Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється, магнітним методом
Номер патенту: 115700
Опубліковано: 25.04.2017
Автори: Подолян Олександр Олександрович, Скібчик Василь Васильович

Формула / Реферат
Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляють, магнітним методом, що містить датчик кута повороту шпинделя, безконтактний датчик переміщення, що служить для виміру переміщень вершини різця в площині, що проходить через вершину різця і вісь, шпинделя, інтерфейс і комп'ютер, при цьому датчики з'єднані з комп'ютером через інтерфейс, який відрізняється тим, що додатково у місці обробки деталі встановлений один або декілька безконтактних магнітних датчиків.
Текст
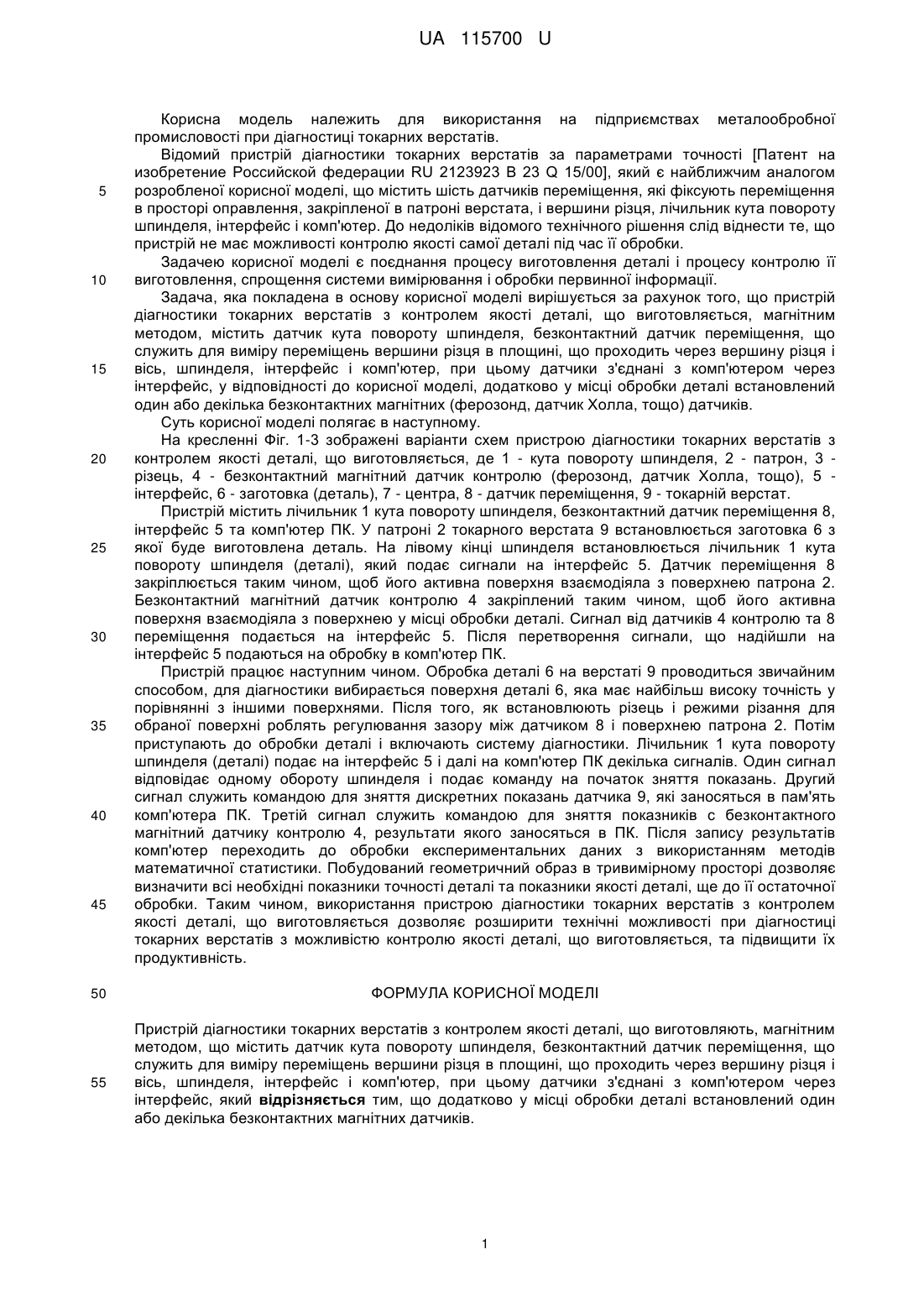
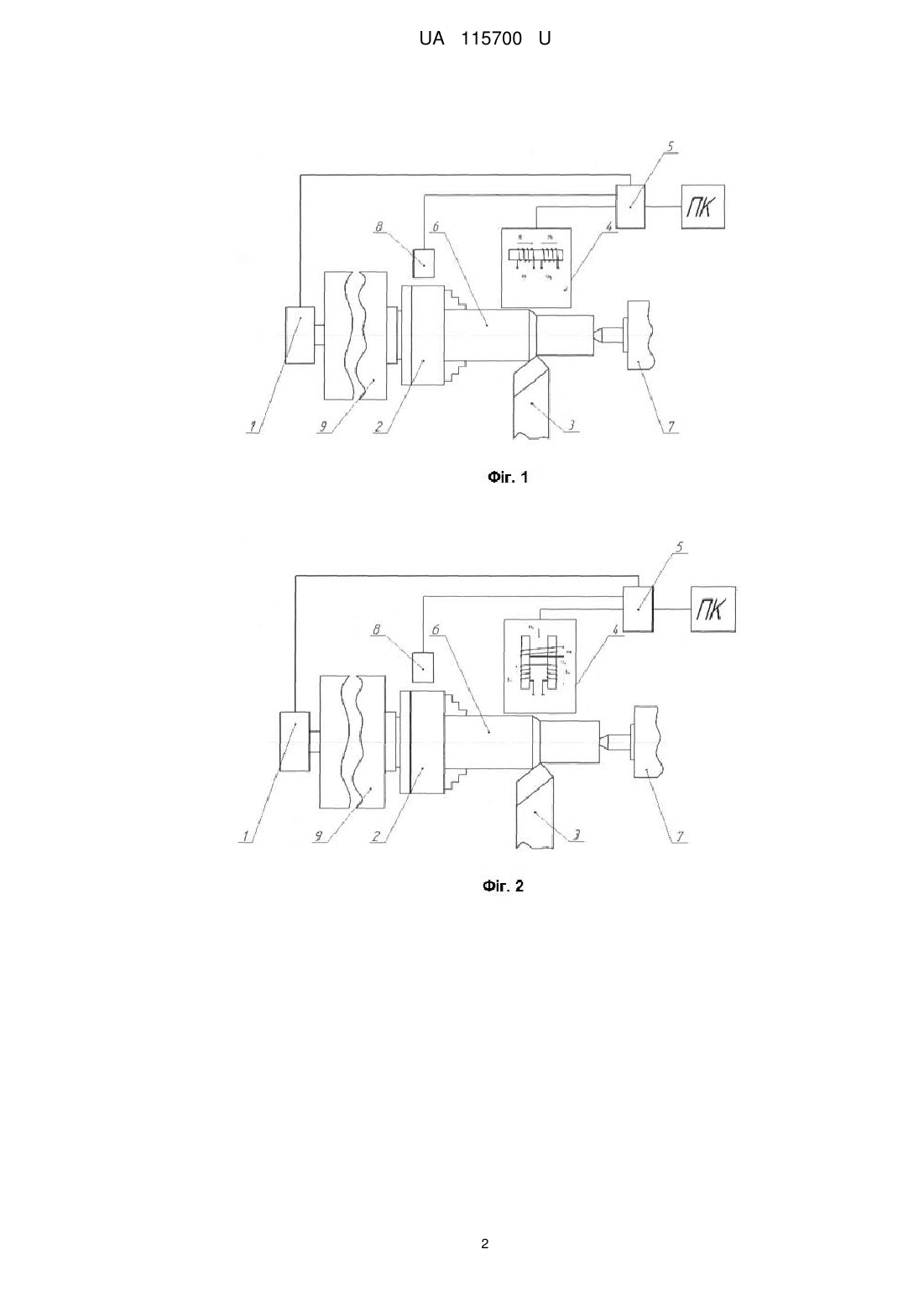
Реферат: Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляють, магнітним методом, містить датчик кута повороту шпинделя, безконтактний датчик переміщення, що служить для виміру переміщень вершини різця в площині, що проходить через вершину різця і вісь, шпинделя, інтерфейс і комп'ютер, при цьому датчики з'єднані з комп'ютером через інтерфейс. Додатково у місці обробки деталі встановлений один або декілька безконтактних магнітних датчиків. UA 115700 U (54) ПРИСТРІЙ ДІАГНОСТИКИ ТОКАРНИХ ВЕРСТАТІВ З КОНТРОЛЕМ ЯКОСТІ ДЕТАЛІ, ЩО ВИГОТОВЛЯЄТЬСЯ, МАГНІТНИМ МЕТОДОМ UA 115700 U UA 115700 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить для використання на підприємствах металообробної промисловості при діагностиці токарних верстатів. Відомий пристрій діагностики токарних верстатів за параметрами точності [Патент на изобретение Российской федерации RU 2123923 В 23 Q 15/00], який є найближчим аналогом розробленої корисної моделі, що містить шість датчиків переміщення, які фіксують переміщення в просторі