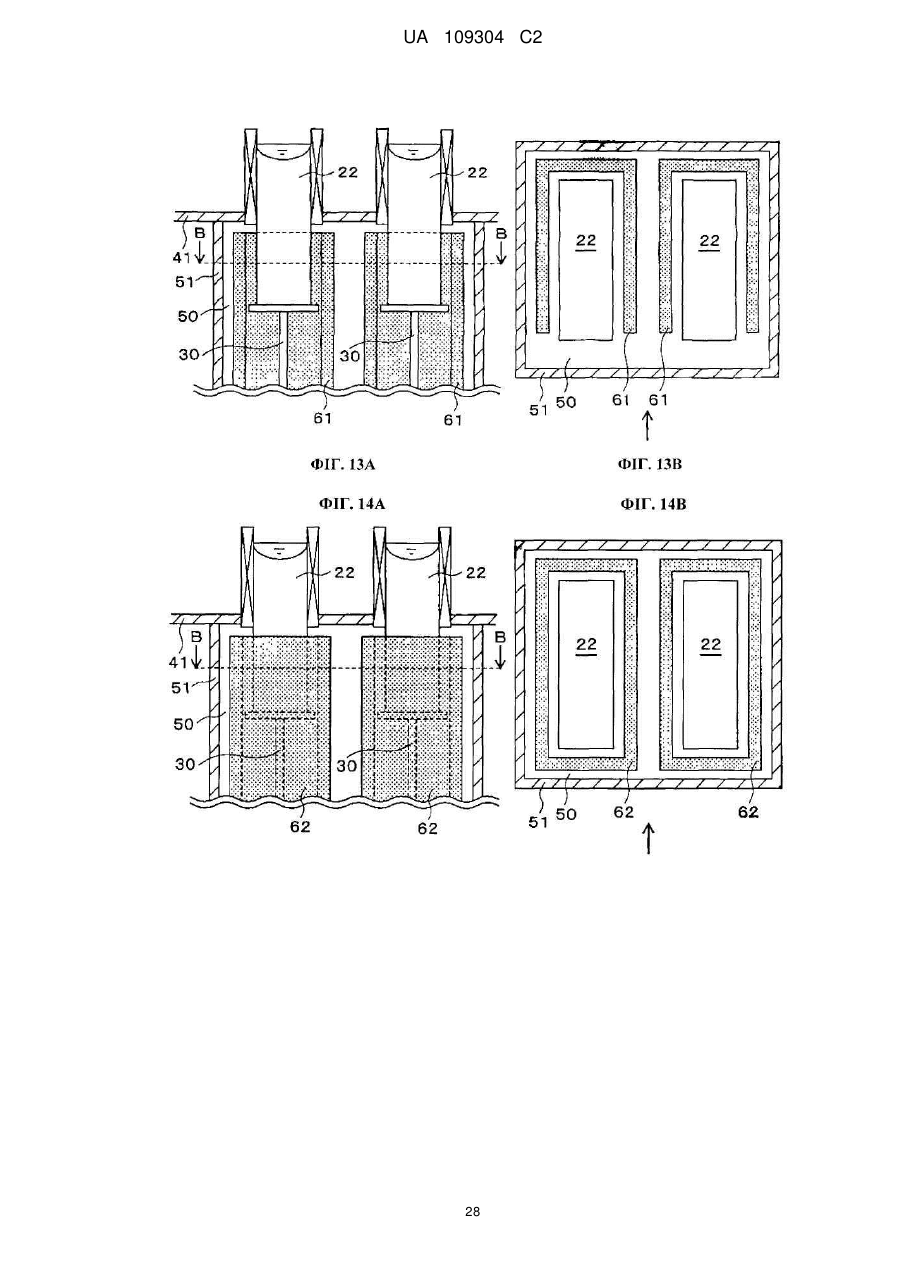
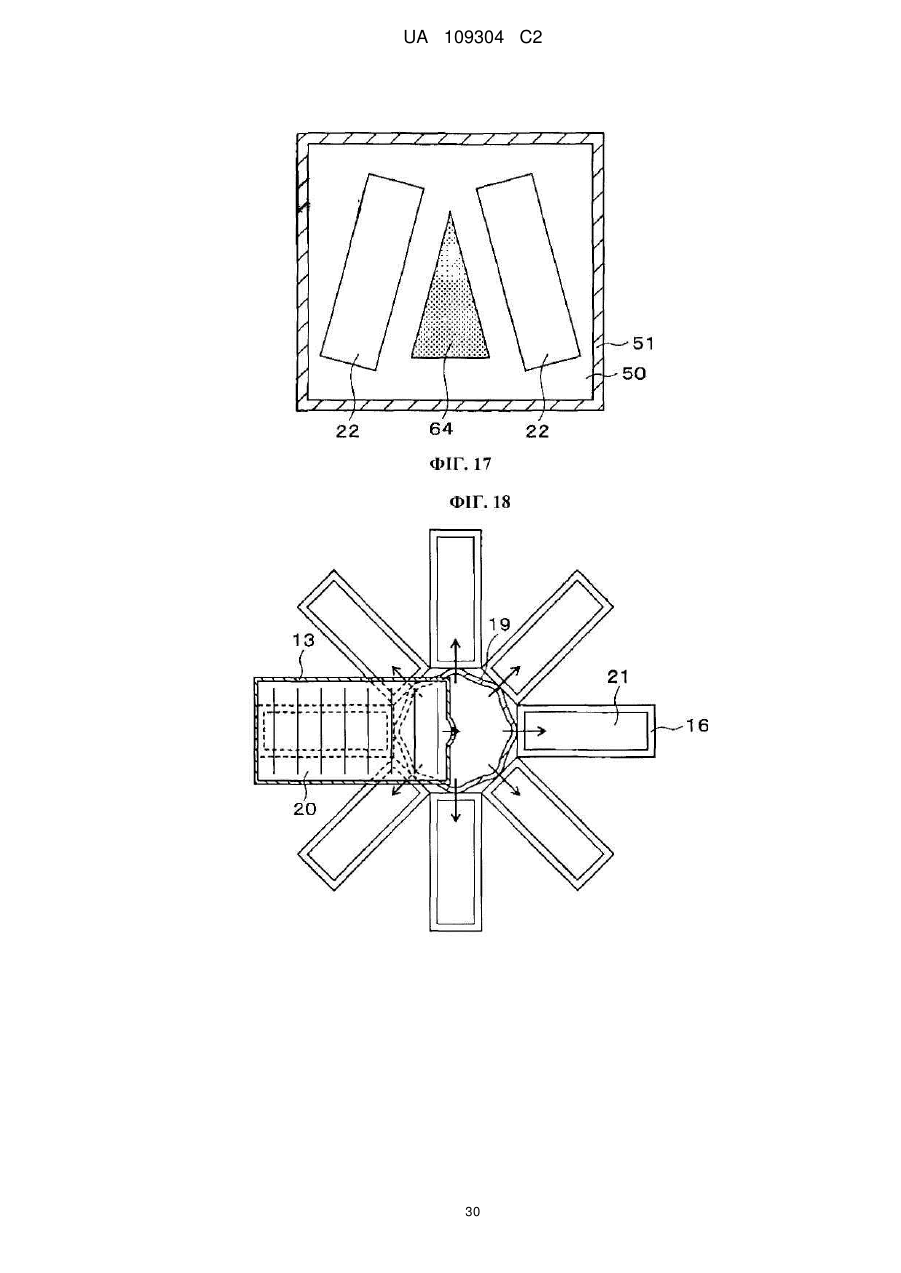
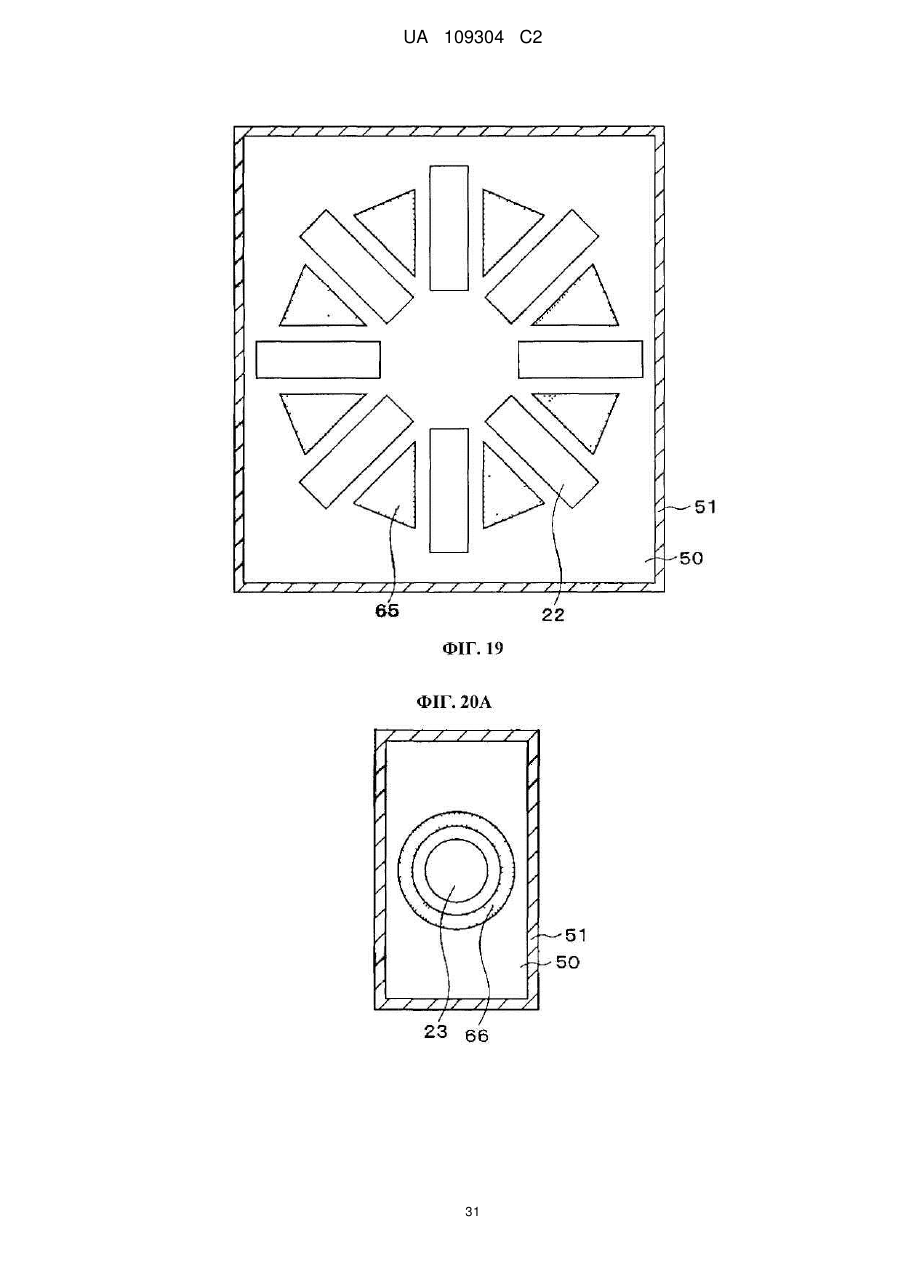
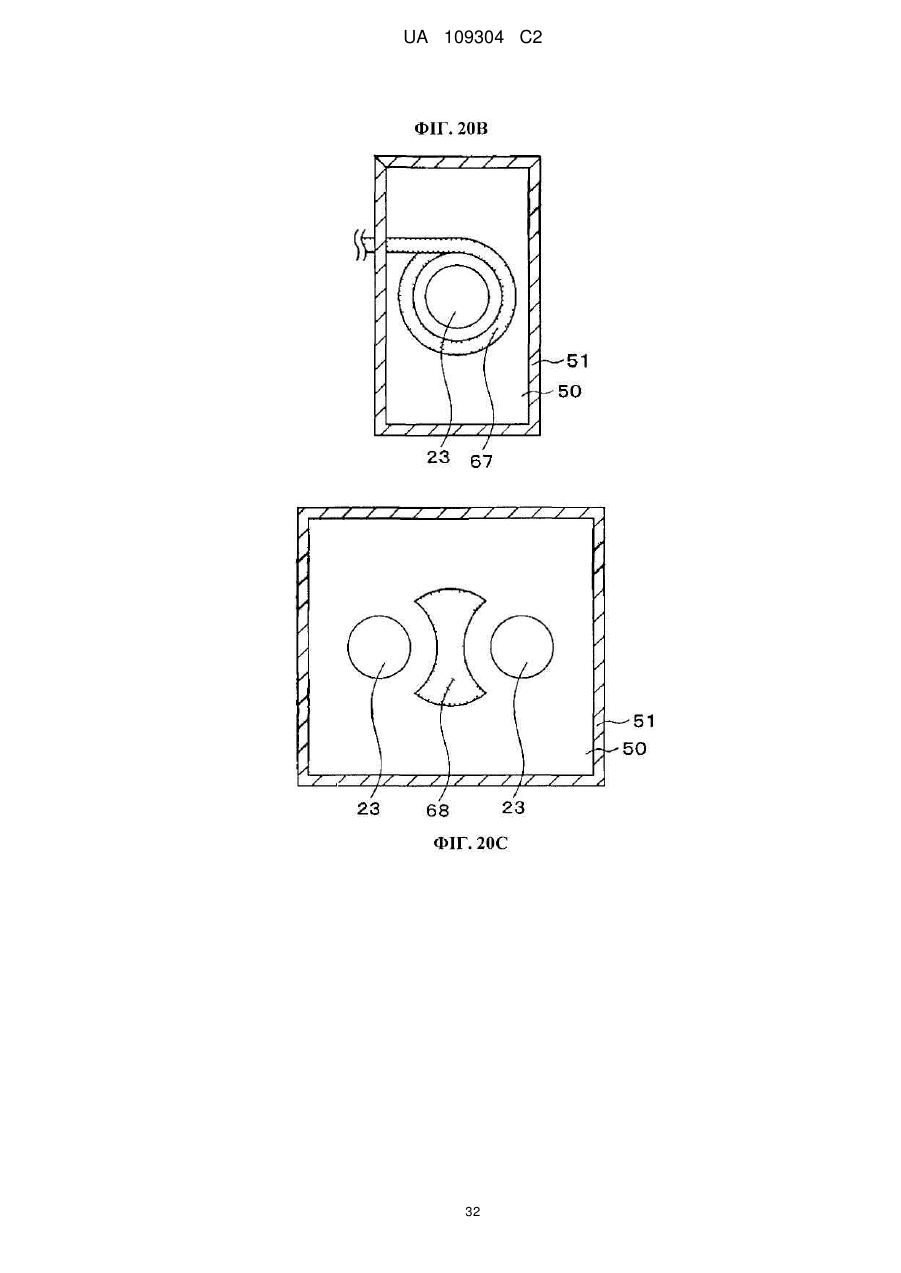
2. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що охолоджувальний елемент оточує всю окружність або частину окружності зливка, якщо дивитись у поперечному розрізі перпендикулярно напрямкові діставання зливка.
