Спосіб виготовлення дисперсійного ядерного палива
Номер патенту: 112268
Опубліковано: 10.08.2016
Автори: Зігунов Володимир Володимирович, Бєлаш Микола Миколайович, Куштим Антон Володимирович, Красноруцький Володимир Семенович

Формула / Реферат
Спосіб виготовлення дисперсійного ядерного палива, який включає змішування вихідних порошків паливних частинок і порошку алюмінію або його сплаву, двоетапне пресування одержаної суміші в прес-формах, середній діаметр внутрішнього отвору яких на другому етапі більше, ніж на першому, вакуумне відпалювання заготівки між етапами пресування, який відрізняється тим, що пресування на другому етапі ведуть в прес-формі, внутрішній діаметр ![]() якої зв'язаний з внутрішнім діаметром
якої зв'язаний з внутрішнім діаметром ![]() першої прес-форми співвідношенням:
першої прес-форми співвідношенням:
![]() ,
,
пресування проводять при питомому тискові на першому етапі від 300 МПа до 600 МПа, на другому етапі від 700 МПа до 900 МПа, а вакуумне відпалювання заготівки здійснюють при температурі від 400 °C до 580 °C.
Текст
Реферат: Винахід належить до ядерної техніки та може бути застосований в технології виготовлення дисперсійного ядерного палива. Спосіб виготовлення дисперсійного ядерного палива включає змішування порошків паливних частинок і порошку алюмінію або його сплаву, двоетапне пресування одержаної суміші в прес-формах з використанням на другому етапі прес-форми з більшим внутрішнім діаметром, ніж у прес-формі на першому етапі, та вакуумне відпалювання заготівки між етапами пресування. Пресування проводять на першому етапі при питомому тискові від 300 МПа до 600 МПа, а на другому етапі від 700 МПа до 900 МПа. Вакуумне відпалювання заготівки здійснюють при температурі від 400 °C до 580 °C. Технічним результатом винаходу є більш висока щільність та суцільність паливної композиції. UA 112268 C2 (12) UA 112268 C2 UA 112268 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до ядерної техніки та може бути застосований в технології виготовлення дисперсійного ядерного палива. В дисперсійному ядерному паливі паливовмісна фаза знаходиться у вигляді частинок рівномірно розподілених в матриці з матеріалу, що не ділиться під дією радіаційного опромінення. Основною перевагою такого палива у порівнянні з паливними сердечниками, виготовленими з матеріалу на основі металевого урану або керамічного ядерного матеріалу у вигляді оксидів, нітридів та карбідів урану є підвищена радіаційна стійкість при тривалій експлуатації в реакторі. Важливими вимогами до дисперсійного ядерного палива є висока щільність, корозійна стійкість, суцільність (тобто відсутність тріщин та раковин) матриці та рівномірне розподілення в ній паливних частинок. Здатність матриці утримувати продукти ділення усередині паливної композиції, щоб вони не вийшли під оболонку твела, та зберігати пластичність в процесі опромінення в реакторі, щоб не утворювались тріщини, забезпечується правильним вибором відстані між паливними частинками. Відстань між паливними частинками визначається їх розміром та вмістом паливних частинок в композиції. При рівномірному розподіленні частинок, кожна з них відділена від іншої шаром із алюмінію. В процесі роботи в реакторі утворюються осколки ділення урану, які пошкоджують частину алюмінієвого шару. Якщо буде пошкоджено увесь шар алюмінію, то паливна композиція втратить пластичність і при деформуванні будуть виникати тріщини. Тому при конструюванні дисперсійного палива вибирають паливні частинки такого розміру, щоб частина матричного матеріалу залишалась непошкодженою осколками ділення. В залежності від об'ємного вмісту паливних частинок в композиції, приведені вище умови забезпечуються при середній величині паливних частинок 100 мкм [1]. Відомий спосіб [2] виготовлення дисперсійного ядерного палива, що включає