Покривний матеріал зі зв’язуючим у формі волокна з полівінілового спирту

Формула / Реферат
1. Спосіб безперервного виготовлення покривного матеріалу, що містить скляні елементарні нитки і 1,5-15 мас. % зв'язуючого, причому покривний матеріал скріпляють зв'язуючим, яке містить волокно із полівінілового спирту (ПВС), що включає наступні етапи:
а. формування дисперсії із штапельованих елементарних ниток, що містять скляні елементарні нитки, і штапельованого ПВС волокна у технологічній воді;
b. формування шару на пристрої для формування шляхом напускання дисперсії на тканину для формування, крізь яку відводять технологічну воду, причому вказана тканина являє собою конвеєрну стрічку, а елементарні нитки і волокно осаджуються на згаданій тканині;
с. етап, на якому шар піддають тепловій обробці на конвеєрній стрічці у пристрої для теплової обробки.
2. Спосіб за п. 1, який відрізняється тим, що при переході від пристрою для формування до пристрою для теплової обробки шар піддають операції перенесення щонайменше з однієї конвеєрної стрічки на іншу.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що штапельовані скляні нитки вводять у технологічну воду у формі комплексних ниток, які містять 10-2000 елементарних ниток, які можуть бути дисперговані.
4. Спосіб за одним з попередніх пунктів, який відрізняється тим, що маса ПВС волокна складає 1,5-20 % від загальної маси штапельованих елементарних ниток і ПВС волокна.
5. Спосіб за п. 4, який відрізняється тим, що маса ПВС волокна складає 2,5-15 % від загальної маси штапельованих елементарних ниток і ПВС волокна.
6. Спосіб за одним з попередніх пунктів, який відрізняється тим, що ПВС волокно має штапельну довжину у межах 3-15 мм.
7. Спосіб за одним з попередніх пунктів, який відрізняється тим, що на момент, коли дисперсію вводять в етап формування шару, вона така, що загальна маса елементарних ниток і волокна складає 0,01-0,5 мас. % від маси дисперсії.
8. Спосіб за п. 7, який відрізняється тим, що на момент, колидисперсію вводять в етап формування шару, вона така, що загальна маса елементарних ниток і волокна складає 0,02-0,05 мас. % від маси дисперсії.
9. Спосіб за одним з попередніх пунктів, який відрізняється тим, що технологічна вода містить загусник для надання її в'язкості у межах 1-20 МПа.с при температурі 20°С.
10. Спосіб за п. 9, який відрізняється тим, що технологічна вода містить загусник для надання її в'язкості у межах 5-12 МПа.с при температурі 20°С.
11. Спосіб за одним з попередніх пунктів, який відрізняється тим, що покривний матеріал містить 2,5-10 мас. % зв'язуючого.
12. Спосіб за одним з попередніх пунктів, який відрізняється тим, що ПВС волокно, введене на початку процесу, складає 25-100 % від загальної маси зв'язуючого у покривному матеріалі.
13. Спосіб за одним з попередніх пунктів, який відрізняється тим, що як зв'язуюче використовують тільки ПВС волокно.
14. Спосіб за одним з попередніх пунктів, який відрізняється тим, що покривний матеріал містить щонайменше 80 мас. % скла у формі елементарних ниток.
15. Покривний матеріал, що містить скляні елементарні нитки і щонайменше одне зв'язуюче, яке відповідає наступному співвідношенню:
RT/(L.G)>0,03, де
RT - середнє значення розривної міцності покривного матеріалу у поздовжньому напрямі та у поперечному напрямі, даН, при ширині смужки 50 мм;
L - частка зв'язуючого у покривному матеріалі, мас. %;
G - вага у г/м2.
16.Покривний матеріал за п. 15, який відрізняється тим, що RT/(L.G)>0,035.
17. Покривний матеріал за одним з попередніх пунктів, який відрізняється тим, що вміст скляних і целюлозних елементарних ниток у ньому такий, що їх вагове співвідношення складає 99:1-80:20.
18. Покривний матеріал за одним з попередніх пунктів, який відрізняється тим, що вміст скляних і поліефірних елементарних ниток у ньому такий, що їх вагове співвідношення складає 99:1-70:30.
19. Покривний матеріал за одним з попередніх пунктів, який відрізняється тим, що містить щонайменше 80 мас. % скла у формі елементарних ниток.
20. Покривний матеріал за одним з попередніх пунктів, який відрізняється тим, що містить 1,5-15 мас. % ПВС зв'язуючого.
