Спосіб декорування поверхні скловиробів

Формула / Реферат
1. Спосіб декорування поверхні скловиробів, що включає попередню обробку, матування, нанесення на його лицьову поверхню трафарету з відповідним малюнком, який відрізняється тим, що після нанесення заданого малюнка на поверхню скловиробу проводять тонування поверхні скловиробів, закріплення фарб декоративних елементів малюнка, гаряче тиснення.
2. Спосіб за п. 1, який відрізняється тим, що матування поверхні здійснюють хімічною обробкою, а саме шляхом підготовки робочих розчинів, занурення скловиробу в розчин та остаточного очищення скловиробів.
3. Спосіб за п. 1, який відрізняється тим, що тонування поверхні скловиробів проводять методом електростатичного або аерографічного напилення фарб.
4. Спосіб за п. 1, який відрізняється тим, що закріплення фарб декоративних елементів малюнка проводять під впливом температурної обробки або УФ-випромінювання або каталізаторами.
5. Спосіб за п. 1, який відрізняється тим, що нанесення заданого малюнка на поверхню скловиробу проводять методом шовкотрафаретного друку.
6. Спосіб за п. 1, який відрізняється тим, що гаряче тиснення здійснюють шляхом нанесення елементів малюнка металевою фольгою за допомогою гарячого тампона або кліше.
Текст
Реферат: Спосіб декорування поверхні скловиробів, що включає попередню обробку, матування, нанесення на його лицьову поверхню трафарету з відповідним малюнком, крім того після нанесення заданого малюнка на поверхню скловиробу проводять тонування поверхні скловиробів, закріплення фарб декоративних елементів малюнка, гаряче тиснення. UA 77169 U (54) СПОСІБ ДЕКОРУВАННЯ ПОВЕРХНІ СКЛОВИРОБІВ UA 77169 U UA 77169 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів обробки виробів зі скла в декоративних цілях, зокрема, для отримання на поверхні скла малюнків або узорів, що використовуються для прикраси інтер'єрів житла, для декорування облицювальної плитки, вітражів, а також для декорування сортового посуду. У техніці широко відомі різні способи отримання малюнків на склі. Наприклад, поширене нанесення малюнка на спеціальних шліфувальних верстатах, оснащених алмазним інструментом, або хімічна обробка, заснована на руйнуванні скла плавиковою кислотою. В основному, це вельми трудомісткі і енергоємні, а отже, і дорогі операції. Відомий спосіб отримання матового ефекту на поверхні скла піскоструминною обробкою, що використовується в "Способі імітації вітражу і фарба для його здійснення", при якому на заздалегідь підготовлену поверхню скла наносять по контуру малюнка роздільний шар, що складається з полівінілацетатної (ПВА) емульсії і бронзової або алюмінієвої пудри. Потім наносять барвистий склад з одночасним контролем і регулюванням покриття по товщині в кожній ділянці контуру. З метою отримання матового ефекту поверхню скла перед нанесенням роздільного шару піддають піскоструминній обробці (пат. SU № 1831450, B44F11/04, 1/06, опубл. 