Спосіб просочення текстильного матеріалу в’язким складом
Номер патенту: 108386
Опубліковано: 27.04.2015

Формула / Реферат
Спосіб просочення текстильного матеріалу в'язким складом, за яким його попередньо просочують, переносять у форму, розкочують валиком по поверхні форми, укладають роздільну тканину, шар пористого матеріалу, шар ізолюючої полімерної плівки, герметизують стик полімерної плівки із зовнішньою поверхнею форми й підключають вакуум, який відрізняється тим, що глибину вакууму періодично змінюють від 0,2 кг/см2 до 1 кг/см2 із частотою 0,1…5 Гц протягом 20…10 хвилин відповідно.
Текст
Реферат: Винахід належить до області виробництва композиційних матеріалів, а також може бути використаний в текстильній промисловості. Спосіб просочення текстильного матеріалу в'язким складом, за яким його попередньо просочують, переносять у форму, розкочують валиком по поверхні форми, укладають роздільну тканину, шар пористого матеріалу, шар ізолюючої полімерної плівки, герметизують стик полімерної плівки із зовнішньою поверхнею форми й підключають вакуум. Глибину вакууму UA 108386 C2 (12) UA 108386 C2 2 2 періодично змінюють від 0,2 кг/см до 1 кг/см із частотою 0,1…5 Гц протягом 20…10 хвилин відповідно. Винахід дозволяє підвищити ступінь видалення надлишків в'язкого складу зі структури текстильного матеріалу. UA 108386 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області виробництва композиційних матеріалів, а також може бути використаний в текстильній промисловості. У процесі виробництва деталей з композиційних матеріалів просочення армуючого текстильного матеріалу в'язким складом є однією із самих відповідальних операцій. Матеріал повинен бути просочений повністю, склад, що просочує, повинен бути рівномірно розподілений у його структурі, однак при цьому повинні бути відсутніми надлишки в'язкого складу в матеріалі, що просочується. Наявність надлишку в'язкого складу приводить до зростання ваги деталі з композиційного матеріалу, що веде до погіршення експлуатаційних характеристик у випадку, якщо виготовлена деталь піддається переміщенню в процесі експлуатації, оскільки це вимагає витрат енергоресурсів. Таким чином, виробництво високоякісних деталей з композиційних матеріалів вимагає виключення надлишків в'язкого складу в структурі матеріалу, що просочується. Відомий спосіб інтенсифікації процесів промивання тканин з використанням механічних коливань (Процессы промывки тканей и методы их интенсификации / Сажин Б.С., АльтерПесоцкий Ф.Л. и др. - М.: Лёгкая промышленность, 1984, с. 127), що дозволяє істотно прискорити процеси обробки матеріалу розчином. Однак цей спосіб призначений для інтенсифікації промивання тканини й фарбування волокнистого матеріалу, а не для просочення в'язким складом. Крім того, ефективна обробка механічними коливаннями вимагає відносно великого рівня енергетичних витрат. Найбільш близьким по технічній суті й досягуваному результату, до пропонованого технічного рішення є спосіб просочення текстильного волокнистого матеріалу в'язким складом при виробництві деталей з композитних матеріалів. У ручному варіанті цього способу виконують наступні операції в послідовності: попереднє просочення текстильного матеріалу смолою, перенос його у форму, розкочування валиком по поверхні форми, прибиваня кистю до поверхні форми, укладання шару роздільної тканини, шару пористого матеріалу (мішковини), шару ізолюючої полімерної плівки, герметизація стику полімерної плівки із зовнішньою поверхнею форми, після чого до шару пористого матеріалу підключають вакуумну систему, створюють 2 розрідження величиною не менше 0,8…1,0 кг/см і залишають на кілька годин для полімеризації (R&G Handbook Composite Materials, June 2009. p. 41-43. - Режим доступу: \www/ URL: http:// rg.de. - прототип). Недоліком цього способу є відносно неповне видалення надлишку в'язкого складу зі структури армуючого текстильного матеріалу. При вакуумуванні пористого матеріалу повітря видаляють із герметичного простору між шаром ізолюючої плівки й поверхнею форми, у якому перебуває просочений смолою текстильний армуючий матеріал. У результаті цього атмосферний тиск повітря притискає