оправлення, закріпленої в патроні верстата, і вершини різця, лічильник кута повороту шпинделя, інтерфейс і комп'ютер. До недоліків відомого технічного рішення слід віднести те, що пристрій не має можливості контролю якості самої деталі під час її обробки. Задачею корисної моделі є поєднання процесу виготовлення деталі і процесу контролю її виготовлення, спрощення системи вимірювання і обробки первинної інформації. Задача, яка покладена в основу корисної моделі вирішується за рахунок того, що пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється, магнітним методом, містить датчик кута повороту шпинделя, безконтактний датчик переміщення, що служить для виміру переміщень вершини різця в площині, що проходить через вершину різця і вісь, шпинделя, інтерфейс і комп'ютер, при цьому датчики з'єднані з комп'ютером через інтерфейс, у відповідності до корисної моделі, додатково у місці обробки деталі встановлений один або декілька безконтактних магнітних (ферозонд, датчик Холла, тощо) датчиків. Суть корисної моделі полягає в наступному. На кресленні Фіг. 1-3 зображені варіанти схем пристрою діагностики токарних верстатів з контролем якості деталі, що виготовляється, де 1 - кута повороту шпинделя, 2 - патрон, 3 різець, 4 - безконтактний магнітний датчик контролю (ферозонд, датчик Холла, тощо), 5 інтерфейс, 6 - заготовка (деталь), 7 - центра, 8 - датчик переміщення, 9 - токарній верстат. Пристрій містить лічильник 1 кута повороту шпинделя, безконтактний датчик переміщення 8, інтерфейс 5 та комп'ютер ПК. У патроні 2 токарного верстата 9 встановлюється заготовка 6 з якої буде виготовлена деталь. На лівому кінці шпинделя встановлюється лічильник 1 кута повороту шпинделя (деталі), який подає сигнали на інтерфейс 5. Датчик переміщення 8 закріплюється таким чином, щоб його активна