30.07.93. Бюл. № 28). Недоліком відомого способу є низька якість матової поверхні скла внаслідок використання піскоструминної обробки, що приводить до отримання грубої матової структури з сильним грубим розсіюванням. Відомий процес хімічного матування скла (UA № 29232, С03С15/001, 10.01.2008, бюл. № 1), що включає попередню обробку, матування, видалення продуктів реакції та ополіскування у воді. До недоліків слід віднести те, що зображення нанесено не досить міцно, та не досягається підвищення декоративного ефекту на поверхні скла. Найбільш близьким за технічною суттю до запропонованого є спосіб отримання декоративного зображення на поверхні скла (UA № 58515, C03C17/00, С03С19/00, В24С1/00, 11.04.2011, бюл. № 7). Він передбачає матування поверхні скла і нанесення трафарету з відповідним малюнком на глянсову поверхню скла. Малюнок піддають піскоструминній обробці. Потім малюнок забарвлюють, сушать, знімають трафарет і на окремі частини забарвленого малюнка наклеюють накладні декоративні елементи. До недоліків відомого способу потрібно віднести те, що він трудомісткий, не дозволяє отримати якісну матову поверхню тонкої структури внаслідок недостатнього ступеня рівномірності декорування через використання піскоструминної обробки, що значно знижує декоративний ефект. В основу корисної моделі поставлена задача удосконалення способу обробки поверхні скла, в якому за рахунок використання послідовної обробки різними методами підвищується ступінь рівномірності та міцності декорування, що приводить до отримання якісної матової поверхні скла тонкого розсіювання і за рахунок цього досягається підвищення декоративного ефекту. Поставлена задача досягається тим, що в способі декорування поверхні скловиробів, при якому здійснюють попередню обробку його поверхні, далі послідовно проводять хімічне матування, нанесення на його лицьову поверхню трафарету з відповідним малюнком методом шовкотрафаретного друку, тонування поверхні скловиробів методом електростатичного або аерографічного напилення фарб, закріплення фарб декоративних елементів малюнка під впливом температурної обробки або УФ-випромінювання або каталізаторами, гаряче тиснення шляхом нанесення елементів малюнка металевою фольгою допомогою гарячого тампона або кліше. При цьому, згідно із запропонованою корисною моделлю, матування поверхні здійснюють хімічною обробкою, а саме шляхом підготовки робочих розчинів, безпосередньо сатинування і остаточного очищення скловиробів. Внаслідок використання корисної моделі забезпечується отримання технічного результату, що полягає в підвищенні ступеня рівномірності та міцності декорування скловиробів шляхом послідовного виконання різних способів декоративної обробки поверхні скловиробів, що приводить до отримання якісної матової поверхні скла тонкого розсіювання і за рахунок цього досягається підвищення декоративного ефекту. Кольоровий малюнок або його частини, які доповнені накладними декоративними елементами на тлі матового скла, дозволяє підвищити якість декоративного зображення і художні достоїнства виробу, наближаючи його до виробів індивідуальної художньої творчості. Спосіб є досить простим і недорогим. Корисна модель пояснюється прикладами виконання. Приклад 1. Спосіб матування. Приготування розчину для матування та дозування розчинів буде проводитися в ємностях ділянки приготування розчинів. Ємності приготування оснащені мішалками, кришками, блоками 1 UA 77169 U 5 10 15 20 25 30 35 40 45 50 55 60 управління, кнопками аварійного відключення, вбудованими трубопроводами системи обігріву/охолодження, електронасосами для