шар ізолюючої плівки до поверхні форми, здавлюючи всі шари, що перебувають між формою й ізолюючою плівкою. Під дією цього тиску надлишок в'язкого складу переходить у пористий вбираючий матеріал. Однак при статичному впливі вакууму тиск із боку ізолюючої плівки на просочений матеріал має відносно невелику величину. Тому процес видавлювання надлишку смоли відбувається повільно й може не встигнути завершитися до початку полімеризації смоли. Крім того, при статичному впливі тиску в'язкість смоли має найбільше значення із всіх можливих при даній температурі. Надлишок смоли в структурі композиційного матеріалу приводить до зростання ваги виготовленої деталі, що вимагає додаткової енергії при її переміщенні. Задачею винаходу є створення способу просочення текстильного матеріалу в'язким складом, що, завдяки своїм технологічним можливостям, дозволив би підвищити повноту видалення надлишків в'язкого складу зі структури просоченого армуючого текстильного матеріалу. Вирішення поставленої задачі досягається в результаті того, що в способі просочення текстильного матеріалу в'язким складом, що включає операції попереднього просочення, переносу у форму, розкочування валиком по поверхні форми, укладання шару роздільної тканини, шару пористого матеріалу, шару ізолюючої полімерної плівки, герметизації стику полімерної плівки із зовнішньою поверхнею форми й підключення вакууму, глибину вакууму 2 2 періодично змінюють від 0,2 кг/см до 1 кг/см із частотою 0,1…5 Гц протягом 20…10 хвилин відповідно. У результаті виникає вібраційний вплив на текстильний матеріал, просочений в'язким складом. У момент стискування виникають відносно високі швидкості зустрічного руху просоченого напівфабрикату й пористого шару із прискоренням, величина якого залежить від форми коливань, що приводить до проникання смоли з поверхні напівфабрикату усередину структури пористого матеріалу. У період зменшення ступеня розрідження тиск убуває, товщина пакета зростає, що приводить до росту обсягу пор вбираючого матеріалу й усмоктування додаткової кількості смоли з матеріалу, що просочується. Це підготовлює пористу структуру 1 UA 108386 C2 5 10 15 20 25 30 35 40 45 50 вбираючого матеріалу до наступного періоду стискування, у результаті якого нова порція надлишку смоли переходить у поровий простір вбираючого матеріалу й т.д. У такий спосіб виникає "ефект губки", чим досягається більш повний і інтенсивний витяг надлишків в'язкого складу з матеріалу, що просочується, у порівнянні з Існуючим способом. Крім того, у результаті вібраційного впливу на шар армуючого текстильного матеріалу, просоченого смолою, в'язкість смоли зменшується, що сприятливо позначається на процесі видалення надлишків смоли зі структури просоченого армуючого матеріалу. У порівнянні із прототипом, у якому вакуумування здійснюють у статичному режимі, у пропонованому способі вакуумування здійснюють в імпульсному режимі, періодично зменшуючи ступінь розрідження в пористому матеріалі. Це приводить до появи динамічної складової тиску ізолюючої полімерної плівки на просочений матеріал. У динамічному режимі зростає миттєве значення сили стискування просоченого матеріалу, що чергується з періодами ослаблення тиску. У момент максимального стискування просоченого матеріалу надлишок смоли інтенсивно видаляється з його структури, переходячи в шар, що граничить із ним, пористого матеріалу. Внаслідок виникнення "ефекту губки" процес переходу багаторазово прискорюється й підсилюється. При цьому також відбувається зменшення в'язкості смоли, що додатково сприяє процесу переходу надлишку смоли в пористий матеріал. Пропонований спосіб просочення армуючого текстильного матеріалу в'язким складом здійснюють у наступному порядку. Підготовлюють форму, змочуючи її розділовою рідиною. Попередньо просочений в'язким складом текстильний армуючий матеріал поміщають у форму й розгортають ворсистим валиком по її поверхні. Потім укладають шар роздільної тканини, шар пористого матеріалу (мішковини), шар ізолюючої полімерної плівки, герметизують об'єм, обмежений поліетиленовою плівкою й формою, й підключають вакуумну систему. Після цього 2 виставляють по вакуумметру величину розрідження 0,8…1 кг/см і включають імпульсний 2 2 режим, періодично змінюючи ступінь розрідження в межах від 0,2 кг/см до 1 кг/см із частотою 0,1…5 Гц протягом 20…10 хвилин відповідно. При більш тривалому імпульсному впливі можливе порушення процесу полімеризації, але в цьому немає необхідності, оскільки пористий матеріал до кінця зазначеного періоду встигає ввібрати весь надлишок смоли із просоченого армуючого матеріалу. 