Спосіб ремонту лопатки із композиційного матеріалу із захищеною кромкою
Номер патенту: 42883
Опубліковано: 15.11.2001
Автори: Красько Євгенія Антонівна, Ніколаєвський Станіслав Володимирович, Вігант Юрій Вікторович, Мурашкін Евгеній Іванович
Формула / Реферат
1. Спосіб ремонту лопатки із композиційного матеріалу із захищеною кромкою, який полягає у видаленні частини лопатки для отримання поверхні лопатки на решті лопатки, очищенні цієї поверхні, виготовленні замінювального елементу замість видаленої частини лопатки, який має розміри та форму видаленої частини, з утворюванням поверхні замінювального елементу, суміщенні поверхонь лопатки та замінювального елементу, з'єднанні лопатки та замінювального елементу, який відрізняється тим, що замінювальний елемент виготовляють у вигляді перфорованої металевої накладки, на вказані поверхні лопатки та замінювального елементу наносять клеючу речовину, яку при суміщенні цих поверхонь продавлюють у вічка перфорації до їх заповнення і утворюють зверху замінювального елементу полімерне протиерозійне покриття.
2. Спосіб по п. 1, який відрізняється тим, що використовують перфоровану металеву накладку у вигляді перфорованого металевого листа.
3. Спосіб по п. 1, який відрізняється тим, що використовують перфоровану металеву накладку у вигляді сітки з дроту.
4. Спосіб по п. 1, який відрізняється тим, що після виготовлення замінювального елементу очищують його поверхню, форму йому надають в пресформі лопатки, при цьому профіль спинки та першої частини кромки надають в матриці пресформи, після нанесення клеючої речовини лопатку з замінювальним елементом встановлюють та закріплюють в матриці пресформи, де остаточно формують замінювальний елемент по спинці та першій частині кромки лопатки, встановлюють та закріплюють пуансон пресформи, котрим деформовують на замінювальному елементі другу частину кромки та корито лопатки, утримують лопатку у пресформі до твердіння клеючої речовини.
5. Спосіб по п. 1 та п. 4, який відрізняється тим, що як клеючу речовину використовують герметик.
6. Спосіб по п. 1 та п. 4, який відрізняється тим, що як клеючої речовину використовують полімерний клей.
7. Спосіб по п. 1 та п. 4, який відрізняється тим, що як клеючу речовина використовують полімерну клейову композицію.
Текст
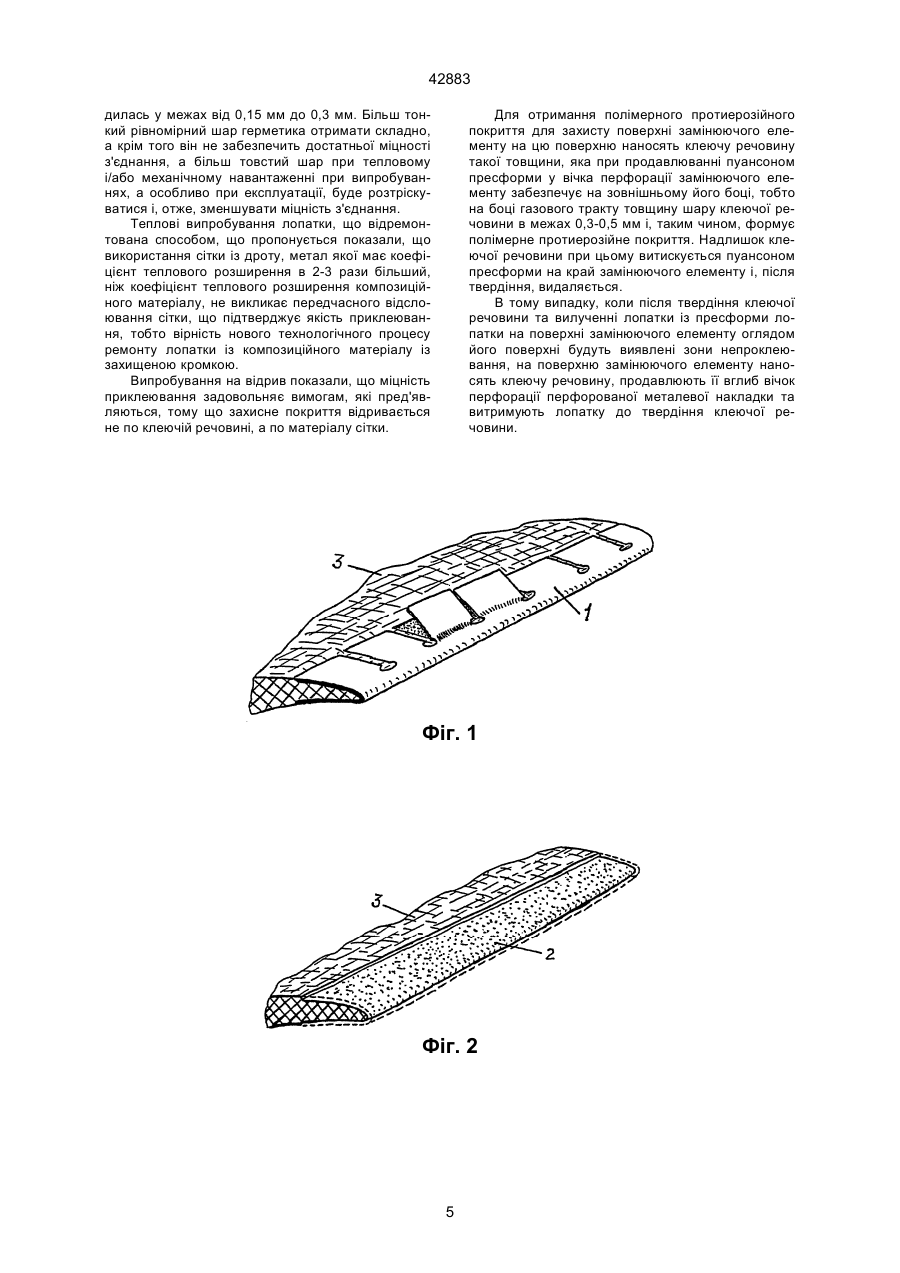
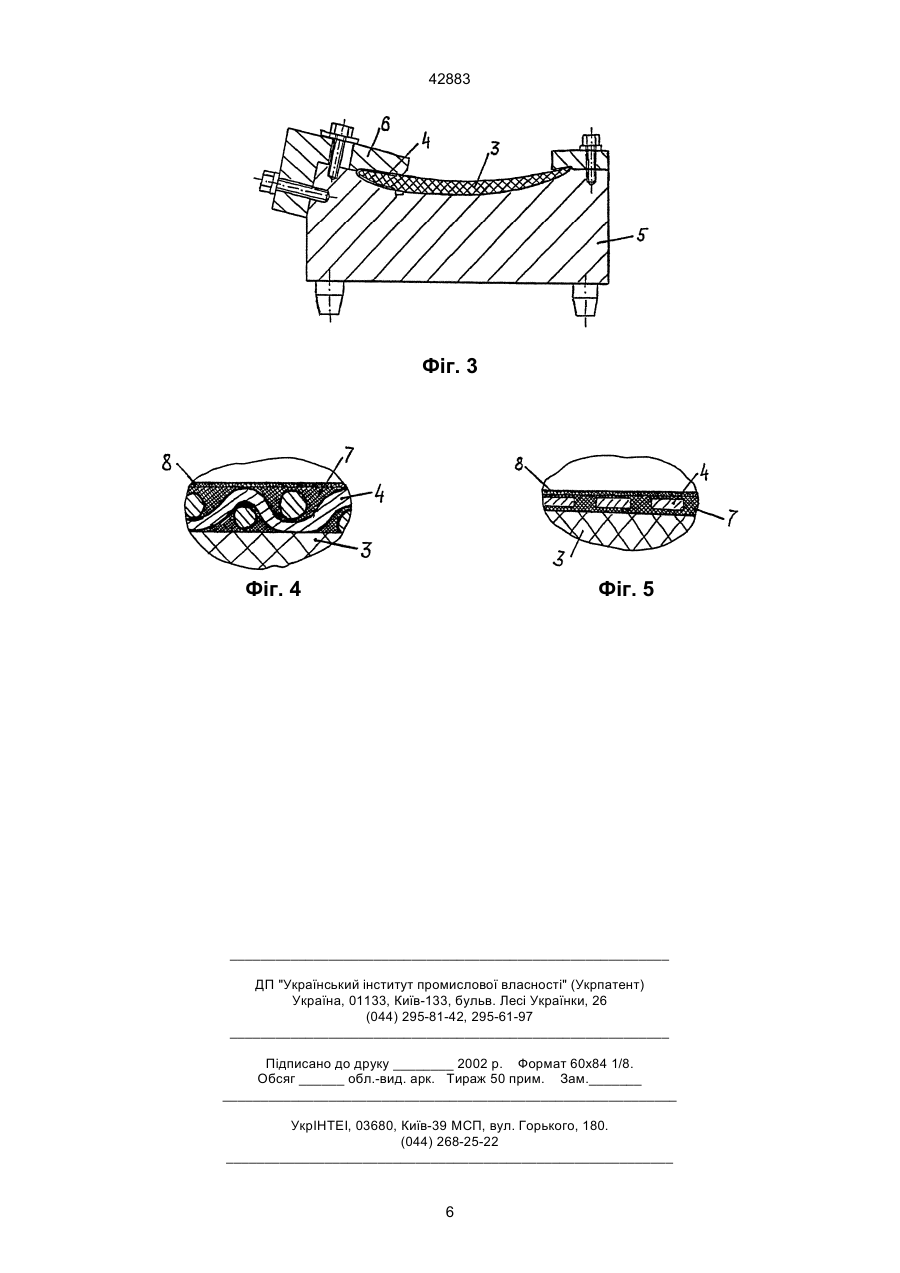
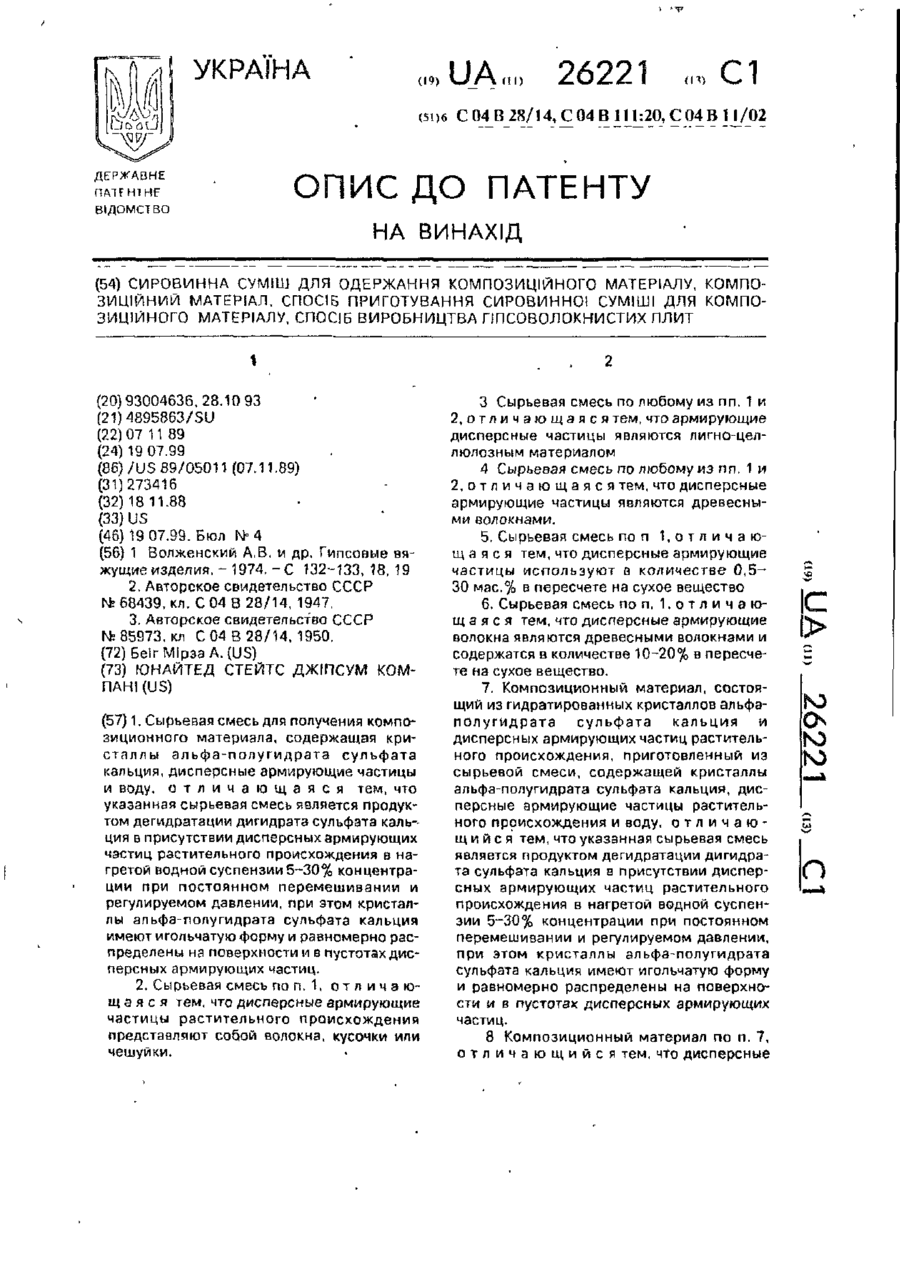
1. Спосіб ремонту лопатки із композиційного матеріалу із захищеною кромкою, який полягає у видаленні частини лопатки для отримання поверхні лопатки на решті лопатки, очищенні цієї поверхні, виготовленні замінювального елементу замість видаленої частини лопатки, який має розміри та форму видаленої частини, з утворюванням поверхні замінювального елементу, суміщенні поверхонь лопатки та замінювального елементу, з'єднанні лопатки та замінювального елементу, який відрізняється тим, що замінювальний елемент виготовляють у вигляді перфорованої металевої накладки, на вказані поверхні лопатки та замінювального елементу наносять клеючу речовину, яку при суміщенні цих поверхонь продавлюють у вічка перфорації до їх заповнення і утворюють зверху замінювального елементу полімерне протиерозійне покриття. C2 (54) СПОСІБ РЕМОНТУ ЛОПАТКИ ІЗ КОМПОЗИЦІЙНОГО МАТЕРІАЛУ ІЗ ЗАХИЩЕНОЮ КРОМКОЮ 42883 нюючий елемент та лопатку із композиційного матеріалу до температури металургійного з'єднання, яка звичайно