21. Покривний матеріал за п. 20, який відрізняється тим, що містить 2,5-10 мас. % ПВС зв'язуючого.
22. Покривний матеріал за одним з попередніх пунктів, який відрізняється тим, що не містить ПВХ (полівінілхлорид).
Текст
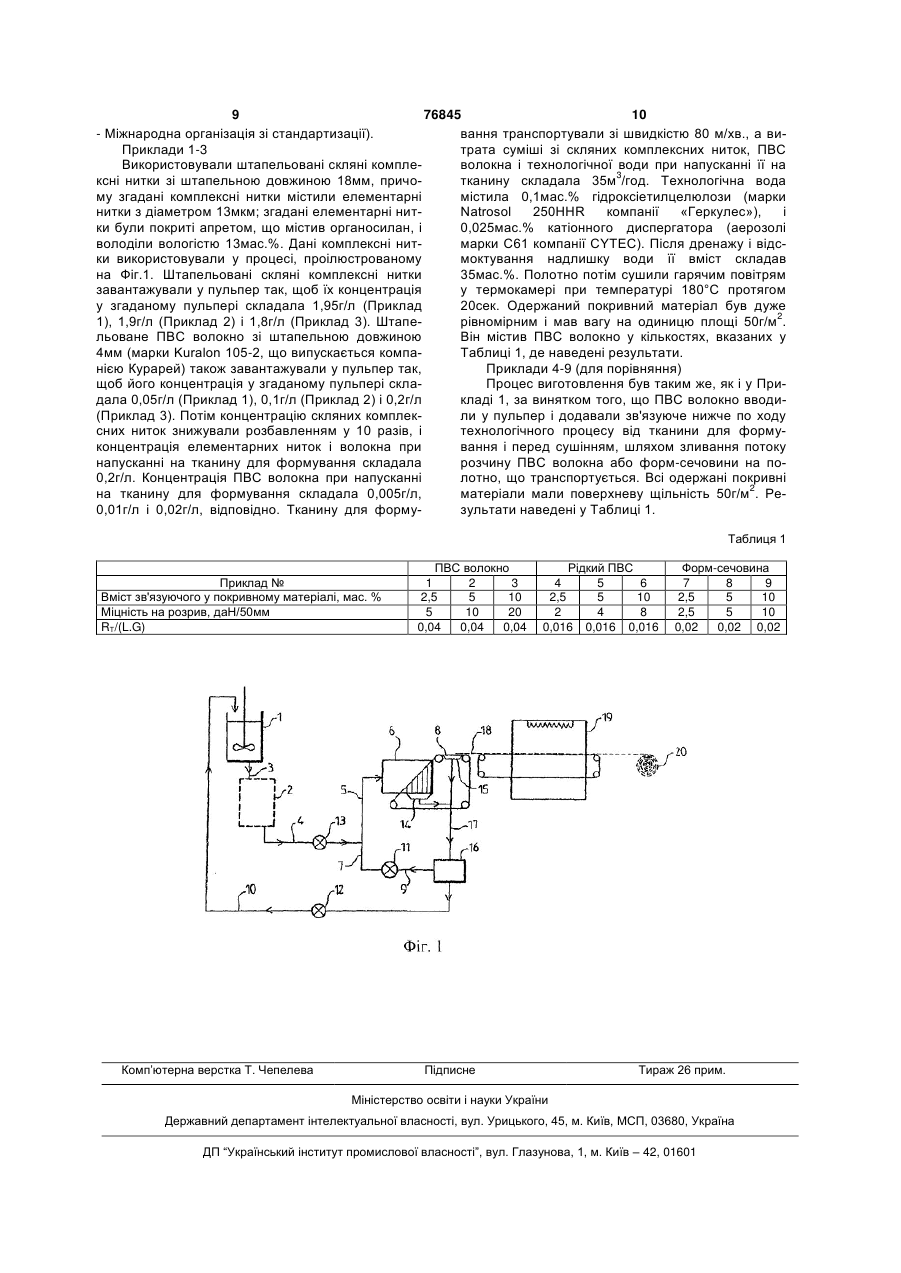
1. Спосіб безперервного виготовлення покривного матеріалу, що містить скляні елементарні нитки і 1,5-15мас.% зв'язуючого, причому покривний матеріал скріпляють зв'язуючим, яке містить волокно із полівінілового спирту (ПВС), що включає наступні етапи: а. формування дисперсії із штапельованих елементарних ниток, що містять скляні елементарні нитки, і штапельованого ПВС волокна у технологічній воді; b. формування шару на пристрої для формування шляхом напускання дисперсії на тканину для формування, крізь яку відводять технологічну воду, причому вказана тканина являє собою конвеєрну стрічку, а елементарні нитки і волокно осаджуються на згаданій тканині; с. етап, на якому шар піддають тепловій обробці на конвеєрній стрічці у пристрої для теплової обробки. 2. Спосіб за п.1, який відрізняється тим, що при переході від пристрою для формування до пристрою для теплової обробки шар піддають операції перенесення щонайменше з однієї конвеєрної стрічки на іншу. 3. Спосіб за пп.1 або 2, який відрізняється тим, що штапельовані скляні нитки вводять у технологічну воду у формі комплексних ниток, які містять 10-2000 елементарних ниток, які можуть бути дисперговані. 4. Спосіб за одним з попередніх пунктів, який відрізняється тим, що маса ПВС волокна складає 1,5-20% від загальної маси штапельованих елементарних ниток і ПВС волокна. 2 (19) 1 3 76845 4 L - частка зв'язуючого у покривному матеріалі, 19. Покривний матеріал за одним з попередніх пунктів, який відрізняється тим, що містить щомас. %; G - вага у г/м2. найменше 80мас.% скла у формі елементарних 16.Покривний матеріал за п.15, який відрізняєтьниток. ся тим, що RT/(L.G)>0,035. 20. Покривний матеріал за одним з попередніх пунктів, який відрізняється тим, що містить 1,517. Покривний матеріал за одним з попередніх пунктів, який відрізняється тим, що вміст скляних 15мас.% ПВС зв'язуючого. 21. Покривний матеріал за п.20, який відрізняєтьі целюлозних елементарних ниток у ньому такий, ся тим, що містить 2,5-10мас.% ПВС зв'язуючого. що їх вагове співвідношення складає 99:1-80:20. 18. Покривний матеріал за одним з попередніх 22. Покривний матеріал за одним з попередніх пунктів, який відрізняється тим, що вміст скляних пунктів, який відрізняється тим, що не містить і поліефірних елементарних ниток у ньому такий, ПВХ (полівінілхлорид). що їх вагове співвідношення складає 99:1-70:30. Винахід відноситься до способу виготовлення волокнистого покривного матеріалу, в якому як зв'язуюче використовують волокно з полівінілового спирту (ПВС). Покривний матеріал, виготовлений відповідно до винаходу, може бути застосований особливо вдало як покриття для стін. Для такого застосування його можна приклеювати до стін однією стороною з використанням зв'язуючого на водній основі, а на іншу його сторону наносити барвник (на водній основі або з органічним розчинником). Під терміном «покривний матеріал» тут розуміють нетканий матеріал, що складається з повністю диспергованих елементарних ниток. Загалом, покривний матеріал володіє вагою на одиницю площі у межах 10-60г/м2, а більш переважно - 2040г/м , наприклад, 30г/м . Безперервне виготовлення покривного матеріалу включає пропускання шару з диспергованих елементарних ниток через ряд послідовно розташованих пристроїв, на кожному з яких треба проводити визначену обробку згаданих елементарних ниток. Після формування волокнистого шару на «пристрої для формування», його потім пропускають через «пристрій для нанесення