2 Приклад: просочують арамідну тканину поверхневої щільності 60 г/м в'язким складом, компонентами якого є епоксидна смола марки Lange&Ritter L285 і отверджувач марки Lange&Ritter H285 при температурі 25 °C. Компоненти в'язкого складу змішують безпосередньо перед початком просочення. Підготовлюють поверхню форми роздільною рідиною марки Lange&Ritter. Потім окремо просочують в'язким складом армуючу тканину й поміщають у форму, накочуючи її до поверхні форми. Далі накладають шар роздільної поліамідної тканини марки Lange&Ritter, шар мішковини й поліетиленової ізолюючої плівки. Краї поліетиленової плівки ретельно герметизують, прикріплюючи їх до зовнішньої поверхні форми скотчем. Потім приєднують вакуумну систему й відкачують повітря із шару мішковини. При цьому під дією атмосферного тиску, плівка щільно притискає до поверхні форми всі шари, включаючи шар просоченої в'язким складом тканини. При цьому надлишок в'язкого складу починає переходити в шар мішковини. Після цього включають імпульсний режим вакуумування, у результаті чого періоди наростання чергуються з періодами зменшення тиску й роблять обробку в цьому 2 режимі протягом 15 хвилин при частоті коливань 1 Гц і зміни ступеня розрідження 0,2…1 кг/см . Пропонований винахід "Спосіб просочення текстильного матеріалу в'язким складом" може знайти застосування в практиці виробництва виробів з композиційних матеріалів на стадії просочення текстильної основи в'язким складом, а також практики обробки текстильних матеріалів, зокрема, для цілей просочення текстильних матеріалів підвищеної щільності структури складами підвищеної в'язкості. Пропонований винахід у порівнянні з існуючими технічними рішеннями дозволяє підвищити ступінь видалення надлишків в'язкого складу зі структури текстильного матеріалу. ФОРМУЛА ВИНАХОДУ 55 Спосіб просочення текстильного матеріалу в'язким складом, за яким його попередньо просочують, переносять у форму, розкочують валиком по поверхні форми, укладають роздільну тканину, шар пористого матеріалу, шар ізолюючої полімерної плівки, герметизують стик полімерної плівки із зовнішньою поверхнею форми й підключають вакуум, який відрізняється 2 2 тим, що глибину вакууму періодично змінюють від 0,2 кг/см до 1 кг/см із частотою 0,1…5 Гц протягом 20…10 хвилин відповідно. 2 UA 108386 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBardachov Yurii Mykolaiovych
Автори російськоюБардачов Юрий Николаевич
МПК / Мітки
МПК: B32B 38/08, B29C 43/20, B32B 37/10, B29C 43/56, C08J 5/24, B29C 43/12, B32B 27/04, D06M 10/00, B29B 15/00, B29C 70/00, D06B 5/00
Мітки: просочення, складом, матеріалу, текстильного, спосіб, в'язким
Код посилання
<a href="https://ua.patents.su/5-108386-sposib-prosochennya-tekstilnogo-materialu-vyazkim-skladom.html" target="_blank" rel="follow" title="База патентів України">Спосіб просочення текстильного матеріалу в’язким складом</a>
Спосіб просочення текстильного матеріалу в’язким складом
Номер патенту: 108383
Опубліковано: 27.04.2015
Автори: Сис Василь Вячеславович, Бардачов Юрій Миколайович
МПК: C08J 5/24, D06B 5/00, B32B 27/04, D06M 10/00, B29C 43/20, B29B 15/00, B32B 38/08, B29C 43/12, B29C 70/00, B32B 37/10, B29C 43/56
Мітки: в'язким, спосіб, складом, текстильного, матеріалу, просочення
Формула / Реферат:
Спосіб просочення текстильного матеріалу в'язким складом, за яким його попередньо просочують, переносять у форму, розкочують валиком по поверхні форми, укладають роздільну тканину, шар пористого матеріалу, герметичний шар ізолюючої полімерної плівки і підключають вакуум, який відрізняється тим, що додатково виконують обробку всіх ділянок поверхні просоченого матеріалу акустичними коливаннями, які змінюють по частоті, у діапазоні 10 Гц - 16...