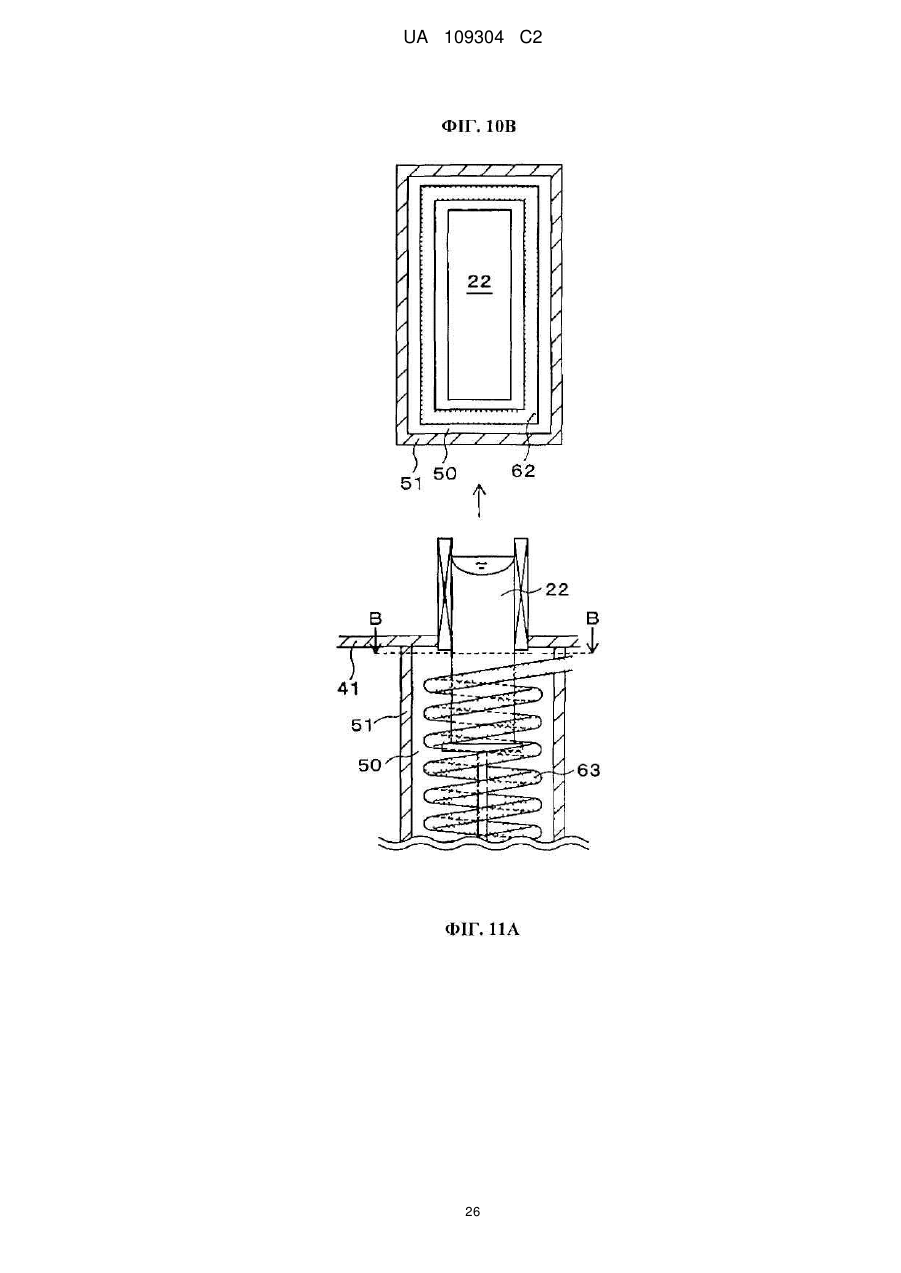
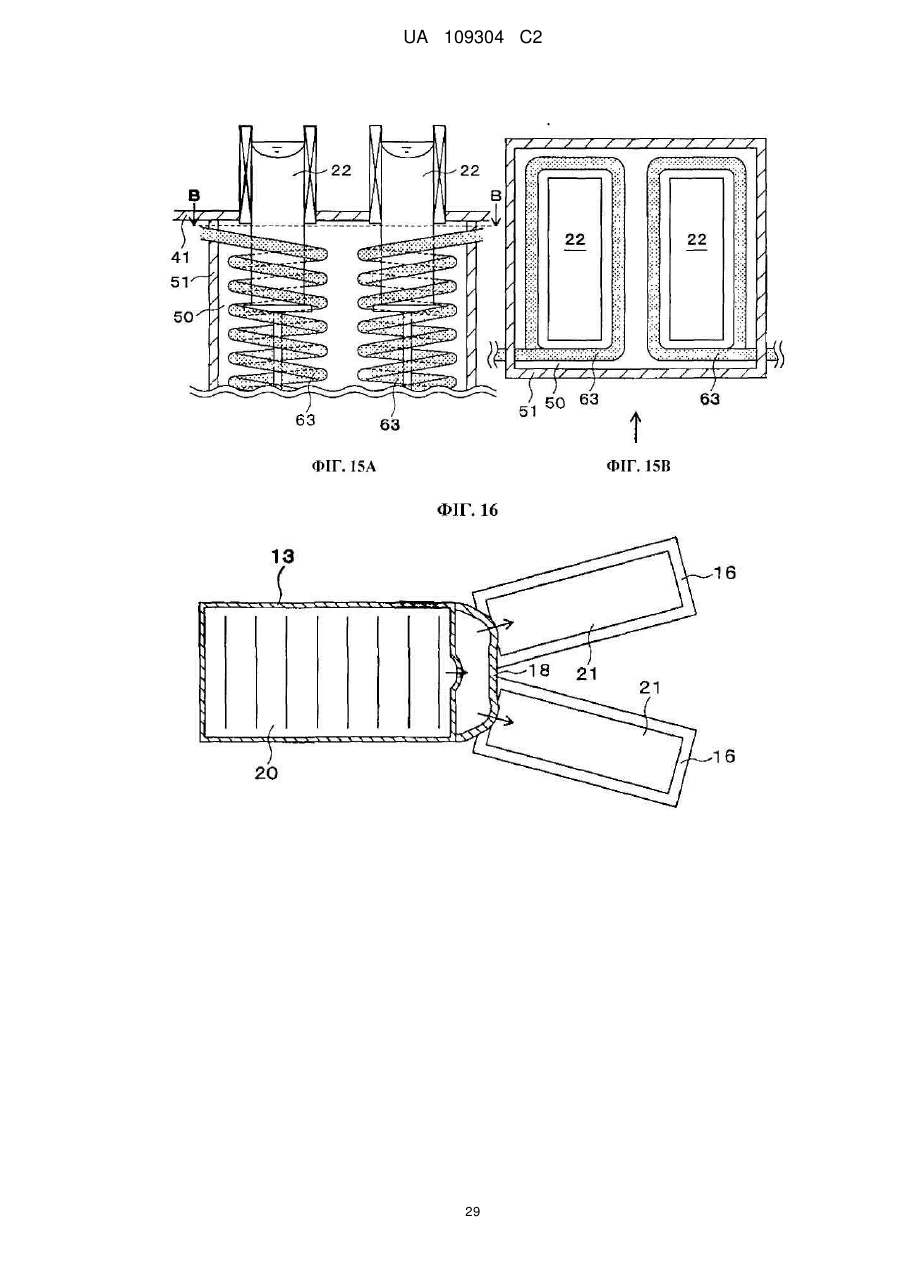
3. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що охолоджувальний елемент складається з сорочки водяного охолодження або змійовика водяного охолодження.
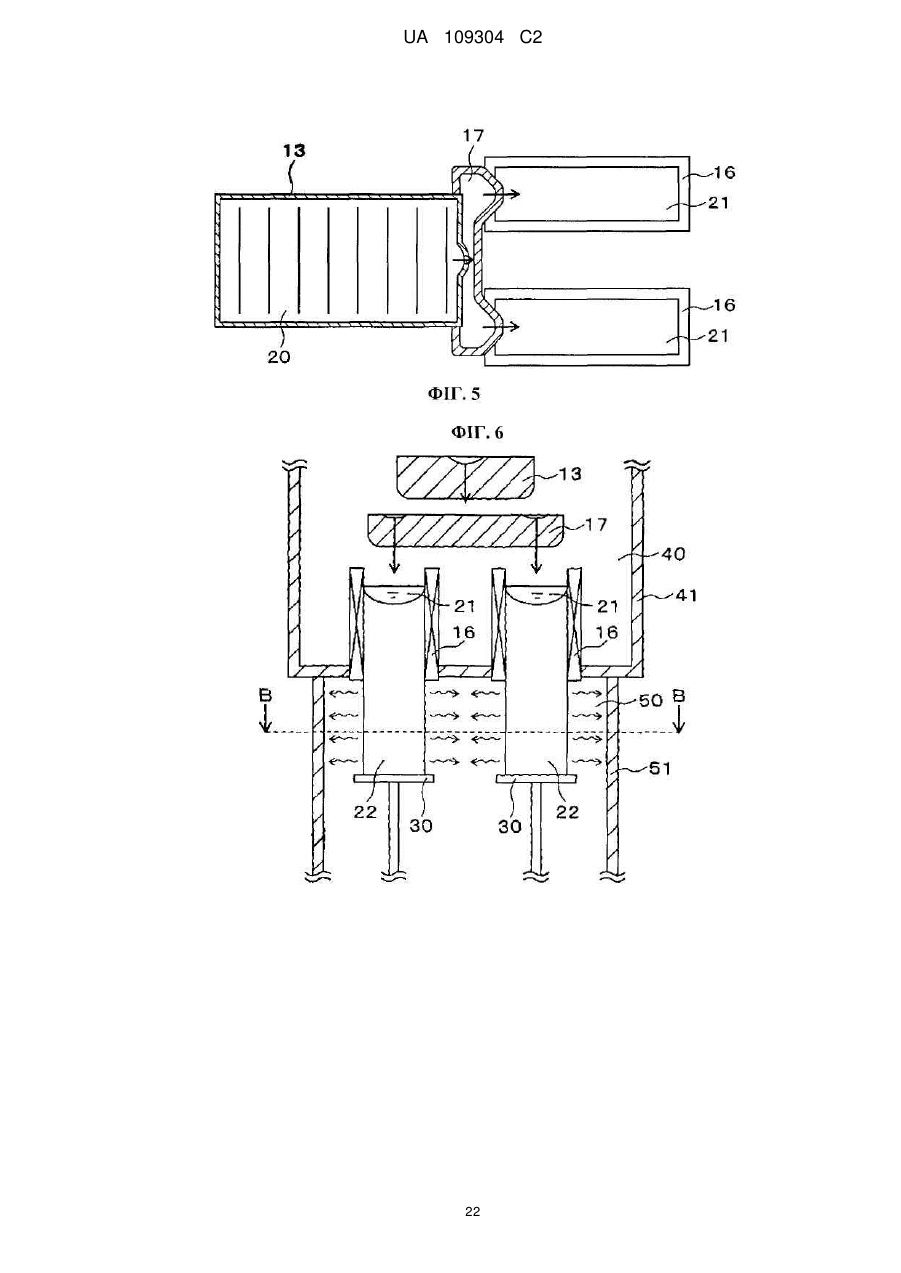
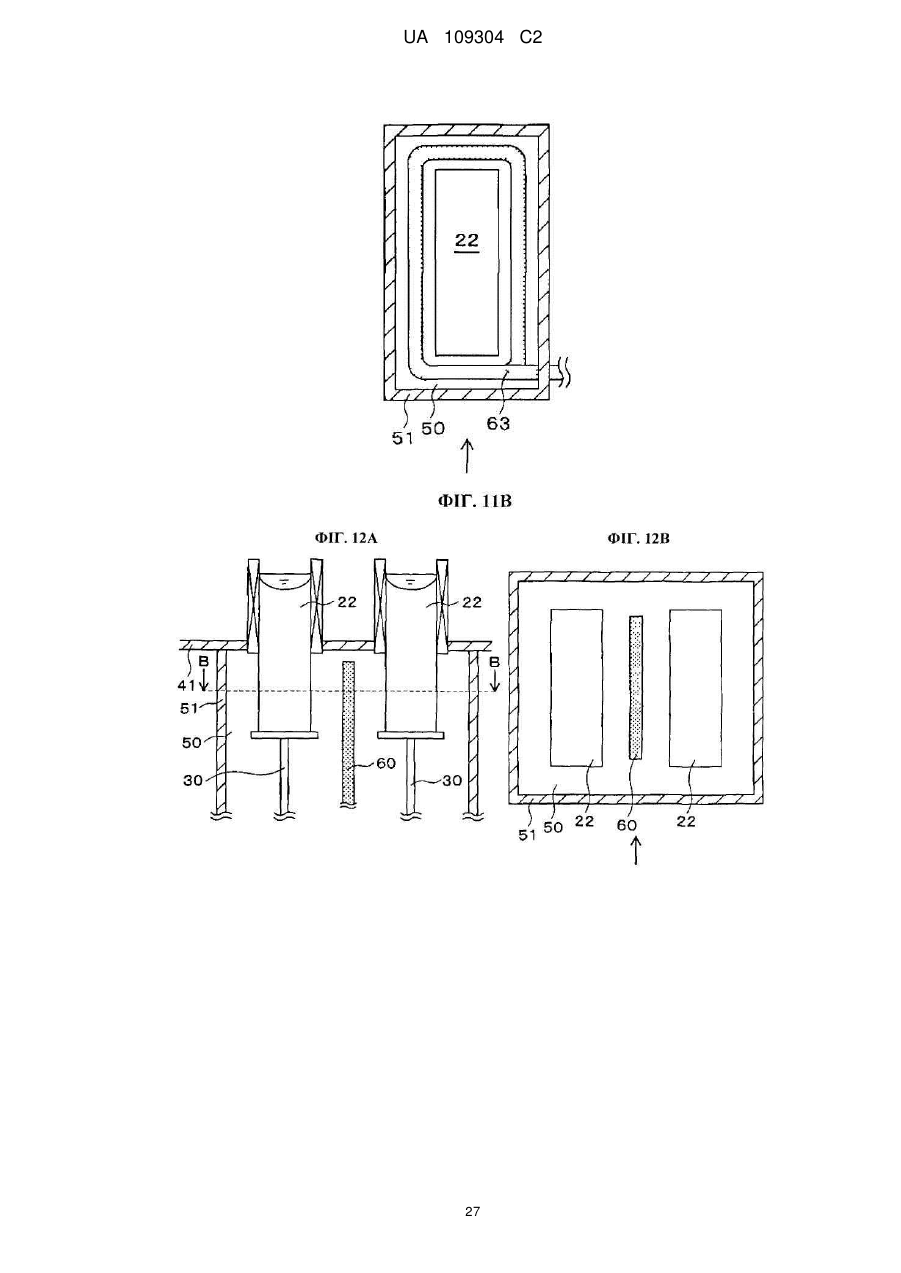
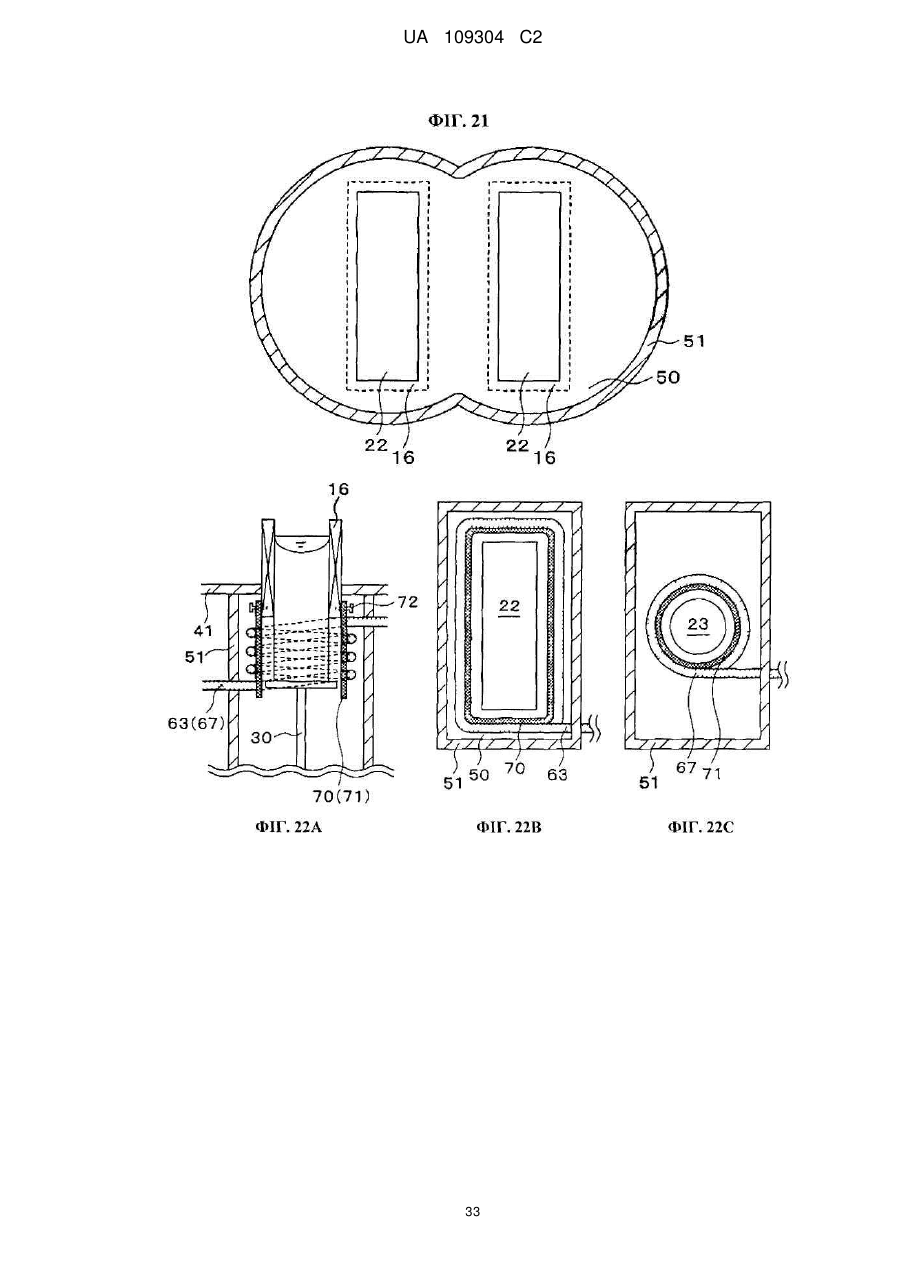
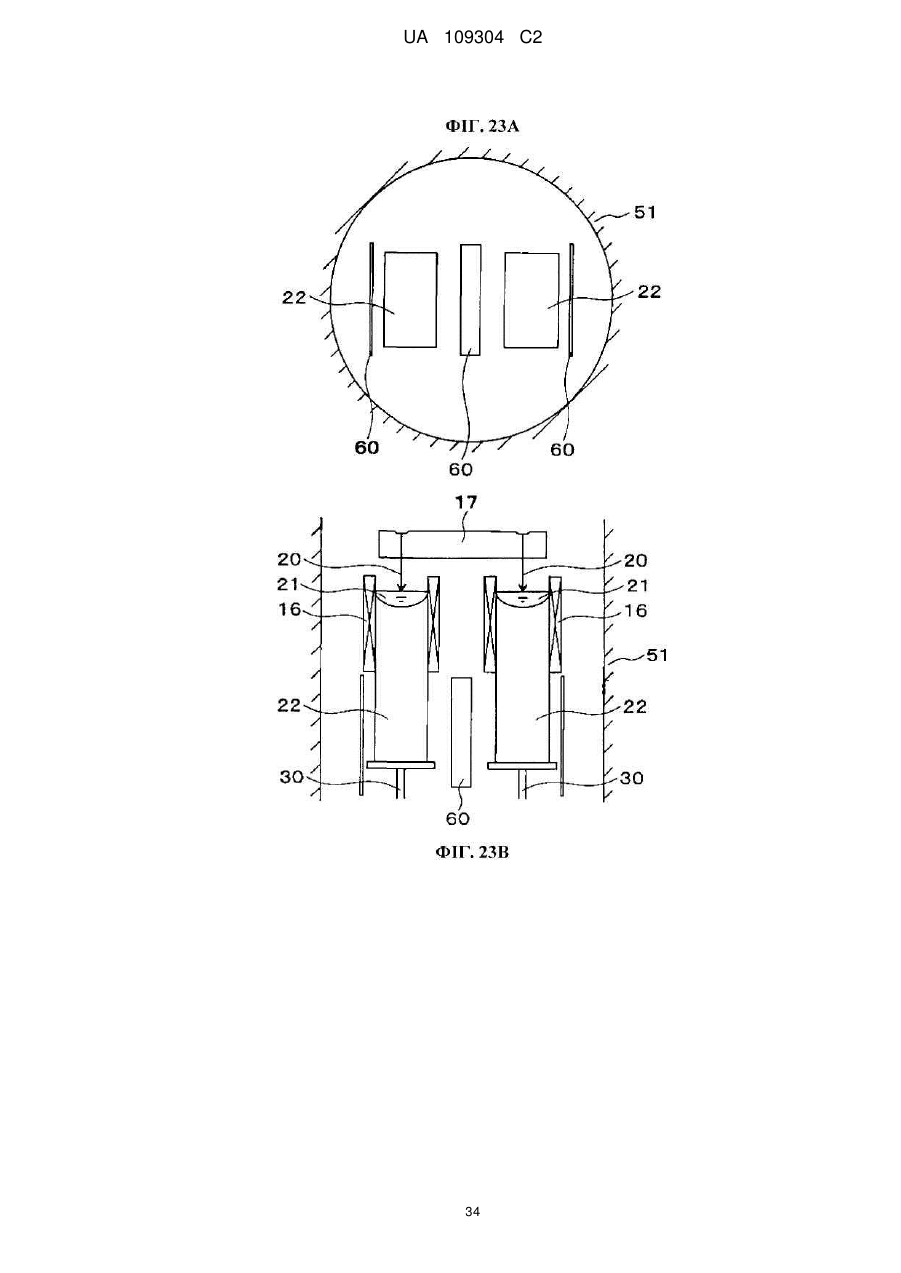
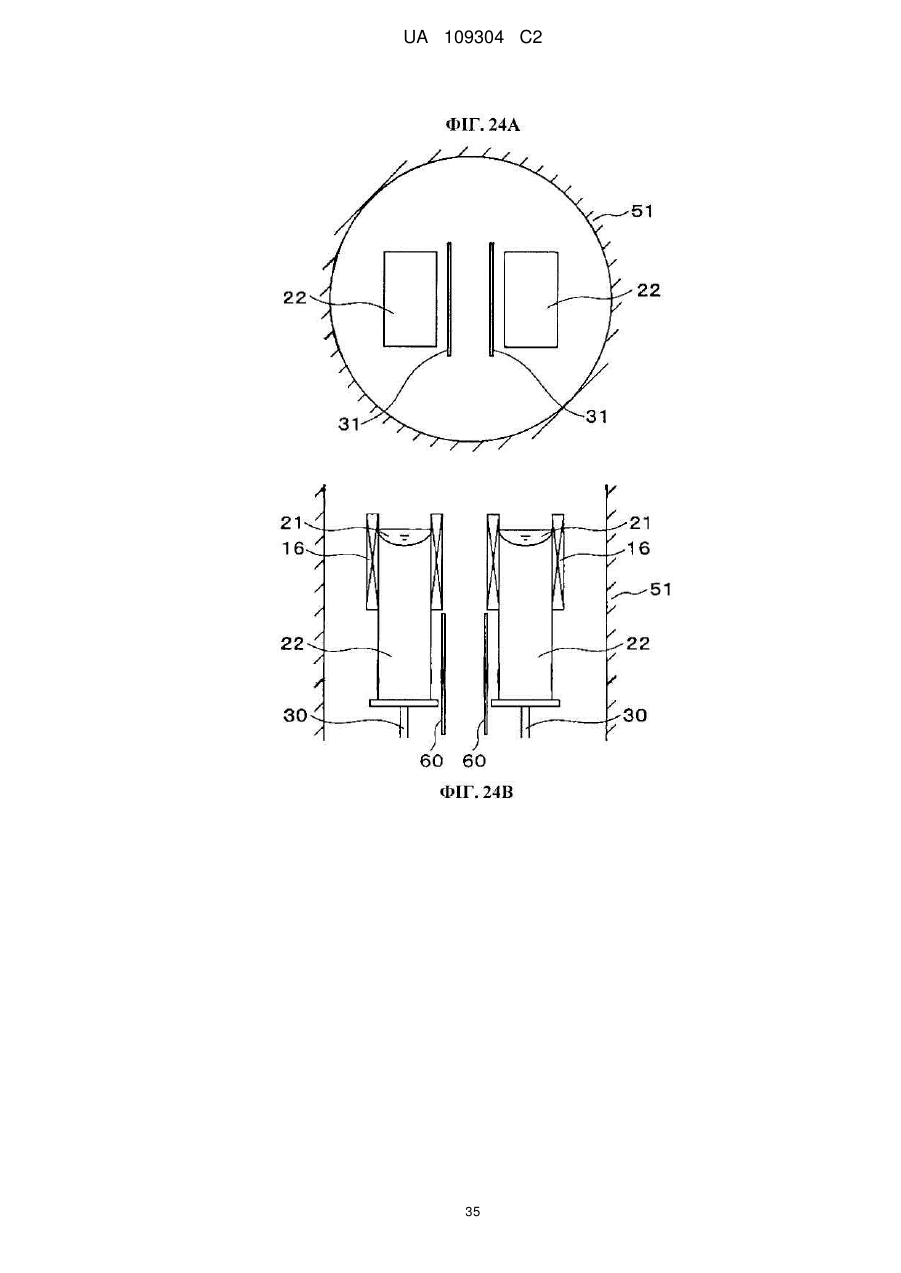
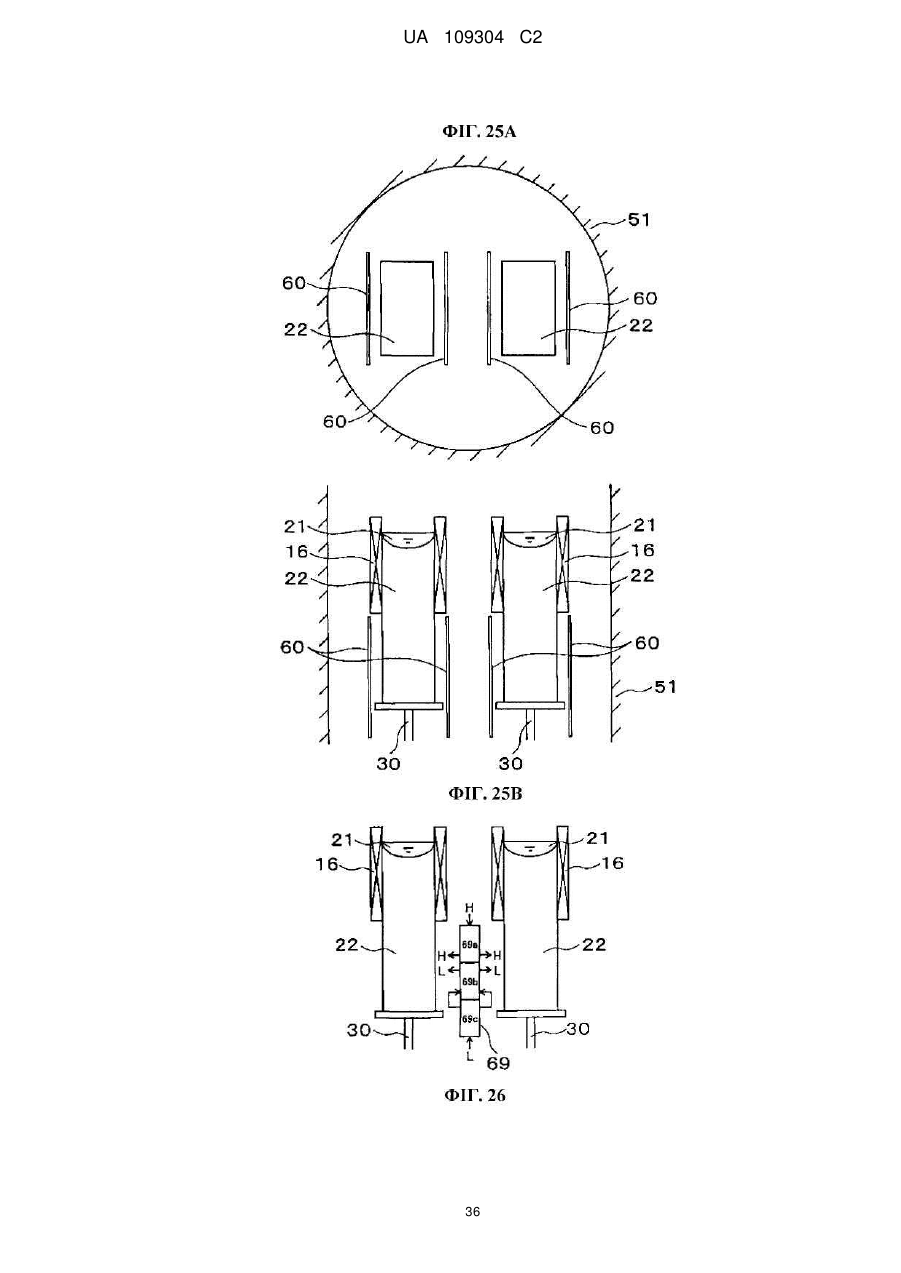
4. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що передбачає додаткові кілька виливниць, і охолоджувальний елемент передбачено між зливками, які дістають з кількох виливниць.
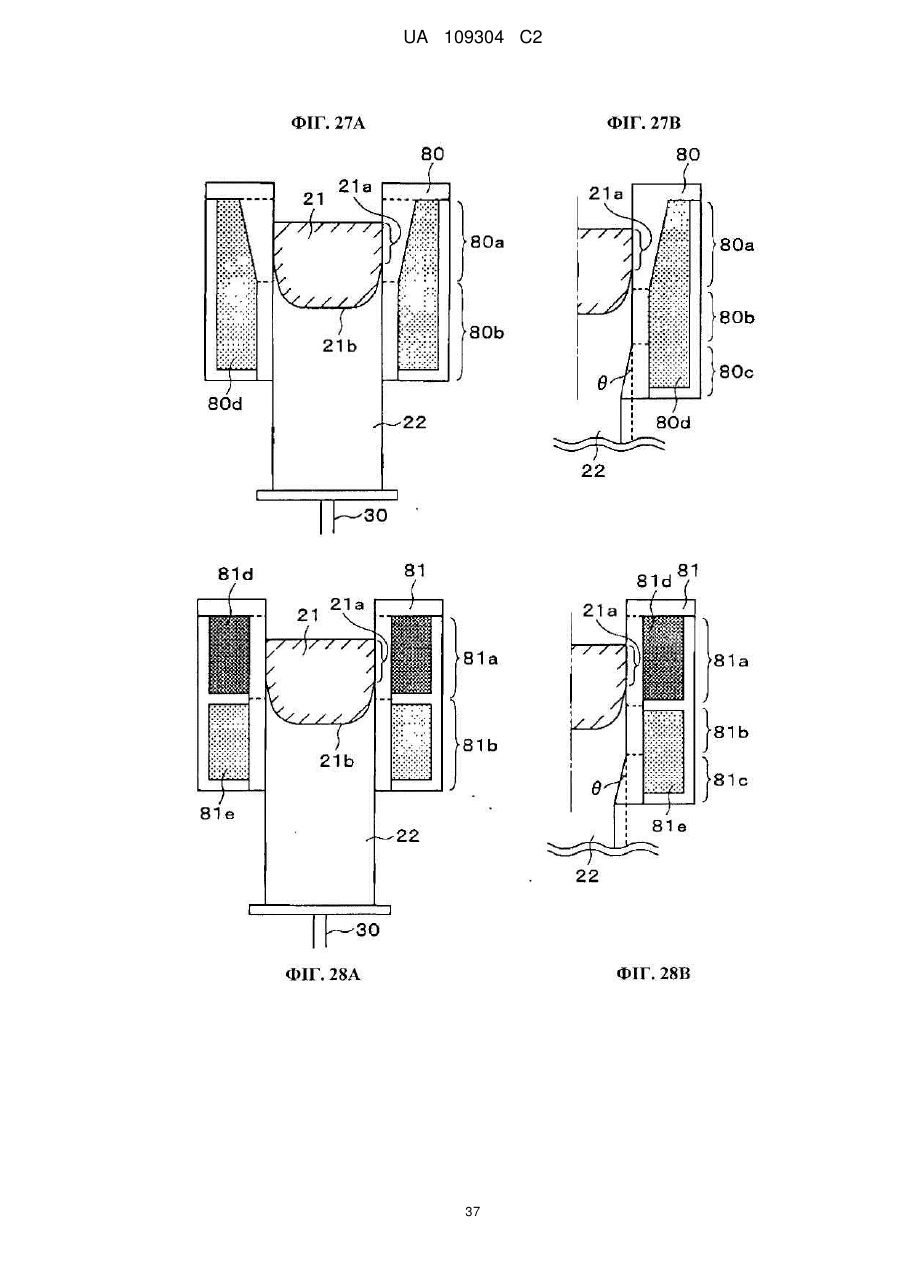
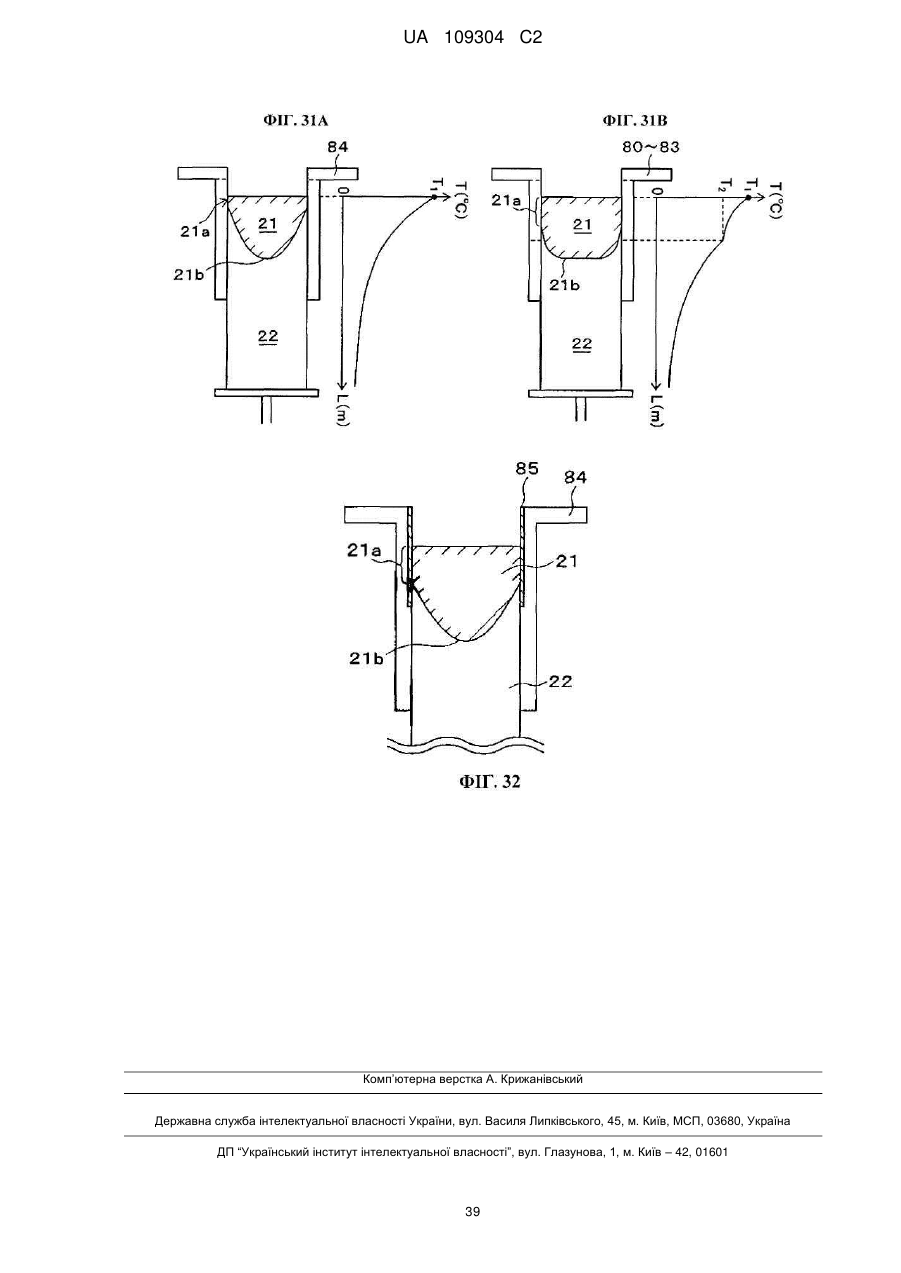
5. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що у плавильній печі передбачено виливницю, яка має відкрите дно, стінка виливниці має розподіл температури, при якому температура рівномірно знижується від верхньої частини до нижньої частини, і передбачено принаймні одну точку перегину розподілу температури.
6. Плавильна піч для одержання металу за п. 5, яка відрізняється тим, що виливниця складається з компонента первинного охолодження, яким є верхня частина виливниці, та компонента вторинного охолодження, яким є нижня частина виливниці, компонент первинного охолодження є частиною зі збільшуваною товщиною, у якій товщина стінок виливниці збільшується у верхньому напрямку стінки, і компонент вторинного охолодження є паралельною частиною, в якій товщина стінок виливниці є незмінною.
7. Плавильна піч для одержання металу за п. 6, яка відрізняється тим, що виливниця виконана з можливістю протікання охолоджувального агенту, через компонент первинного охолодження та компонент вторинного охолодження, так щоб температура охолоджувального агента, який подано до компонента первинного охолодження, є вищою за температуру охолоджувального агента, який подано до компонента вторинного охолодження.
