Спосіб виготовлення незнімних безметалевих керамічних стоматологічних протезів з застосуванням напівсухої прокатки керамічних сумішей
Номер патенту: 53224
Опубліковано: 15.01.2003
Автори: Радченко Олександр Кузьмич, Гогоці Георгій Антонович, Ярошевська Вікторія Григорівна
Формула / Реферат
1. Спосіб виготовлення незнімних безметалевих керамічних стоматологічних протезів полягає в тому, що заготовки, які вирізують зі стрічок, що притискаються до моделей зубів, спікають і просочують склом, який відрізняється тим, що керамічні стрічки виготовляють напівсухою прокаткою суміші керамічних порошків з термопластичним зв'язуючим.
2. Спосіб по п. 1, який відрізняється тим, що максимальне нормальне контактне напруження при прокатці складає від 10 до 70 МПа.
Текст
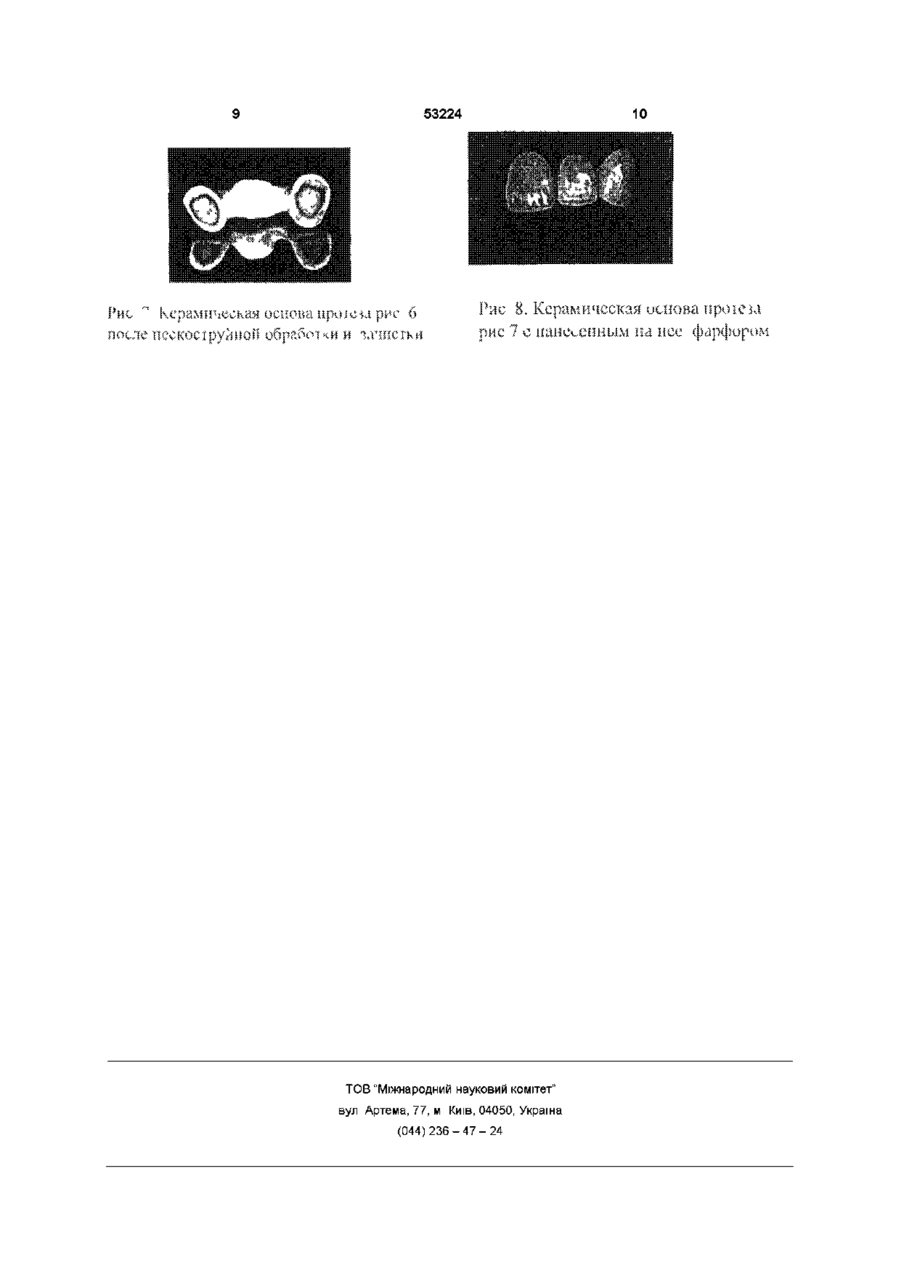
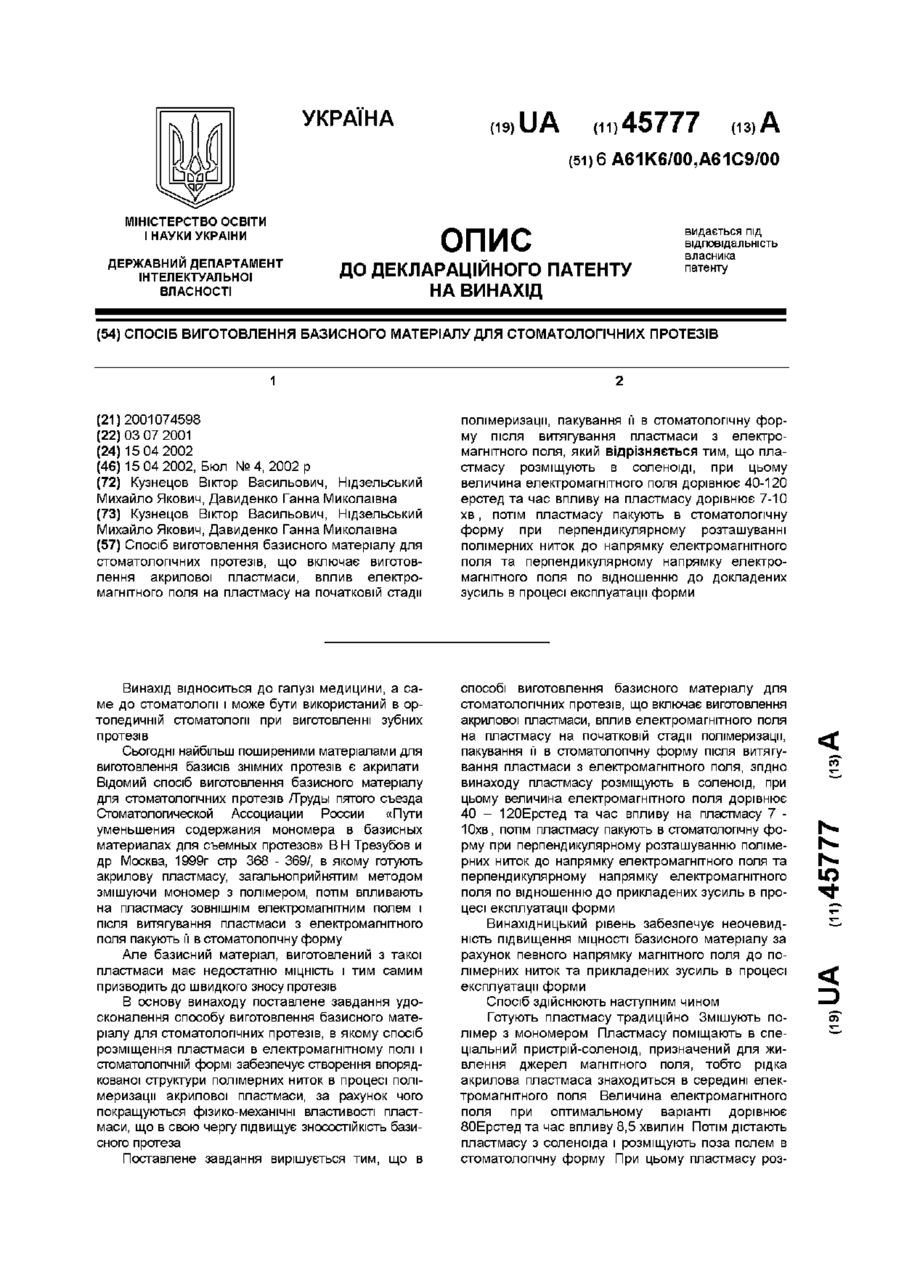
1 Спосіб виготовлення незнімних безметалевих керамічних стоматологічних протезів полягає в тому, що заготовки, які вирізують зі стрічок, що притискаються до моделей зубів, спікають і просочують склом, який відрізняється тим, що керамічні стрічки виготовляють напівсухою прокаткою суміші керамічних порошків з термопластичним зв'язуючим 2 Спосіб по п 1, який відрізняється тим, що максимальне нормальне контактне напруження при прокатці складає від 10 до 70 МПа Винахід відноситься до області медичної кераміки, зокрема, до способів одержання несущої основи незнімних безметалевих керамічних стоматологічних протезів Воно може бути використане як для виготовлення коронок, так і для мостовидних протезів В даний час у СВІТІ більшість (до 80%) [D -J Kim et al Mecanical Properties of Tape-Cast Alumina-Glass Dental Composites J Am Ceram Soc 1999, v 82, N11, P3167-72] незнімних стоматологічних протезів є металокерамічними Ці протези являють собою литу металеву основу (у широкому вживанні звичайні сплави, а в кращих випадках золото, срібло, платина і палладій), що кріпляться на культях опорних зубів На металеву поверхню наносять лицювальне керамічне (порцелянове) покриття Також помітимо, що на таку поверхню можливе нанесення і пластиковою покриття [Патент України №24578, А61С 5/08 04 08 98 Спосіб виготовлення суцільнолитого незнімного протезу] Mecanical Properties of Tape-Cast Alumina-Glass Dental Composites J Am Ceram Soc 1999, v 82, N11] Це бюсумісність (повна інертність до живих тканин, що виключає можливі алерпнні реакції [А Oden et al Five-year clinical evaluation of Procera All Ceram crowns J Prosthetic Dentistry 1998, v80, N 11]), висока СТІЙКІСТЬ до стирання, колірна стабільність і фарбування, що відповідає кольору кісткової тканини, низька теплопровідність (подібна до зубної тканини), напівпрозорість, украй важлива для значного підвищення якості особливо протезів верхніх фронтальних зубів, а також можливість забезпечення високого ступеня