змішування порошків діоксиду урану і алюмінію та пресування одержаної суміші в прес-формі. В цьому способі використовується рідкий пластифікатор, який знаходиться в суміші як мастило. Рідкий пластифікатор вводять в суміш порошків протягом процесу змішування окремими порціями у вигляді аерозолю. При змішуванні великої кількості суміші в ній завжди має місце неоднорідність розподілення по об'єму матеріалу, що ділиться, оскільки при змішуванні більш важкий матеріал завжди "тоне" в більш легкому, що є недоліком даного способу. Крім того, при застосуванні цього способу необхідно використовувати значні зусилля пресування, що в свою чергу викликає підвищення тертя між стінками прес-форми та матеріалом паливної композиції. Також, високі значення тиску на бокову стінку прес-форми приводять до досить значного зчеплення матеріалу композиції з внутрішньою поверхнею прес-форми, що затрудняє видалення паливної композиції з прес-форми. Для подальшого ущільнення та зручного видалення паливної композиції з прес-форми використовують гаряче пресування. Відомий спосіб [3] виготовлення дисперсійного ядерного палива, який вибрано як найближчий аналог. Він включає змішування порошків паливних частинок і порошку алюмінію або його сплаву, двоетапне пресування одержаної суміші в прес-формах та вакуумне відпалювання заготівки між етапами пресування. При цьому на другому етапі пресування використовується прес-форма з більшим внутрішнім діаметром, ніж у прес-формі на першому етапі. В даному способі суміш готують порціями для кожної заготівки без додавання пластифікатора. На першому етапі здійснюють пресування заготівки при питомому тиску 78,5117,7 МПа в прес-формі середній діаметр якої на 0,2 мм менший, ніж середній діаметр пресформи для другого етапу пресування. Відношення середнього діаметра D 2 прес-форми на другому етапі пресування до відповідного діаметра D1 першого етапу пресування складає D2 1,02 . Після першого етапу пресування проводять вакуумний відпал заготівки за D1 температури 600-620 °C. Вакуумний відпал дозволяє ліквідувати локальні напруження в матеріалі заготівки. Пресування на другому етапі проводять в розмір заготівки, одержуючи в результаті виріб, який не потребує механічної обробки. При цьому деформація заготівки на цьому етапі здійснюється як в осьовому, так і в радіальному напрямках, оскільки прес-форма має більший діаметр у порівнянні з прес-формою, що використовується на першому етапі пресування. При цьому значно знижується тертя паливної композиції зі стінками прес-форми. Значення питомого тиску на цьому етапі складають від 441,5 до 490,5 МПа. Цей спосіб досить добре зарекомендував себе при виготовленні паливних композицій діаметром, більшим ніж 30 мм, при об'ємному вмісті паливних частинок близько 12 %. При 1 UA 112268 C2 5 10 15 20 25 30 35 40 45 50 55 цьому забезпечується пористість на рівні 2 %. Подальше підвищення вмісту паливних частинок в композиції та опромінення в реакторі приводить до збільшення пористості. Для забезпечення більш високої щільності та суцільності паливної композиції в процесі роботи в реакторі необхідно зменшити її пористість до величини, меншої за 1 %, що при використанні вищезгаданого способу досягти неможливо. В основу винаходу поставлено задачу удосконалити спосіб виготовлення дисперсійного ядерного палива щоб забезпечити більш високу щільність та суцільність паливної композиції. Удосконалення повинно здійснюватись шляхом застосування інших режимів пресування та відпалювання заготівки, а також вибором параметрів прес-форми. Поставлена задача вирішується у способі виготовлення дисперсійного ядерного палива, що патентується. Цей спосіб, також як і найбільш близький аналог, включає змішування порошків паливних частинок і порошку алюмінію або його сплаву, двоетапне пресування одержаної суміші в