вища, ніж температура руйнування термореактивного, або розплавлення термопластичного зв'язуючого композиційного матеріалу лопатки, що призводить до пом'янутого руйнування, або розплавлення зв'язуючого композиційного матеріалу лопатки. Проте це рішення по сукупності ознак та технічній задачі, на вирішення якої спрямовано винахід, вибрано нами за прототип. Відома композиційна лопатка турбомашини (патент Російської Федерації 1313055 від 09.01.1884, 4 F01D5/28, власник патенту ЗМКБ "Прогрес"), на вхідній частині якої розташована металева накладка, що виконана у вигляді суцільної металевої пластини з поперечними прорізами, які направлені в бік кромки, та які утворюють пелюстки. Більш ніж п'ятнадцятирічний досвід виготовлення та використання у складі турбовентиляторного двигуна Д-18Т, який розроблений на ЗМКБ "Прогрес", композиційної лопатки великої довжини означив технологічні труднощі її обробки. За таких габаритах за довжиною лопатки суцільна металева накладка, бувши неподатливою, може у деяких місцях нещільно прилягати до поверхні лопатки. Це збільшується нерівностями останньої та призводить до непроклеювання у деяких місцях. Іноді випадки непроклеювання відбуваються через суб'єктивні причини. Найбільш небезпечні непроклеювання мають вигляд повітряних пухирчиків (бульбашок) під товщею суцільної металевої накладки. Виявити такі повітряні пухирчики при вихідному контролі готових лопаток важко, тому що існуючі методи контролю (ультразвуковий, рентгенівський, вихретоковий т.і.) не дають задовільного результату із-за значної різниці у щільності (для звуку, рентгенівського випромінювання, електромагнітного поля т.і.) металу та композиційного матеріалу лопатки. При роботі двигуна циклічні перепади температури лопатки призводять до багаторазового розширення повітря в повітряних пухирчиках під суцільною металевою накладкою. Розширюючись, повітряні пухирчики підривають суцільну металеву накладку, відділяючи її від лопатки та утворюють так званий віддір. Віддір, що є небезпечним концентрацією напружень, розширюється до пелюстка, створеного краями суцільної металевої накладки та прорізів. У подальшому під дією вібрацій, відслоіння суцільної металевої накладки продовжується до відслоювання одного або декількох пелюстків. Цей ефект посилюється дво- трикратною різницею коефіцієнтів теплового розширення металу суцільної металевої накладки та композиційного матеріалу лопатки, а також резонансними явищами. Пелюстки, що відслоїлися, вібруючи, створюють додаткове навантаження на суцільну металеву накладку та пелюстки, які ще не відслоїлися і, таким чином, провокують відслоювання частини суцільної металевої накладки вже не в зоні пелюстків, або її повний відрив, що погіршує характеристики двигуна. При декількох пелюстках, що відслоїлися, для зберігання характеристик та надійності роботи двигуна виникає необхідність ремонту лопатки, що збільшує витрати на експлуатацію двигуна. Підклеювання пелюстка, що відслоївся, без знімання суцільної металевої накладки неефективне, тому що для зачищення поверхні лопатки перед нанесенням клею необхідно розвести пелюсток і поверхню лопатки, відігнувши пелюсток від поверхні. Відгинання пелюстка в межах остаточної упругої деформації металу суцільної металевої накладки не дає можливості зачистити поверхню лопатки, тому що в зазор між лопаткою та пелюстком не входить інструмент для зачищення поверхні. Відгинання пелюстка