Склад апрету текстильного матеріалу з наданням гідрофобної обробки виробу
Номер патенту: 48799
Опубліковано: 12.04.2010
Автори: Кущевський Микола Олександрович, Кулаков Олександр Іванович, Кошевко Юлія Володимирівна
МПК: A41H 5/00, D06F 73/00
Мітки: склад, матеріалу, виробу, гідрофобної, апрету, текстильного, наданням, обробки
Формула / Реферат:
Склад апрету текстильного матеріалу для виготовлення головних уборів на основі розчину Лакритекс™ 272, карбамолу ЦЕС, амонію хлориду та води, який утворює прозору плівку, ущільнює структуру полімерної плівки, надає необхідну жорсткість та стійкість до фізико-механічної дії при наступному співвідношенні компонентів, мас. % лакритекс™ 272 5,0-6,0 карбамол ЦЕС 3,5-4,0 ...
Спосіб визначення формотворних властивостей текстильного матеріалу
Номер патенту: 74478
Опубліковано: 25.10.2012
Автори: Пашкевич Калина Лівіанівна, Кашуба Діна Олександрівна
МПК: G01N 33/36
Мітки: текстильного, матеріалу, визначення, формотворних, спосіб, властивостей
Формула / Реферат:
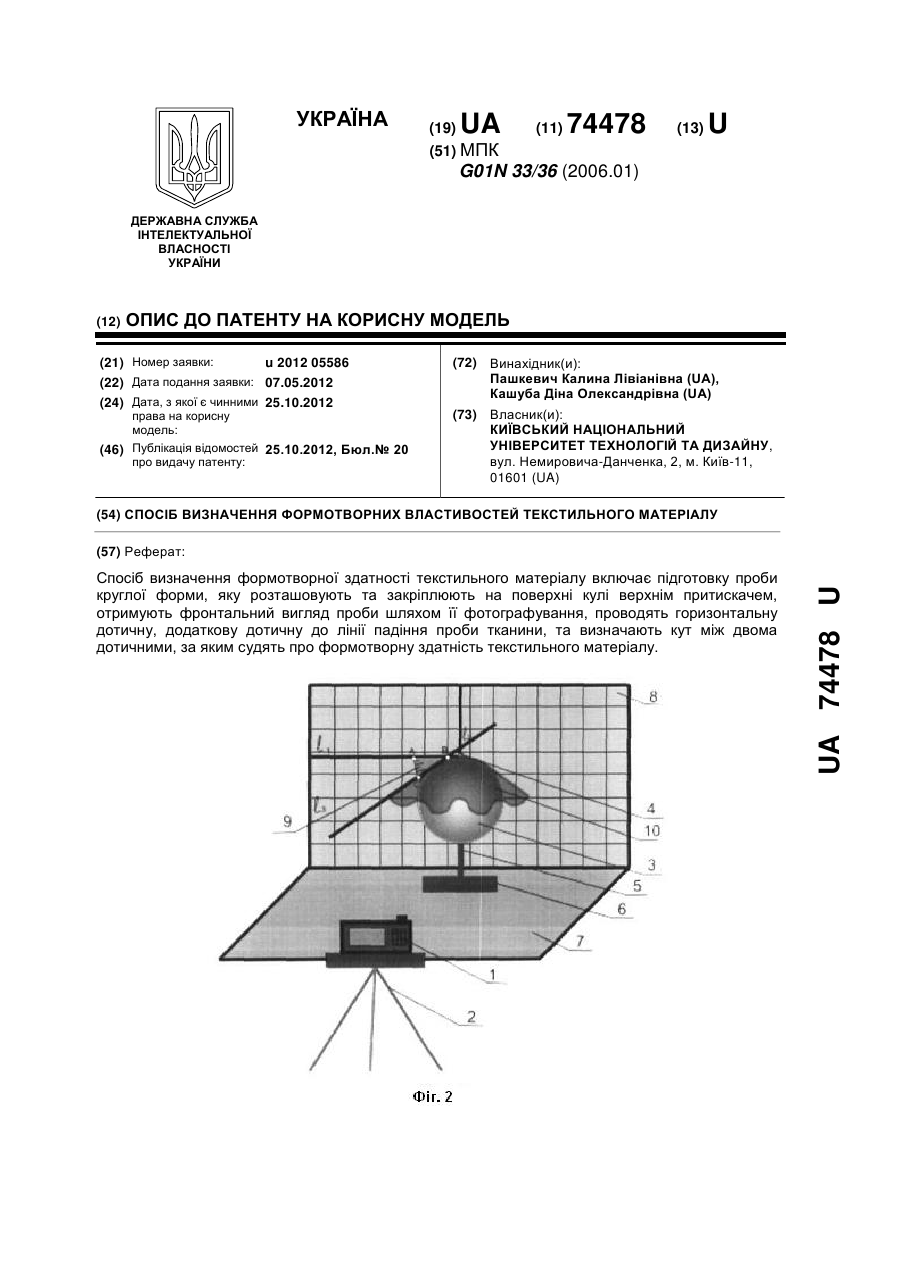
Спосіб визначення формотворної здатності текстильного матеріалу, що включає підготовку проби круглої форми, яку розташовують та закріплюють на поверхні кулі радіусом від 10 до 15 см приєднанням центру проби верхнім притискачем, отримують фронтальний вигляд проби, на якому проводять горизонтальну дотичну до проби та визначають кут, за яким судять про формотворну здатність текстильного матеріалу, який відрізняється тим, що отримують фронтальний...
Спосіб відбілювання текстильного матеріалу
Номер патенту: 9404
Опубліковано: 30.09.1996