перекачування розчинів. Матуючий розчин буде підготовлятися в ємності попереднього приготування за 12-24 годин до використання. Місткість 3 ємності 2 м . Приготування кислотного розчину для матування буде здійснюватися в наступній послідовності: - за допомогою дозаторів по трубопроводу заливаються необхідні кислоти в ємність приготування; - матуючий порошок розпаковується і засипається порційно; - розчин при постійному перемішуванні температури близько 25 °C досягає готовності протягом 24 годин. Після закінчення встановленого часу готовий матуючий розчин перекачується за допомогою електронасоса по трубопроводу в ємність матування. Дозування розчинів кислот в ємності установок матування буде здійснюватися за допомогою дозаторів. Дозатори забезпечені градуйованими рівнемірами, блоком управління, автоматичним блокуванням з сигналізацією при заповненні, кнопкою аварійного відключення, піддоном під дозаторами від протоки розчинів. Матування поверхні скляного посуду проводиться в ємностях установок лінійного і/або карусельного типів. Приготовлений розчин з ємності роздачі по необхідності перекачується/перекачуватиметься насосом по трубопроводах з системою розподільних кранів в ємності матування установок матування. Робочий циклу матування здійснюється в наступному порядку: - встановити час матування пляшок на 20-60 секунд; - встановити температуру розчину матування 20-24 °C; - включити мішалки і встановити швидкість обертання для постійного перемішування розчину; - перемістити касету зі скловиробів від ємності до ємності послідовним зануренням; - провести занурення скловиробів на касеті в розчин (авт. режим); - здійснити матування зовнішньої поверхні посуду на касеті в розчині протягом заданого часу; - підняти касету зі скловиробів (автоматичний режим); - залишити касету зі скловиробів на утримувачі для стікання матуючого розчину поверхні посуду на 5-15 секунд. У процесі матування контроль температури розчину, часу матування, рівня заповнення ємності, здійснює оператор. Промивання поверхні посуду після матування (очищення). Якісна промивка в 4 етапи дозволяє уникнути забруднень на поверхні скловиробів після матування. Промивання відбувається за допомогою занурення посуду на касеті в ємність з водою, і здійснюється в наступному порядку: - виробити заповнення ємності з водою з розрахунку повного занурення скловиробів на касеті, включаючи віночки горловин; - встановити час промивки 30-60 секунд; - встановити температуру води для промивки 25-40 °C; - провести занурення посуду на касеті в воду (автоматичний режим); - промити зовнішню поверхню пляшок у воді протягом заданого часу; - підняти касету зі скловиробів (автоматичний режим); - залишити касету зі скловиробів на утримувачі для стікання води з поверхні скла на 5-15 секунд; - перемістити касету зі скловиробів у подальшу ванну для промивання; через кожні 4 години вода після промивання посуду змінюється на чисту. У процесі першої промивки контроль температури води, рівня заповнення ємності, забрудненості та необхідності заміни води в ємності здійснює оператор. Друга і третя промивка здійснюється в наступних промивних ємностях в тому ж порядку. Заміна промивного розчину в ємностях проводиться один раз на зміну (при 8-ми годинному графіку