ВІДПОВІДНОСТІ розмірів коронок і культь зубів, підготовлених до протезування Незнімні безметалеві керамічні стоматологічні протези /all ceramics denture/ вигідно відрізняються від металокерамічних Інтерес до них з'явився в зв'язку з эстетическими вимогами і бажанням виключити можливість бюнесумісності матеріалів, використовуваних у стоматології [D W Jones Development of Dental Ceramics an Historical Perspective Dental Clm North Am 1985 N 4] Принадність заміни металу керамікою обумовлена тим, що вона може не тільки виконувати ті ж функції, але і має багато важливих переваг [D -J Kim et al До переваг кераміки відноситься також те, що по рентгенографічній контрастності вона може бути близька до такій дня дентину [D -J Kun et al Mecanical Properties of Tape-Cast Alumina-Glass Dental Composites J Am Ceram Soc 1999, v 82, N11] А це спрощує діагностування структури підтримуючих зубів, розташованих під нею Не менш важливо і те, що у випадку ударних навантажень (наприклад, при автокатастрофі) металокерамічний протез деформується (згинається) і від нього можуть відриватися дрібні напівпрозорі осколки порцеляни, що майже неможливо витягти зі слизової оболонки На відміну від цього безметалічний керамічний протез, усі складові якого практично є такими, що однаково малодеформуються (як кісти і зуби), зрушується на обмежену КІЛЬКІСТЬ со Ю 53224 частин, що спрощує післяаваршну операцію ротової порожнини Також не можна забувати, що використовувана кераміка є пружною, а тому в ній у процесі експлуатації (вигини і стиски при жуванні), на відміну від металів чи пластиків, що непружно деформуються, не накопичуються мікроушкодження, що можуть бути причиною втомлювастного руйнування протеза й істотного скорочення терміну його служби Не менш важливо також те, що безметалеве керамічне протезування, фактично, більш просте і дешеве, ніж металокерамічне Існує кілька способів виготовлення незнімних керамічних стоматологічних протезів ВІДПОВІДНО до способу [A Oden et al Five-year clinical evaluation of Procera All Ceram crowns J Prosthetic Dentistry 1998, v SO, N11] несуща основа незнімних керамічних стоматологічних протезів виготовляється пресуванням з чистого оксиду алюмінію у вигляді ковпачків, які стикають на тугоплавких моделях культь зубів при дуже високій температурі (1550°С) Необхідна точність виготовлення протеза забезпечується досить складною технологією CAD/САМ [К В May et al Precision of fit The Procera All Ceram Crowns J Prosthetic Dentistry 1998 v 80 N4], що включає є себе комп'ютерне моделювання і лазерне сканування До недоліків даного способу можна віднести його складне апаратурне оформлення, високу температуру списання несущої основи стоматологічного протеза (необхідні спеціальні високотемпературні печі) і високу його вартість Відомий також спосіб виготовлення незнімного безметалевого