на відстань, що перевищує остаточну упругу деформацію, після нанесення клею на поверхню лопатки та пелюстка, призводить до необхідності подолання цієї деформації, але вже у зворотному напрямку. А зробити це неможливо, тому, що пелюсток впирається в поверхню лопатки. Таким чином, пом'янута деформація утримує пелюсток у відігнутому положенні. Після нанесення клею пелюсток, що пружинить, придавлений під час приклеювання до поверхні лопатки пристосуванням, будучи вивільненим від пристосування, під дією робочих навантажень на лопатку та остаточної упругої деформації прагне відслоїтися, що зменшує післяремонтний ресурс лопатки. Наприклад, в реальній конструкції полімерної композиційної лопатки, виготовленої відомим способом та встановленої в спрямляючому апараті турбовентиляторного двигуна Д-18Т, верхній та нижній кінці суцільної металевої накладки для збільшення міцності та надійності лопатки заправлені, відповідно, у верхню та нижню полиці цієї лопатки, що виготовлені із титанового сплаву. При виготовленні лопатки суцільна металева накладка встановлюється на клейовий прошарок, що нанесений на поверхню попередньо, з деяким надлишком у розмірах, відформованої лопатки, після чого лопатка встановлюється в пресформу і, після нагріву пресформи, доформовується до необхідних розмірів. При цьому надлишок полімерного зв'язуючого композиційного матеріалу лопатки видавлюється на периметр пресформи, а суцільна металева накладка, що щільно притиснута до всієї поверхні лопатки, надійно приклеюється до лопатки. При знятті суцільної металевої накладки, що частково відслоїлася, обрізають її кінці, що заправлені в верхню та нижню полиці та залишають їх у товщі полиць, а це не дозволяє заправити в полиці кінці нової суцільної металевої накладки. Стара накладка з обрізаними кінцями, навіть вірно встановлена, не забезпечує необхідної міцності кромки лопатки, тому що не вдається сповна відтворити той процес приклеювання, що був використаний при виготовленні лопатки. Крім того, як стару, так і нову суцільну металеву накладку іноді не вдається встановити без часткового непроклеювання на тонкий шар клею, а товстий шар клею підіймає її над поверхнею лопатки, що погіршує газодинаміку двигуна та знижує міцність приклеювання. При виготовленні лопатки недоліки тонкого шару клею компенсуються підплавленням полімерного зв'язуючого композиційного матеріалу лопатки, що дозволяє заповнити пустоти поміж лопаткою та суцільною металевою накладкою. Досвід експлуатації двигунів Д-18Т показав, що випадків попадання великих птахів та інших 2 42883 великих чужорідних предметів у тракт двигуна не зафіксовано. Випробування двигуна на попадання великих птахів та інших великих чужорідних предметів до його тракту, що проведені в останній час, показали, що газогенераторний тракт двигуна добре захищено конструкцією металевих роторних лопаток вентилятора. При роботі двигуна великий чужорідний предмет, в тому числі і птах, відкидається роторними лопатками вентилятора на периферію вентилятора, і тому попадає не у газогенераторний тракт двигуна, а на кожух вентилятора. Чужорідний предмет частково або цілком пробиває одну з шумоглушних панелей, що розташовані на кожусі вентилятора або застряє у ній, і стає безпечним для лопаток спрямляючого апарату. Чужорідний предмет, що відбився (відскочив) від шумоглушної панелі або кожуха вентилятора, із-за його малої швидкості, стає безпечним для