прес-формах з використанням на другому етапі прес-форми з більшим внутрішнім діаметром, ніж у прес-формі на першому етапі, та вакуумне відпалювання заготівки між етапами пресування. На відміну від найближчого аналога пресування на другому етапі проводиться в прес-формі, внутрішній діаметр D 2 якої зв'язаний з внутрішнім діаметром D1 першої прес-форми співвідношенням: D 103 2 112 . , , D1 Пресування проводять на першому етапі при питомому тискові від 300 МПа до 600 МПа, на другому етапі від 700 МПа до 900 МПа. Вакуумне відпалювання заготівки здійснюють при температурі від 400 °C до 580 °C. Збільшення різниці в діаметрах між прес-формами для першого та другого етапу пресування з 0,2 мм ( D 2 1,02 ), як у найбільш близькому аналогу, до величини D2 103 D1 , D1 сприяє підвищенню щільності заготівки при однакових зусиллях пресування. Це досягається за рахунок збільшення ступеня радіальної деформації. Подальше збільшення різниці в діаметрах прес-форм, коли D2 112 D1 не приводить до помітних результатів зі збільшення щільності. , Збільшення зусиль пресування на першому етапі до 300-600 МПа дозволяє зменшити пористість паливних композицій до 7-18 %, у порівнянні з 25 % у найближчому аналогу. Це сприяє більш значному ущільненню на другому етапі пресування. При значеннях зусилля пресування менших за 300 МПа не забезпечується необхідна щільність паливної композиції ( 1 %) на другому етапі пресування. При зусиллях пресування більш ніж 600 МПа спостерігається прилипання матеріалу композиції до стінок прес-форми і виникають додаткові труднощі з видалення виробів з неї. Температурний інтервал вакуумного відпалювання вибраний з розрахунку, щоб зняття напружень відбувалося настільки, щоб на другому етапі пресування забезпечувались задані значення щільності та необхідна чистота поверхні паливних композицій. При значеннях температури, меншої за 400 °C не відбувається повного зняття напружень, що затрудняє одержання заготівок, пористість яких 1 %. Відпал за температур, вищих ніж 580 °C у високому вакуумі приводить до утворення шорсткої поверхні заготівки, внаслідок випарювання алюмінію та його складових, що мають високу пружність пари та які утворюють легкоплавкі евтектики. Особливо це характерно при використанні сплавів алюмінію з такими легуючими домішками, як Mn, Mg, Zn, Si. Наявність шорсткої поверхні на заготівках підвищує тертя при наступному пресуванні. Границі значень тиску при повторному пресуванні обумовлені тим, що при значеннях тиску, менших за 700 МПа не забезпечується одержання паливних композицій з пористістю нижче 1 % навіть при співвідношенні діаметрів прес-форм D2 112 D1 , а при значеннях тиску, що , перевищують 900 МПа не спостерігається помітного збільшення щільності, але виникають проблеми з видаленням заготівок з матриці. Таким чином, використання наведених параметрів виготовлення паливної композиції забезпечує її високу щільність та суцільність. Це значно підвищує службові характеристики (корозійну стійкість та механічні властивості) дисперсійного ядерного палива. Спосіб, що патентується, може бути пояснений наступними прикладами. Приклад 1. Готують порошки алюмінію (або його сплаву) та крупку двоокису урану однакових фракцій: 315 мкм ±112 мкм (середній розмір частинок ~ 214 мкм). Змішують їх у співвідношенні 50 г крупки двоокису урану і 52 г порошку алюмінію з розрахунку, щоб об'ємний 2 UA 112268 C2 5 10 15 20 25 вміст двоокису урану складав в паливній композиції ~ 20 %. Пресування на першому етапі проводять при тискові 500 МПа. Одержані заготівки мають діаметр 7,2 мм та довжину 12,513,0 мм. Пористість заготівок складає 12,5-12,7 %. Потім протягом 2 годин проводять . -2 відпалювання в вакуумі не нижче за 5 10 Па при температурі 550 °C. Далі при тискові 800 МПа проводять друге пресування в прес-формі з більшим на 0,3 