керамічного стоматологічного протеза [USA Pat N4772436 Int d A61C 5/10 Sept 20 1988 Process for the fabrication of a dental prosthesis by slight solid phase fritting of a metal oxide based infrastructure], що полягає є тім, що його несуща основа виготовляється методом шлікерного лиття, традиційно використовуваного, наприклад, виготовлювачами порцелянових виробів При тощ на тугоплавку гіпсову модель культі зуба пензликом шар за шаром намазується суспензія оксиду алюмінію з технологічними вигоряючими добавками Несуща основа протеза, сформована таким чином, спікається при температурах від 1050 до 1350°С з утворенням пористої кістякової структури Поті вона покривається порошком спеціального скла, що проникає в її пори при наступному нагріванні до температури, що перевищує температуру плавлення цього скла При цьому кераміка перетворюється в щільний і міцний стеклокерамический композит Надлишок скла знищується з поверхні несущої основи протеза піскоструминною обробкою Потім йдуть технологічні операції, зв'язані з нанесенням поверхневих порцелянових (керамічних) шарів і подібних до тих, що мають місце при металокерамічному протезуванні До недоліків цього способу відносяться тривалість необхідних ручних операцій і вимога дуже високої кваліфікації техніка, ще виготовляє несущу керамічну основу протеза, а так само те, що неоднородно шарувата структура одержуваної композиційної склокераміки не виключає наявність у ній важко контрольованих тріщин Найбільш близьким по технічній сутності до способу, що заявляється, є спосіб виготовлення незнімних безметалевих керамічних стоматологічних протезів [USA, Pat N5776382 Int СІ А61С 10/00 Jul 7 1998 Fabrication method for ctramic core of a dental prosthesis], що полягає в наступному 1 Виготовлення шлікера змішуванням оксиду металу (АЬОз, шпінель, чи суміш порошків АЬОз і ZrCb) з іншими компонентами, узятими в масових відсотках від маси порошку оксиду металу дисперсант (0,5-2,0%), розчинник (30-90%), зв'язуючий агент (5-12%) і пластифікатор (7-17%), 2 Видалення газової фази зі шлікера, 3 Формування шлікера в керамічний лист товщиною 0,1-1,0мм методом стрічкового лиття (чи стиску роликом), 4 Вирізка з листа заготовки, наприклад, для виготовлення ковпачка коронки, розташування її на ГІПСОВІЙ тугоплавкій моделі зуба і її попереднє підсушування при 100-200°С в подовж 10 хвилин, 5 Притиснення заготовки до гіпсової моделі за допомогою гідростатичного піску від 1,5 до 15МПа в подовж 5-15 хвилин при температурі від 50100°С, 6 Спікання ковпачка протеза при 1100-1350°С и зняття його з нього гіпсової моделі, нанесення порошку скла і наступне високотемпературне просочення склом також як це має місце при реалізації попереднього способу виготовлення безметалевого протеза У результаті виходить незнімний безметалевий керамічний стоматологічний протез (ковпачок) з однаковою товщиною стінки і спрощується процес його виготовлення Аналогічно з таких же листів виготовляються мостовидні протези До недоліків цього способу можна віднести обмежену МІЦНІСТЬ спеченного протеза, зв'язану з неможливістю регулювання у ВІДЛИТІЙ ЗІ шликера стрічці відстані між сусідніми частками, що відповідає за МІЦНІСТЬ зв'язку цих часток Невисока МІЦНІСТЬ цього ковпачка утрудняє наступну роботу з ним (зняття з моделі зуба, нанесення скла і т п) і може призвести до псування одержуваної коронки Суттєву складність представляє підготовка шликера і підтримка незмінними його властивостей Для створення гомогенної суспензії керамічних часток у шликер вводять дисперсанти з групи, етилцелюлоза, акрилова кислота й ш Для підтримки необхідного рівня рідкотекучості витримують певне значення рН, додаючи, наприклад, лимонну кислоту Відповідальним і тривалої є процес сушіння відлитої стрічки, і чим товстіше стрічка тим довше вона сохне, і тим більше Імовірність утворення в ній дефектів при сушінні (усадочних тріщин, короблення й інших) При одержанні стрічки, як правило, операції и формування і сушіння поєднуються в один технологічний ланцюжок, в якому лімітуючою ланкою є сушінняя Суть пропонованого винаходу "Спосіб виготовлення незмінних безметалевих керамічних стоматологічних протезів із застосуванням напівсухої прокатки керамічних сумішей" полягає в тім, що замість операцій виготовлення шлікера, видалення газової фази і формування шлікера в керамічний лист, на відміну від прототипу, застосовуються операції готування напівсухої керамічної суміши і наступної и прокатки при максимальних нормаль 53224 них контактних напруженнях від 10 до 70МПа (інакше кажучи здійснюється процес напівсухої прокатки) Основною задачею цього винаходу є підвищення якості несущої основи протеза і його здешевлення, а також прискорення процесу його виготовлення в зубопротезній лабораторії Технічний результат, що досягається винаходом, полягає в підвищенні МІЦНОСТІ спеченной несущої основи стоматологічного протеза, зменшенні часу, затрачуваного на одержання керамічних листів і зменшенні вартості протеза Крім того, при використанні способу, що заявляється, зменшується КІЛЬКІСТЬ Інгредієнтів (звичайно називаються тимчасовим технологічним зв'язуючим «ТТЗ»), застосовуваних при виготовленні сирих керамічних заготовок, що перед спіканням (чи під час його) видаляється, забруднюючи навколишнє середовище Підвищення МІЦНОСТІ підпеченої несущої основи стоматологічного протеза досягається за рахунок зменшення (оптимізації) відстані між керамічними частками при напівсухій прокатці керамічної суміші в стрічку Відстань між частками є стрічці залежить від КІЛЬКОСТІ ТТЗ, від величини максимального нормального контактного напруження, створюваного в зоні деформації валками які обертаються назустріч