лопаток спрямляючого апарата. Порушення технологічного процесу виготовлення лопатки із композиційного матеріалу, що тяжко виявляються, в тому числі й ті, що допущені по суб'єктивним причинам, а також попадання невеликих чужорідних предметів на лопатки спрямляючого апарата вентилятора, призвели до скупчення на ремонтних підприємствах великої кількості лопаток із композиційного матеріалу, у виробництво яких закладено чимало коштів та праці, а використати їх внаслідок відслоювання декількох пелюстків небажано та небезпечно по описаним раніше причинам. Перед авторами стояла задача вдосконалення способа ремонта лопаток газотурбінного двигуна таким чином, щоб забезпечити наступні технічні результати: - подовжити ресурс лопатки із захищеною кромкою та виготовленої із композиційного матеріалу, що вийшла з ладу і у якої при експлуатації трапилося відслоіння декількох пелюстків суцільної металевої накладки; - підвищити надійність з'єднання замінюючого елементу з лопаткою; - розширити використання способу, що пропонується на захист кромки лопатки, що виготовлена з різних композиційних матеріалів: не тільки з термопластичних або термореактивних полімерних композицій, а також композицій на металевій, металоматричній, керамічній, металокерамічній, інтерметалідній або вуглецевій основі; - звести до мінімуму брак під час ремонту або виготовлення лопатки. Ці технічні результати можуть бути досягнуті тим, що у послідовність операцій, які входять до відомого способу ремонту лопатки з композиційного матеріалу із захищеною кромкою, що полягає у видаленні частини лопатки для отримання поверхні лопатки на її решті, очищенні цієї поверхні, виготовленні замінюючого елементу замість видаленої частини лопатки, який має розміри та форму видаленої частини, з утворюванням поверхні замінюючого елементу, суміщенні поверхонь лопатки та замінюючого елементу, з'єднанні лопатки та замінюючого елементу, введені удосконалення. Удосконалення полягають у тому, що замінюючий елемент виготовляють у вигляді перфорованої металевої накладки. На вказані поверхні лопа тки та замінюючого елементу наносять клеючу речовину. При суміщенні цих поверхонь клеючу речовину продавлюють у вічка перфорації до їх заповнення і утворюють зверх замінюючого елементу полімерне протиерозійне покриття. Можна використати перфоровану металеву накладку у вигляді перфорованого металевого листа. Вказана перфорована металева накладка може бути у вигляді сітки з дроту. У конкретному випадку, після виготовлення замінюючого елементу очищують його поверхню, форму йому надають в пресформі лопатки, при цьому профіль спинки та першої частини кромки надають в матриці пресформи. Після нанесення клеючої речовини лопатку з замінюючим елементом встановлюють та закріпляють в матриці пресформи, де остаточно формують замінюючий елемент по спинці та першій частині кромки лопатки. Потім встановлюють та закріплюють пуансон пресформи, котрим доформовують на замінюючому елементі другу частину кромки та корито лопатки, при цьому лопатку утримують у пресформі до твердіння клеючої речовини. Як клеюча речовина може бути використаний герметик. З тим же успіхом можна використати полімерні клеї, а також різні полімерні клейові композиції. Причинно-наслідкові зв'язки між відомими ознаками способу, новою сукупністю суттєвих ознак способу, що пропонується та технічними результатами, яких можна досягти: Відомими операціями, а саме