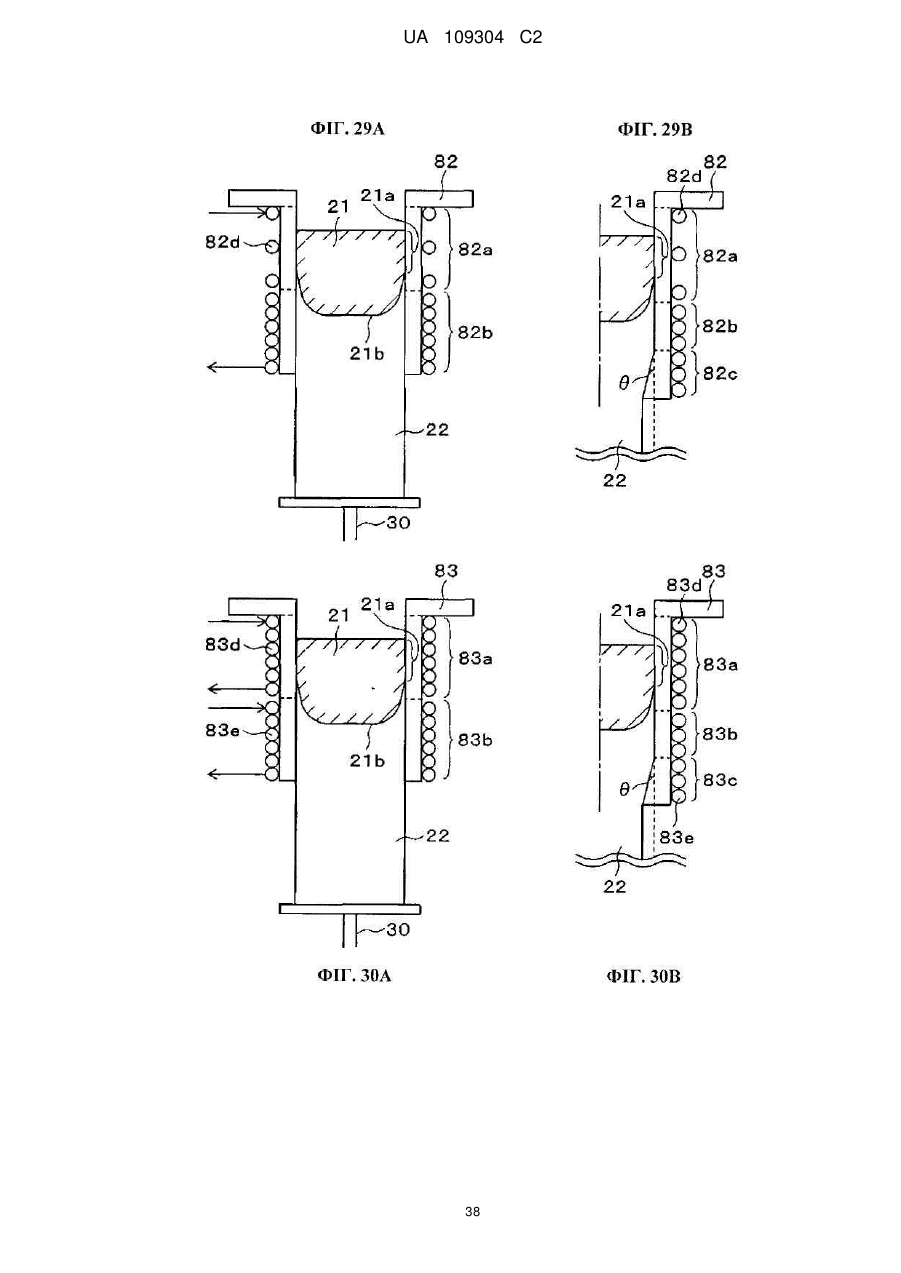
8. Плавильна піч для одержання металу за п. 7, яка відрізняється тим, що виливниця виконана з можливістю послідовного протікання охолоджувального агенту, через компонент первинного охолодження та компонент вторинного охолодження, та передбачено охолоджувальний змійовик, намотаний навколо компонента первинного охолодження та компонента вторинного охолодження, виконаний з можливістю безперервного протікання через нього охолоджувального агенту, і охолоджувальний змійовик є відносно рідко намотаним навколо компонента первинного охолодження і відносно рідко намотаним навколо компонента вторинного охолодження.
9. Плавильна піч для одержання металу за п. 7, яка відрізняється тим, що виливниця виконана з можливістю протікання охолоджувального агенту за її межами, при цьому охолоджувальний агент складається з агента первинного охолодження для охолодження компонента первинного охолодження та агента вторинного охолодження для охолодження компонента вторинного охолодження, які подано окремо паралельно один одному, причому передбачено змійовик, намотаний навколо компонента первинного охолодження, виконаний з можливістю протікання агента первинного охолодження, і передбачено змійовик, намотаний навколо компонента вторинного охолодження, виконаний з можливістю протікання агента вторинного охолодження.
10. Плавильна піч для одержання металу за п. 7, яка відрізняється тим, що у нижній частині компонента вторинного охолодження утворена конічна частина, у якій діаметр внутрішньої поверхні виливниці зменшується вздовж напрямку діставання зливка.
11. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що плавильна піч для плавлення металу являє собою електронно-променеву плавильну піч або плазмово-дугову плавильну піч.
Текст
Реферат: У виробництві хімічно активного металу з застосуванням плавильної печі для одержання металу, яка має під, зливки можуть ефективно виготовлятися шляхом ефективного охолодження зливків, які дістають з виливниці, передбаченої у плавильній печі. Крім того, пропонується конструкція пристрою, в якому кілька зливків можуть виготовлятися з високою ефективністю та високою якістю з одного поду. Пропонується плавильна піч для одержання металу, піч має під для формування розплавленого металу шляхом розплавлення сировини, виливницю, в яку виливають розплавлений метал, інструмент для діставання, передбачений під виливницею для витягування охолодженого і затвердлого зливка донизу, охолоджувальний елемент для охолодження витягнутого з виливниці зливка та зовнішній кожух для тримання поду, виливниці, інструмента для діставання та охолоджувального елемента ізольованими від повітря, причому у зовнішньому кожусі передбачено принаймні одну виливницю та інструмент для діставання, і охолоджувальний елемент передбачено між зовнішнім кожухом та зливком або між кількома зливками. UA 109304 C2 (12) UA 109304 C2 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід стосується плавильної печі для одержання металу, такого, як титан, зокрема, стосується конструкції плавильної печі, яка може поліпшити ефективність виробництва металевих зливків. Рівень техніки Кількість виробленого металу титану значно зросла через те, що останнім часом у світі збільшилася потреба в ньому не лише в авіаційній промисловості, але й в інших галузях. Потреба у титановій губці та титанових металевих зливках значно зросла через збільшення виробництва металу титану. Титанові металеві зливки виробляють у вакуумній дуговій печі для переплавки шляхом плавлення брикетів з титанової губки, які утворюють з пресованих титанових губок, одержаних за допомогою процесу Кролла, при якому тетрахлорид титану відновлюють, застосовуючи такий метал-відновник, як магній. Описаний нижче процес також є відомим як спосіб одержання титанових металевих зливків, при якому титановий металевий брухт змішують з титановою губкою для приготування сировини для плавлення, причому сировину розплавляють, застосовуючи електроннопроменеву плавильну піч або плазмову плавильну піч. Приклад цієї електронно-променевої плавильної печі показано на Фігурах з 1 по 3 (Фіг. 2 є горизонтальною проекцією з Фіг. 1 у вигляді з напрямку A, і Фіг. 3 є поперечним розрізом по лінії B-B). Сировину не обов’язково формують в електрод у цій електронно-променевій плавильній печі, яка відрізняється від вакуумно-дугової плавильної печі, і гранульована або агломерована сировина 12 може подаватись у під 13 плавильної печі. Оскільки розплавлений метал 20, утворений шляхом плавлення сировини 12 у поді 13, тече з поду 13 до виливниці 16, забруднювачі можуть бути видалені з розплавленого металу шляхом випарювання забруднювачів у сировині, і, таким чином, в електронно-променевій плавильній печі може бути одержаний високоочищений титановий металевий зливок. У такий спосіб електронно-променева плавильна піч з подом може виробляти високоочищені металеві зливки не лише титану, але й інших тугоплавких металів, таких, як цирконій, гафній або тантал, які містять забруднювачі. Зливок 22, охолоджений і затвердлий у вищезгаданій виливниці 16, видобувають за допомогою інструмента для діставання 30 в електронно-променевій плавильній печі. Оскільки зливок 22 відразу після діставання з виливниці 16 тримають при високій температурі, і внутрішня частина зони діставання 50 перебуває під зниженим тиском, прямо охолодити зливок важко, як при охолодженні розбризкуванням води у процесі безперервного лиття сталі (див. нерозглянуту японську патентну заявку, публікація Hei 10 (1998)-180418. З практичної точки зору, як показано хвилястими лініями на Фігурах 1 та 3, коли зливок 22 охолоджується лише шляхом випромінювання тепла, може минути дуже багато часу, доки температура зливка досягне кімнатної температури. Як пояснюється, оскільки охолодження зливка у зоні діставання 50 потребує багато часу, існує потреба в ефективному охолоджувальному пристрої для зливків, виготовлених у виливниці 16. Як ще один спосіб поліпшення продуктивності плавильної печі для одержання металу, відомою є технологія, при якій розплавлений метал, утворений шляхом розплавлення електрода в одній реторті, виливають у кілька виливниць, у яких одночасно виготовляється кілька зливків (див. патент US3834447). Крім того, для поліпшення продуктивності зливка пропонується електронно-променева плавильна піч, у виливницях 16 якої розплавлений метал розділяється ковшем 17 для виготовлення кількох зливків водночас, як показано на Фігурах з 4 по 7 (Фіг. 5 є горизонтальною проекцією Фіг. 4 у вигляді з напрямку A, Фіг. 6 є боковою проекцією Фіг. 4 у вигляді з напрямку C, і Фіг. 7 є поперечним розрізом по лінії B-B) (див. опубліковану японську патентну заявку Hei 03 (1991)-75616). Як було згадано вище, зливки 22 також охолоджуються виключно випроміненням, тому ефективність охолодження в електронно-променевій плавильній печі є доволі низькою. Крім того, як показано на Фігурах 6 та 7, тепловміст зливка відповідним чином видаляється шляхом випромінення з поверхні зливка до зовнішнього кожуха 51 у зоні діставання; однак, ступінь теплового випромінення знижується у разі, якщо поверхні зливків є орієнтованими одна до одної (поблизу від центральної ділянки у зоні діставання 50), і в результаті швидкість охолодження зливка знижується. Крім того, нерівномірний розподіл температури у зливку може викликати деформацію зливка, наприклад, жолоблення або викривлення. Таким чином, ці проблеми потребують розв’язання. 1 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 60 Так звана "затвердла оболонка" на зразок твердої кірки утворюється на внутрішній поверхні виливниці, яка контактує з розплавленим металом у ванні виливниці. Товщина затвердлої оболонки має схильність до збільшення у напрямку нижньої частини ванни виливниці, а потім зона ванни виливниці зменшується, і у нижній частині виливниці залишається лише твердий зливок. Це відбувається через те, що кількість втраченої теплоти у напрямку дна виливниці збільшується додатково до кількості теплоти, втраченої у напрямку бокових стінок виливниці. Межа переходу між ванною виливниці та затвердлою оболонкою часто являє собою параболічну лінію у розрізі у вертикальному напрямку, як показано умовним номером 21b на Фіг. 31A. Товщина затвердлої оболонки, утвореної на внутрішній поверхні стінки виливниці має схильність до збільшення донизу у вертикальному напрямку ванни виливниці. В результаті це веде до зменшення площі ванни виливниці, зменшення ефекту перемішування розплавлених солей через конвекцію у ванні виливниці та небажане розділення компонентів сплаву. Таким чином, як показано на Фіг. 31B, в оптимальному варіанті межа переходу має параболічну форму, в якій нижня параболічна лінія випинається в обидва боки. Відомо, що в оптимальному варіанті товщина затверджуваної оболонки, що утворюється на внутрішній поверхні стінки виливниці від верха ванни виливниці до дна ванни виливниці (меніскова частина, 21a) має бути максимально незмінною для підтримання належного стану поверхні лиття виготовленого зливка. Як уже пояснювалося, в електронно-променевій плавильній печі для титану потрібен пристрій електронно-променевої плавильної печі, що має виливницю, в якій товщину оболонки, утвореної на внутрішній поверхні стінки, що контактує з ванною виливниці, підтримують у якомога тонкішому стані, меніскова частина зберігається протягом тривалого часу, і нижня частина ванни виливниці утворюється ширшою. Вищезгадані проблеми також є характерними для плазмово-дугових плавильних печей, і, таким чином, існує потреба у плавильній печі для метал, яка б забезпечувала розв’язання цих проблем. Мета даного винаходу полягає у забезпеченні пристрою плавильної печі для металу, в якій можуть ефективно виготовлятися кілька зливків високої якості при виробництві активного металу з застосуванням плавильної печі для плавлення металу, яка має під, зокрема, електронно-променевої плавильної печі або плазмово-дугової плавильної печі. В результаті пошуку способу розв’язання вищезгаданих проблем авторами винаходу було виявлено, що у плавильній печі для виробництва металевих зливків, яка має під для плавлення сировини, виливницю, інструмент для діставання зливка та зовнішній кожух, може забезпечуватись ефективне виготовлення зливків через розташування охолоджувального елемента між виготовленим зливком та зовнішнім кожухом, і, таким чином, було здійснено винахід. Крім того, автором винаходу також було виявлено, що зливок, виготовлений у виливниці, може ефективно охолоджуватися через створення розподілу температури у вертикальному напрямку в охолоджувальному елементі. Крім того, автором винаходу також було виявлено, що поверхня виготовленого зливка може підтримуватись у відмінному стані створення розподілу температури у виливниці для виготовлення зливка, при якому температура рівномірно знижується від верхньої частини до нижньої частини виливниці, і шляхом утворення принаймні однієї точки перегину розподілу температури. Тобто, плавильна піч для одержання металу згідно з даним винаходом має під для тримання розплавленого металу, утвореного шляхом плавлення сировини, виливницю, в яку виливають розплавлений метал, інструмент для діставання, передбачений під виливницею для витягування охолодженого й затвердлого зливка донизу, охолоджувальний елемент для охолодження витягнутого з виливниці зливка та зовнішній кожух для тримання поду, виливниці, інструмента для діставання та охолоджувального елемента ізольованими від повітря, причому між зовнішнім кожухом та зливком передбачено охолоджувальний елемент. Згідно з даним винаходом, в оптимальному варіанті охолоджувальний елемент простягається вздовж напрямку діставання зливка з певним зазором з поверхнею зливка. Згідно з даним винаходом, в оптимальному варіанті охолоджувальний елемент оточує всю окружність або частину окружності зливка, якщо дивитись вздовж розрізу перпендикулярно напрямкові діставання зливка. Згідно з даним винаходом, в оптимальному варіанті охолоджувальний елемент складається з сорочки водяного охолодження або змійовика водяного охолодження. Згідно з даним винаходом, в оптимальному варіанті передбачено кілька виливниць, і передбачено охолоджувальний елемент між зливками, які дістають з кількох виливниць. 2 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 Згідно з даним винаходом, в оптимальному варіанті у плавильній печі передбачено виливницю, яка має відкрите дно, у виливниці передбачено розподіл температури, при якому температура рівномірно знижується від верхньої частини до нижньої частини, і існує принаймні одна точка перегину у розподілі температури. Згідно з даним винаходом, в оптимальному варіанті виливниця складається з компонента первинного охолодження, яким є верхня частина виливниці, та компонента вторинного охолодження, яким є нижня частина виливниці, компонент первинного охолодження є частиною зі збільшуваною товщиною, у якій товщина стінок виливниці збільшується у верхньому напрямку стінки, і компонент вторинного охолодження є паралельною частиною, в якій товщина стінок виливниці є незмінною. Згідно з даним винаходом, в оптимальному варіанті охолоджувальний агент, який протікає у виливниці, складається з агента первинного охолодження, який подається до компонента первинного охолодження, і агента вторинного охолодження, який подається до компонента вторинного охолодження, і температура агента первинного охолодження є вищою за температуру агента вторинного охолодження. Згідно з даним винаходом, в оптимальному варіанті охолоджувальний агент, який протікає у виливниці, послідовно подається до компонента первинного охолодження та компонента вторинного охолодження, охолоджувальний агент безперервно протікає через охолоджувальний змійовик, намотаний навколо компонента первинного охолодження та компонента вторинного охолодження, і охолоджувальний змійовик є намотаним відносно рідко навколо компонента первинного охолодження і відносно густо навколо компонента вторинного охолодження. Згідно з даним винаходом, в оптимальному варіанті охолоджувальний агент, який тече до виливниці, складається з агента первинного охолодження, який охолоджує компонент первинного охолодження, та агента вторинного охолодження, який охолоджує компонент вторинного охолодження, вони окремо живляться паралельно один одному, агент первинного охолодження тече у змійовику, намотаному навколо компонента первинного охолодження, і агент вторинного охолодження тече у змійовику, намотаному навколо компонента вторинного охолодження. Згідно з даним винаходом, в оптимальному варіанті утворюється конічна частина у нижній частині компонента вторинного охолодження, у якій діаметр внутрішньої поверхні виливниці знижується вздовж напрямку діставання зливка. Згідно з даним винаходом, в оптимальному варіанті плавильна піч для плавлення металу являє собою електронно-променеву плавильну піч або плазмово-дугову плавильну піч. Завдяки застосуванню плавильної печі для плавлення металу згідно з даним винаходом, видобутий зливок може бути ефективно охолоджений, що поліпшує ефективність виробництва зливка. Крім того, у разі, коли кілька зливків дістають водночас, не лише швидкість охолодження зливків поліпшується через сприяння тепловому випроміненню між зливками, орієнтованими один до одного, але й зменшується нерівномірність розподілу температури в одному зливку. Таким чином, також можна уникнути термічної деформації зливка, і в результаті може бути виготовлений зливок, який має чудові лінійні властивості без жолоблення й з відмінними поверхнями лиття. Крім того, завдяки застосуванню плавильної печі для плавлення металу згідно з даним винаходом, оскільки утворюється ванна виливниці, в якій меніскова частина є довгою, а нижня частина ванни виливниці є широкою, відмінною є не лише поверхня лиття зливка, але й макроструктура зливка. Фіг. 1 є концептуальним виглядом у розрізі, на якому показано загальні елементи конструкції електронно-променевої плавильної печі для виготовлення одного зливка, згідно з існуючим рівнем техніки і згідно з винаходом. Фіг. 2 є горизонтальною проекцією з Фіг. 1, якщо дивитись у напрямку A. Фіг. 3 є поперечним розрізом з Фіг. 1 по лінії B-B. Фіг. 4 є концептуальним виглядом у розрізі, на якому показано загальні елементи конструкції електронно-променевої плавильної печі для виготовлення кількох зливків, згідно з існуючим рівнем техніки і згідно з винаходом. Фіг. 5 є горизонтальною проекцією з Фіг. 4, якщо дивитись у напрямку A. Фіг. 6 є боковою проекцією з Фіг. 4, якщо дивитись у напрямку C. Фіг. 7 є поперечним розрізом з Фіг. 4 по лінії B-B. 3 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 Фіг. 8 є концептуальним виглядом, на якому показано один варіант втілення даного винаходу; Фіг. 8 A є поперечним розрізом зони діставання зливка, і Фіг. 8B є поперечним розрізом з Фіг. 8A по лінії B-B. Фіг. 9 є концептуальним виглядом, на якому показано один варіант втілення даного винаходу; Фіг. 9A є поперечним розрізом зони діставання зливка, і Фіг. 9B є поперечним розрізом з Фіг. 9A по лінії B-B. Фіг. 10 є концептуальним виглядом, на якому показано один варіант втілення даного винаходу; Фіг. 10A є поперечним розрізом зони діставання зливка, і Фіг. 10B є поперечним розрізом з Фіг. 10A по лінії B-B. Фіг. 11 є концептуальним виглядом, на якому показано один варіант втілення даного винаходу; Фіг. 11A є поперечним розрізом зони діставання зливка, і Фіг. 11B є поперечним розрізом з Фіг. 11A по лінії B-B. Фіг. 12 є концептуальним виглядом, на якому показано один варіант втілення даного винаходу; Фіг. 12A є поперечним розрізом зони діставання зливка, і Фіг. 12B є поперечним розрізом з Фіг. 12A по лінії B-B. Фіг. 13 є концептуальним виглядом, на якому показано один варіант втілення даного винаходу; Фіг. 13Aє поперечним розрізом зони діставання зливка, і Фіг. 13B є поперечним розрізом з Фіг. 13A по лінії B-B. Фіг. 14 є концептуальним виглядом, на якому показано один варіант втілення даного винаходу; Фіг. 14A є поперечним розрізом зони діставання зливка, і Фіг. 14B є поперечним розрізом з Фіг. 14A по лінії B-B. Фіг. 15 є концептуальним виглядом, на