зв'язуючого», за яким йде «пристрій для теплової обробки». Шар транспортують через дані пристрої за допомогою конвеєрних стрічок і його звичайно переносять з однієї стрічки на іншу. При передачі його з одного пристрою на інший шляхом перенесення з однієї транспортерної стрічки на іншу, покривний матеріал, що формується, має тенденцію втрачати свою зв'язаність, внаслідок чого виникають дефекти у структурі, наприклад, вагова нерівномірність готового покривного матеріалу. Безперервний спосіб виготовлення відповідно до винаходу включає наступні етапи: - етап, на якому штапельовані елементарні нитки і штапельоване ПВС волокно диспергують у технологічній воді; після чого йде - етап, на якому шар формують на пристрої для формування шляхом напускання дисперсії на тканину для формування, крізь яку стікає технологічна вода, а елементарні нитки і волокно осаджуються на тканині; після чого йде - етап теплової обробки у пристрої для теплової обробки. За допомогою винаходу долають недоліки, згадані вище. Насправді, коли вводять ПВС волокно на початку процесу, яке служить як зв'язуюче у покривному матеріалі, зовсім не обов'язково використовувати пристрій для нанесення зв'язуючого, що означає, що покривний матеріал повинен бути підданий меншому числу перенесень з одного конвеєра на інший. Крім того, встановлено, що ПВС волокно додає жорсткості шару, що формується, ймовірно, завдяки тому, що ПВС волокно надає різним інгредієнтам шару здатності до злипання і утримує їх разом. Шар, таким чином, менше руйнується під час перенесення його з одного конвеєра на інший. Для диспергування у воді елементарні нитки повинні володіти здатністю залишатися у вигляді окремих елементів і не групуватися одна з одною при введенні їх у технологічну воду. Якщо штапельовані комплексні нитки, що являють собою комплекси елементарних ниток, диспергують у воді, дані комплексні нитки повинні володіти здатністю розділятися на елементарні волокна при диспергуванні їх у воді. Під терміном «комплексна нитка» розуміють комплекс прилеглих одна до одної елементарних ниток, що складають переважно 102000 елементарних ниток. Таким чином, елементарні нитки, переважно скляні елементарні нитки, можуть бути введені у технологічну воду у формі комплексних ниток, що містять переважно 10-2000 елементарних ниток. Елементарні нитки, які можна використовувати у межах даного винаходу, звичайно містять скляні елементарні нитки і переважно скляні елементарні нитки, які можуть бути використані для диспергування у формі штапельованих комплексних ниток. Елементарні нитки можуть бути апретовані під час виготовлення, якщо це прийнятно для того, щоб утримувати їх у вигляді комплексних ниток, особливо за допомогою рідин, що апретують, які містять органосилан і/або речовину, з якої утворюється плівка. Переважно у даному випадку елементарні нитки не сушити перед диспергуванням їх у воді, щоб виключити злипання елементарних ниток між собою, внаслідок чого погіршиться їх диспергування і розділення на окремі елементарні нитки. До числа штапельованих елементарних ниток, які можна використовувати на додаток до скляних елементарних ниток, відносяться целюлозні воло 5 76845 6 кна (або «целюлозні елементарні нитки» - синонім) на використовувати у винаході, являють собою і/або поліефірні елементарні нитки, особливо посуміш скляних елементарних ниток і целюлозного ліетилентерефталатні (PET) елементарні нитки. волокна, особливо при співвідношенні скляних Целюлозні волокна звичайно одержують з деелементарних ниток і целюлозного волокна 99:1ревної маси. Цю деревну масу звичайно одержу80:20 (за масою), а переважно - 95:5-90:10 (за мають з листів картону, що комерційно постачаютьсою); потрібно мати на увазі, що маса