Спосіб полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки
Номер патенту: 102004
Опубліковано: 12.10.2015
Автори: Роїк Тетяна Анатоліївна, Лотоцька Оксана Іванівна, Гавриш Олег Анатолійович, Киричок Петро Олексійович, Гавріш Анатолій Павлович

Формула / Реферат
Спосіб полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні обробки з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої поєднувальною речовиною міцно закріплені мікропорошки з боразону ВО і яка пересувається дотично з оброблюваною деталлю перпендикулярно осі її обертання з розрахованою швидкістю, який відрізняється тим, що для полірування використовують еластичну гнучку стрічку з поліетилентерефталатною основою, на робочу поверхню якої поєднувальною речовиною з полівінілбутиралю та резольної фенолоформальдегідної смоли у співвідношенні 1:1 по вазі закріплено мікропорошки боразону ВО зернистістю 0,5-3 мкм при 100 % концентрації зерен боразону з товщиною основи стрічки у межах 10-20 мкм і боразонового шару в межах 1,5-5 мкм, при цьому безпосередньо зрізання мікростружок з поверхні деталі виконується з такими режимами різання: швидкість деталі Vд=7-20 м/хв, швидкість переміщення полірувальної стрічки Vc=0,30-0,50 м/хв, швидкість поздовжньо-зворотних коливань Vп.з.=0,12-0,20 м/хв, амплітуда коливань А=0,5-1,5 мм, питомий тиск стрічки на поверхню оброблення q=0,05-0,25 МПа.
Текст
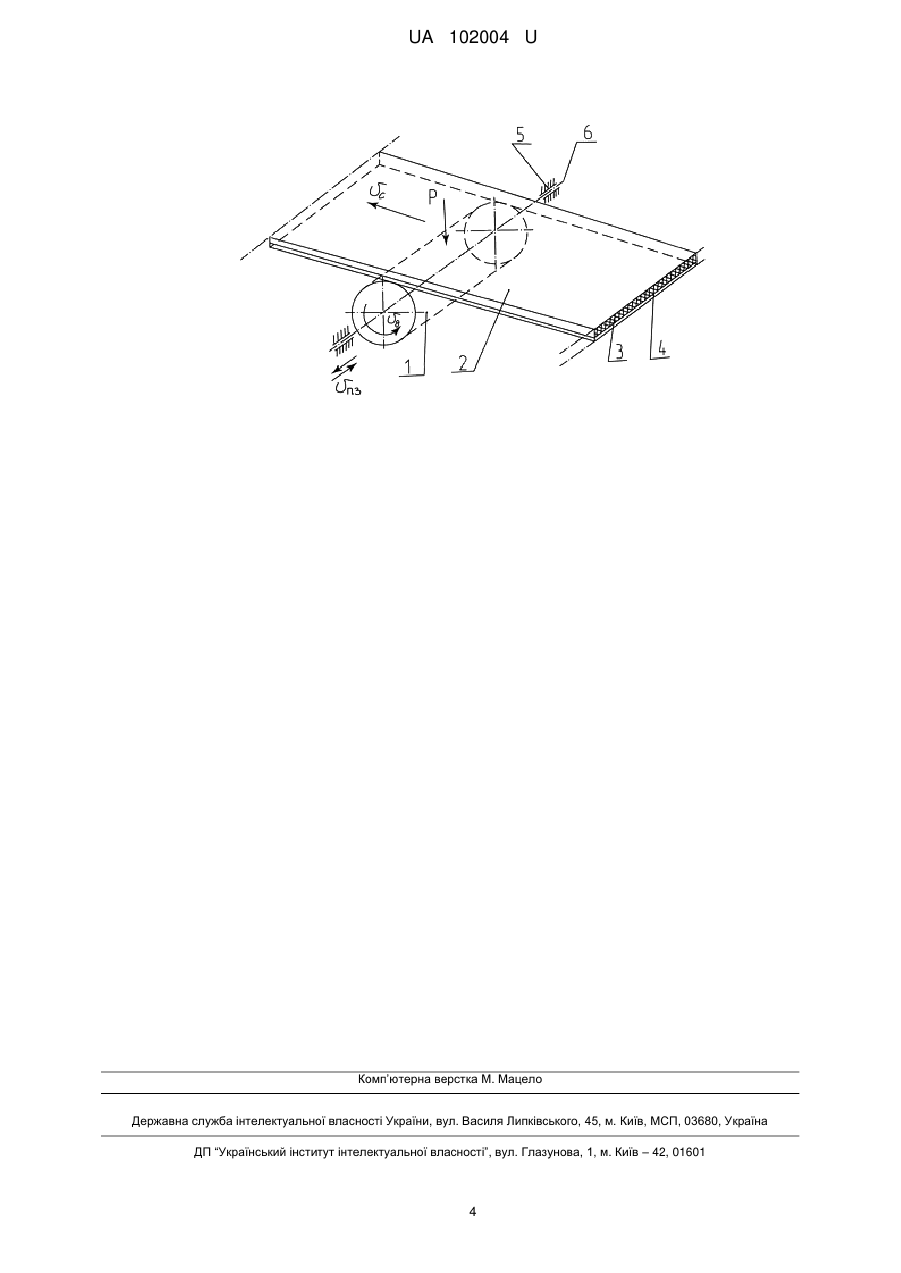
Реферат: Спосіб полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні обробки з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої поєднувальною речовиною міцно закріплені мікропорошки з боразону ВО і яка пересувається дотично з оброблюваною деталлю перпендикулярно осі її обертання з розрахованою швидкістю причому для полірування використовують еластичну гнучку стрічку з поліетилентерефталатною основою, на робочу поверхню якої поєднувальною речовиною з полівінілбутиралю та резольної фенолоформальдегідної смоли у співвідношенні 1:1 по вазі закріплено мікропорошки боразону ВО зернистістю 0,5-3 мкм при 100 % концентрації зерен боразону з товщиною основи стрічки у межах 10-20 мкм і боразонового шару в межах 1,55 мкм, при цьому безпосередньо зрізання мікростружок з поверхні деталі виконується з такими режимами різання: швидкість деталі Vд=7-20 м/хв, швидкість переміщення полірувальної стрічки Vc=0,30-0,50 м/хв, швидкість поздовжньо-зворотних коливань Vп.з.=0,12-0,20 м/хв, амплітуда коливань А=0,5-1,5 мм, питомий тиск стрічки на поверхню оброблення q=0,05-0,25 МПа. UA 102004 U (12) UA 102004 U UA 102004 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування, зокрема до способів оздоблювальних методів обробки поверхонь обертання деталей з високолегованих композитів на основі нікелю для поліграфічної техніки, що працюють при складних умовах експлуатації (температура розігріву при терті до 900 °C, тиск 2-8 МПа або швидкостях ковзання до 1-10 м/с). Відомий спосіб оздоблювальної обробки високолегованих матеріалів пермалоєвого класу типу 80НХС, 81НМТ, Supermaloy, Mu-metal та інші системи "нікель-залізо", при застосуванні якого використовують гнучкі абразивні стрічки на гнучкій еластичній основі, наприклад лавсановій, з нанесенням на її робочу ріжучу основу на фільєрних машинах типу "GEVERT 1501 А" (Бельгія) рідкої композиції з дрібнозернистих абразивних мікропорошків, поєднувальнозакріплювальних речовин у складі полівінілбутиралю та отверджувача як