поверхня взаємодіяла з поверхнею патрона 2. Безконтактний магнітний датчик контролю 4 закріплений таким чином, щоб його активна поверхня взаємодіяла з поверхнею у місці обробки деталі. Сигнал від датчиків 4 контролю та 8 переміщення подається на інтерфейс 5. Після перетворення сигнали, що надійшли на інтерфейс 5 подаються на обробку в комп'ютер ПК. Пристрій працює наступним чином. Обробка деталі 6 на верстаті 9 проводиться звичайним способом, для діагностики вибирається поверхня деталі 6, яка має найбільш високу точність у порівнянні з іншими поверхнями. Після того, як встановлюють різець і режими різання для обраної поверхні роблять регулювання зазору між датчиком 8 і поверхнею патрона 2. Потім приступають до обробки деталі і включають систему діагностики. Лічильник 1 кута повороту шпинделя (деталі) подає на інтерфейс 5 і далі на комп'ютер ПК декілька сигналів. Один сигнал відповідає одному обороту шпинделя і подає команду на початок зняття показань. Другий сигнал служить командою для зняття дискретних показань датчика 9, які заносяться в пам'ять комп'ютера ПК. Третій сигнал служить командою для зняття показників с безконтактного магнітний датчику контролю 4, результати якого заносяться в ПК. Після запису результатів комп'ютер переходить до обробки експериментальних даних з використанням методів математичної статистики. Побудований геометричний образ в тривимірному просторі дозволяє визначити всі необхідні показники точності деталі та показники якості деталі, ще до її остаточної обробки. Таким чином, використання пристрою діагностики токарних верстатів з контролем якості деталі, що виготовляється дозволяє розширити технічні можливості при діагностиці токарних верстатів з можливістю контролю якості деталі, що виготовляється, та підвищити їх продуктивність. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляють, магнітним методом, що містить датчик кута повороту шпинделя, безконтактний датчик переміщення, що служить для виміру переміщень вершини різця в площині, що проходить через вершину різця і вісь, шпинделя, інтерфейс і комп'ютер, при цьому датчики з'єднані з комп'ютером через інтерфейс, який відрізняється тим, що додатково у місці обробки деталі встановлений один або декілька безконтактних магнітних датчиків. 1 UA 115700 U 2 UA 115700 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23Q 15/007
Мітки: контролем, деталі, пристрій, магнітним, методом, якості, виготовляється, токарних, діагностики, верстатів
Код посилання
<a href="https://ua.patents.su/5-115700-pristrijj-diagnostiki-tokarnikh-verstativ-z-kontrolem-yakosti-detali-shho-vigotovlyaehtsya-magnitnim-metodom.html" target="_blank" rel="follow" title="База патентів України">Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється, магнітним методом</a>
Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється, вихрострумовим методом
Номер патенту: 115697
Опубліковано: 25.04.2017
Автори: Скібчик Василь Васильович, Подолян Олександр Олександрович
МПК: G01N 27/90, B23Q 15/007, G01P 3/00
Мітки: якості, діагностики, пристрій, верстатів, виготовляється, токарних, контролем, вихрострумовим, методом, деталі
Формула / Реферат:
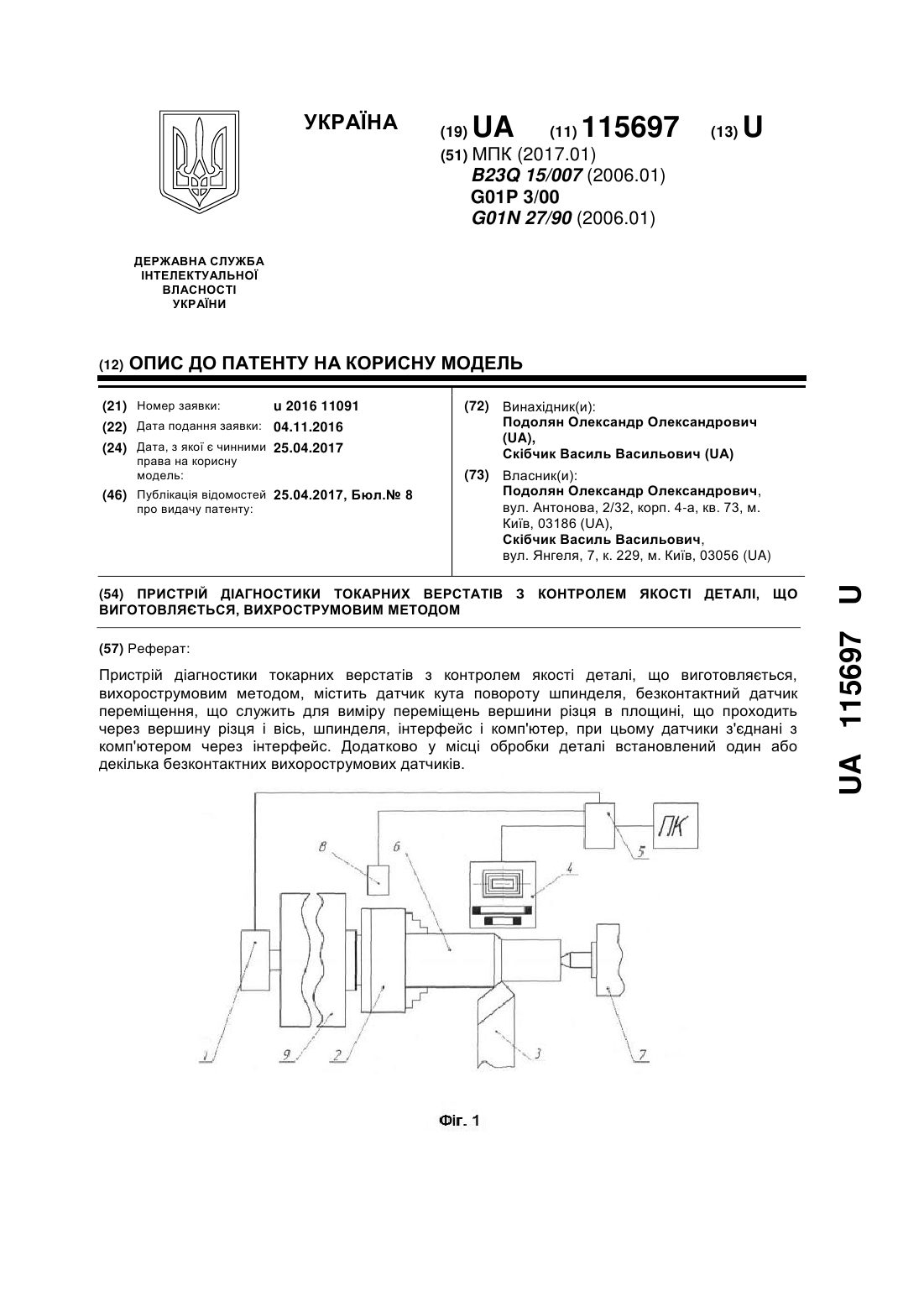
Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляють, вихрострумовим методом, що містить датчик кута повороту шпинделя, безконтактний датчик переміщення, що служить для виміру переміщень вершини різця в площині, що проходить через вершину різця і вісь, шпинделя, інтерфейс і комп'ютер, при цьому датчики з'єднані з комп'ютером через інтерфейс, який відрізняється тим, що додатково у місці обробки деталі...
Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється, акустичним методом
Номер патенту: 115698
Опубліковано: 25.04.2017
Автори: Подолян Олександр Олександрович, Скібчик Василь Васильович
МПК: G01P 3/00, G01S 15/62, B23Q 15/007
Мітки: акустичним, якості, токарних, методом, пристрій, деталі, виготовляється, діагностики, верстатів, контролем
Формула / Реферат:
Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляють, акустичним методом, що містить датчик кута повороту шпинделя, безконтактний датчик переміщення, що служить для виміру переміщень вершини різця в площині, що проходить через вершину різця і вісь, шпинделя, інтерфейс і комп'ютер, при цьому датчики з'єднані з комп'ютером через інтерфейс, який відрізняється тим, що додатково у місці обробки деталі встановлений...
Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється, електричним методом
Номер патенту: 115699
Опубліковано: 25.04.2017
Автори: Подолян Олександр Олександрович, Скібчик Василь Васильович
МПК: B23Q 15/007
Мітки: діагностики, якості, методом, виготовляється, електричним, токарних, контролем, верстатів, деталі, пристрій
Формула / Реферат:
Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється, електричним методом, що містить датчик кута повороту шпинделя, безконтактний датчик переміщення, що служить для виміру переміщень вершини різця в площині, що проходить через вершину різця і вісь, шпинделя, інтерфейс і комп'ютер, при цьому датчики з'єднані з комп'ютером через інтерфейс, який відрізняється тим, що додатково у місці обробки деталі встановлений...
Пристрій для діагностики токарних верстатів з контролем якості деталі, що виготовляється, тепловим методом
Номер патенту: 115696
Опубліковано: 25.04.2017
Автори: Скібчик Василь Васильович, Подолян Олександр Олександрович
МПК: G01P 3/00, G01C 21/06, B23Q 15/007
Мітки: деталі, діагностики, верстатів, контролем, токарних, якості, пристрій, методом, тепловим, виготовляється
Формула / Реферат:
Пристрій для діагностики токарних верстатів з контролем якості деталі, що виготовляють, тепловим методом, що містить датчик кута повороту шпинделя, безконтактний датчик переміщення, що служить для виміру переміщень вершини різця в площині, що проходить через вершину різця і вісь, шпинделя, інтерфейс і комп'ютер, при цьому датчики з'єднані з комп'ютером через інтерфейс, який відрізняється тим, що додатково у місці обробки деталі встановлений...
Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється
Номер патенту: 115695
Опубліковано: 25.04.2017
Автори: Скібчик Василь Васильович, Подолян Олександр Олександрович
МПК: B23Q 15/007
Мітки: виготовляється, діагностики, верстатів, токарних, якості, контролем, деталі, пристрій
Формула / Реферат:
Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляють, що містить датчик кута повороту шпинделя, безконтактний датчик переміщення, що служить для виміру переміщень вершини різця в площині, що проходить через вершину різця і вісь, шпинделя, інтерфейс і комп'ютер, при цьому датчики з'єднані з комп'ютером через інтерфейс, який відрізняється тим, що додатково у місці обробки деталі встановлений один або декілька...
Попередній патент: Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється, електричним методом
Наступний патент: Пристрій діагностики токарних верстатів з контролем якості деталі, що виготовляється, оптичним методом
Випадковий патент: Горизонтальна коксова піч