якому показано один варіант втілення даного винаходу; Фіг. 15 A є поперечним розрізом зони діставання зливка, і Фіг. 15B є поперечним розрізом з Фіг. 15A по лінії B-B. Фіг. 16 є частковою горизонтальною проекцією, на якій показано зону плавлення згідно з одним варіантом втілення даного винаходу. Фіг. 17 є поперечним розрізом, на якому показано зону діставання зливка згідно з варіантом втілення з Фіг. 16. Фіг. 18 є частковою горизонтальною проекцією, на якій показано зону плавлення згідно з одним варіантом втілення даного винаходу. Фіг. 19 є поперечним розрізом, на якому показано зону діставання зливка згідно з варіантом втілення з Фіг. 18. Фігури з 20A по 20C є поперечними розрізами, на яких показано частину діставання зливка одного прикладу іншого модифікованого прикладу даного винаходу. Фіг. 21 є поперечним розрізом, на якому показано частину діставання зливка одного прикладу іншого модифікованого прикладу даного винаходу. Фіг. 22 є концептуальною діаграмою, на якій показано один варіант втілення даного винаходу; Фіг. 22 A є поперечним розрізом зони діставання зливка, і Фігури 22B та 22C є поперечними розрізами у плані з Фіг. 22A. Фіг. 23 показує електронно-променеву плавильну піч згідно з одним варіантом втілення даного винаходу; Фіг. 23A є поперечним розрізом у плані, і Фіг. 23B є поперечним розрізом. Фіг. 24 показує електронно-променеву плавильну піч згідно з одним варіантом втілення даного винаходу; Фіг. 24A є поперечним розрізом у плані, і Фіг. 24B є поперечним розрізом. Фіг. 25 показує електронно-променеву плавильну піч згідно з одним варіантом втілення даного винаходу; Фіг. 25A є поперечним розрізом у плані, і Фіг. 25B є поперечним розрізом. Фіг. 26 є поперечним розрізом, на якому концептуально показано електронно-променеву плавильну піч згідно з одним варіантом втілення даного винаходу. Фіг. 27A є концептуальним виглядом у розрізі, на якому показано частину виливниці згідно з одним варіантом втілення даного винаходу, і Фіг. 27B є концептуальним виглядом у розрізі, на якому показано приклад, у якому передбачено конічну частину. Фіг. 28A є концептуальним виглядом у розрізі, на якому показано частину виливниці згідно з іншим варіантом втілення даного винаходу, і Фіг. 28B є концептуальним виглядом у розрізі, на якому показано приклад, у якому передбачено конічну частину. Фіг. 29A є концептуальним виглядом у розрізі, на якому показано частину виливниці згідно з іншим варіантом втілення даного винаходу, і Фіг. 29B є концептуальним виглядом у розрізі, на якому показано приклад, у якому передбачено конічну частину. Фіг. 30A є концептуальним виглядом у розрізі, на якому показано частину виливниці згідно з іншим варіантом втілення даного винаходу, і Фіг. 30B є концептуальним виглядом у розрізі, на якому показано приклад, у якому передбачено конічну частину. 4 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 31 є концептуальним виглядом, на якому показано ситуацію утворення ванни виливниці та ситуацію теплового випромінення у традиційній виливниці (Фіг. 31A) та у виливниці згідно з даним винаходом (Фіг. 31B). Фіг. 32 є концептуальним виглядом у розрізі, на якому показано частини виливниці у традиційній електронно-променевій плавильній печі. Найкращий спосіб виконання даного винаходу детально пояснюється далі на прикладі випадку, в якому плавильна піч для плавлення металу являє собою електронно-променеву плавильну піч, з посиланням на фігури. Нижче у поясненні представлено приклад, у якому сировиною є титанова губка, зливком, який має бути виготовлений, є зливок з металу титану, і поперечний розріз виготовленого зливка є квадратним; однак електронно-променева плавильна піч згідно з даним винаходом не обмежується виготовленням лише титанових зливків, і даний винахід також може бути застосований для тугоплавких металів, таких, як цирконій, гафній, вольфрам або тантал та інші метали, які можуть бути одержані у формі зливків за допомогою електронно-променевої плавильної печі, або сплави цих металів. Крім того, щодо поперечного розрізу даний винахід не обмежується прямокутником і може бути застосований для будь-якої іншої форми поперечного розрізу, такої, як коло, еліпс, “бочка”, багатокутник або інші неправильні форми. Перший варіант втілення (один зливок + плоский охолоджувальний елемент) Фігури з 1 по 3 показують загальні елементи конструкції електронно-променевої плавильної печі для виготовлення одного зливка, згідно з існуючим рівнем техніки і згідно з винаходом. Фіг. 2 є горизонтальною проекцією з Фіг. 1, якщо дивитись у напрямку A, і Фіг. 3 є поперечним розрізом з Фіг. 1 по лінії B-B. Електронно-променева плавильна піч, показана на Фіг. 1, складається з зони плавлення 40, в якій плавиться сировина, та зони діставання 50, у якій видобувають виготовлений зливок, передбачену у нижній частині зони плавлення 40. У зоні плавлення 40, яка розділяється стінкою 41 зони плавлення, передбачено пристрій 10 для подачі сировини, такий, як шнековий насос або інший подібний пристрій для подачі титанової сировини 12, яка складається з титанової губки або титанового брухту, пристрій 11 для транспортування сировини, такий, як вібраційний живильник або інший пристрій для транспортування сировини 12, під 13 для плавлення поданої сировини, електронно-променевий випромінювальний пристрій 14 для плавлення сировини 12, поданої у під 13, для утворення розплавленого металу 20, виливниця 16, виконана з міді або іншого матеріалу з водяним охолодженням для утворення зливка шляхом охолодження та затвердження розплавленого металу 20 та електронно-променевий випромінювальний пристрій 15 для утворення ванни розплавленого металу 21 шляхом випромінення електронного променя всередині виливниці 16. У нижній зоні виливниці 16 зони плавлення 40 передбачено зону діставання 50, яка розділяється зовнішнім кожухом 51 зони діставання. Всередині зони діставання 50 розташовується інструмент для діставання 30 для діставання зливка 22, виготовленого у виливниці 16, донизу. Слід зазначити, що зона плавлення 40 та зона діставання 50 є побудованими таким чином, щоб підтримувався знижений тиск. По-перше, сировина 12, яка надходить з пристрою 10 для подачі сировини, плавиться у поді 13 з застосуванням електронно-променевого випромінювального пристрою 14 для утворення розплавленого металу 20. Розплавлений метал 20 подається з виходу з поду 13 всередину виливниці 16. У виливниці 16 передбачено заглушку (не показано) перед плавленням сировини 12, і ця заглушка функціонує як нижня частина виливниці 16. Заглушка є виконаною з того самого металу, що й сировина 12, і зливається з розплавленим металом 20, який надходить у виливницю 16, для утворення зливка 22. Поверхню розплавленого металу 20, який безперервно подається на заглушку у виливниці 16, нагрівають з застосуванням електронно-променевого випромінювального пристрою 15 для підтримання ванни 21 розплавленого металу, а нижня частина ванни 21 розплавленого металу охолоджується й затверджується виливницею 16 і зливається з заглушкою для утворення зливка 22. Зливок 22, утворений у виливниці 16, дістають у зоні діставання 50 з регульованою швидкістю діставання для інструмента для діставання 30, який зачеплюється з заглушкою, таким чином, щоб рівень ванни 21 розплавленого металу підтримувався на незмінному рівні. Представлене вище пояснення стосується загальної конструкції та функціонування електронно-променевої плавильної печі для виготовлення одного зливка згідно з традиційним способом і згідно з даним винаходом; крім того, у першому варіанті втілення даного винаходу, як показано на Фіг. 8, у зоні діставання 50 передбачено плоский охолоджувальний елемент 60. Фіг. 8 A є поперечним розрізом зони діставання зливка 50, і Фіг. 8B є поперечним розрізом з Фіг. 8A по лінії B-B. Як показано на Фіг. 8, плоский охолоджувальний елемент 60 передбачено 5 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 60 таким чином, щоб проходити вздовж поверхні зливка 22 при підтриманні певної відстані від поверхні на одній стороні зливка 22, який дістають, та інструмента для діставання 30. Охолоджувальний елемент 60 не обмежується конкретним варіантом виконання, за умови можливості його охолодження потоком охолоджувального агента, який надходить до нього ззовні; наприклад, він може являти собою мідну сорочку водяного охолодження. Як показано на Фіг. 3, оскільки внутрішню частину зони діставання 50 у традиційній електронно-променевій плавильній печі тримають під зниженим тиском, зливок охолоджується насамперед випроміненням на зовнішній кожух 51 зони діставання електронно-променевої плавильної печі. Однак у першому варіанті втілення даного винаходу, оскільки передбачено плоский охолоджувальний елемент 60 між зливком та корпусом електронно-променевої плавильної печі у зоні діставання 50, відстань теплового випромінення скорочується, і кількість теплового випромінення збільшується, що сприяє охолодженню зливка 22. В результаті може бути збільшена швидкість діставання виготовленого зливка. Збільшення швидкості охолодження зливка означає, що швидкість плавлення може бути збільшена, і в результаті може бути збільшений обсяг виробництва зливків. Другий варіант втілення (один зливок + охолоджувальний елемент у формі скоби) У другому варіанті втілення даного винаходу, як показано на Фіг. 9, у зоні діставання 50 передбачено охолоджувальний елемент, який має поперечний розріз у формі скоби "]". Фіг. 9A є поперечним розрізом зони діставання 50, і Фіг. 9B є поперечним розрізом з Фіг. 9A по лінії B-B. Як показано на Фіг. 9, з трьох сторін зливка 22, який дістають, та інструмента для діставання 30 передбачено охолоджувальний елемент 61, який має поперечний розріз напрямку діставання у формі скоби, таким чином, щоб проходити вздовж трьох бокових поверхонь зливка 22 при збереженні певної відстані до поверхонь. У другому варіанті втілення даного винаходу, оскільки у зоні діставання 50 передбачено охолоджувальний елемент 61, який має поперечний розріз у формі скоби, це може сприяти більшому тепловому випроміненню зливка 22, ніж у першому варіанті втілення, і, таким чином, охолодження може виконуватися швидше. Третій варіант втілення (один зливок + охолоджувальний елемент квадратної форми) У третьому варіанті втілення даного винаходу, як показано на Фіг. 10, у зоні діставання 50 передбачено охолоджувальний елемент, який має квадратний поперечний розріз. Фіг. 10A є поперечним розрізом зони діставання зливка 50, і Фіг. 10B є поперечним розрізом з Фіг. 10A по лінії B-B. Як показано на Фіг. 10, з чотирьох сторін зливка 22, який дістають, та інструмента для діставання 30 передбачено охолоджувальний елемент 62, який має поперечний розріз напрямку діставання квадратної форми, таким чином, щоб проходити вздовж чотирьох бокових поверхонь зливка 22 при збереженні певної відстані до поверхонь. У третьому варіанті втілення даного винаходу, оскільки у зоні діставання 50 передбачено охолоджувальний елемент 62, який має поперечний розріз квадратної форми, зливок може охолоджуватися з усіх напрямків, це може сприяти більшому тепловому випроміненню зливка 22, ніж у першому та другому варіантах втілення, і, таким чином, охолодження може виконуватися швидше. Четвертий варіант втілення (один зливок + охолоджувальний елемент у формі змійовика) У четвертому варіанті втілення даного винаходу, як показано на Фіг. 11, у зоні діставання 50 передбачено охолоджувальний елемент, який складається зі спірального змійовика. Фіг. 11A є поперечним розрізом зони діставання зливка 50, і Фіг. 11B є поперечним розрізом з Фіг. 11A по лінії B-B. Як показано на Фіг. 11, охолоджувальний елемент 63, який має форму спірального змійовика, оточує чотири сторони зливка 22, який дістають, та інструмент для діставання 30, таким чином, щоб проходити вздовж чотирьох бокових поверхонь зливка 22 при збереженні певної відстані до поверхонь. Як такий, охолоджувальний елемент 63 не обмежується конкретним варіантом виконання, за умови, що він складається з трубчастого елемента, через який ззовні може проганятися охолоджувальний агент. Наприклад, ним може бути мідний змійовик з водяним охолодженням. У четвертому варіанті втілення даного винаходу, оскільки у зоні діставання 50 передбачено охолоджувальний елемент 63 у формі змійовика, зливок може охолоджуватися з усіх напрямків, і це може сприяти тепловому випроміненню зливка 22 так само, як у третьому варіанті втілення, і, таким чином, охолодження може виконуватися швидше. П’ятий варіант втілення (кілька зливків + плоский охолоджувальний елемент) Фігури з 4 по 7 показують загальні елементи конструкції електронно-променевої плавильної печі для виготовлення кількох зливків, згідно з існуючим рівнем техніки і згідно з винаходом. Фіг. 6 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 60 5 є горизонтальною проекцією з Фіг. 4, якщо дивитись у напрямку A, Фіг. 6 є боковою проекцією з Фіг. 4, якщо дивитись у напрямку C, і Фіг. 7 є поперечним розрізом з Фіг. 4 по лінії B-B. Серед елементів конструкції електронно-променевої плавильної печі, показаних на Фіг. 4, пояснення пристрою 10 для подачі сировини, пристрою 11 для транспортування сировини, поду 13 та електронно-променевих випромінювальних пристроїв 14 та 15 пропущено, оскільки вони є такими самими, як компоненти електронно-променевої плавильної печі, показаної на Фіг. 1. В електронно-променевій плавильній печі, показаній на Фігурах з 4 по 7, паралельно передбачено дві виливниці 16, таким чином, що їхні краї у подовжньому напрямку були паралельними. Крім того, між подом 13 та виливницями 16 передбачено шлюз 17, який водночас тримає розплавлений метал 20 і розподіляє його по кількох виливницях 16. У зоні діставання 50, передбаченій у нижній зоні зони плавлення 40, передбачено інструмент для діставання 30 для кожної з кількох виливниць 16, що дозволяє діставати зливки 22, утворені у кількох виливницях 16. Вищенаведене пояснення стосується загальної конструкції та функціонування електроннопроменевої плавильної печі для виготовлення кількох зливків згідно з існуючим рівнем техніки та даним винаходом; крім того, у п’ятому варіанті втілення даного винаходу, як показано на Фіг. 12, у зоні діставання 50 передбачено плоский охолоджувальний елемент 60. Фіг. 12A є поперечним розрізом зони діставання 50, і Фіг. 12B є поперечним розрізом з Фіг. 12A по лінії B-B. Як показано на Фіг. 12, у просторі між зливками 22, які дістають, і між інструментами для діставання 30 передбачено плоский охолоджувальний елемент 60, таким чином, щоб проходити вздовж поверхні кожного зі зливків 22 при збереженні певної відстані до кожної поверхні. Як показано на Фіг. 7, оскільки внутрішня частина зони діставання 50 у традиційній електронно-променевій плавильній печі тримається під зниженим тиском, зливки 22 не можуть охолоджуватися шляхом прямої подачі охолоджувального агента, і зливки 22 охолоджуються насамперед випроміненням, як показано хвилястими стрілками. Поверхня зливків 22, орієнтована до зовнішнього кожуха 51 зони діставання, може випромінювати тепло, що сприяє охолодженню; однак поблизу від центральної ділянки, в якій два зливки 22 є орієнтованими один до одного, оскільки вони приймають теплоту випромінення один від одного, швидкість охолодження зливків 22 знижується, таким чином, знижуючи обсяг виробництва. Крім того, у центральній ділянці через відсутність сприяння охолодженню порівняно з периферійною зоною зливків 22, орієнтованих один до одного, в одному зливку створюється нерівномірний розподіл температури залежно від позиції його поверхні, таким чином, викликаючи деформацію зливка, таку, як жолоблення. Однак у п’ятому варіанті втілення даного винаходу, оскільки передбачено плоский охолоджувальний елемент 60 між зливками 22, сприяння тепловому випроміненню також відбувається на поверхнях, якими зливки є орієнтованими один до одного, що забезпечує можливість швидкого охолодження. В результаті рівномірне охолодження може бути здійснене на всіх поверхнях зливків. У вищенаведеному поясненні п’ятого варіанта втілення пояснюється приклад, у якому зливки виготовляються на двох лініях; однак представлений варіант втілення не обмежується виготовленням зливків на двох лініях, і можливим є, наприклад, виготовлення зливків на трьох або більшій кількості ліній. У цьому разі зливок 22 та охолоджувальний елемент 60 розташовуються поперемінно. Шостий варіант втілення (кілька зливків + охолоджувальний елемент у формі скоби) У шостому варіанті втілення даного винаходу, як показано на Фіг. 13, у зоні діставання 50 передбачено охолоджувальний елемент, який має поперечний розріз у формі скоби "]". Фіг. 13A є поперечним розрізом зони діставання 50, і Фіг. 13B є поперечним розрізом з Фіг. 13A по лінії BB. Як показано на Фіг. 13, з трьох сторін кожної комбінації зливка 22, який дістають, та інструмента для діставання 30 у двох лініях охолоджувальний елемент 61, який має поперечний розріз напрямку діставання у формі скоби передбачено таким чином, щоб проходити вздовж трьох бокових поверхонь зливка 22 при збереженні певної відстані від поверхонь. У шостому варіанті втілення даного винаходу, оскільки у зоні діставання 50 передбачено охолоджувальний елемент 61, який має поперечний розріз у формі скоби, це може сприяти більшому тепловому випроміненню зливка 22, ніж у п’ятому варіанті втілення, і, таким чином, охолодження може виконуватися швидше. У вищенаведеному поясненні шостого варіанта втілення пояснюється приклад, у якому зливки виготовляються на двох лініях; однак представлений варіант втілення не обмежується виготовленням зливків на двох лініях, і можливим є, наприклад, виготовлення, у якому 7 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 60 передбачено комбінацію зливка та охолоджувального елемента, на трьох або більшій кількості ліній. Крім того, два охолоджувальні елементи, які мають поперечний розріз у формі скоби, як показано на Фіг. 13, можуть бути взаємно оберненими. Сьомий варіант втілення (кілька зливків + охолоджувальний елемент квадратної форми) У сьомому варіанті втілення даного винаходу, як показано на Фіг. 14, у зоні діставання 50 передбачено