один одному, від швидкості прокатки При максимальному нормальному контактному напруженні меншому ЮМПа напівсуха суміш практично не ущільнюється і її деформація йде лише за рахунок витяжки (тобто зменшується товщина стрічки і майже не відбувається ущільнення), а при максимальних нормальних контактнихнапруженнях більших за 70МПа ущільнення настільки сильне, що ТТЗ видавлюється в об'єм подаваної напівсухої керамічної суміші, вона робиться більш рідкою і процес прокажи припиняється Швидкість прокатки складає кілька метрів у хвилину, тобто значно вище швидкості одержання стрічки згідно прототипу Причому чим більше максимальне нормальне контактне напруження і чим більше швидкість прокатки, тим менше товщина стрічки, більше її обтиснення і тим менше відстань між частками в прокатаній стрічні Однак, зі збільшенням максимального нормального контактного напруження і ростом величини ущільнення стрічки зайве ТТЗ видавлюється на валки, приводячи до прилипання стрічки до валків, І потрапляючи в подавану напівсуху керамічну масу, робить її рідкою Тому максимальне нормальне контактне напруження має оптимум Наприклад, при швидкості прокатки 1,5м/хв оптимальним є максимальне нормальне контактне напруження 35МПа Зменшення часу, затрачуваного на одержання керамічних заготовок (листів) досягається за рахунок виключення операції сушіння прокатаної стрічки, що лімітує швидкість одержання такої стрічки в протопоп Зменшення кінцевої вартості протеза також досягається за рахунок поділу операцій виготовлення заготовок (виконуються в спеціалізованій прокатній лабораторії в масовій КІЛЬКОСТІ) І операцій виготовлення стоматологічних протезів Зменшення КІЛЬКОСТІ інгредієнтів, застосованих при виготовлені сирих керамічних заготовок по запропонованому способу, досягається за рахунок замши шлікера на напівсуху суміш Так, КІЛЬКІСТЬ розчинника (этанол, этилметилкетон і ІНШІ речовини з групи кетонов) зменшується на 16-78%, зв'язуючого (полівшілбутираль) - на 30-78%, пластифікатора (групи фталатів, гліколей, фосфатів, - на 46-77%, а дисперсант (поліестер, поліамід, фосфорнокислий складний ефір) взагалі виключається з уживання Це призводить і до зменшення забруднення навколишнього середовища ВІДПОВІДНО ДО пропонованого винаходу 1 Керамічні порошки оксиду металу (АЬОз, АІ2Оз+2Ю2, а також шпінель і муті) змішують з іншими компонентами (узятими в масових відсотках від маси порошку оксиду металу) розчинником від 10 до 25%, зв'язуючим агентом - від 2 до 5% і пластифікатором - від 1 до 4% у футерованому корундом кульовому млині з корундовими розмельними тілами, або на рольгангу в поліетиленовому барабану с розмельними тілами з АЬОз 2 Напівсуху суміш прокатують у валках прокатного стану, з горизонтальним або похилим розташуванням валків [А К Радченко О А Катрус Формуемость и прочность проката из порошков // Порошковая