мм ( D2 104 D1 ) внутрішнім , діаметром, ніж у прес-формі на першому етапі. Перед пресуванням стінки прес-форми змазують поліетиленгліколем або гасоолеїновою сумішшю. Після другого етапу пресування одержують дисперсійну паливну композицію циліндричної форми діаметром 7,55 мм та довжиною 10,0-10,5 мм, пористість якої складає ~ 0,5 %. Далі вироби обезжирюють і сушать, та відправляють на виробництво твелів. Приклад 2. Приготування порцій порошків, змішування, підготовка прес-форм, режим відпалювання, обезжирювання та сушіння були такими, як у прикладі 1. Але, відмінність полягає в тому, що на першому етапі пресування використовують прес-форму розміром 7,0 мм, а на другому -7,5 мм, тобто різниця значень їх внутрішніх діаметрів складає 0,5 мм ( D2 107 D1 ). , Пористість паливних композицій після першого етапу пресування складає, як і в першому прикладі ~ 12,5-12,7 %. На другому етапі зусилля пресування зменшували до 700 МПа. В результаті пресування одержували заготівки паливних композицій за розмірами близькими до одержаних у першому прикладі. Значення їх пористості складає ~ 0,7 %. Металографічні дослідження свідчать про відсутність тріщин та раковин в матриці одержаної паливної композиції на основі алюмінію. Таким чином запропонований спосіб виготовлення дисперсійного ядерного палива забезпечує більш високу щільність паливної композиції та підвищує її службові характеристики у порівнянні з найбільш близьким аналогом. Джерела інформації: 1. А.Г. Самойлов, А.И. Каштанов, B.C. Волков. Дисперсионные тепловыделяющие элементы ядерных реакторов. М.: Атомиздат, 1969, 284 с. 2. Патент РФ № 2091872, від 27.09.1997 р. 3. Патент РФ № 2181912, від 27.04.2002 р. (найближчий аналог). ФОРМУЛА ВИНАХОДУ 30 35 Спосіб виготовлення дисперсійного ядерного палива, який включає змішування вихідних порошків паливних частинок і порошку алюмінію або його сплаву, двоетапне пресування одержаної суміші в прес-формах, середній діаметр внутрішнього отвору яких на другому етапі більше, ніж на першому, вакуумне відпалювання заготівки між етапами пресування, який відрізняється тим, що пресування на другому етапі ведуть в прес-формі, внутрішній діаметр D2 якої зв'язаний з внутрішнім діаметром D1 першої прес-форми співвідношенням: 1,03 40 D2 1,12 , D1 пресування проводять при питомому тискові на першому етапі від 300 МПа до 600 МПа, на другому етапі від 700 МПа до 900 МПа, а вакуумне відпалювання заготівки здійснюють при температурі від 400 °C до 580 °C. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBelash Mykola Mykolayovych, Kushtym Anton Volodymyrovych, Zigynov Volodymyr Volodymyrovych, Krasnorutskyy Volodymyr Semenovych
Автори російськоюБелаш Николай Николаевич, Куштим Антон Владимирович, Зигунов Владимир Владимирович, Красноруцкий Владимир Семенович
МПК / Мітки
МПК: G21C 21/02, G21C 3/00
Мітки: ядерного, палива, виготовлення, дисперсійного, спосіб
Код посилання
<a href="https://ua.patents.su/5-112268-sposib-vigotovlennya-dispersijjnogo-yadernogo-paliva.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення дисперсійного ядерного палива</a>
Спосіб виготовлення таблеток ядерного палива з діоксиду урану
Номер патенту: 87883
Опубліковано: 25.02.2014
Автори: Одейчук Микола Петрович, Сіренко Сергій Анатолійович
МПК: G21C 3/00
Мітки: палива, урану, спосіб, виготовлення, діоксиду, ядерного, таблеток
Формула / Реферат:
Спосіб виготовлення таблеток ядерного палива з діоксиду урану, за яким порошок діоксиду урану з розміром частинок не більше 10-15 мкм засипають в прес-форму з молібдену, пресують при тиску пресування до 3000 кгс/см, потім таблетки спікають в прес-формі у вакуумі при тиску не більше 13,3·10-2 Па, охолоджують і виймають з прес-форми, який відрізняється тим, що таблетки спочатку спікають при температурі 500-600 °C протягом 20-30 хв., потім...