охолоджувальний елемент, який має поперечний розріз квадратної форми. Фіг. 14A є поперечним розрізом зони діставання 50, і Фіг. 14B є поперечним розрізом з Фіг. 14A по лінії B-B. Як показано на Фіг. 14, з чотирьох сторін кожної комбінації зливка 22, який дістають, і інструмент для діставання 30 на двох лініях, охолоджувальний елемент 62, який має поперечний розріз у напрямку діставання квадратної форми передбачено таким чином, щоб проходити вздовж чотирьох бокових поверхонь зливка 22 при збереженні певної відстані до поверхонь. У сьомому варіанті втілення даного винаходу, оскільки у зоні діставання 50 передбачено охолоджувальний елемент 62, який має поперечний розріз квадратної форми, зливок може охолоджуватися з усіх напрямків, і це може сприяти більшому тепловому випроміненню зливка 22, ніж у п’ятому та шостому варіантах втілення, і, таким чином, охолодження може здійснюватися швидше. У вищенаведеному поясненні сьомого варіанта втілення пояснюється приклад, у якому зливки виготовляються на двох лініях; однак представлений варіант втілення не обмежується виготовленням зливків на двох лініях, і можливим є, наприклад, виготовлення, у якому передбачено комбінацію зливка та охолоджувального елемента, на трьох або більшій кількості ліній. Восьмий варіант втілення (кілька зливків + охолоджувальний елемент у формі змійовика) У восьмому варіанті втілення даного винаходу, як показано на Фіг. 15, у зоні діставання 50 передбачено охолоджувальний елемент який складається зі спірального змійовика. Фіг. 15A є поперечним розрізом зони діставання 50, і Фіг. 15B є поперечним розрізом з Фіг. 15A по лінії BB. Як показано на Фіг. 15, охолоджувальний елемент 63, який має форму спірального змійовика, оточує чотири сторони кожної комбінації зливка 22, який дістають, та інструмента для діставання 30 на двох лініях, таким чином, щоб проходити вздовж чотирьох бокових поверхонь зливка 22 при збереженні певної відстані до поверхонь. У восьмому варіанті втілення даного винаходу, оскільки охолоджувальний елемент 63 у формі змійовика у зоні діставання 50 передбачено, зливок може охолоджуватися з усіх напрямків, і це може сприяти тепловому випроміненню зливка 22 так само, як у сьомому варіанті втілення, і, таким чином, охолодження може здійснюватися швидше. У вищенаведеному поясненні восьмого варіанта втілення пояснюється приклад, у якому зливки виготовляються на двох лініях; однак представлений варіант втілення не обмежується виготовленням зливків на двох лініях, і можливим є, наприклад, виготовлення, у якому передбачено комбінацію зливка та охолоджувального елемента, на трьох або більшій кількості ліній. Дев’ятий варіант втілення (кілька зливків + охолоджувальний елемент у формі трикутного стовпа) Далі пояснюється ще один варіант втілення даного винаходу. Фіг. 16 показує приклад, у якому розташування кількох виливниць змінюється у зоні плавлення 40 електронно-променевої плавильної печі згідно з даним винаходом. Як показано на Фіг. 16, дві виливниці 16 передбачено таким чином, що їхні краї у подовжньому напрямку не є паралельними. Шлюз 18, який тримає розплавлений метал 20 і розподіляє його по кількох виливницях 16, передбачено між подом 13 та виливницями 16. Фіг. 17 показує вид у розрізі у разі, коли зливки, утворені у зоні плавлення 40, як показано на Фіг. 16, дістають до зони діставання 50. Як показано на Фіг. 17, зливки 22, видобуті на двох лініях розташовуються таким чином, що вид у розрізі нагадує циркумфлекс без піка. У просторі між зливками на двох лініях передбачено охолоджувальний елемент 64, який має форму трикутного стовпа (форму призми), таким чином, що дві поверхні трикутного стовпа простягаються паралельно кожній поверхні зливків 22, маючи певний зазор між поверхнею трикутного стовпа та поверхнею зливка 22. У дев’ятому варіанті втілення даного винаходу навіть у разі, коли поверхні зливків на двох лініях не є паралельними одна одній, оскільки охолоджувальний елемент, передбачений між зливками, має форму трикутного стовпа, і дві його поверхні є паралельними поверхням зливків, 8 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 60 це також може сприяти тепловому випроміненню навіть між зливками, і, таким чином, охолодження може виконуватися швидше. В результаті забезпечується можливість рівномірного охолодження від усіх поверхонь зливків. Десятий варіант втілення (кілька зливків + охолоджувальний елемент у формі трикутного стовпа) Фіг. 18 показує приклад, у якому розташування виливниці 16 змінюється у зоні плавлення 40 електронно-променевої плавильної печі згідно з даним винаходом. Як показано на Фіг. 18, кілька виливниць 16 передбачено таким чином, що їх подовжні поверхні розташовуються радіально. Шлюз 19, який радіально розподіляє розплавлений метал 20 по виливницях 16, передбачено між подом 13 та виливницями 16. Фіг. 19 показує вигляд у розрізі у разі, коли зливки, утворені в зоні плавлення 40, як показано на Фіг. 18, дістаються у зоні діставання 50. Як показано на Фіг. 19, кілька видобутих зливків 22 розташовуються радіально. У кожному просторі, утвореному між сусідніми зливками на двох лініях, передбачено охолоджувальний елемент 65 у формі трикутного стовпа, таким чином, що дві його поверхні простягаються паралельно поверхні кожного зі зливків 22 з певним зазором. У десятому варіанті втілення даного винаходу навіть у разі, коли зливки розташовуються радіально, і поверхні зливків не є паралельними одна одній, оскільки охолоджувальний елемент, передбачений між зливками, має форму трикутного стовпа, і дві його поверхні є паралельними поверхням зливків, це також може сприяти тепловому випроміненню навіть між зливками, і, таким чином, охолодження може здійснюватися швидше. В результаті забезпечується можливість рівномірного охолодження від усіх поверхонь зливків. Крім того, у представленому варіанті втілення кілька зливків можуть ефективно виготовлятися в обмеженому просторі. Інший варіант (непрямокутний зливок + охолоджувальний елемент) Фіг. 20 показує вид у розрізі видобутого зливка в іншому варіанті даного винаходу. Як показано на Фіг. 20A, даний винахід може бути застосований для зливка 23, який має круглий поперечний розріз. Подібно до випадку з прямокутним зливком, охолоджувальний елемент 66 у цьому разі має круглий поперечний розріз, який оточує всю окружність зливка, водночас маючи певний зазор від поверхні зливка 23, і простягається вздовж напрямку діставання зливка. Крім того, як показано на Фіг. 20B, охолоджувальний елемент у формі змійовика 67 може повністю оточувати окружність круглого зливка. Крім того, у спосіб, подібний до пояснених втілень прямокутного зливка, можуть бути передбачені кілька комбінацій зливка 23, і охолоджувальний елемент, показаний на Фігурах 20A та 20B може забезпечуватися паралельно. Крім того, як показано на Фіг. 20C, охолоджувальний елемент 68, який оточує частину окружності круглого зливка, може бути передбачений між кількома круглими зливками 23. Крім того, як показано у плані на Фіг. 21, паралельно передбачено кілька виливниць 16 у зоні плавлення 40, і у зоні діставання 50 під зоною плавлення зовнішній кожух 51 зони діставання може мати конструкцію, в якій комбінуються два кожухи, кожен з яких має поперечний розріз у формі літери “С”, що оточує частину зливка і є частково відкритим. Слід зазначити, що Фіг. 21 показує варіант зовнішнього кожуха 51 зони діставання, хоча опис охолоджувального елемента на фігурі не представлено, і кожен тип охолоджувального елемента, який пояснюється у даному винаході, може бути представлений на Фіг. 21 у практичному застосуванні. Крім того, як показано на Фіг. 22, згідно з даним винаходом, якщо охолоджувальний елемент розташовується не з нижнього напрямку зливка, як пояснювалося раніше, може застосовуватися, наприклад, конструкція, в якій пластинчастий елемент, який складається з мідної пластини або іншої подібної пластини, кріпиться на нижньому краї виливниці 16 фіксатором 72, таким чином, щоб проходити через виливницю 16 від верхнього напрямку до нижнього напрямку. Пластинчастий елемент 70 або 71 може бути передбачений таким чином, щоб оточувати зливок, як показано на Фіг. 22B у разі, коли поперечний розріз зливка є прямокутним, і як показано на Фіг. 22C у разі, коли поперечний розріз зливка є круглим. В обох випадках охолоджувальний елемент у формі змійовика 63 або 67 передбачено навколо пластинчастого елемента 70 або 71, відповідно, і зливок може охолоджуватися через пластинчастий елемент шляхом теплопоглинання охолоджувального елемента. Особливість даного винаходу полягає в тому, що охолоджувальний елемент передбачено між кількома зливками та/або між зовнішнім кожухом та зливком. Серед цих варіантів у варіанті втілення, в якому охолоджувальний елемент передбачено між кількома зливками, як уже пояснювалося на Фіг. 12, взаємне нагрівання між зливками 22, видобутими з виливниць при високій температурі, може ефективно зменшуватися завдяки розташуванню охолоджувального елемента 60 між зливками 22. 9 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 60 Крім того, хоча опис на фігурі не представлено, охолоджувальний елемент може бути передбачений між зливком 22 та зовнішнім кожухом 51. Крім того, при комбінуванні двох варіантів втілення, як показано на Фіг. 23, охолоджувальний елемент може забезпечуватись як між кількома зливками 22, так і між зливком 22 та зовнішнім кожухом 51. Якщо взаємне нагрівання між зливками 22 зменшується, не існує градієнта розподілу температури у напрямку поперечного розрізу в кожному зливку 22, видобутому з виливниці. В результаті термічна деформація утвореного зливка також може бути ефективно зменшена. І нарешті, може бути одержаний зливок, який має чудові лінійні властивості. Згідно з даним винаходом, в оптимальному варіанті градієнт температури, при якому температура знижується від верхньої частини охолоджувального елемента до нижньої частини охолоджувального елемента, діє на охолоджувальний елемент у вертикальному напрямку. В результаті, порівняно з випадком, у якому такого градієнта температури охолоджувального елемента не існує, поверхня лиття виготовленого зливка поліпшується. Крім того, згідно з даним винаходом, в оптимальному варіанті градієнт температури, при якому температура знижується від нижньої частини охолоджувального елемента до верхньої частини охолоджувального елемента, діє на охолоджувальний елемент у вертикальному напрямку. В результаті, порівняно з випадком, у якому такого градієнта температури охолоджувального елемента не існує, поліпшується лінійність виготовленого зливка. Фіг. 24 показує інший оптимальний втілення даного винаходу, в якому охолоджувальний елемент 60 передбачено на кожній поверхні двох зливків 22, орієнтованих один до одного, у стані, в якому градієнт температури в охолоджувальних елементах 60 не створюється. При цьому втіленні взаємне нагрівання між зливками може знижуватися більшою мірою, і в результаті жолоблення зливка може бути поліпшене порівняно з варіантом втілення з Фіг. 12. Фіг. 25 показує інший оптимальний втілення даного винаходу, в якому охолоджувальний елемент 60 передбачено на кожній поверхні двох зливків 22, орієнтованих один до одного і на кожній з поверхонь зливків 22, орієнтованих до зовнішнього кожуха, у стані, в якому охолоджувальні елементи 60 не мають градієнта температури. При цьому втіленні взаємне нагрівання між зливками може знижуватися більшою мірою, швидкість охолодження збільшується, і в результаті не лише додатково зменшується жолоблення зливка, але й може поліпшуватися швидкість діставання виготовленого зливка. Фіг. 26 показує оптимальний варіант втілення даного винаходу, яким є охолоджувальний елемент 69, у якому існує градієнт температури. Показано приклад способу створення такого градієнта з застосуванням конструкції для пропускання по ній охолоджувальної води. У вертикальному напрямку внутрішня частина охолоджувального елемента 69 розділяється на кілька зон роздільними стінками, і верхня, середня та нижня частини називаються першою частиною 69a, другою частиною 69b та третьою частиною 69c, відповідно. У конструкції за цим варіантом втілення гаряча вода (H) подається до першої частини 69a, і гаряча вода (H) витісняється з цієї частини. В оптимальному варіанті температура гарячої води, яка надходить до першої частини 69a, складає від 50 до 70 °C. Крім того, в оптимальному варіанті холодна вода (L) подається до низу третьої частини 69c, холодна вода (L) витісняється через верх цієї частини, і витіснена холодна вода (L) подається до низу другої частини 69b. В оптимальному варіанті температура холодної води, що надходить, становить від 5 до 20 °C. Завдяки створенню негативного градієнта температури, при якому температура знижується згори донизу в охолоджувальному елементі 69, як було згадано вище, оскільки зливок 22 відразу після його діставання з виливниці 16 охолоджується поступово, а не раптово, може поліпшуватися поверхня лиття утвореного зливка 22. Крім того, згідно з даним винаходом, хоча й не показано на фігурі, можливою є подача холодної води (L) до першої частини 69a та другої частини 69b і подача гарячої води (H) до третьої частини 69c, на відміну від Фіг. 26. Завдяки створенню позитивного градієнта температури, при якому температура збільшується згори донизу в охолоджувальному елементі 69, як було згадано вище, оскільки взаємне нагрівання між зливками 22 відразу після діставання з виливниці 16 знижується, існує можливість запобігання нерівномірному розподілові температури у зливку, і лінійність зливка може бути поліпшена. Хоча опис на фігурі не представлено, даний винахід не обмежується зливком, який має поперечний розріз прямокутника та кола, і винахід може бути застосований до будь-яких інших зливків, що мають такі форми поперечного розрізу, як еліпс, “бочка”, багатокутник або інші неправильні криволінійні форми, за умови можливості їх практичного втілення, і може бути застосований до виготовлення зливків на одній лінії та на кількох лініях. У кожному з випадків 10 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 60 охолоджувальний елемент згідно з даним винаходом має форму, що повністю або частково оточує окружність поверхні зливка і простягається вздовж поверхня зливка, при цьому маючи певний зазор з поверхнею зливка. Охолоджувальний елемент для охолодження металевого зливка виготовляють з металу, який має добру теплопровідність, і в оптимальному варіанті охолоджувальний агент застосовують у самому охолоджувальному елементі. Як спосіб охолодження можна згадати спосіб, згідно з яким усі поверхні мідного елемента охолоджуються, являючи собою сорочку елемента, спосіб, згідно з яким охолоджувальний агент тече шляхом, заздалегідь утвореним в охолоджувальному елементі, для охолодження елемента, та спосіб, згідно з яким на поверхні охолоджувального елемента передбачено металеву трубу у формі змійовика для охолодження охолоджувального елемента. Завдяки застосуванню одного з цих способів, може ефективно відводитися теплота зі зливка. Як матеріал для охолоджувального елемента можуть бути вибрані будь-які матеріали, які демонструють теплопровідність, та, наприклад, метали, кераміка, термостійкі технічні пластмаси, зокрема, матеріали згідно з даним винаходом, і серед цих матеріалів бажано застосовувати матеріал, який має відмінну теплопровідність, такий, як мідь, алюміній, залізо і т. ін. Як охолоджувальний агент може застосовуватися вода, органічний розчинник, олія або газ. Згідно з ще одним способом охолодження для охолоджувального елемента, може бути згаданий спосіб з використанням так званого ефекту Пельтьє, який виявляється через зв’язування двох або більшої кількості типів різних металів та подачу постійного струму на елемент. Згідно з цим способом, одна поверхня елемента Пельтьє, орієнтована до зливка, охолоджується, тоді, як протилежна поверхня елемента випромінює теплоту. Цей спосіб може застосовуватись окремо або у комбінації з іншим способом охолодження, який було описано раніше. У цьому разі як елемент бажано використовувати облицьовувальний матеріал з міді та константану (мідно-нікелевого сплаву) або облицьовувальний матеріал з міді та нікелевохромового сплаву. Одинадцятий варіант втілення (виливниця, яка має один тип охолоджувального матеріалу + частина, що збільшує товщину + циліндрична частина) Потрібний варіант втілення виливниці 16 електронно-променевої плавильної печі з Фіг. 1 пояснюється нижче. Фіг. 27A являє собою збільшений вид виливниці 16 з Фіг. 1. Виливниця 80 представленого варіанта втілення складається з першої охолоджувальної частини (частина, що збільшує товщину) 80a, яка є верхньою частиною виливниці, та другої охолоджувальної частини (циліндричної частини) 80b, яка є нижньою частиною виливниці. Перша охолоджувальна частина (частина, що збільшує товщину) 80a починається від зони, яка відповідає менісковій частині 21a, у якій рідка фаза ванни 21 розплавленого металу, який тримається у виливниці 16, прямо контактує з зоною над менісковою частиною. У першій охолоджувальній частині товщина стінок виливниці збільшується у верхньому напрямку. Друга охолоджувальна частина (циліндрична частина) 80b починається від зони, яка відповідає частині, в якій тверда фаза ванни виливниці 21 контактує з нижньою зоною. У другій охолоджувальній частині товщина стінок виливниці є незмінною. З зовнішнього боку виливниці 80 охолоджувальний агент 80d подається до частини 80a, що збільшує товщину, та циліндричної частини 80b. По-перше, сировина 12, яка надходить з пристрою 10 для подачі сировини, плавиться електронно-променевою гарматою 14 у поді 13 для утворення розплавленого металу 20. Розплавлений метал 20 подається з виходу з поду 13 всередину виливниці 16. Заглушка, не показана на фігурі, передбачається у виливниці 16 перед плавленням сировини 12, і ця заглушка функціонує як нижня частина виливниці 16. Заглушка складається з того самого металу, що й сировина 12, і утворює зливок 22, зливаючись з розплавленим металом 20, який подається у виливницю 16. Поверхня розплавленого металу 20, який подається на заглушку у виливниці 16, нагрівається