роботи). Четверта промивка поверхні скловиробів здійснюється за допомогою методу душування чистою водою. Робочий цикл промивки на установці промивки методом душування складається з наступних операцій: - виробити заповнення ємності водою; 2 UA 77169 U 5 10 15 20 25 30 35 40 45 50 55 - встановити температуру води в ємності установки 40-60 °C; - встановити час промивки 20-60 секунд; - промити зовнішню поверхню посуду протягом заданого часу; - залишити касету зі скловиробів на піддоні для стікання води на 5-10 секунд; - перемістити касету з посудом на технологічний стіл; У процесі четвертої промивки контроль температури розчину, рівня заповнення ємності, забрудненості та необхідності заміни води в ємності, здійснює оператор. Сушіння поверхні скла посуду після процесу матування та промивки виробляється в печі сушки тунельного типу на транспортерній стрічці гарячим повітрям при температурі 60-70 протягом 15-20 хв. Приклад 2. Спосіб шовкотрафаретного друку фарб на поверхні скловиробів. Суть методу: нанесення на зовнішню поверхню скловиробів допомогою друку на шовкотрофаретних верстатах шарів малюнка (декору) фарб, з подальшим (у залежності від складу застосовуваних фарб) їх не високотемпературним затвердінням або запіканням при температурах, близьких до температури розм'якшення скла. Завдяки рішенню, що заявляється як корисна модель, можливо загально або частково декорувати поверхні скловиробів. Спочатку здійснюють підготовку до шовкотрафаретного друку, наступним способом: - розробка оригіналу-макета (комп'ютерного зображення для частини дизайну, виконуваного шовкотрафаретного фарбами на скловиробів); - кольороподіл зображення, друк плівок з елементами малюнка (слайди з дизайном); - виготовлення друкарських форм з перенесеним на сітку форми елементом малюнка дизайну кожного з кольорів (перенос елементів малюнка - за допомогою засвічення сітки з нанесеною фотоемульсією через слайд з дизайном в установці фотоекспонування з наступною обробкою сітки з фотоемульсією); - розробка колористики фарб (підбір кольорів по колірній шкалі (понтонах), підбір фарб та розробка складу сумішевих фарб певного відтінку), розробка послідовності нанесення фарб різних кольорів і підбір температурних і часових режимів випалу/затвердіння наносяться фарб, підбір механічного оснащення верстатів друку для декорування конкретного обсягу та форми скловиробів; - приготування сумішевих фарб. Після етапу підготовки здійснюють сам процес шовкотрафаретного друку фарб на поверхні скловиробів: - настройка верстатів друку з оснащенням для шовкотрафаретного декорування конкретного об'єму та форми скловиробів; - нанесення малюнка певного кольору, за допомогою продавлювання ракелем верстата фарби через сітку з дизайном (друковану форму); - послідовне нанесення кожного з кольорів малюнка дизайну за допомогою окремих друкованих форм і станцій верстатів друку. Види фарб, використовуваних для шовкотрафаретного друку на поверхні скловиробів: - низькотемпературні фарби на водній або органічній основі; - високотемпературні фарби (термопластичні емалі); - фарби з УФ затвердінням; - фарби на основі дорогоцінних і інших металів (що містять метали); - фарби зі спеціальними ефектами (термохромною, фотохромні, люмінесцентні, флуоресцентні). Способи