скляних ся, які розм'якшують водою. Вода, що елементарних ниток включає якусь кількість апревикористовується для розм'якшення картону, потім ту, яку вони можуть нести на собі. служить для транспортування деревної маси до Інші штапельовані елементарні нитки, які можлінії, де готують дисперсію. Дана суміш води і дена використовувати у винаході, являють собою ревної маси звичайно містить цілком достатню суміш скляних елементарних ниток і поліефірних кількість води, щоб транспортувати деревну масу елементарних ниток, особливо при співвідношенні у вигляді потоку. Перед одержанням дисперсного скляних елементарних ниток і поліефірних елемесередовища дана суміш деревної маси і води звинтарних ниток 99:1-70:30 (за масою), а переважно чайно містить 70-99мас.% води і 1-30мас.% целю- 90:10-80:20 (за масою). Технологічна вода може лози. Звичайно поліефірні елементарні нитки штамістити загусник для підвищення в'язкості. Даний пелюють, і вони мають штапельну довжину у загусник може бути присутнім у технологічній воді межах 3-25мм і діаметр у межах 7-20мкм. Як поліу кількості 0,0-0,5мас.%; як можливий приклад таефірні елементарні нитки, які можна використовукого загусника може служити гідроксіетилцелюловати у винаході, можна згадати поліефірні елемеза (наприклад, марки Natrosol 250HHR, що постантарні нитки, що постачаються під маркою ЕР 133 чається компанією «Геркулес»). компанією Курарей. Технологічна вода може містити катіонний диУ межах даного винаходу переважно викорисспергатор. Даний катіонний диспергатор може бутовують суміш скляних елементарних ниток і цети представлений у технологічній воді у кількості люлозного волокна у вигляді штапельованих еле0,0-0,1мас.%. Як можливий приклад згаданого каментарних ниток, коли потрібно одержати тіонного диспергатора може служити гуанідин або покривний матеріал, що володіє високою розривамін з жирним ланцюжком. Зокрема, може бути ною міцністю. використаний аерозоль марки С 61, що постачаУ межах даного винаходу переважно викорисється компанією CYTEC. товують суміш скляних елементарних ниток і поліЗагусник переважно вводять для того, щоб теефірних елементарних ниток у вигляді штапельохнологічна вода мала в'язкість у межах 1-20мПа.с, ваних елементарних ниток, коли потрібно а переважно - у межах 5-12мПа.с при температурі одержати покривний матеріал з поліпшеним зов20°С. нішнім виглядом. Насправді поліефірні елементаДисперсію з технологічної води і штапельоварні нитки додають покривному матеріалу більш них елементарних ниток перемішують і потім перівномірний зовнішній вигляд. реносять на водопроникну тканину для формуванПВС волокно є штапельним волокном і звиня (що може бути також названа конвеєрною чайно має штапельну довжину у межах 3-15мм і стрічкою), крізь яку організовують стікання технодіаметр у межах 7-20мкм. логічної води, а на її поверхні утримуються штапеНа першому етапі штапельовані елементарні льовані елементарні нитки і ПВС волокно. Залишнитки і ПВС волокно диспергують у воді, наприки технологічної води можуть бути видалені клад, у пульпері. Водний розчин, в якому диспершляхом відсмоктування. Технологічну воду можна гують штапельовані елементарні нитки і ПВС вовикористовувати повторно і знову змішувати зі локно, називають технологічною водою. Дану штапельованими елементарними нитками і ПВС дисперсію можна спочатку приготувати у пульпері, волокном. З суміші штапельованих елементарних наприклад, при такому співвідношенні елементарниток і ПВС волокна, таким чином, одержують шар них ниток і волокна, щоб загальна маса елементана поверхні тканини для формування. рних ниток і волокна складала у межах 0,01-0,5% Тканина для формування являє собою конвевід загальної маси елементарних ниток, волокна і єрну