електронно-променевою гарматою 15 для утворення ванни 21 розплавленого металу. Нижня частина ванни 21 розплавленого металу охолоджується й затверджується виливницею 16 і утворює зливок 22 шляхом злиття з заглушкою. Зливок 22, утворений у виливниці 16, дістають до зони діставання 50 з регульованою швидкістю діставання для інструмента для діставання 30, який зачеплюється з заглушкою, таким чином, щоб рівень ванни 21 розплавленого металу підтримувався на незмінному рівні. Особливість представленого варіанта втілення полягає в тому, що на стінках виливниці передбачено розподіл температури, при якому температура рівномірно знижується від верхньої частини до нижньої частини стінки виливниці, і існує принаймні одна точка перегину у розподілі 11 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 температури, як показано на Фіг. 31B. Завдяки створенню такого розподілу температури, як було згадано вище, порівняно з традиційною виливницею, в якій стінка, як показано у вторинному охолоджувальному елементі, утворюється паралельно первинному охолоджувальному елементові, кількість теплопоглинання може бути додатково знижена, і в результаті може бути поліпшена поверхня лиття виготовленого зливка. Тобто, при створенні розподілу температури, як було згадано вище, оскільки охолодження у компоненті первинного охолодження 80a є відносно слабким, щоб ванна виливниці підтримувалася при високій температурі, може бути сформована довга меніскова частина 21a. З іншого боку, оскільки охолодження у компоненті вторинного охолодження 80b є відносно швидким, це сприяє затвердненню, поверхня поділу 21b між твердою та рідкою фазами у нижній частині ванни виливниці має ширшу форму порівняно з параболою, тобто, може утворюватися мілка ванна виливниці. У такий спосіб забезпечується сприяння змішуванню розплавленого металу навіть поблизу від нижньої частини ванни виливниці 21 та запобігання впливу на видобутий зливок нижньої частини ванни виливниці, яка є розплавленою частиною. В результаті може бути одержаний зливок, який має відмінну поверхню лиття. Фіг. 31 показує різницю між виливницею згідно з даним винаходом та традиційною виливницею. Фіг. 31A показує традиційну виливницю, а Фіг. 31B – виливницю згідно з даним винаходом. Як показано на Фіг. 31 A, оскільки поверхня поділу 21b між твердою та рідкою фазами у традиційному варіанті має параболічну форму, змішування компонентів розплавленого металу у зоні нижньої частини переривається. Крім того, при спробі формування меніскової частини довшою 21a через збільшення енергії плавлення позиція вигнутої частини параболи нижньої частини стає нижчою, і, таким чином, це може пошкодити видобутий зливок. Однак згідно з даним винаходом, навіть у разі, коли меніскова частина 21a формується довшою, нижня частина ванни виливниці 21 виступає меншою мірою, ніж при параболічній формі, і, таким чином, досягається вищезгаданий ефект. Крім того, ситуацію залежності температури від позиції (координата L) у виливниці концептуально показано на Фіг. 31. Як показано на Фіг. 31, оскільки охолодження у традиційному випадку (31A) є незмінним, температурна крива приблизно описується одинарною спадною кривою за допомогою натурального логарифма від найвищої температури T 1; однак у випадку згідно з даним винаходом (31B), оскільки охолодження відбувається у два етапи, включаючи частину первинного охолодження та частину вторинного охолодження, температурна крива приблизно описується спадною кривою, на якій температура помірно знижується від найвищої температури T 1 до T2, та спадною кривою, на якій температура швидко знижується з T2. Слід зазначити, що вигин кривої у нижньому напрямку показано на Фіг. 31B, яка відповідає даному винаходові; однак даний винахід включає оптимальний варіант втілення, в якому розподіл температур показано через вигин кривої у верхньому напрямку. Крім того, даний винахід включає втілення, в якому на графіку є принаймні одна точка перегину. Дванадцятий варіант втілення (виливниця, яка має два типи охолоджувального агента) Далі пояснюються варіанти втілення плавильної печі для одержання металу з дванадцятого по чотирнадцятий. У представлених нижче варіантах втілення пояснення елементів конструкції, які є таким самими, що й у дванадцятому варіанті втілення, пропущено, і пояснюється лише відмінна частина виливниці. Фіг. 28 A показує збільшене зображення виливниці 81 згідно з представленим варіантом втілення. Виливниця 81 складається з компонента первинного охолодження 81a, який є верхньою частиною виливниці, та компонента вторинного охолодження 81b, який є нижньою частиною виливниці. Компонент первинного охолодження 81a передбачено для частини, яка відповідає менісковій частині 21a, в якій рідка фаза ванни 21 розплавленого металу, який тримається у виливниці 81, прямо контактує з виливницею 81 та верхньою зоною. Компонент вторинного охолодження 81b передбачено для частини, яка відповідає частині, в якій тверда фаза ванни виливниці 21 контактує з виливницею 81 та нижньою зоною. Товщина цих стінок виливниці є незмінною, на відміну від одинадцятого варіанта втілення. З зовнішнього боку виливниці 81 утворено взаємно відокремлені розділені канали, і агент первинного охолодження 81d та агент вторинного охолодження 81e подаються для охолодження компонента первинного охолодження 81a та компонента вторинного охолодження 81b виливниці, відповідно. Температура агента первинного охолодження 81d є вищою за температуру агента вторинного охолодження 81e. Таким чином, кількість теплопоглинання компонента первинного охолодження 81a є малою, а компонента вторинного охолодження 81b – великою. 12 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 60 У цій конструкції, оскільки охолодження у компоненті первинного охолодження 81a є відносно слабким, і, таким чином, ванна виливниці підтримується при високій температурі, меніскова частина 21a може бути сформована довшою; з іншого боку, оскільки охолодження у компоненті вторинного охолодження 81b є відносно швидким і, таким чином, це сприяє затвердненню, поверхня поділу 21b між твердою та рідкою фазами у нижній частині ванни виливниці може бути ширшою, ніж при параболічній формі, тобто, може утворюватися мілка ванна виливниці. У цій конструкції забезпечується сприяння змішуванню розплавленого металу навіть поблизу від нижньої частини ванни виливниці 21, а отже, запобігання впливу на видобутий зливок нижньої частини ванни виливниці, яка є розплавленою частиною. В результаті може бути одержаний зливок, який має відмінну поверхню лиття. Тринадцятий варіант втілення (виливниця, яка має Один тип охолоджувального агента + один змійовик) Фіг. 29A показує збільшене зображення виливниці 82 представленого варіанта втілення. Виливниця 82 складається з компонента первинного охолодження 82a, який є верхньою частиною виливниці, та компонента вторинного охолодження 82b, який є нижньою частиною виливниці. Компонент первинного охолодження 82a передбачено для частини, яка відповідає менісковій частині 21a, у якій рідка фаза ванни 21 розплавленого металу, який тримається у виливниці 82, прямо контактує з виливницею 82 та верхньою зоною. Компонент вторинного охолодження 82b передбачено для частини, яка відповідає частині, в якій тверда фаза ванни виливниці 21 контактує з виливницею 82 та нижньою зоною. Товщина цих стінок виливниці є незмінною. Ззовні навколо виливниці 82 намотано один змійовик. Змійовик є відносно рідко намотаним навколо частини, яка відповідає компонентові первинного охолодження 82a, і відносно рідко намотаним навколо частини, яка відповідає компонентові вторинного охолодження 82b. Охолоджувальний агент 82d подається до одного змійовика. У цьому варіанті втілення, оскільки змійовик є рідко намотаним (з невеликою кількістю витків) навколо компонента первинного охолодження 82a і густо намотаним (з великою кількістю витків) навколо компонента вторинного охолодження 82b, кількість теплопоглинання є пропорційною кількості витків змійовика, і, таким чином, кількість теплопоглинання у компоненті первинного охолодження 82a є малою, а кількість теплопоглинання у компоненті вторинного охолодження 82b є великою. У цій конструкції, оскільки охолодження у компоненті первинного охолодження 82a є відносно слабким, і, таким чином, ванна виливниці підтримується при високій температурі, меніскова частина 21a може бути сформована довшою; з іншого боку, оскільки охолодження у компоненті вторинного охолодження 82b є відносно швидким, і, таким чином, це сприяє затвердненню, поверхня поділу 21b між твердою та рідкою фазами у нижній частині ванни виливниці може бути ширшою, ніж при параболічній формі, тобто, може утворюватися мілка ванна виливниці. У цій конструкції забезпечується сприяння змішуванню розплавленого металу навіть поблизу від нижньої частини ванни виливниці 21, і, таким чином, запобігання впливу на видобутий зливок нижньої частини ванни виливниці, яка є розплавленою частиною. В результаті може бути одержаний зливок, який має відмінну поверхню лиття. Чотирнадцятий варіант втілення (виливниця, яка має два типи охолоджувального агента + два змійовики) Фіг. 30A показує збільшене зображення виливниці 83 представленого варіанта втілення. Виливниця 83 складається з компонента первинного охолодження 83a, який є верхньою частиною виливниці, та компонента вторинного охолодження 83b, який є нижньою частиною виливниці. Компонент первинного охолодження 83a передбачено для частини, яка відповідає менісковій частині 21a, у якій рідка фаза ванни 21 розплавленого металу, який тримається у виливниці 83, прямо контактує з виливницею 83 та верхньою зоною. Компонент вторинного охолодження 83b передбачено для частини, яка відповідає частині, в якій тверда фаза ванни виливниці 21 контактує з виливницею та нижньою зоною. Товщина цих стінок виливниці є незмінною. Ззовні на виливницю 83 намотано два змійовики, таким чином, щоб могли окремо подаватися два типи охолоджувального агента. На відміну від тринадцятого варіанта втілення, змійовик, який відповідає компонентові первинного охолодження 83a, та змійовик, який відповідає компонентові вторинного охолодження 83b, є взаємно відокремленими. Охолоджувальний агент 83d, який має відносно високу температуру, подається до змійовика навколо компонента первинного охолодження 83a, а охолоджувальний агент 83e, який має відносно низьку температуру, подається до змійовика навколо компонента вторинного охолодження 83b. 13 UA 109304 C2 5 10 15 20 25 30 35 40 45 50 55 У цьому варіанті втілення, оскільки охолоджувальний агент відносно високої температури подається на компонент первинного охолодження 83a, а охолоджувальний агент відносно низької температури подається на компонент вторинного охолодження 83b, кількість теплопоглинання у компоненті первинного охолодження 83a є малою, а кількість теплопоглинання у компоненті вторинного охолодження 83b є великою. У цій конструкції, оскільки охолодження у компоненті первинного охолодження 83a є відносно слабким, і, таким чином, ванна виливниці підтримується при високій температурі, меніскова частина 21 може бути сформована довшою; з іншого боку, оскільки охолодження у компоненті вторинного охолодження 83b є відносно швидким, і, таким чином, це сприяє затвердненню, поверхня поділу 21b між твердою та рідкою фазами у нижній частині ванни виливниці може бути ширшою, ніж при параболічній формі, тобто, може утворюватися мілка ванна виливниці. У цій конструкції забезпечується сприяння змішуванню розплавленого металу навіть поблизу від нижньої частини ванни виливниці 21, і, таким чином, запобігання впливу на видобутий зливок нижньої частини ванни виливниці, яка є розплавленою частиною. В результаті може бути одержаний зливок, який має відмінну поверхню лиття. Варіант (виливниця, яка має конічну частину) Крім виливниць з 80 по 83, які пояснювалися вище, можуть бути передбачені конічні частини з 80c по 83c на нижній кінцевій частині компонентів вторинного охолодження з 80b по 83b, відповідно, як показано на Фігурах 27b, 28B, 29B та 30B. Конічні частини з 80c по 83c мають конструкцію, в якій діаметр всередині виливниці зменшується, а товщина збільшується у нижньому напрямку. Завдяки розташуванню конічних частин з 80c по 83c, поверхня зливка, видобутого у виливницях з 80 по 83, може піддаватися додатковому стисканню через напруження, і в результаті поверхня лиття може бути поліпшена. В оптимальному варіанті кут конусності θ конічної частини згідно з даним винаходом складає від 1 до 5 градусів. У разі, коли кут конусності 0 є меншим за 1 градус, помітне поліпшення поверхні лиття не досягається, а у разі, коли кут конусності θ є більшим за 5 градусів, зливок не може бути вийнятий з виливниці. В оптимальному варіанті втілення даного винаходу співвідношення довжини компонента первинного охолодження та компонента вторинного охолодження перебуває у такому діапазоні, що співвідношення компонента первинного охолодження з компонентом вторинного охолодження = 45 до 55:45 до 55 у разі, коли конічну частину не передбачено, і в оптимальному варіанті співвідношення компонента первинного охолодження з компонентом вторинного охолодження (компонентом за винятком конічної частини) і з конічною частиною = 45 до 55:20 до 25:20 до 25 у разі, коли передбачено конічну частину. Оптимальний варіант втілення вищезгаданого процесу виготовлення зливка з застосуванням електронно-променевої плавильної печі також може бути застосований у плазмово-дуговій плавильній печі, і в результаті одержують зливок, який має відмінну поверхню лиття та лінійність. При виготовленні металевого зливка згідно з даним винаходом, як описано вище, охолодження може здійснюватися швидко, руйнування зливка через окиснення під дією повітря зменшується, і ефективність виробництва зливка поліпшується. Крім того, оскільки теплове випромінення від зливка може відбуватися рівномірно в усіх напрямках, це може запобігати деформації зливка через нерівномірний розподіл температури. Таким чином, спосіб у плавильній печі для одержання металу згідно з даним винаходом, завдяки розташуванню принаймні одного охолоджувального елемента між зливками, які виймаються з виливниці, і/або між зливком та зовнішнім кожухом, не лише ефективно зменшується жолоблення виготовленого зливка, але й може бути поліпшена поверхня лиття виготовленого зливка через забезпечення розподілу температури для охолоджувального елемента. Приклади Далі даний винахід детально пояснюється з посиланням на приклади та порівняльні приклади. Приклад 1 Титанові зливки виготовляли З застосуванням електронно-променевої плавильної печі, яка має нижчезазначену конструкцію. 1. Сировина для плавлення Титанова губка (діаметр у межах від 1 до 20 мм) 2. Конструкція пристрою 14 UA 109304 C2 5 10 15 20 1) Під (матеріал та структура: охолоджуваний водою мідний під, випускні отвори для розплавленого металу: два) 2) Виливниця (охолоджувана водою мідна виливниця: одна, форма поперечного розрізу: прямокутна) 3) Охолоджувальний елемент (передбачений навколо зливка) Температура охолоджувальної води: 20 °C Градієнт температури: немає 3. Виготовлений зливок Форма: діаметр 100 4. Механізм для діставання зливка Інструмент для діставання зливка було передбачено під кожною виливницею, і зливки діставали одночасно. 5. Регулювання тиску Спостерігаючи за манометром, передбаченим у печі, тиск всередині печі регулювали у певному діапазоні. Вимірювали час, який вимагається для охолодження зливка у разі, коли передбачено охолоджувальний елемент навколо окружності зливка (діаметр 100), який тримали при температурі від 1000 °C до 300 °C у виливниці 16, як показано на Фіг. 10, та час, який вимагається для охолодження зливка у разі, коли охолоджувальний елемент не застосовується. У даному разі застосовували мідний охолоджувальний елемент з водяним охолодженням. Таблиця 1 Охолоджувальний елемент Час охолодження (хв) 25 Передбачено 60 Не передбачено 180 Приклад 2 Час, який вимагається для охолодження зливка, вимірювали в умовах, подібних до описаних у Прикладі 1, за винятком того, що охолоджувальний елемент, показаний на Фіг. 11, застосовували замість показаного на Фіг. 10. Таблиця 2 Охолоджувальний елемент Час охолодження (хв) 30 Передбачено 100 Не передбачено 180 Приклад 3 Час, який вимагається для охолодження зливка, вимірювали в умовах, подібних до описаних у Прикладі 1, за винятком того, що два зливки виготовляли у двох виливницях, і за винятком того, що охолоджувальний елемент, показаний на Фіг. 12 застосовували замість показаного на Фіг. 10. Таблиця 3 Охолоджувальний елемент Час охолодження (хв) Передбачено 120 Не передбачено 300 35 40 Приклад 4 Час, який вимагається для охолодження зливка, вимірювали в умовах, подібних до описаних у Прикладі 1, за винятком того, що два зливки виготовляли у двох виливницях, і за винятком того, що охолоджувальний елемент, показаний на Фіг. 14 застосовували замість показаного на Фіг. 10. Таблиця 4 Охолоджувальний елемент Час охолодження (хв) Передбачено 60 Приклад 5 15 Не передбачено 300 UA 109304 C2 Час, який вимагається для охолодження зливка, вимірювали в умовах, подібних до описаних у Прикладі 1, за винятком того, що два зливки виготовляли у двох виливницях, і за винятком того, що охолоджувальний елемент, показаний на Фіг. 15 застосовували замість показаного на Фіг. 10. 