закріплення фарб декоративних елементів малюнка: - закріплення при кімнатній температурі або в печах сушіння або випалу під впливом відносно невисоких температур з присутністю у складі фарби каталізаторів або отверджувачів або без таких; - закріплення фарб (з присутністю у складі фарби отверджувачів-фотоініціаторів) під впливом короткочасного УФ-випромінювання певної довжини хвилі в окремих установках або відсіках УФ-засвічення верстатів шовкотрафаретного друку; - запікання (випал) фарб в печах випалу при температурах, близьких до температури розм'якшення скла, з утворенням кольорових склоподібних емалей, частково впеченних в поверхню скловиробів. Приклад 3. Метод тонування (забарвлення) поверхні скловиробів. Суть методу: нанесення на зовнішню поверхню скловиробів за допомогою електростатичного (з використанням турбодиска) і аерографічного (пневматичного) напилення в фарбувальних установках шарів фарб, з подальшим (у залежності від складу застосовуваних 3 UA 77169 U 5 10 15 20 25 30 35 40 45 50 55 60 фарб) їх не високотемпературним затвердінням або запіканням при температурах, близьких до температури розм'якшення скла. Спосіб підготовки до тонування скловиробів: - розробка оригіналу-макета (комп'ютерного зображення дизайну пофарбованого скловиробу); - розробка колористики фарб (підбір кольорів фарб за колірною шкалою, підбір фарб, розробка складу фарби певного відтінку), розробка послідовності нанесення шарів фарб різних кольорів і підбір температурних і часових режимів випалу або сушки (затвердіння) напилених фарб); - підбір режимів руху турбодиска, величини електростатичної напруги, питомої витрати фарби, режимів роботи пневматичних форсунок забарвлення; - приготування композицій фарб перед фарбуванням скловиробів; - підготовка поверхні партії посуду перед тонуванням видалення захисних покриттів випаленням при високій температурі з наступною акліматизацією для насичення поверхні скла вологою. Приклад 4. Спосіб тонування скловиробів: - настройка вузлів фарбувальних установок для виконання конкретного виду тонування скловиробів, підготовка камер, турбодиска, форсунок напилення, насосів подачі фарби; - забарвлення (тонування) скловиробів за допомогою фарбування в електростатичному полі за допомогою розпилення фарби турбодиском і/або за допомогою аерографічного (пневматичного) напилення з наступним сушінням (затвердінням) шару фарби на скловиробів. Види фарб, використовуваних для тонування (забарвлення) скловиробів: - низькотемпературні фарби на водній або органічній основі; - високотемпературні фарби на водній основі; - фарби зі спеціальними ефектами (термохромною, фотохромні, люмінесцентні, флуоресцентні, з ефектом металізації). Способи затвердіння шару фарби: - затвердіння шару фарби (з присутністю у складі фарби каталізаторів або отверджувачів або без таких) в камері сушіння фарбувальної установки або в окремих установках сушіння під впливом відносно невисоких температур; - попередня сушка шару фарби в камері сушіння фарбувальної установки або в окремих установках сушіння під впливом відносно невисоких температур з наступним запіканням (випалюванням) висушених фарб в печах випалу при температурах, близьких до температури розм'якшення скла, з утворенням шарів