очищенням першої та другої установочних та сполучних поверхонь відповідно, лопатки та замінюючого елементу, як готування до нанесення клеючої речовини, забезпечується максимальна адгезія клеючої речовини з поверхнями композиційного матеріалу лопатки та замінюючого елементу. Нанесення на очищену першу установочну та сполучну поверхню лопатки клеючої речовини, а після формовки замінюючого елементу в пресформі лопатки нанесення такої ж кількості клеючої речовини на очищену другу установочну та сполучну поверхню на замінюючому елементі створює умови для максимально міцного з'єднання замінюючого елементу з лопаткою. При цьому міцність з'єднання визначається в основному міцністю клеючої речовини. Встановлення лопатки з замінюючим елементом в матрицю пресформи лопатки та закріплення лопатки для остаточного формування замінюючого елементу по спинці та перший частині кромки лопатки, доформовка пуансоном корита лопатки та другої частини кромки, створює умови для прикладання зусиль на поверхню замінюючого елементу в напрямку лопатки в кожній точці поверхонь, які з'єднуються, при цьому величина придавлюючого зусилля буде однаковою для кожної ділянки замінюючого елемента. Це дозволяє повністю, в кожній точці, сумістити клеючу речовину на лопатці та замінюючому елементі, витиснути усі порожнини на поверхню лопатки і, таким чином, забезпечити необхідну міцність з'єднання. Витримування часу, за який клеюча речовина затвердіє, необхідно для того, щоб після вилучення лопатки з притиснутим до неї замінюючим еле 3 42883 ментом із пресформи лопатки не відбулось зміщення замінюючого елемента. Протиерозійне покриття, що нанесене у вигляді шару клеючої речовини на метал замінюючого елементу захищає метал замінюючого елементу від ерозійного впливу потоку агресивних газів та/або абразивного пилу. Використання в якості клеючої речовини герметика, або полімерного клею, або полімерної клейової композиції дозволяє приєднати замінюючий елемент до лопатки відносно еластичним матеріалом і, таким чином, частково демпфірувати удари чужорідних предметів по кромці лопатки. Використання замінюючого елементу увигляді сітки з дроту або у вигляді перфорованого металевого листа дозволяє простими засобами, наприклад, візуальним контролем, проконтролювати якість приєднання замінюючого елементу до лопатки з дискретністю вічок перфорації сітки або перфорованого металевого листа. Використання клеючого матеріала дає можливість з'єднати металевий замінюючий елемент та лопатку, що виготовлена з термопластичних або термореактивних полімерних композицій, а також композицій на металевій, металоматричній, інтерметалідній, керамічній, металокерамічній або вуглецевій основі. Використання можливості після вилучення лопатки з пресформи візуальним контролем виявити зону часткового непроклеювання замінюючого елементу до лопатки, а після того заповнити її клеючою речовиною та видержати лопатку до твердіння клеючої речовини, дозволяє звести до мінімуму брак при ремонті, або виготовленні лопатки. Таким чином, перелічені властивості нової сукупності суттєвих ознак способу ремонту лопатки із композиційного матеріалу із захищеною кромкою дозволяє подовжити ресурс лопатки, що вийшла з ладу заміною захисного покриття на її кромці: суцільна металева накладка, яка частково відслоїлася, замінюється на сітку з дроту або перфорований металевий лист, при цьому зберігається міцність лопатки, все це