Кесон для зберігання відпрацьованого ядерного палива
Номер патенту: 781
Опубліковано: 15.03.2001
Автори: Ніщик Олександр Павлович, Гершуні Олександр Наумович, Письмений Євген Миколайович
МПК: G21C 19/02, G21F 5/10
Мітки: кесон, зберігання, відпрацьованого, ядерного, палива
Формула / Реферат:
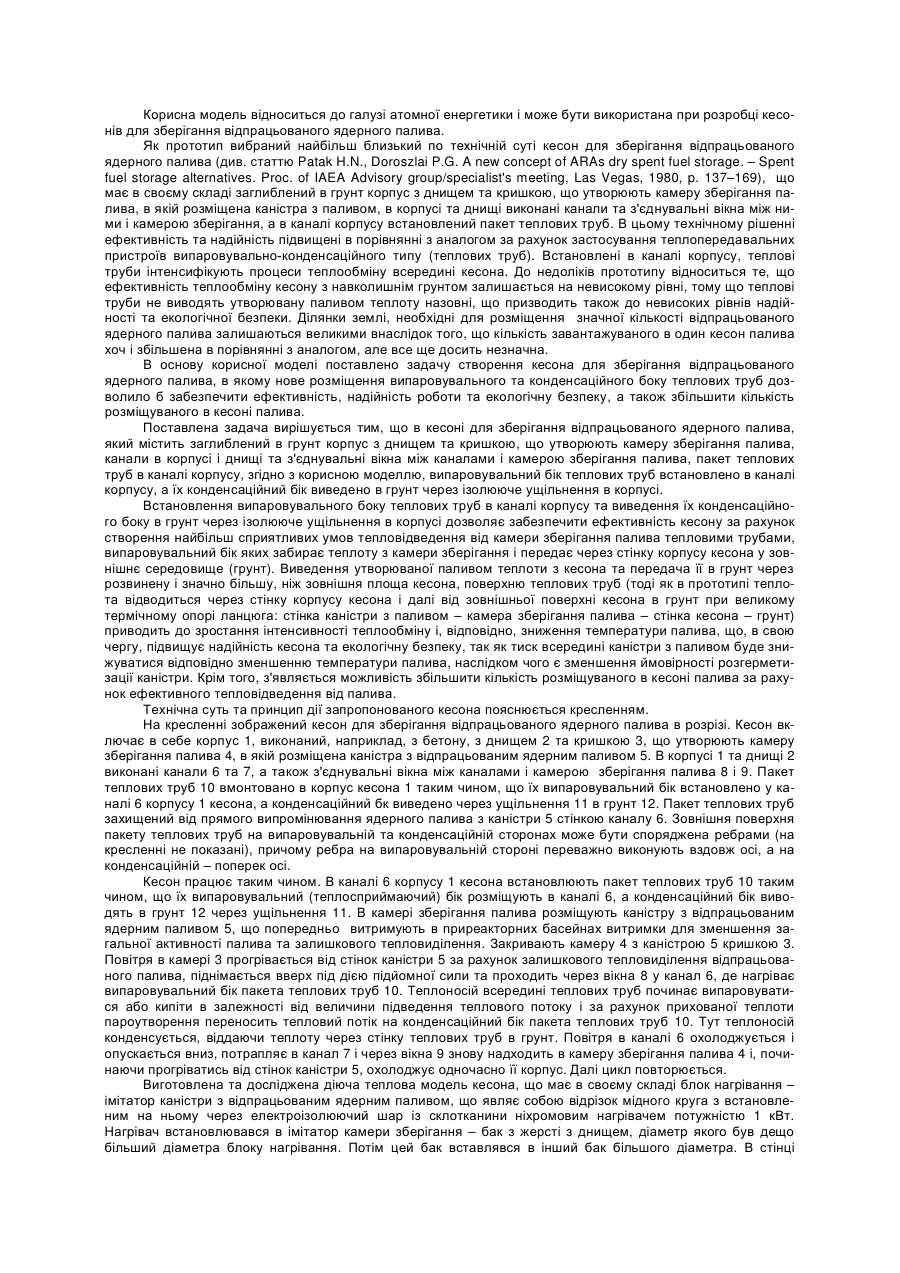
Кесон для зберігання відпрацьованого ядерного палива містить заглиблений в грунт корпус з днидцем та кришкою, що утворюють камеру зберігання палива, канали в корпусі і днищі та з'єднувальні вікна між каналами і камерою зберігання палива, пакет теплових труб в каналі корпусу, який відрізняється тим, що випаровувальний бік теплових труб встановлено у каналі корпусу, а їх конденсаційний бік виведено в грунт через ізолююче ущільнення в...