фенолоформальдегідної смоли [1]. Недоліком цього способу є те, що при поліруванні сплавів з підвищеним складом нікелю та наявності у їх складі сплаву елементів, що сприяють зростанню зносостійкості, а саме вольфраму, молібдену, ванадію, титану, під час зрізання з поверхні деталі тонких стружок з невеликим їх перерізом (а саме такими є композитні сплави на основі нікелю ХН55ВТКЮ, ХН50ВТФКЮ тощо) відбувається миттєве окиснення зрізаних мікростружок з налипанням на робочу поверхню ріжучого зерна стрічки, що веде до суттєвої зміни геометрії ріжучого зерна, а саме, збільшується радіус заокруглення та головний кут різання при вершині. Це змінює умови процесу зрізання стружки - зростають сили різання у зоні обробки, відбувається перерозподіл у взаємодії силового та температурного полів у поверхневому шарі оброблення, що не забезпечує необхідних умов для отримання мінімальних значень шорсткості (за параметром R a) та наклепу (ступінь наклепу К, глибина його проникнення h у тіло деталі). Крім того, швидко засалюється ріжуча поверхня абразивної стрічки (полотна), що також обумовлює погіршення якості поверхні при обробленні і не забезпечує вимоги отримання шорсткості поверхні за параметром Ra у межах 0,030-0,040 мкм. Найбільш близьким за технічною суттю до пропонованого способу полірування є спосіб оброблення поверхонь деталей гнучкою ельборовою стрічкою з переміщенням її по поверхні обробки, притискуванням утримувачем до неї стрічки та частотними коливаннями з певною амплітудою деталі при її контакті з ріжучим алмазно-абразивним шаром стрічки [2]. Недоліком цього способу є те, що він забезпечує якісну обробку поверхонь деталей зі сплавів на основі алюмінію і не в змозі бути застосованим для обробки високолегованих зносостійких композитів, що створені на основі використання шламових відходів виробництва з нікелевих сплавів, які містять у своєму складі вольфрам, титан, молібден, ванадій тощо. Крім того, для оброблення використовується абразив з ельбору звичайної міцності ЛО, хоча серед групи абразивних матеріалів на основі кубічного нітриду бора створено більш сучасний абразив-боразон ВО, що має гексагональну форму ріжучого зерна та найбільшу його гостроту (радіус заокруглення при вершині, мінімальні кути різання ріжучої кромки зерна). Проте технічні можливості та технікоекономічні показники зазначеного аналогу з використанням для обробки гнучких алмазноабразивних стрічок можуть стати прототипом для моделі, що пропонується. В основу корисної моделі поставлено задачу підвищення якості обробки поліруванням деталей тертя з високолегованих композитних матеріалів на основі нікелю шляхом зрізання надтонких стружок дрібнозернистими боразоновими стрічками з використанням сучасного надтвердого синтетичного матеріалу з кубічного нітриду бора боразону ВО за рахунок зрізання надтонких мікростружок найгострішими (серед інших відомих абразивів) боразоновими (ВО) зернами, які закріплені на робочій поверхні полірувальної стрічки та застосуванням відповідної кінематики переміщення її ріжучого шару по поверхні обробки. Це створює необхідні можливості для суттєвого зменшення перерізу стружки a z, що зрізується з зовнішньої поверхні обертання деталі з композитного сплаву і, відповідно, зменшуючи складові сил різання сприяє збереженню гостроти ріжучих боразонових зерен та покращенню умов формування більш якісної поверхні (параметр шорсткості Ra, ступінь наклепу К та глибину