забезпечується засобами більш простими, ніж ті, що використані у прототипі. Сутність способу, що пропонується, пояснюється фігурами, на яких зображені: - на фіг. 1 - кромка лопатки із композиційного матеріалу з пелюстками, які відслоїлися, - на фіг. 2 - кромка лопатки з очищеною першою установочною та сполучною поверхнею, - на фіг. 3 - лопатка, що закріплена в матриці пресформи із встановленим пуансоном пресформи, - на фіг. 4 - ділянка лопатки з замінюючим елементом у вигляді сітки з дроту, - на фіг. 5 - ділянка лопатки із замінюючим елементом у вигляді перфорованого металевого листа. Об'єкт способу ремонту - лопатка вентилятора газотурбінного двигуна має такі частини: 1 - частина лопатки, що видаляється у вигляді суцільної металевої накладки, 2 - перша установочна та сполучна поверхня на кромці лопатки із композиційного матеріалу, 3 - лопатка із композиційного матеріалу, 4 - замінюючий елемент у вигляді перфорованої металевої накладки з другою установочною та сполучною поверхнею, 5 - матриця пресформи лопатки, 6 - пуансон пресформи лопатки, 7 - шар клеючої речовини на поверхні лопатки та на замінюючому елементі, 8 - шар полімерного протиерозійного покриття із клеючої речовини. Спосіб реалізується таким чином. Видаляють частину лопатки у вигляді суцільної металевої накладки 1 та отримують першу установочну та сполучну поверхню 2 на кромці лопатки 3, очищують першу установочну та сполучну поверхню 2 від залишків клеючого прошарку та мастила і готують її до з'єднання із замінюючим елементом 4, виготовляють замінюючий елемент 4 із матеріалу того ж типу, що й видалена частина лопатки 3, який має розміри, які відповідають розмірам видаленої частини лопатки 3, при цьому форму замінюючому елементу 4 надають в пресформі лопатки 3, яка складається із матриці 5 пресформи, та 14 пуансона 6 пресформи і, таким чином, отримують другу установочну та сполучну поверхню, суміщають першу та другу установочні та сполучні поверхні лопатки 3 та замінюючого елемента 4 на рівні відповідних поверхонь, проводять з'єднання лопатки 3 із замінюючим елементом 4. В окремому випадку після виготовлення замінюючого елементу 4 очищують другу установочну та сполучну поверхню від поверхневих забруднень, попередньо в матриці 5 пресформи замінюючому елементу 4 надають профіль спинки та першої частини кромки лопатки 3, на першу та другу установочні та сполучні поверхні відповідно лопатки 3 та замінюючого елементу 4 наносять нарізно клеючу речовину 7, а після суміщення клеючої речовини 7 на відповідних поверхнях та встановлення лопатки 3 із замінюючим елементом 4 у пресформу, лопатку 3 із замінюючим елементом 4 закріплюють у матриці 5 пресформи, здавлюють та приводять у повне прилягання усі ділянки лопатки 3 та замінюючого елементу 4, при цьому витискаючи повітряні пухирчики з-під замінюючого елементу 4 крізь вічка перфорації і, таким чином, з'єднують лопатку 3 із замінюючим елементом 4. В інших випадках клеючу речовину 7, нанесену на замінюючий елемент 4, продавлюють у вічка перфорації замінюючого елемента 4 до їх заповнення, або на поверхню замінюючого елемента 4, після його встановлення на кромку лопатки 3, наносять та продавлюють у незаповнені вічка перфорації замінюючого елементу 4 таку кількість клеючої речовини 7, яка утворює поверх замінюючого елементу 4 полімерне протиерозійне покриття 8 з клеючої речовини. Промислова застосовність способу ремонту лопатки із