Спосіб виготовлення контейнера для зберігання ядерного палива, система для виготовлення контейнера та спосіб зберігання ядерного палива
Номер патенту: 76414
Опубліковано: 15.08.2006
Автор: Еоргій Ханс
МПК: B28B 1/14, B28B 23/00, G21F 5/005, B28B 21/02
Мітки: спосіб, палива, ядерного, система, виготовлення, контейнера, зберігання
Формула / Реферат:
1. Спосіб виготовлення контейнера (10) для зберігання ядерного палива, який складається з бетонного корпусу (12) та приймального резервуара (18), вбудованого в бетонний корпус, що включає завантаження ядерного палива в приймальний резервуар, виготовлення опалубки (62) для бетонного корпусу (12) та закріплення приймального резервуара в опалубці, розміщення опалубки в зануреному положенні в басейні (54), що заповнений водою, заливання бетону в...
Контейнерний пристрій для зберігання небезпечних матеріалів, зокрема для остаточного захоронення ядерного палива, спосіб його виготовлення та установка для його виготовлення
Номер патенту: 82493
Опубліковано: 25.04.2008
Автор: Еоргій Ханс
МПК: G21F 5/00, B28B 23/00, G21F 5/005
Мітки: матеріалів, палива, ядерного, пристрій, зокрема, остаточного, зберігання, небезпечних, установка, захоронення, виготовлення, спосіб, контейнерний
Формула / Реферат:
1. Контейнерний пристрій для довготривалого зберігання небезпечних матеріалів, зокрема для остаточного захоронення ядерного палива, що містить видовжений циліндричний перший контейнер (А) , який має бокову стінку (12) і торцеві стінки (13А, 13В), причому бокова стінка і торцеві стінки обмежують відділення (14) для розташування принаймні одного тіла з небезпечним матеріалом (F), утвореного небезпечним матеріалом або таким, що містить чи...