h його проникнення у тіло деталі). Поставлена задача досягається тим, що у запропонованому способі полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні обробки з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої поєднувальною речовиною міцно закріплені мікропорошки з боразону ВО і яка пересувається дотично з оброблюваною деталлю перпендикулярно осі її обертання з розрахованою швидкістю, при цьому для полірування використовують еластичну гнучку стрічку з поліетилентерефталатною основою, на робочу поверхню якої поєднувальною речовиною з полівінілбутиралю та резольної фенолоформальдегідної смоли у співвідношенні 1:1 по вазі 1 UA 102004 U 5 10 15 20 25 30 35 40 45 50 55 60 закріплено мікропорошки боразону ВО зернистістю 0,5-3 мкм при 100 % концентрації зерен боразону з товщиною основи стрічки у межах 10-20 мкм і боразонового шару в межах 1,5-5 мкм, при цьому безпосередньо зрізання мікростружок з поверхні деталі виконується з такими режимами різання: швидкість деталі Vд=7-20 м/хв, швидкість переміщення полірувальної стрічки Vc=0,30-0,50 м/хв, швидкість поздовжньо-зворотних коливань Vп.з.=0,12-0,20 м/хв, амплітуда коливань А=0,5-1,5 мм, питомий тиск стрічки на поверхню оброблення q=0,05-0,25 МПа. Спосіб здійснюється наступним чином. Оброблювана деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю V д, одночасними плинними поздовжньо-зворотними коливаннями Vп вздовж осі деталі та щільного контакту поверхні обробки з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої поєднувальною речовиною міцно закріплені мікропорошки з боразону ВО і яка пересувається дотично з оброблюваною деталлю перпендикулярно осі її обертання з розрахованою швидкістю, при цьому для полірування використовують еластичну гнучку стрічку з поліетиленрефталатною основою, на робочу поверхню якої поєднувальною речовиною з полівінілбутиралю та резольної фенолоформальдегідної смоли у співвідношенні 1:1 по вазі закріплено мікропорошки з боразону ВО зернистістю 0,5-3 мкм при 100 % концентрації зерен з товщиною основи стрічки у межах 1020 мкм і боразонового шару в межах 1,5-5 мкм, а безпосередньо зрізання мікростружок з поверхні деталі виконується з такими режимами різання: швидкість деталі V д=7,0-20 м/хв, швидкість переміщення дрібнозернистої боразонової стрічки Vc=0,30-0,50 м/хв, швидкість поздовжньо-зворотних коливань Vп.з.=0,12-0,20 м/хв, амплітуда коливань А=0,5-0,15 мм, питомий тиск стрічки на поверхню оброблення q=0,05-0,25 МПа. Спосіб реалізується за схемою, яка представлена на кресленні. Деталь 1, зовнішня циліндрична поверхня якої повинна бути оброблена оздоблювальним поліруванням, закріплюють у технологічному пристрою (на фіг. конструкція його не наведена) таким чином, що в опорах ковзання 5 деталь 1 має можливість обертатись навколо своєї осі зі швидкість Vд. Дотично до поверхні обробки деталі 1 у перпендикулярному до її осі напрямку плинно з нормованою швидкістю Vc переміщують гнучку боразонову стрічку 2, яка має поліетилентерефталатну основу 3. На її робочу (ріжучу) поверхню поєднувальною речовиною з полівінілбутиралю та резольної фенолоформальдегідної смоли у співвідношенні 1:1 по вазі наносять шар 4 дрібнозернистих мікропорошків боразону ВО зернистістю 0,5-3 мкм при 100 % концентрації зерен боразону. Після полімеризації боразонові зерна міцно утримуються в ріжучому шарі 4, при цьому товщина гнучкої еластичної основи 3 полірувальної боразонової стрічки становить 10-20 мкм, а товщина ріжучого боразонового шару з дрібнозернистих зерен боразону ВО знаходиться у межах 1,5-5 мкм, що досягається на етапах виготовлення полірувальних алмазних стрічок за допомогою прецизійних машин фільєрного типу "GEVERT 15-01 А" (Бельгія). Конструкція технологічного пристрою виконана таким чином, що вісь 6, на якій закріплено деталь 1, має можливість у опорах ковзання 5 здійснювати поздовжньо-зворотні коливання зі швидкістю Vп.