композиційного матеріалу із захищеною кромкою у вигляді суцільної металевої накладки підтверджується проведенням ремонту такої лопатки. При ремонті суцільна металева накладка була знята і на кромку лопатки була встановлена на герметиці типу ВИТЕФ-1НТ сітка із нікелевого дроту завтовшки 0,28 мм з вічком перфорації на просвіт 0,28 мм, при цьому товща шару герметика знахо 4 42883 дилась у межах від 0,15 мм до 0,3 мм. Більш тонкий рівномірний шар герметика отримати складно, а крім того він не забезпечить достатньої міцності з'єднання, а більш товстий шар при тепловому і/або механічному навантаженні при випробуваннях, а особливо при експлуатації, буде розтріскуватися і, отже, зменшувати міцність з'єднання. Теплові випробування лопатки, що відремонтована способом, що пропонується показали, що використання сітки із дроту, метал якої має коефіцієнт теплового розширення в 2-3 рази більший, ніж коефіцієнт теплового розширення композиційного матеріалу, не викликає передчасного відслоювання сітки, що підтверджує якість приклеювання, тобто вірність нового технологічного процесу ремонту лопатки із композиційного матеріалу із захищеною кромкою. Випробування на відрив показали, що міцність приклеювання задовольняє вимогам, які пред'являються, тому що захисне покриття відривається не по клеючій речовині, а по матеріалу сітки. Для отримання полімерного протиерозійного покриття для захисту поверхні замінюючого елементу на цю поверхню наносять клеючу речовину такої товщини, яка при продавлюванні пуансоном пресформи у вічка перфорації замінюючого елементу забезпечує на зовнішньому його боці, тобто на боці газового тракту товщину шару клеючої речовини в межах 0,3-0,5 мм і, таким чином, формує полімерне протиерозійне покриття. Надлишок клеючої речовини при цьому витискується пуансоном пресформи на край замінюючого елементу і, після твердіння, видаляється. В тому випадку, коли після твердіння клеючої речовини та вилученні лопатки із пресформи лопатки на поверхні замінюючого елементу оглядом його поверхні будуть виявлені зони непроклеювання, на поверхню замінюючого елементу наносять клеючу речовину, продавлюють її вглиб вічок перфорації перфорованої металевої накладки та витримують лопатку до твердіння клеючої речовини. Фіг. 1 Фіг. 2 5 42883 Фіг. 3 Фіг. 4 Фіг. 5 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of blade made of composite material with protected edge
Автори англійськоюNikolaievskyi Stanislav Volodymyrovych, Vihant Yurii Viktorovych, Murashkin Yevhenii Ivanovych, Krasko Yevheniya Antonivna
Назва патенту російськоюСпособ ремонта лопатки из композиционного материала с защищенной кромкой
Автори російськоюНиколаевський Станислав Владимирович, Вигант Юрий Викторович, Мурашкин Евгений Иванович, Красько Евгения Антоновна
МПК / Мітки
МПК: F01D 5/00, B29L 31/30, B29K 101/00
Мітки: матеріалу, спосіб, кромкою, захищеною, композиційного, ремонту, лопатки
Код посилання
<a href="https://ua.patents.su/6-42883-sposib-remontu-lopatki-iz-kompozicijjnogo-materialu-iz-zakhishhenoyu-kromkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту лопатки із композиційного матеріалу із захищеною кромкою</a>
Сировинна суміш для одержання композиційного матеріалу, композиційний матеріал, спосіб приготування сировинної суміші для композиційного матеріалу, спосіб виробництва гіпсоволокнистих плит
Номер патенту: 26221
Опубліковано: 19.07.1999
Автор: Беіг Мірза А.