стрічку, тобто переміщувану стрічку, на якій технологічної води. транспортують шар до пристрою для теплової обПереважно, щоб у той момент, коли суміш робки. елементарних ниток, волокна і технологічної води Сформований шар не обов'язково проводити надходить на етап формування шару, загальна через пристрій для нанесення зв'язуючого, оскільмаса елементарних ниток і волокна складала 0,01ки ПВС волокно, введене у суміш на початку про0,5%, а переважно - 0,02-0,05% від маси згаданої цесу, служить як зв'язуюче для кінцевого покривсуміші. Концентрацію елементарних ниток і волокного матеріалу. Однак не виключена можливість на у суміші можна знизити тоді, коли її переносять використання меншої кількості зв'язуючого у формі з пульпера у пристрій для формування шару. волокна, що вводиться на початку процесу, і поМаса використовуваного ПВС волокна переповнення кількості зв'язуючого у пристрої для наважно складає 1,5-20%, а переважно - 2,5-15% від несення зв'язуючого, розташованого нижче по хозагальної маси штапельованих елементарних ниду технологічного процесу від пристрою для ток і ПВС волокна. формування шару. Таким чином, можна внести 25У вигляді штапельованих елементарних ниток 100% від загальної маси зв'язуючого у формі ПВС можна використовувати тільки скляні елементарні волокна, що вводиться на початку, а іншу частину нитки. можна вносити у пристрої для нанесення зв'язуюІнші штапельовані елементарні нитки, які можчого. 7 76845 8 Готовий покривний матеріал звичайно містить шити і піддавати тепловій обробці у термокамері 1,5-15,0мас.% зв'язуючого (яке може бути предгарячим повітрям крізь конвеєрну стрічку. Після ставлене виключно ПВС волокном), а більш перетеплової обробки по суті все ПВС волокно перетважно - 2,5-10,0мас.% зв'язуючого (яке може бути ворюються у ПВС зв'язуюче і більше не присутнє у представлене виключно ПВС волокном), а інша формі волокна. маса покривного матеріалу звичайно складається На Фіг.1 схематично зображений безперервз маси елементарних ниток, включаючи будь-які ний технологічний процес виготовлення покривноапрети, якими вони покриті. Покривний матеріал го матеріалу відповідно до винаходу. Штапельовідповідно до винаходу звичайно формують зі вані елементарні нитки і ПВС волокно диспергують скляних елементарних ниток, тобто звичайно у пульпері 1 у присутності технологічної води при складається, щонайменше, з 55мас.% скла у форперемішуванні. Суміш може бути потім перелита у мі елементарних ниток. Таким чином, покривний резервуар-сховище 2 по трубопроводу 3, причому матеріал може містити, щонайменше, 80мас.% резервуар-сховище призначений для збільшення скла у формі елементарних ниток, особливо у точасу змішування елементарних ниток і технологічму випадку, коли як штапельовані елементарні ної води. Даний резервуар-сховище є опціонним. нитки використовують тільки скляні елементарні Суміш потім направляють по трубопроводу 4 у нитки. трубопровід 5, в якому з'єднують потік суміші, що Якщо готовий покривний матеріал містить як надходить з трубопроводу 4, з потоком відновлеелементарні нитки, так і целюлозне волокно, то ці ної технологічної води, що надходить з напірного два типи компонентів, як вже було сказано, залиящика 6 по трубопроводу 7. У цей час співвідношаються у готовому покривному матеріалі у тому шення елементарних ниток і волокна у суміші, що співвідношенні, в якому вони були введені. включає елементарні нитки, волокно і технологічну Якщо готовий покривний матеріал містить як воду, значною мірою знижують. Технологічну воду скляні елементарні нитки, так і поліефірні елеменвідводять у зоні 14 та опціонно відсмоктують у зоні тарні нитки, то ці два типи компонентів, як вже 15 крізь тканину для формування 8, і повторно