металлургия 1987, №1] в умовах регульованого обтиснення, одержуючи при цьому керамічні стрічки заданої товщини (150-700мкм) Подачу напівсухої суміші у валки, як правило, здійснюють під невеликим тиском, прикладеним до суміші завантаженої в бункер, що подає, або використовують вакуумний прес, традиційно застосовуваний у керамічній технології [М Е Дроздов Механическое оборудование керамического производства М Машиностроение, 1970] 3 Керамічні стрічки розрізають на шматки (листи), прокладаючи знизу і зверху юнку поліетиленову плівку На цьому етап виготовлення заготовок, що поставляються в стоматологічну зубопротезну лабораторію, закінчується 4 У стоматологічній зубопротезній лабораторії відокремлюють необхідну частину заготовки, видаляють поліетиленову плівку, накладають на попередньо отриману гіпсову тугоплавку модель культі зуба, акуратно припасовуючи, формуючи несущу основу протеза, і видаляють зайву частину листа Модель з нанесеною на неї керамікою поміщають у мішечок з тонкої гуми, завантажують у гідроциліндр, що підігрівається, і з'єднаний з масляним насосом, що дозволяє розвивати тиск масла до Юатм Несущу основу протеза, що знаходиться на ГІПСОВІЙ моделі, спікають при температурі 1100-1300°С (режим спікання залежить від розміру часток порошку окислів металу, його складу і відстані між частками порошку в стрічці) Далі на спечений протез наносять порошок скла і при нагріванні до 1200°С відбувається перетворення матеріалу основи протеза обмежено міцна кераміка стає міцною склокерамікою за рахунок проникнення в її пори скла Наступні технологічні операції також подібні до тих що є у прототипі На прикладених фотографіях 1-8 показані основні етапи виготовлення безметалевого керамічного незнімного протеза після одержання керамічних лист-заготовок ВІДПОВІДНО ДО заявляемого способу Приклад До 80г порошку АЬОз марки Premalox 12 аме 53224 риканської фірми "Alcoa" (розмір часток Юмкм) і 20г порошку ZrO2 (виробництво Донецького заводу ХІМІЧНИХ реактивів, ТУ 6-09-2484-77, розмір часток О.бмкм) додавали 23г розчинника (этанол) і усе змішували протягом 20 годин за допомогою корундових розмельнихтіл, використовувавши кульовий млин, футерований корундом Потім додавали 4,5г зв'язуючого агента (полівінілбутираль клейовий марки КБ, ГОСТ 223Р-72) і 3,5г пластифікатора (дибутилфталат) і змішували протягом 6 годин Отриману напівсуху суміш прокатували у валках прокатного стану марки ІМ-1 (Україна) при ЛИНІЙНІЙ швидкості прокатки Зм/хв Максимальне нормальне контактане напруження при прокатці складало 15Мпа (розраховували по зусиллю прокатки, використовувавши відому методику [Прокатка металических порошков Виноградов Г А, Семенов Ю Н , Катрус О А, Кагашинский В П М Металлургия, 1969 С119-122] ЩІЛЬНІСТЬ отриманої стрічки складала 78%, м товщина була 0,5мм а ширина 65мм Подачу напівсухої