з. та амплітудою коливань А. Полірувальна стрічка 2 притискувачем (на фіг. не показано) пружинного, гідравлічного чи пневматичного типу з зусиллям Р утворює надійний контакт шару 4 з поверхнею оброблення деталі 1, забезпечуючи попередньо розраховану (в залежності від фізико-механічних властивостей матеріалу композитного сплаву, з якого виготовлено деталь 1) величину питомого тиску q. Завдяки наведеній схемі відносним переміщенням боразонових зерен полірувальної стрічки 2 по поверхні деталі 1 та внаслідок поєднання робочих рухів стрічки зі швидкістю V c, обертання поверхні оброблення деталі 1 зі швидкістю Уд, плинних поздовжньо-зворотних Vп.з. коливань з амплітудою А та розрахованого питомого тиску q досягається якісне полірування поверхні деталі. Особливою рисою даного способу полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки є застосування безпосередньо для зрізання з поверхні деталей мікростружок таких режимів різання: швидкість деталі Vд=7,0-20 м/хв, швидкість переміщення боразонової стрічки Vc=0,30-0,50 м/хв, швидкість поздовжньо-зворотних коливань Vп.з.=0,12-0,20 м/хв, амплітуда коливань А=0,5-1,5 мм, питомий тиск стрічки на поверхню обробки q=0,05-0,25 МПа. У сукупності усе наведене створює умови для отримання мінімальних значень параметру шорсткості поверхні Ra, а також фізичних властивостей поверхневого шару (ступеню наклепу К та глибини h його проникнення у тіло деталі), що забезпечує виконання технічних вимог до поверхонь обертання деталей друкарської техніки і у подальшому веде до зростання довговічності та зносостійкості готових виробів. При використанні традиційних технологій оброблення деталей обертання циліндричної форми поліграфічних машин параметри якості поверхонь знижується (табл. 1, 2). 2 UA 102004 U Таблиця 1 Параметри якості поверхонь поліруванням деталей зі зносостійкого композиту ХН55ВТКЮ при обробці боразоновими полірувальними стрічками Полірування абразивною стрічкою найближчого до аналогу [2] Параметр Глибина Ступінь шорсткості, Ra, наклепу h, наклепу, К мкм мкм 0,10-0,12 1,18-1,22 1,19-1,2 Полірування боразоновою стрічкою згідно запропонованого способу Параметр Ступінь Глибина шорсткості, R;1, наклепу, К наклепу h, мкм мкм 0,03-0,04 1,05-1,08 1,05-1,07 Таблиця 2 Параметри якості поверхонь поліруванням деталей зі зносостійкого композиту ХН50ВТКФЮ при обробці боразоновими полірувальними стрічками Полірування абразивною стрічкою найближчого до аналогу [2] Параметр Глибина Ступінь шорсткості, Ra, наклепу h, наклепу, К мкм мкм 0,12-0,13 1,20-1,25 1,2-1,25 5 10 15 Полірування боразоновою стрічкою згідно запропонованого способу Параметр Ступінь Глибина шорсткості, Ra, наклепу, К наклепу h, мкм мкм 0,02-0,03 1,06-1,09 1,0-1,05 Спосіб полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки може використовуватись при обробці спеціальних деталей аерокосмічних систем, деталей тертя машин легкої та харчової промисловості і зносостійких деталей різальних поліграфічних машин та фальцапаратів. Джерела інформації:: 1. Лента для обработки рабочей поверхности магнитной головки. А. с. 407385 СССР, МКИ G11B 5/42 / А. П. Гавриш, В. И. Овсянкин, Б. Г. Ковенский. - № 1670489/18-10; Заявл. 