Автори: Черніговцева Ірина Олександрівна, Усілов Вячеслав Олексійович, Мартинюк Юрій Лаврентійович
МПК: D06L 3/00
Мітки: текстильного, відбілювання, спосіб, матеріалу
Формула / Реферат:
Способ отбеливания текстильного материала, обработкой водно-щелочным раствором перекисного отбеливателя в присутствии соединения щелочноземельного металла, отличающийся тем, что, с целью повышения эффекта отбеливания, обработку раствором проводят при молярном соотношении в нем иона щелочноземельного металла и перекисного отбеливателя 0,02-0,5:1 в пересчете на пероксид водорода.
Склад апрету текстильного матеріалу для виготовлення головних уборів
Номер патенту: 21278
Опубліковано: 15.03.2007
Автори: Кущевський Микола Олександрович, Буханцова Людмила Василівна, Коза Юлія Володимирівна
МПК: A42C 1/00, D06C 7/00, D06B 5/00
Мітки: склад, головних, уборів, виготовлення, апрету, матеріалу, текстильного
Формула / Реферат:
Склад апрету текстильного матеріалу для виготовлення головних уборів на основі водного розчину полівінілового спирту, який відрізняється тим, що використовують розчин полівінілового спирту, що містить 5 % гідроксильних груп, який нагрівають при температурі 80-90 °С, постійно перемішуючи до повної прозорості при наступному співвідношенні компонентів, мас. %: полівініловий спирт 2-4 вода ...
Попередній патент: Пальник неочищеного газу із регульованим поперечним перерізом отвору для факельного спалювання горючих газів і спосіб спалювання неочищених газів
Наступний патент: Спосіб освітлення винного осаду
Випадковий патент: Спосіб визначення ефективної складової тангенціальної сили різання