суміші у валки здійснюва ЇДІ І 8 ли за допомогою вакуумного преса фірми "КЕМА" (Німеччина) Прокатані стрічки розрізали на шматки Отримані в такий спосіб заготовки розміром 60х120мм прокладали зверху і знизу тонкою поліетиленовою плівкою У стоматологічній зубопротезній лабораторії відрізали необхідну частину заготовки, знімали поліетиленові плівки і накладали на попередньо отриману гіпсову тугоплавку модель культі зуба, акуратно припасовуючи заготовку до моделі, формуючи в такий спосіб несущу основу протеза Після ЦЬОГО модель з нанесеною на неї керамікою поміщали в мішечок з тонкої гуми, завантажували в гідроциліндр і прикладали тиск, піднімаючи при цьому температуру до 90°С Отриманий утакни спосіб ковпачок коронки з внутрішньою поверхнею, що відповідає ЗОВНІШНІЙ поверхні моделі культі зуба, списали при температурі 1250°С Після ЦЬОГО ЙОГО знімали з моделі і просочували лантаноборосілікатним склом при температурі 1150°С, а потім при піскоструминній обробці видаляли з його поверхні зайве скло 53224 ІРіССкШІ ОСНОВИ і ф "Tt* НґЧ^ЖОР ТПУЛ ІІҐШ ППП?О(~*1 К. ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing non-removable non-metallic ceramic denture employing semi-dry rolling of ceramic mixtures
Автори англійськоюHohotsi Heorhii Antonovych, Radchenko Oleksandr Kuzmych
Назва патенту російськоюСпособ изготовления несъемных неметаллических керамических стоматологических протезов с применением полусухой прокатки керамических смесей
Автори російськоюГогоци Георгий Антонович, Радченко Александр Кузьмич
МПК / Мітки
МПК: A61C 5/08
Мітки: виготовлення, протезів, безметалевих, сумішей, незнімних, керамічних, прокатки, напівсухої, спосіб, стоматологічних, застосуванням
Код посилання
<a href="https://ua.patents.su/5-53224-sposib-vigotovlennya-neznimnikh-bezmetalevikh-keramichnikh-stomatologichnikh-proteziv-z-zastosuvannyam-napivsukho-prokatki-keramichnikh-sumishejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення незнімних безметалевих керамічних стоматологічних протезів з застосуванням напівсухої прокатки керамічних сумішей</a>
Спосіб виготовлення базисного матеріалу для стоматологічних протезів
Номер патенту: 45777
Опубліковано: 15.04.2002
Автори: Нідзельський Михайло Якович, Давиденко Ганна Миколаївна, Кузнецов Віктор Васильович
Мітки: протезів, стоматологічних, базисного, спосіб, матеріалу, виготовлення
Формула / Реферат:
Спосіб виготовлення базисного матеріалу для стоматологічних протезів, що включає виготовлення акрилової пластмаси, вплив електромагнітного поля на пластмасу на початковій стадії полімеризації, пакування її в стоматологічну форму після витягування пластмаси з електромагнітного поля, який відрізняється тим, що пластмасу розміщують в соленоїді, при цьому величина електромагнітного поля дорівнює 40-120 ерстед та час впливу на пластмасу дорівнює...