було сказано, залишаються у готовому покривновикористовують, направляючи по трубопроводу му матеріалі у тому співвідношенні, в якому вони 17. Дану повторно використовувану воду потім були введені. Якщо вибраний варіант, в якому чаділять у зоні 16 так, щоб, наприклад, 10% поверстину від загальної кількості зв'язуючого вносять у талося у пульпер по трубопроводу 10 і близько пристрої для внесення зв'язуючого, то його зви90% поверталося у напірний ящик 6 по трубопрочайно вводять у формі водної дисперсії: водах 9, 7 і потім 5. Циркуляцію у трубопроводах - або шляхом просочення між двома тканиназабезпечують за допомогою насосів 11, 12 і 13. ми для формування, і в цьому випадку продукт, що Насос 11 називають насосом-вентилятором. Сфоутримується між двома тканинами, занурюють у рмований покривний матеріал 18 піддають операванну за допомогою пари валів; ції перенесення з однієї конвеєрної стрічки на кон- або шляхом нанесення на шар штапельовавеєрну стрічку пристрою 19 для теплової обробки, них елементарних ниток водної дисперсії за допоа готовий покривний матеріал накочують у румогою каскаду, тобто шляхом зливання водної лон 20. дисперсії зв'язуючого у вигляді широкого потоку на За допомогою використання винаходу одерполотно зі штапельованих елементарних ниток, жують покривний матеріал з дуже високою розринаправленого перпендикулярно до згаданого повною міцністю при низькому вмісті зв'язуючого, лотна і перпендикулярно до напряму переміщення особливо такою, що задовольняється наступним згаданого полотна. рівнянням: Зв'язуюче може бути такого типу, який звичайRT/(L.G)>0,03 або навіть >0,035, де но використовують у способі такого роду. Зокрема, RT - міцність на розрив, даН, смужки матеріалу це можуть бути: пластифікований полівінілацетат шириною 50мм; (PVAc), стиролакрил, зшитий акрил, формL - частка зв'язуючого у покривному матеріалі, сечовина, меламінформальдегід. Надлишок зв'ямас.%; зуючого може бути видалений шляхом відсмоктуG - вага покривного матеріалу, г/м2. вання його крізь тканину для формування. RT визначають як середнє з двох значень розУ пристрій для теплової обробки волокнистий ривної міцності покривного матеріалу: у поперечшар необхідно вводити у вологому стані (вміст ному напрямі та у поздовжньому напрямі. води повинен бути у межах 20-70мас.%, наприПри порівнянні розривної міцності покривного клад, близько 40мас.%) для того, щоб надати моматеріалу відповідно до винаходу з тим же показжливість ПВС волокну розчинитися у воді. Таке ником звичайного покривного матеріалу, скріплерозчинення має місце під впливом температури, ного форм-сечовиною дуже хорошої якості, міцщо звичайно перевищує близько 60°С; ПВС волоність першого у два рази вище (при однаковій кно при цьому перетворюється у крапельки зв'ячастці зв'язуючого) (див. Приклади). зуючого. Покривний матеріал відповідно до винаходу Призначенням етапу теплової обробки є випапереважно призначений для покриття стін. Для рювання води і дія деяких хімічних реакцій між даного типу застосування не бажано, щоб покриврізними складовими, наприклад, конденсація -ОН ний матеріал містив смоли типу ПВХ. Покривний груп. Теплова обробка може бути проведена шляматеріал відповідно до винаходу тому звичайно не хом нагрівання до температури у межах 140містить ПВХ. 250°С. Тривалість теплової обробки звичайно У Прикладах міцність на розрив визначали за складає 2-180сек. Покривний матеріал можна суметодикою відповідно до стандарту ISO 3342 (ISO 9 76845 10 - Міжнародна організація зі стандартизації). вання транспортували зі швидкістю 80 м/хв., а виПриклади 1-3 трата суміші зі скляних комплексних ниток, ПВС Використовували штапельовані скляні комплеволокна і технологічної води при напусканні її на ксні нитки зі штапельною довжиною 18мм, причотканину складала 35м3/год. Технологічна вода му згадані комплексні нитки містили елементарні містила 0,1мас.