кольорових склоподібних емалей, частково впечених в поверхня скловиробів. Приклад 5. Спосіб гарячого тиснення (HOT STAMPING). Суть методу: нанесення на зовнішню поверхню скловиробів за допомогою друку на шовкотрофаретних верстатах шарів малюнка (декору) клейовими композиціями, подальшим підсушуванням (напівзатвердінням) шару клею; нанесенням на малюнок клейової підкладки шару металевої фольги методом гарячого тиснення за допомогою гарячого тампона або кліше та остаточного висушування (затвердіння) шару клею з малюнком фольги на склі. Спосіб підготовки до шовкотрафаретного друку клейовою композицією: - розробка оригіналу-макета (комп'ютерного зображення частини дизайну, виконуваного методом гарячого тиснення на скловироби); - розбивка по елементах дизайну, виконуваних тисненням фольгою різних квітів або видів, друк плівок з елементами малюнка (слайди з дизайном); - виготовлення друкарських форм з перенесеним на сітку форми елементом малюнка дизайну кожного з кольорів або видів фольги (перенос елементів малюнка - за допомогою засвічення сітки з нанесеною фотоемульсією через слайд з дизайном в установці фотоекспонування з наступною обробкою сітки з фотоемульсією); - розробка колірного відтінку і адгезійних властивостей клейової підкладки, підбір компонентів і розробка складу клейових композицій певного відтінку і властивостей), розробка послідовності нанесення елементів малюнка з фольгою різних квітів; - підбір температурних і тимчасових режимів затвердіння (висушування) клейових композицій, що наносяться; - підбір виду, температури розігріву, режимів притиску тампона або кліше для декорування певного виду фольгою конкретного обсягу та форми скловиробів; - підбір механічного оснащення верстатів шовкотрафаретного друку та верстатів тиснення для декорування фольгою конкретного обсягу та форми скловиробів; - приготування клейових композицій. 4 UA 77169 U 5 10 15 20 25 30 35 40 45 50 Спосіб шовкотрафаретного друку клейової композиції на поверхні скловиробів: - настройка верстатів друку з оснащенням для нанесення клейової композицією елемента малюнка на скловиробів конкретної форми та об'єму; - нанесення малюнка клейової підкладки, за допомогою продавлювання ракелем верстата клейової композиції через сітку з дизайном (друковану форму). Спосіб гарячого тиснення фольгою: - настройка верстатів тиснення з оснащенням для друку певного виду фольгою елемента малюнка на скловиробах конкретної форми та об'єму; - нанесення на малюнок клейової підкладки шару металевої фольги за допомогою короткочасного притиску розігрітим до певної температури еластичним тампоном (кліше) аркуша фольги до малюнка напівзатверділої клейової композиції на скловиробів; - видалення методом відриву залишків аркуша фольги без елемента малюнка, приклеєного до скловиробів. Види складів клейових композицій, використовуваних для нанесення малюнка фольги на поверхню скловиробів: - Низькотемпературні клейові композиції на водній або органічній основі; - Клейові композиції з УФ затвердінням. Способи затвердіння малюнка клейових композицій з металевою фольгою: - Попереднє підсушування (напівзатвердіння) малюнка клейових композицій (з присутністю у складі клею каталізаторів або отверджувачів, або отверджувачів-фотоініціаторів