21.06.71; Опубл. 21.11.73, Бюл. № 46. - 2 с. 2. Спосіб полірування ельборовою стрічкою поверхонь деталей з високолегованих композитів на основі алюмінію для поліграфічної техніки: пат. № 96773 Україна: МПК В24В 1/00, В24В 55/00 / Гавриш А. П., Роїк Т. А., Лотоцька О. І., Киричок П. О., Віцюк Ю. Ю., Гавриш О. А.; заявник і патентовласник Гавриш А. П. - № u201410681; заявл. 30.09.2014; опублік. 10.02.2015, Бюл. № 3. - С. 4. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 Спосіб полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні обробки з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої поєднувальною речовиною міцно закріплені мікропорошки з боразону ВО і яка пересувається дотично з оброблюваною деталлю перпендикулярно осі її обертання з розрахованою швидкістю, який відрізняється тим, що для полірування використовують еластичну гнучку стрічку з поліетилентерефталатною основою, на робочу поверхню якої поєднувальною речовиною з полівінілбутиралю та резольної фенолоформальдегідної смоли у співвідношенні 1:1 по вазі закріплено мікропорошки боразону ВО зернистістю 0,5-3 мкм при 100 % концентрації зерен боразону з товщиною основи стрічки у межах 10-20 мкм і боразонового шару в межах 1,5-5 мкм, при цьому безпосередньо зрізання мікростружок з поверхні деталі виконується з такими режимами різання: швидкість деталі V д=720 м/хв, швидкість переміщення полірувальної стрічки Vc=0,30-0,50 м/хв, швидкість поздовжньозворотних коливань Vп.з.=0,12-0,20 м/хв, амплітуда коливань А=0,5-1,5 мм, питомий тиск стрічки на поверхню оброблення q=0,05-0,25 МПа. 3 UA 102004 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюGavrish Anatoly, Roik Tetiana, Lototska Oksana, Kyrychok Petro, Gavrish Oleg
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Лотоцкая Оксана Ивановна, Киричок Петр Алексеевич, Гавриш Олег Анатольевич
МПК / Мітки
МПК: B24B 1/00, B24B 55/10
Мітки: поверхонь, боразоновою, стрічкою, спосіб, поліграфічної, нікелю, техніки, композитів, високолегованих, деталей, основі, полірування
Код посилання
<a href="https://ua.patents.su/6-102004-sposib-poliruvannya-borazonovoyu-strichkoyu-poverkhon-detalejj-z-visokolegovanikh-kompozitiv-na-osnovi-nikelyu-dlya-poligrafichno-tekhniki.html" target="_blank" rel="follow" title="База патентів України">Спосіб полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки</a>
Спосіб полірування ельборовою стрічкою поверхонь деталей з високолегованих композитів на основі алюмінію для поліграфічної техніки
Номер патенту: 96773
Опубліковано: 10.02.2015
Автори: Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Киричок Петро Олексійович, Гавріш Анатолій Павлович, Лотоцька Оксана Іванівна, Віцюк Юлія Юріївна
МПК: B24B 55/00, B24B 1/00
Мітки: алюмінію, деталей, спосіб, стрічкою, поверхонь, основі, композитів, полірування, техніки, ельборовою, високолегованих, поліграфічної
Формула / Реферат:
Спосіб полірування ельборовою стрічкою поверхонь деталей з високолегованих композитів на основі алюмінію для поліграфічної техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні оброблення з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої поєднуючою речовиною міцно закріплені мікропорошки з...