% гідроксіетилцелюлози (марки нитки з діаметром 13мкм; згадані елементарні нитNatrosol 250HHR компанії «Геркулес»), і ки були покриті апретом, що містив органосилан, і 0,025мас.% катіонного диспергатора (аерозолі володіли вологістю 13мас.%. Дані комплексні нитмарки С61 компанії CYTEC). Після дренажу і відски використовували у процесі, проілюстрованому моктування надлишку води її вміст складав на Фіг.1. Штапельовані скляні комплексні нитки 35мас.%. Полотно потім сушили гарячим повітрям завантажували у пульпер так, щоб їх концентрація у термокамері при температурі 180°С протягом у згаданому пульпері складала 1,95г/л (Приклад 20сек. Одержаний покривний матеріал був дуже 1), 1,9г/л (Приклад 2) і 1,8г/л (Приклад 3). Штаперівномірним і мав вагу на одиницю площі 50г/м2. льоване ПВС волокно зі штапельною довжиною Він містив ПВС волокно у кількостях, вказаних у 4мм (марки Kuralon 105-2, що випускається компаТаблиці 1, де наведені результати. нією Курарей) також завантажували у пульпер так, Приклади 4-9 (для порівняння) щоб його концентрація у згаданому пульпері склаПроцес виготовлення був таким же, як і у Придала 0,05г/л (Приклад 1), 0,1г/л (Приклад 2) і 0,2г/л кладі 1, за винятком того, що ПВС волокно вводи(Приклад 3). Потім концентрацію скляних комплекли у пульпер і додавали зв'язуюче нижче по ходу сних ниток знижували розбавленням у 10 разів, і технологічного процесу від тканини для формуконцентрація елементарних ниток і волокна при вання і перед сушінням, шляхом зливання потоку напусканні на тканину для формування складала розчину ПВС волокна або форм-сечовини на по0,2г/л. Концентрація ПВС волокна при напусканні лотно, що транспортується. Всі одержані покривні на тканину для формування складала 0,005г/л, матеріали мали поверхневу щільність 50г/м2. Ре0,01г/л і 0,02г/л, відповідно. Тканину для формузультати наведені у Таблиці 1. Таблиця 1 Приклад № Вміст зв'язуючого у покривному матеріалі, мас. % Міцність на розрив, даН/50мм RT/(L.G) Комп’ютерна верстка Т. Чепелева ПВС волокно 1 2 3 2,5 5 10 5 10 20 0,04 0,04 0,04 Рідкий ПВС 4 5 6 2,5 5 10 2 4 8 0,016 0,016 0,016 Підписне Форм-сечовина 7 8 9 2,5 5 10 2,5 5 10 0,02 0,02 0,02 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCover material with binding agent in form of polyvinyl alcohol fiber
Назва патенту російськоюПокровный материал со связующим в форме волокна из поливинилового спирта
МПК / Мітки
МПК: D21H 15/00, D21H 25/00, D21H 13/00
Мітки: форми, полівінілового, зв'язуючим, спирту, покривний, матеріал, волокна
Код посилання
<a href="https://ua.patents.su/5-76845-pokrivnijj-material-zi-zvyazuyuchim-u-formi-volokna-z-polivinilovogo-spirtu.html" target="_blank" rel="follow" title="База патентів України">Покривний матеріал зі зв’язуючим у формі волокна з полівінілового спирту</a>
Спосіб модифікації полівінілового спирту
Номер патенту: 70202
Опубліковано: 15.11.2005
Автори: Нестеренко Гелена Мечиславівна, Мніх Надія Володимирівна, Нізельський Юрій Миколайович, Козак Наталія Віталівна
МПК: C08F 16/00, C08G 18/83, C08G 18/08
Мітки: спирту, полівінілового, спосіб, модифікації
Формула / Реферат:
1. Спосіб улаштування пальового фундаменту, при якому влаштовують свердловини діаметром, більшим за діаметр палі, занурюють палі у дренуючий шар ґрунту, а зазор між стінками свердловини і стовбуром палі заповнюють дренуючим матеріалом, причому просадочний шар ґрунту зверху покривають водонепроникною плівкою з ухилом у бік свердловини, який відрізняється тим, що перед улаштуванням свердловини на спланованій поверхні шаром піску влаштовують...