Мітки: плит, суміш, гіпсоволокнистих, композиційний, матеріалу, приготування, композиційного, спосіб, суміші, виробництва, матеріал, одержання, сировинна, сировинної
Формула / Реферат:
(57) 1. Сырьевая смесь для получения композиционного материала, содержащая кристаллы альфа-полугидрата сульфата кальция, дисперсные армирующие частицы и воду, отличающаяся тем, что указанная сырьевая смесь является продуктом дегидратации дегидрата сульфата кальция в присутствии дисперсных армирующих частиц растительного происхождения в нагретой водной суспензии 5-30% концентрации при постоянном перемешивании и регулируемом давлении, при этом...
Спосіб виготовлення стільникової конструкції з композиційного термоконструкційного матеріалу та стільникова конструкція з композиційного термоконструкційного матеріалу
Номер патенту: 26423
Опубліковано: 30.08.1999
Автори: Делаж Андре, Момю Жан-П'єр, Жорж Жан-Мішель
МПК: B32B 3/12, B29D 31/00, C04B 35/83, B01J 35/00, B31D 1/00, B32B 18/00, E04C 2/34
Мітки: спосіб, стільникової, виготовлення, конструкція, термоконструкційного, композиційного, матеріалу, стільникова, конструкції
Формула / Реферат:
1. Способ изготовления сотовой конструкции из композиционного термоконструкционного материала, содержащего волокнистую структуру, уплотненную матрицей, причем волокна упомянутой волокнистой структуры изготовлены из материала, выбранного из углерода или различных видов керамики, и тот же материал использован для матрицы композиционного материала, включающий операции изготовления трехмерной силовой структуры, выполнения в ней разрезов в форме...
Спосіб виготовлення деталі із композиційного матеріалу та спосіб виготовлення панелі типу “сендвіч” із композиційного матеріалу
Номер патенту: 26925
Опубліковано: 29.12.1999
Автори: КАСТАГНО Стефан, ЛІМУЗЕН Жан-Луї
Мітки: панелі, виготовлення, деталі, типу, спосіб, матеріалу, сендвіч, композиційного
Текст:
...и пробитыми иглами двумерными волокнистыми слоями, в качестве подложки отделяют, по меньшей мере, 40 один из поверхностных слоев заготовки. Желательно также, чтобы ворсинки или волоконные иголочки были отверждены путем консолидации их* в результате частичного уплотнения волокнистых заготовок об45 шивки панели перед их соединением с заготовкой ее заполнителя. В варианте выполнения возможно также, чтобы заготовки обшивки с отвержденными...
Спосіб одержання порошкового композиційного матеріалу
Номер патенту: 13130
Опубліковано: 28.02.1997
Автори: Купрієнко Олена Павлівна, Максунов Сергій Євгенович, Краснянський Григорій Єфимович, Рунова Раїса Федорівна
Мітки: спосіб, порошкового, матеріалу, одержання, композиційного
Формула / Реферат:
(57) Способ получения порошкового композиционного материала, включающий гидратацию дисперсного силикатного вещества нестабильной кристаллической структуры, его смешивание в количестве 75-80 об.% с металлическим порошком и формование материала, отличающийся тем, что после формования через материал пропускают переменный электрический ток промышленной частоты напряжением 200-230В в течение 3-10с.
Спосіб виготовлення алмазомісткого композиційного матеріалу
Номер патенту: 1997
Опубліковано: 20.12.1994
Автори: Сімкін Едуард Семенович, Свечніков Олексій Олексійович, Вовчановський Іван Федорович, Фінкельштейн Євген Михайлович, Скляр Світлана Йосипівна, Петрига Петро Васильович, Ципін Нехем'ян Веніамінович, Дабіжа Євген Вікторович, Богданов Роберт Константинович
Мітки: алмазомісткого, виготовлення, композиційного, спосіб, матеріалу
Формула / Реферат:
Способ изготовления алмазосодержащего композиционного материала, включающий смешивание алмазных частиц и металлической связки, прессование и спекание спрессованных заготовок, сопровождающееся пропиткой, отличающийся тем, что перед смешиванием на алмазные частицы наносят последовательно, слои молибдена, а затем - основную составляющую металлической связки в потоке плазмы тлеющего разряда.
Попередній патент: Конденсатор з подвійним електричним шаром (варіанти)
Наступний патент: Спосіб контролю густини парів під час вакуумного нанесення покриттів
Випадковий патент: Ежектор струменевого млина