Спосіб полірування алмазно-абразивною стрічкою циліндричних деталей з високолегованих композитів на основі алюмінію для друкарської техніки
Номер патенту: 97045
Опубліковано: 25.02.2015
Автори: Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Киричок Петро Олексійович, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Зигуля Світлана Миколаївна
МПК: B24B 55/00, B24B 1/00
Мітки: деталей, основі, алмазно-абразивною, спосіб, друкарської, алюмінію, циліндричних, полірування, стрічкою, композитів, високолегованих, техніки
Формула / Реферат:
Спосіб полірування алмазно-абразивною стрічкою циліндричних деталей з високолегованих композитів на основі алюмінію для друкарської техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні оброблення з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої сполучною речовиною міцно закріплені...
Ельборова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки
Номер патенту: 96774
Опубліковано: 10.02.2015
Автори: Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Лотоцька Оксана Іванівна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович
МПК: B24B 1/00, B24B 55/00
Мітки: зносостійких, полірування, стрічка, ельборова, поверхонь, композитів, алюмінію, деталей, техніки, поліграфічної, основі
Формула / Реферат:
Ельборова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки, що містить поліетилентерефталатову основу та ельборовий шар з дрібнозернистих мікропорошків ельбору (ЛО), розподілених у поверхневому шарі стрічки у сполучній речовині, яка відрізняється тим, що з метою покращення якості обробки, сполучна речовина робочого шару стрічки складається з суміші полівінілбутиралю та...
Алмазно-абразивна стрічка для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки
Номер патенту: 97044
Опубліковано: 25.02.2015
Автори: Зигуля Світлана Миколаївна, Гавриш Олег Анатолійович, Киричок Петро Олексійович, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
МПК: B24B 1/00, B24B 55/00
Мітки: зносостійких, композитів, алюмінію, поліграфічної, поверхонь, полірування, деталей, основі, техніки, стрічка, алмазно-абразивна
Формула / Реферат:
Алмазно-абразивна стрічка для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки, що має поліетилентерефталатову основу та алмазно-абразивний шар з дрібнозернистих алмазних мікропорошків, розподілених у поверхневому шарі стрічки у поєднуючій речовині, яка відрізняється тим, що з метою покращення якості обробки поєднуюча речовина робочого шару стрічки складається з суміші полівінілбутиралю та...
Боразонова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі нікелю для поліграфічних машин
Номер патенту: 102003
Опубліковано: 12.10.2015
Автори: Лотоцька Оксана Іванівна, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович
МПК: B24B 1/00, B24B 55/00, C09K 3/14, B24D 3/34
Мітки: полірування, деталей, зносостійких, поверхонь, машин, боразонова, поліграфічних, композитів, основі, нікелю, стрічка
Формула / Реферат:
Боразонова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі нікелю для поліграфічних машин, яка має етилентерефталатову основу та ріжучий шар з дрібнозернистих мікропорошків боразону ВО, розподілених у поверхневому шарі стрічки у поєднувальній речовині, яка відрізняється тим, що з метою покращення якості обробки, поєднуюча речовина робочого шару стрічки складається з суміші полівінілбутиралю та резольної...
Попередній патент: Боразонова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі нікелю для поліграфічних машин
Наступний патент: Спосіб полірування кубонітовою стрічкою циліндричних деталей з високолегованих композитів на основі нікелю для друкарської техніки
Випадковий патент: Спосіб діагностики розвитку остеопорозу