Клейова композиція на основі полівінілового спирту

Номер патенту: 76065
Опубліковано: 15.06.2006
Автори: Ющенко Олена Анатоліївна, Одуха Марина Андріївна, Величко Олена Михайлівна
МПК: C09J 129/00, B42C 9/00
Мітки: полівінілового, композиція, клейова, спирту, основі
Формула / Реферат:
Клейова композиція для склеювання картону, паперу та виробів з них, зокрема для склеювання конвертів, паковань, приклеювання етикеток на різноманітні поверхні, на основі полівінілового спирту, яка містить диметилсульфоксид і воду, яка відрізняється тим, що додатково містить саліцилову кислоту, борну кислоту і гліцерин з наступним співвідношенням компонентів, мас. %: полівініловий спирт 8-14 ...
Спосіб контролю положення волокна та пристрій для вимірювання відстані до поверхні волокна
Номер патенту: 32584
Опубліковано: 15.02.2001
Автори: Етвуд Томас Джозеф, Редінг Брюс Воррен, Пастел Дейвід Ендрю
МПК: G01B 9/00, G01B 11/00
Мітки: пристрій, волокна, вимірювання, відстані, поверхні, спосіб, контролю, положення
Текст:
...относится к способам и к устройству для измерения расстояния до объекта или части его поверхности В европейском патенте 608 538, являющимся прототипом предлагаемого изобретения, раскрыто использование спектра пространственных частот (при контроле - прим перев) волокна В этой патентной публикации решается проблема контроля толщины герметичных, например, углеродных покрытий, наносимых на волокна в процессе вытяжки для снижения воздействия...
Попередньо просочений продукт, декоративний папір або декоративний покривний матеріал і спосіб виготовлення попередньо просоченого продукту
Номер патенту: 74448
Опубліковано: 15.12.2005
Автори: Халлер Хайнц, Шнідер Кріста
МПК: C08J 5/24, D21H 27/18, D21H 25/00, D21H 19/00
Мітки: декоративний, просоченого, виготовлення, просочений, попередньо, продукту, спосіб, матеріал, покривний, продукт, папір
Формула / Реферат:
1. Попередньо просочений продукт, отриманий шляхом просочення паперу-основи термічно отверджуваною безформальдегідною смолою, який відрізняється тим, що після сушіння попередньо просочений продукт має залишкову вологість від 2 до 3 мас. %, після сушіння попередньо просоченого продукту його смола є термопластом, і під час подальшої обробки висушений під температурою просочений продукт здатний до зшивання з полімером, який має термоактивні...
Спосіб приготування короткого волокна льону та конопель
Номер патенту: 30881
Опубліковано: 15.12.2000
Автор: Антонов Станіслав Іванович
МПК: D01D 1/00
Мітки: спосіб, короткого, волокна, приготування, льону, конопель
Формула / Реферат:
Спосіб приготування короткого волокна льону та конопель шляхом трясіння, шаростоншення, м'яття та тіпання, який відрізняється тим, що волокно піддають додатковому тіпанню з пневматичним сепаруванням потоку на очищені волокна та суміш, що складається з неочищених волокон і смітних домішок, яку піддають додатковому очищенню та направляють на рециркуляцію.
Попередній патент: Система керування, контролю та реєстрації параметрів газотурбінного двигуна
Наступний патент: Гранульована вибухова речовина
Випадковий патент: Машина для подрібнення та протирання фруктів і овочів