Спосіб виготовлення базисів стоматологічних протезів
Номер патенту: 23118
Опубліковано: 30.06.1998
Автор: Шкитер Валентин Афонасійович
МПК: A61C 13/00
Мітки: базисів, спосіб, протезів, виготовлення, стоматологічних
Формула / Реферат:
Способ изготовления базисов стоматологических протезов путем изготовления восковой конструкции базиса протеза, загипсовки модели протезного ложа с восковым базисом в кювету, вываривания воска, введения литейной массы в полость гипсовой модели, отличающийся тем, что восковую конструкцию базиса протеза формируют из расплавленного воска с последующим его застыванием на модели протезного ложа, отделяют застывшую восковую конструкцию от гипсовой...
Спосіб фіксації незнімних конструкцій зубних протезів
Номер патенту: 40155
Опубліковано: 16.07.2001
Автори: Штурмак Василь Миколайович, Рожко Микола Михайлович, Парасюк Галина Зіновіївна, Бульбук Олександр Іванович, Палійчук Іван Васильович
МПК: A61C 5/08
Мітки: фіксації, незнімних, конструкцій, протезів, зубних, спосіб
Формула / Реферат:
Спосіб фіксації незнімних конструкцій зубних протезів шляхом ізоляції опорних зубів, знежирення, висушення опор та коронок, замішування цементу, який відрізняється тим, що коронки, опорою яких є відпрепарований зуб, заповнюють склоіономерним цементом, а коронки, опорою яких є литі металеві куксові вкладки, заповнюють цинк-фосфатним цементом.
Спосіб виготовлення знімних зубних часткових пластинкових протезів
Номер патенту: 47633
Опубліковано: 15.07.2002
Автори: Єгоров Євген Юрійович, Суржанський Станіслав Костянтинович, Зінов'єв Геннадій Іванович, Шендрик Микола Миколайович
МПК: A61C 13/00
Мітки: виготовлення, пластинкових, протезів, спосіб, часткових, знімних, зубних
Формула / Реферат:
Спосіб виготовлення знімних зубних часткових пластинкових протезів, що включає виготовлення гіпсових моделей, установлення в оклюдатор, виготовлення воскової композиції протеза, перевірку конструкції, гіпсування в кюветі за зворотним способом, поступове формування жорсткої та м'якої пластмаси, який відрізняється тим, що після перевірки конструкції протеза, гіпсові зуби на моделі підрізають з вестибулярного боку по шийці на 1/3, відламують,...
Склад стоматологічних цементів для періодичної фіксації знімних мостоподібних протезів
Номер патенту: 45093
Опубліковано: 15.03.2002
Автори: Павленко Олексій Володимирович, Галатенко Наталія Андріївна, Ожоган Зеновій Романович
МПК: A61C 13/23, A61C 13/00
Мітки: знімних, мостоподібних, стоматологічних, склад, фіксації, протезів, періодичної, цементів
Формула / Реферат:
Склад стоматологічних цементів для періодичної фіксації мостоподібних знімних протезів типу склоіономерного цементу, що містить порошок алюмофторсилікатного скла і як рідину 50%-вий водний розчин поліакрилової кислоти, де порошок і рідину змішують у співвідношенні 3:1, який відрізняється тим, що він додатково містить як добавку-наповнювач олігоефіруретандіізоціанат при такому співвідношенні складових, мас. %: 90-95 склоіономерний цемент і...
Попередній патент: Спосіб моделювання калового перитоніту
Наступний патент: Спосіб різання металу
Випадковий патент: Спосіб одержання 2-[(3,5-дифтор-3'-метокси-1,1'-біфеніл-4-іл)аміно]нікотинової кислоти