або без таких) в печах сушіння під впливом теплового (інфрачервоного) випромінювання перед нанесенням шару фольги; - Остаточне затвердіння (висушування) шару клейових композицій з малюнком фольги на склі при кімнатній температурі або в печах сушіння під впливом відносно невисоких температур. Після закінчення всіх етапів декорування готові скловироби з декорованою зовнішньою поверхнею упаковуються в захисні поліетиленові та/або паперові упаковки. Перераховані етапи декорування можуть бути використані як в комплексі в будь-якій комбінації, так і кожен самостійно. Таким чином, даний спосіб декорування поверхні скловиробів при його використанні дозволяє отримати якісне матове покриття тонкого розсіювання з необхідною густиною, за рахунок чого досягається підвищення декоративного ефекту на поверхні скла. По даній корисній моделі виготовлені дослідні зразки, які пройшли випробування, що підтвердили отримання очікуваного позитивного ефекту. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб декорування поверхні скловиробів, що включає попередню обробку, матування, нанесення на його лицьову поверхню трафарету з відповідним малюнком, який відрізняється тим, що після нанесення заданого малюнка на поверхню скловиробу проводять тонування поверхні скловиробів, закріплення фарб декоративних елементів малюнка, гаряче тиснення. 2. Спосіб за п. 1, який відрізняється тим, що матування поверхні здійснюють хімічною обробкою, а саме шляхом підготовки робочих розчинів, занурення скловиробу в розчин та остаточного очищення скловиробів. 3. Спосіб за п. 1, який відрізняється тим, що тонування поверхні скловиробів проводять методом електростатичного або аерографічного напилення фарб. 4. Спосіб за п. 1, який відрізняється тим, що закріплення фарб декоративних елементів малюнка проводять під впливом температурної обробки або УФ-випромінювання або каталізаторами. 5. Спосіб за п. 1, який відрізняється тим, що нанесення заданого малюнка на поверхню скловиробу проводять методом шовкотрафаретного друку. 6. Спосіб за п. 1, який відрізняється тим, що гаряче тиснення здійснюють шляхом нанесення елементів малюнка металевою фольгою за допомогою гарячого тампона або кліше. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for decoration of the surface of glass articles
Автори англійськоюDanilov Serhii Viktorovych
Назва патенту російськоюСпособ декорирования поверхности стеклоизделий
Автори російськоюДанилов Сергей Викторович
МПК / Мітки
МПК: C03C 15/00, C03C 17/00, C03C 23/00
Мітки: поверхні, декорування, скловиробів, спосіб
Код посилання
<a href="https://ua.patents.su/7-77169-sposib-dekoruvannya-poverkhni-sklovirobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб декорування поверхні скловиробів</a>
Спосіб декорування поверхні
Номер патенту: 33143
Опубліковано: 10.06.2008
Автори: Журба Олександр Михайлович, Ченцов Микола Владиславович
МПК: B44F 11/00
Мітки: декорування, поверхні, спосіб
Формула / Реферат:
Спосіб декорування поверхні, що включає нанесення валиком або пензлем тонкого шару фарби на поверхню, яку декорують, формування малюнка шляхом продряпування шару фарби гострим предметом та висушування шару фарби, який відрізняється тим, що на поверхню, яку декорують, наносять тонкий шар олійної фарби і малюнок формують продряпуванням невисохлого шару фарби, а потім висушують шар фарби для фіксації малюнка.