5 Таблиця 5 Охолоджувальний елемент Час охолодження (хв) 10 15 20 25 30 35 40 45 50 Передбачено 100 Не передбачено 300 Приклад 6 В результаті одночасного виготовлення та діставання двох зливків в умовах, подібних до описаних у Прикладі 1 за винятком того, що два зливки виготовляли у двох виливницях, і за винятком того, що застосовували конструкцію пристрою, показану на Фіг. 12, досягали подвоєння продуктивності порівняно з випадком, у якому застосовували пару з виливниці та інструмента для діставання. Крім того, лінійність виготовленого зливка задовольняла вимоги для характеристики продукту. Приклад 7 Два зливки виготовляли в умовах, подібних до описаних у Прикладі 6, за винятком того, що застосовували пристрій, показаний на Фіг. 26, гаряча вода при 90 °C подавали у першу частину 69a верхньої частини охолоджувального елемента 69, яку було поділено на три частини, і холодну воду при 20 °C подавали у наступну другу частину 69b та нижню третю частину 69c. В результаті спостереження поверхні виготовленого зливка було підтверджено, що поверхня лиття поліпшилася більше, ніж у Прикладі 6. Приклад 8 Два зливки виготовляли в умовах, подібних до описаних у Прикладі 7, за винятком того, що застосовували пристрій, показаний на Фіг. 26, холодну воду при 20 °C подавали у першу частину 69a верхньої частини охолоджувального елемента 69, яку було поділено на три частини, і гарячу воду при 90 °C подавали у наступну другу частину 69b та нижню третю частину 69c. В результаті спостереження поверхні виготовленого зливка було підтверджено, що поверхня лиття ще більше поліпшилася порівняно з Прикладами 6 та 7. Приклад 9 Два зливки виготовляли в умовах, подібних до описаних у Прикладі 6, за винятком того, що було передбачено два охолоджувальні елементи 60, як показано на Фіг. 24. В результаті спостереження поверхні виготовленого зливка було підтверджено, що поверхня лиття поліпшилася більше, ніж у Прикладі 1, і крім того, досягалася відмінна лінійність зливка. Приклад 10 Застосовуючи пристрій, показаний на Фіг. 26, поверхню лиття та жолоблення виготовленого зливка досліджували у разі, коли збільшувалася швидкість діставання зливка. В результаті, оскільки лінійність та поверхня лиття зливка підтримувалися на рівні, подібному до показників зливка, виготовленого за Прикладами з 1 по 3, було підтверджено, що швидкість діставання зливка може бути збільшена до 10%. Порівняльний приклад 1 Два зливки виготовляли у спосіб, подібний до способу за Прикладом 6, за винятком того, що охолоджувальний елемент 60 не було передбачено. В результаті дія пристрою для діставання зливка уповільнювалася, коли минуло 30% загального часу плавлення, і, таким чином, підтверджувався поточний показник двигуна. Порівняно зі звичайним випадком, показник зріс до контрольної верхньої межі. Таким чином, при затримці пристрою для діставання та електронних променів внутрішня частина пристрою охолоджувалася до кімнатної температури. При спостереженні ситуації з виготовленими зливками було підтверджено, що жолоблення створювалося на кожній поверхні зливків, орієнтованих один до одного. Умови випробувань та їх результати за Прикладами з 6 по 10 та Порівняльним Прикладом 1 показано у Таблиці 6. Було підтверджено, що не лише може підтримуватися лінійність виготовленого зливка, але й може бути поліпшена поверхня лиття виготовленого зливка через розташування охолоджувального елемента згідно з даним винаходом між зливками, які дістають з виливниць. 16 UA 109304 C2 Таблиця 6 Кількість виливниць Приклад 6 Приклад 7 15 20 25 30 2 Приклад 9 Приклад 10 Пор. приклад 1 10 2 Приклад 8 5 2 2 Співвідношення Поверхня Лінійність швидкості лиття зливка діставання Охолоджувальний елемент Кількість Розподіл температури 1 Немає Розподіляється (негативний 1 градієнт температури) Розподіляється (позитивний 1 градієнт температури) 2 Немає 2 2 2 B B 2,0 A B 2,0 B A 2,0 B A 2,1 Немає 2,0 B B 1,0 D Приклад 11 Титанові зливки виготовляли у такій конструкції пристрою й за таких умов. 1. Сировина для плавлення Титанова губка (діаметр у межах від 1 до 20 мм) 2. Конструкція пристрою 1) Під (охолоджуваний водою мідний під) 2) Виливниця: Тип 1: виливниця, яка має частину, що збільшує товщину, як показано на Фіг. 27A Верхній кут конусності = 10 градусів Тип 2: виливниця, яка має частину, що збільшує товщину, циліндричну частину та конічну частину, як показано на Фіг. 27B Верхній кут конусності = 10 градусів Нижній кут конусності = 1 градус Довжина частини, що збільшує товщину: довжина циліндричної частини: довжина конічної частини = 50:25:25 Тип 3: виливниця, яка має керамічне покриття на внутрішній поверхні, як показано на Фіг. 30. При застосуванні виливниці, яка має частину, що збільшує товщину, яка належить до вищезгаданого типу 1, здійснювали електронно-променеве плавлення титанової губки і одержували зливок масою 500 кг. Поверхню лиття виготовленого зливка спостерігали візуально, здійснювали оцінку, і результати показано у Таблиці 7. Приклад 12 Зливок масою 500 кг виготовляли у спосіб, подібний до способу за Прикладом 11, за винятком того, що застосовували виливницю, яка має частину, що збільшує товщину, циліндричну частину та нижню конічну частину 2-го типу. Поверхню лиття виготовленого зливка спостерігали візуально, здійснювали оцінку, і результати показано у Таблиці 7. Порівняльний приклад 2 Зливок масою 500 кг виготовляли у спосіб, подібний до способу за Прикладом 11, за винятком того, що застосовували виливницю, яка має керамічне покриття 3-го типу. Після виготовлення, в результаті спостереження стану всередині виливниці, керамічне покриття внутрішньої поверхні видаляли. Таблиця 7 Виливниця Верхня Приклад 11 Приклад 12 Пор. приклад 2 35 Тип 1 Тип 2 Тип 3 B A C A: Поверхня лиття є дуже доброю B: Поверхня лиття є доброю C: Поверхня лиття частково є грубою 17 Поверхня лиття Середня B A D Нижня B A D UA 109304 C2 5 10 D: Поверхня лиття є грубою по всій поверхні Приклад 13 Стан поверхні лиття зливка, видобутого з виливниці, та умови діставання зливка досліджували у спосіб, подібний до способу за Прикладом 12, за винятком того, що кут конусності виливниці, як показано на Фіг. 27B, змінювався. Результати показано у Таблиці 8. Було підтверджено, що відмінну поверхню лиття одержували у разі, коли кут конусності становив від 1 до 5 градусів порівняно з випадком, у якому кут конусності становив 0 градусів; тобто, у разі виливниці, яка має лише частину, що збільшує товщину, і не має конічної частини, як показано на Фіг. 27A. Однак у разі, коли кут конусності становить 7 градусів, виливниця перешкоджала діставанню зливка, а отже, зливок не міг бути видобутий. Таким чином, було підтверджено, що оптимальний кут конусності згідно з даним винаходом становить від 1 до 5 градусів. Таблиця 8 Кут конусності Вироби Поверхня лиття Умови діставання 15 20 0 C B 1 3 A B 5 A B 7 A B D Приклад 14 Зливки виготовляли у спосіб, подібний до способу за Прикладом 11, за винятком того, що товщина стінок частини, що збільшує товщину, верхньої частини виливниці змінювалася удвічі, у три рази та у чотири рази. Досліджували поверхню лиття кожного зливка. Результати показано у Таблиці 9. У разі, коли товщина частини, що збільшує товщину, є більшою за подвійну, поверхня лиття зливка поліпшувалася; однак помітне поліпшення поверхні лиття не спостерігалося у разі, коли товщина стінок була меншою за подвійну. Таким чином, було підтверджено, що поверхня лиття поліпшується через забезпечення товщини стінок частини, що збільшує товщину, яка більше, ніж удвічі перевищує товщину стінок циліндричної частини стінок виливниці. 25 Таблиця 9 Товщина частини, що збільшує товщину (-) Поверхня лиття 30 35 40 45 1,0 B 1,5 B 2,0 A 3,0 A 4,0 A Було підтверджено, що не лише може підтримуватися лінійність виготовленого зливка, але й поверхня лиття виготовленого зливка може бути поліпшена через розташування охолоджувального елемента згідно з даним винаходом між зливками, які дістають з виливниць, згідно з умовами та результатами випробувань за описаними прикладами та порівняльними прикладами. Крім того, завдяки застосуванню виливниці, яка має охолоджувальну конструкцію згідно з даним винаходом, може бути одержаний зливок, який має відмінну поверхню лиття. Згідно з даним винаходом, при збереженні таких властивостей, як лінійність або поверхня лиття зливка, також можуть ефективно виготовлятися кілька зливків водночас. 10...Пристрій для подачі сировини, 11...пристрій для транспортування сировини, 12...сировина, 13...під, 14, 15...електронно-променевий випромінювальний пристрій, 16...виливниця, 17-19...шлюз, 20...розплавлений метал, 21...ванна розплавленого металу, 21a...меніскова частина, 21b...поверхня поділу між твердою та рідкою фазами, 22...зливок (квадратний поперечний розріз), 23...зливок (круглий поперечний розріз), 30...зливок інструмент для діставання, 40...зона плавлення, 41...зона плавлення зовнішнього кожуха, 50...зона діставання, 51...зона діставання зовнішнього кожуха, 60...охолоджувальний елемент (плоска сорочка), 61...охолоджувальний елемент, який має сорочку у формі скоби, 62...охолоджувальний елемент, який має сорочку у формі квадрата, 63,67...охолоджувальний елемент (змійовик), 64, 65...охолоджувальний елемент (сорочка у формі трикутного стовпа (призми), 66...охолоджувальний елемент (круглий), 68...охолоджувальний елемент, 69...охолоджувальний елемент (розділений), 69a-69c… частини розділеного охолоджувального елемента з першої по третю, 70...пластинчастий елемент, 71...пластинчастий елемент (круглої 18 UA 109304 C2 форми), 72...фіксатор, 80-84...виливниця, 80a-84a...компонент первинного охолодження, 80b84b...компонент вторинного охолодження, 80c-84c...конічна частина, 80d-84d... охолоджувальний агент (первинного охолодження), 81e, 83e...агент вторинного охолодження, 85...кераміка, H...гаряча вода, L...холодна вода. 5 ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 1. Плавильна піч для одержання металу, яка включає: під для тримання розплавленого металу, утвореного шляхом плавлення сировини, виливницю, в яку виливають розплавлений метал, інструмент для діставання охолодженого і затвердлого зливка донизу, що передбачений під виливницею, охолоджувальний елемент для охолодження витягнутого з виливниці зливка та зовнішній кожух для тримання поду, виливниці, інструмента для діставання та охолоджувального елемента ізольованими від повітря, причому охолоджувальний елемент розміщено між зовнішнім кожухом і зливком та простягається вздовж напрямку діставання зливка з певним зазором з поверхнею зливка. 2. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що охолоджувальний елемент оточує всю окружність або частину окружності зливка, якщо дивитись у поперечному розрізі перпендикулярно напрямкові діставання зливка. 3. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що охолоджувальний елемент складається з сорочки водяного охолодження або змійовика водяного охолодження. 4. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що передбачає додаткові кілька виливниць, і охолоджувальний елемент передбачено між зливками, які дістають з кількох виливниць. 5. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що у плавильній печі передбачено виливницю, яка має відкрите дно, стінка виливниці має розподіл температури, при якому температура рівномірно знижується від верхньої частини до нижньої частини, і передбачено принаймні одну точку перегину розподілу температури. 6. Плавильна піч для одержання металу за п. 5, яка відрізняється тим, що виливниця складається з компонента первинного охолодження, яким є верхня частина виливниці, та компонента вторинного охолодження, яким є нижня частина виливниці, компонент первинного охолодження є частиною зі збільшуваною товщиною, у якій товщина стінок виливниці збільшується у верхньому напрямку стінки, і компонент вторинного охолодження є паралельною частиною, в якій товщина стінок виливниці є незмінною. 7. Плавильна піч для одержання металу за п. 6, яка відрізняється тим, що виливниця виконана з можливістю протікання охолоджувального агента, через компонент первинного охолодження та компонент вторинного охолодження, так щоб температура охолоджувального агента, який подано до компонента первинного охолодження, є вищою за температуру охолоджувального агента, який подано до компонента вторинного охолодження. 8. Плавильна піч для одержання металу за п. 7, яка відрізняється тим, що виливниця виконана з можливістю послідовного протікання охолоджувального агента, через компонент первинного охолодження та компонент вторинного охолодження, та передбачено охолоджувальний змійовик, намотаний навколо компонента первинного охолодження та компонента вторинного охолодження, виконаний з можливістю безперервного протікання через нього охолоджувального агента, і охолоджувальний змійовик є відносно рідко намотаним навколо компонента первинного охолодження і відносно рідко намотаним навколо компонента вторинного охолодження. 9. Плавильна піч для одержання металу за п. 7, яка відрізняється тим, що виливниця виконана з можливістю протікання охолоджувального агента за її межами, при цьому охолоджувальний агент складається з агента первинного охолодження для охолодження компонента первинного охолодження та агента вторинного охолодження для охолодження компонента вторинного охолодження, які подано окремо паралельно один одному, причому передбачено змійовик, намотаний навколо компонента первинного охолодження, виконаний з можливістю протікання агента первинного охолодження, і передбачено змійовик, намотаний навколо компонента вторинного охолодження, виконаний з можливістю протікання агента вторинного охолодження. 10. Плавильна піч для одержання металу за п. 7, яка відрізняється тим, що у нижній частині компонента вторинного охолодження утворена конічна частина, у якій діаметр внутрішньої поверхні виливниці зменшується вздовж напрямку діставання зливка. 19 UA 109304 C2 11. Плавильна піч для одержання металу за п. 1, яка відрізняється тим, що плавильна піч для плавлення металу являє собою електронно-променеву плавильну піч або плазмово-дугову плавильну піч. 20 UA 109304 C2 21 UA 109304 C2 22 UA 109304 C2 23 UA 109304 C2 24 UA 109304 C2 25 UA 109304 C2 26 UA 109304 C2 27 UA 109304 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюMelting furnace for smelting metal
Автори англійськоюOda, Takashi, Tanaka, Hisamune, Shiraki, Takeshi, Yamamoto, Norio
Автори російськоюОда Такаші, Танака Хісамуне, Шіракі Такеші, Ямамото Норіо
МПК / Мітки
МПК: C22B 34/12, F27D 9/00, C22B 9/22, B22D 11/04, F27D 11/08, B22D 11/124, B22D 11/055
Мітки: піч, плавильна, одержання, металу
Код посилання
<a href="https://ua.patents.su/41-109304-plavilna-pich-dlya-oderzhannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Плавильна піч для одержання металу</a>
Спосіб одержання крупних зливків
Номер патенту: 47732
Опубліковано: 25.02.2010
Автори: Балашов Ігор Аркадійович, Іванова Алла Миколаївна, Полторацький Андрій Валентинович, Ландік Ірина Володимирівна, Зайка Володимир Якович, Каревський Роман Петрович, Вовницька Тетяна Борисівна
МПК: B22C 11/00
Мітки: одержання, спосіб, зливків, крупних
Формула / Реферат:
Спосіб одержання крупних зливків, що включає заливку рідкого металу зверху шляхом направленого твердіння металу, що заливається, від центру до периферії зливка, який відрізняється тим, що одночасно із заливкою металу у виливницю подають зверху по центру виливниці кулі діаметром 25-50 мм, в об'ємі від 5 до 10 % від об'єму рідкого металу, що заливається, причому подачу куль починають здійснювати по заповненню виливниці рідким металом на...
Обертова плавильна піч

Номер патенту: 68088
Опубліковано: 15.07.2004
Автори: Самсонов Олександр Іванович, Золотухін Вячеслав Олександрович, Семенов Михайло Віталійович, Семенов Михайло Петрович, Семенов Віталій Михайлович
МПК: F27B 7/00
Мітки: плавильна, піч, обертова
Формула / Реферат:
1. Обертова плавильна піч, яка містить футерований обертовий барабан, що утворює плавильну камеру з завантажувальним і газовідвідним вікнами і днищем, у якому на окремих секторах із зовнішньої сторони його вільної поверхні рівномірно установлені вигнуті зливальні канали, устя яких сполучаються з плавильною камерою, а вихідні отвори - зі зливальним патрубком, яка відрізняється тим, що вигнуті канали виконані на периферійних ділянках днища, між...
Спосіб одержання металу з регулярною диференційованою макроструктурою
Номер патенту: 25264
Опубліковано: 30.10.1998
Автор: Малінов Леонід Соломонович
МПК: C21D 1/02, C21D 1/74, C21D 1/09
Мітки: диференційованою, одержання, макроструктурою, регулярною, металу, спосіб
Формула / Реферат:
1. Спосіб одержання металу з регулярною диференційованою макроструктурою, що включає загальну обробку усього об'єму металу та розплавлення його заданих локальних ділянок з використанням джерела концентрованої енергії, який відрізняється тим, що в зону розплавлення попередньо уводять або наносять присадні матеріали (дріт, стрічку, порошки, пасту, хімічні, гальванічні, дифузійні, плазменні покриття, відходи металів та ін.).2. Спосіб за...
Спосіб та плавильна установка для одержання сталі з високим вмістом марганцю і низьким вмістом вуглецю
Номер патенту: 82962
Опубліковано: 26.05.2008
Автори: Вайшедель Вальтер, Розе Лутц
МПК: C22C 38/04, C21C 5/28, C22C 33/04, C22C 35/00, C22C 38/00, C21C 5/35
Мітки: високим, плавильна, сталі, вуглецю, марганцю, вмістом, одержання, спосіб, установка, низьким
Формула / Реферат:
1. Плавильна установка для одержання сталі з високим вмістом марганцю і низьким вмістом вуглецю, яка включає конвертер (6а) з засобами подачі до нього розплавів чавуну або вуглецевої сталі та феромарганцю, шлакоутворюючих і супутніх елементів, і розміщену за конвертером (6а) по ходу технологічного процесу піч-ківш (12), яка відрізняється тим, що перед конвертером (6а) передбачена відновна піч (16) для феромарганцю, а також шахтна піч (17) для...
Обертова /роторна/ плавильна піч
Номер патенту: 50571
Опубліковано: 15.10.2002
Автори: Семенов Віталій Михайлович, Семенов Михайло Петрович, Бредихін Віктор Миколайович, Золотухін Вячеслав Олександрович, Демедюк Борис Іванович, Самсонов Олександр Іванович
МПК: F27B 7/00
Мітки: обертова, роторна, піч, плавильна
Формула / Реферат:
1. Обертова (роторна) плавильна піч, що містить похилий бочкоподібний кожух з завантажувальним вікном і днищем, який футерований вогнетривким матеріалом з утворенням плавильної камери і встановлений з можливістю обертання навколо своєї осі, газовідвід, сполучений із завантажувальним вікном, газові пальники і сполучений із плавильною камерою зливальний патрубок, яка відрізняється тим, що зливальний патрубок установлено співвісно плавильній...
Попередній патент: Пристрій для осадження феромагнітних частинок із суспензії
Наступний патент: Спосіб виготовлення зварювального дроту з титанового сплаву
Випадковий патент: Спосіб виготовлення ніобій-титанового надпровідника