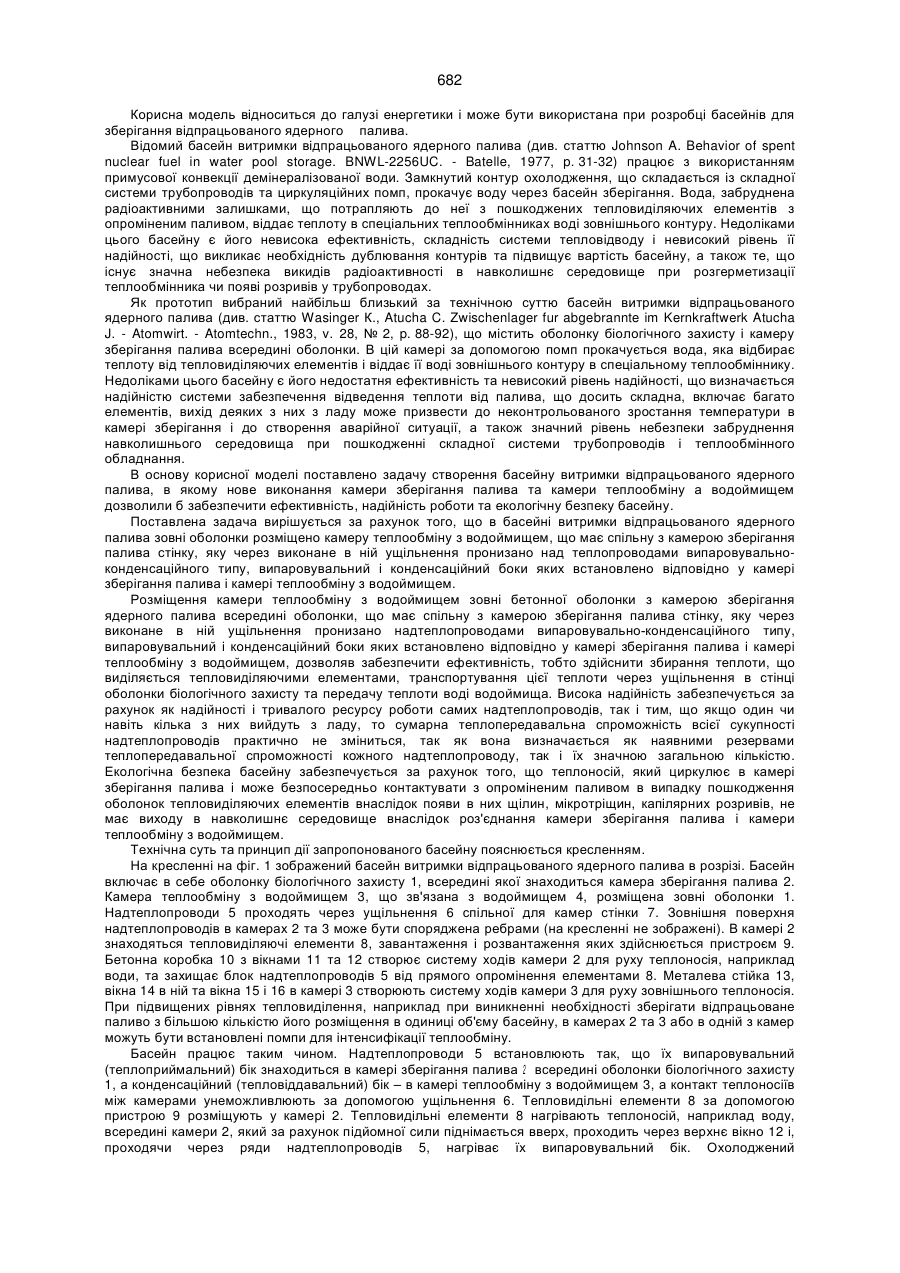
Басейн витримки відпрацьованого ядерного палива
Номер патенту: 682
Опубліковано: 16.10.2000
Автори: Гершуні Олександр Наумович, Ніщик Олександр Павлович, Письменний Євген Миколайович
МПК: G21C 19/02, G21F 5/10
Мітки: витримки, басейн, палива, відпрацьованого, ядерного
Формула / Реферат:
Басейн витримки відпрацьованого ядерного палива, що містить оболонку біологічного захисту, камеру зберігання палива всередині оболонки, який відрізняється тим, що ззовні оболонки розміщено камеру теплообміну з водоймищем, що має спільну з камерою зберігання палива стінку, яку через виконане в ній ущільнення пронизано надтеплопроводами випаровувально-конденсаційного типу, випаровувальний і конденсаційний боки яких встановлено відповідно у...
Попередній патент: Трубчастий гідрогенізатор
Наступний патент: Спосіб гідровисіву пророщеного насіння
Випадковий патент: Керування буфером декодованих зображень