Спосіб декорування поверхні
Номер патенту: 33159
Опубліковано: 10.06.2008
Автори: Домбровський Андрій Геннадійович, Домбровська Анастасія Геннадіївна, Журба Олександр Михайлович
МПК: B44F 5/00, D06G 1/00, B44F 11/00
Мітки: поверхні, спосіб, декорування
Формула / Реферат:
Спосіб декорування поверхні, який включає нанесення тонкої плаваючої плівки фарби на поверхню води, приведення в контакт поверхні, що декорують, з плівкою фарби, перенесення фарби з поверхні води на поверхню, що декорують, відокремлення її від поверхні води та сушку фарби, який відрізняється тим, що перед перенесенням фарби на поверхню, що декорують, поверхню води розділяють на відокремлені ділянки замкнутими перегородками по контуру заданого...
Пристрій для декорування поверхні
Номер патенту: 34734
Опубліковано: 26.08.2008
Автори: Домбровський Андрій Геннадійович, Журба Олександр Михайлович
МПК: D06G 1/00, B44F 5/00, B44F 11/00
Мітки: декорування, пристрій, поверхні
Формула / Реферат:
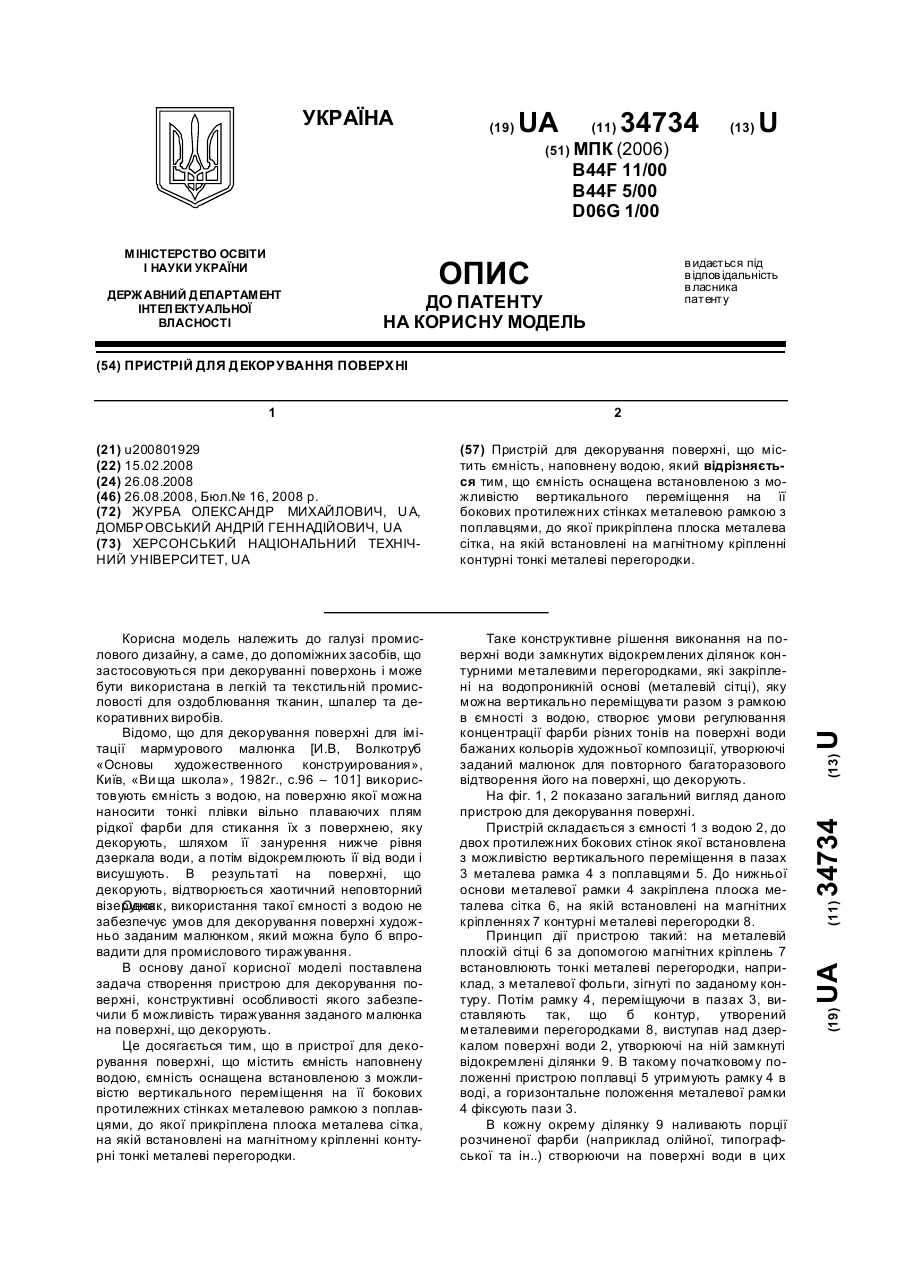
Пристрій для декорування поверхні, що містить ємність, наповнену водою, який відрізняється тим, що ємність оснащена встановленою з можливістю вертикального переміщення на її бокових протилежних стінках металевою рамкою з поплавцями, до якої прикріплена плоска металева сітка, на якій встановлені на магнітному кріпленні контурні тонкі металеві перегородки.
Спосіб отримання декоративного зображення на поверхні скла
Номер патенту: 58515
Опубліковано: 11.04.2011
Автори: Єгоров Максим, Бегунов Анатолій Анатолійович
МПК: C03C 17/00, C03C 19/00, B24C 1/00
Мітки: декоративного, скла, поверхні, спосіб, зображення, отримання
Формула / Реферат:
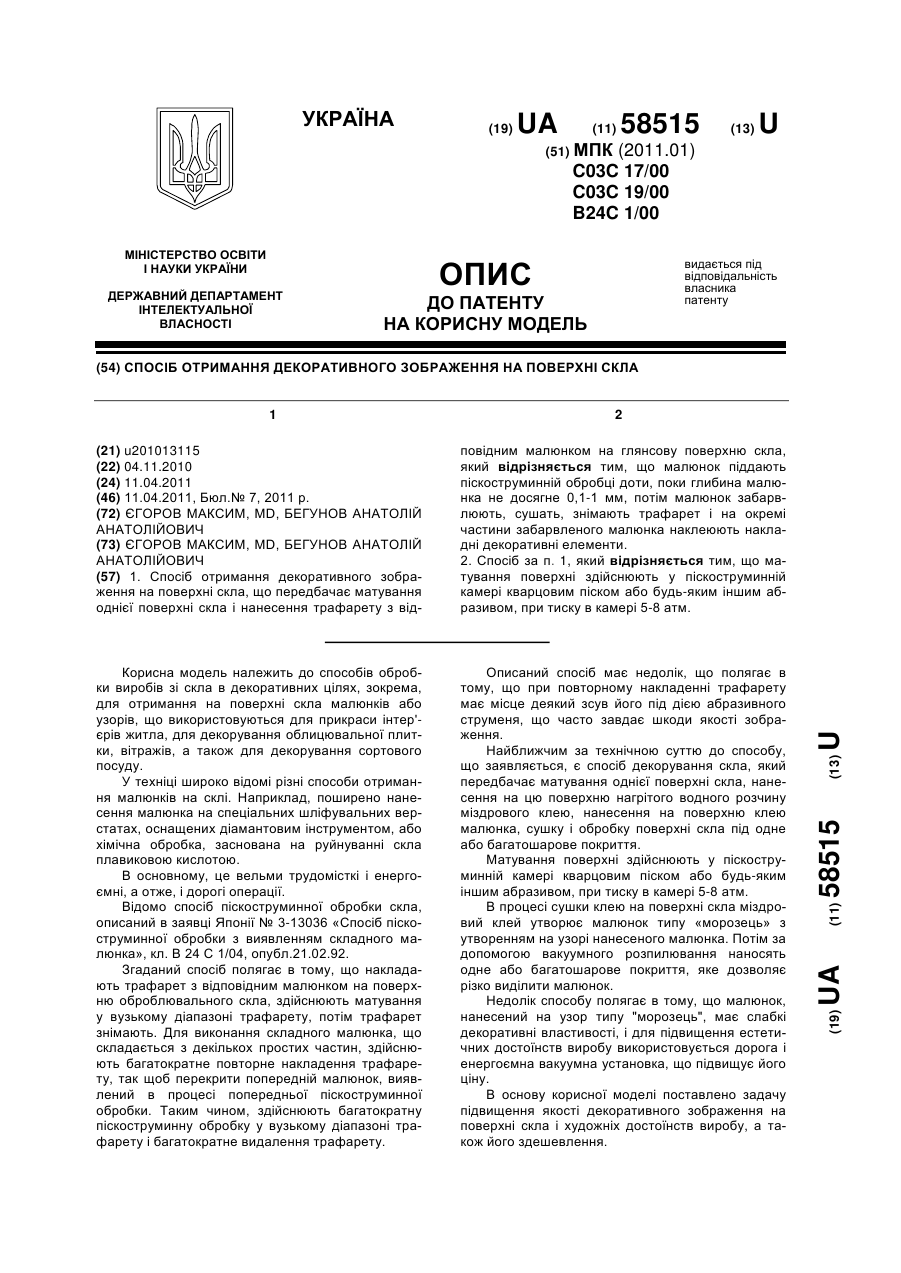
1. Спосіб отримання декоративного зображення на поверхні скла, що передбачає матування однієї поверхні скла і нанесення трафарету з відповідним малюнком на глянсову поверхню скла, який відрізняється тим, що малюнок піддають піскоструминній обробці доти, поки глибина малюнка не досягне 0,1-1 мм, потім малюнок забарвлюють, сушать, знімають трафарет і на окремі частини забарвленого малюнка наклеюють накладні декоративні елементи.2. Спосіб...
Спосіб виготовлення скловиробів
Номер патенту: 69294
Опубліковано: 16.08.2004
Автори: Родічев Юрій Михайлович, Євплов Юрій Миколайович, Маслов Володимир Петрович, Сарсембаєва Анна Зулхаїрівна
МПК: C03C 17/00
Мітки: скловиробів, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення скловиробів, який полягає в тому, що проводять розмірну механічну обробку листових заготовок, матують поверхню та наносять на поверхню малюнок, який відрізняється тим, що об'ємну фігуру, яку заплановано отримати, умовно розділяють на послідовні тонкі шари та виконують креслення або шаблони цих шарів, умовно нумерують ці шари, виконують розмірну обробку листового скла відповідно до креслень або шаблонів та надають отриманій...
Попередній патент: Азотна компресорна станція
Наступний патент: Спосіб збагачення залізорудної сировини
Випадковий патент: Асинхронний багатофазний двигун циліндричного або конусного виконання зі скошеними активними сторонами секцій обмотки статора та порожнистим ротором-бігуном