Пристрій для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі
Номер патенту: 87198
Опубліковано: 27.01.2014
Автори: Лозинський Орест Юліанович, Лозинський Андрій Орестович, Паранчук Роман Ярославович, Паранчук Ярослав Степанович


Формула / Реферат
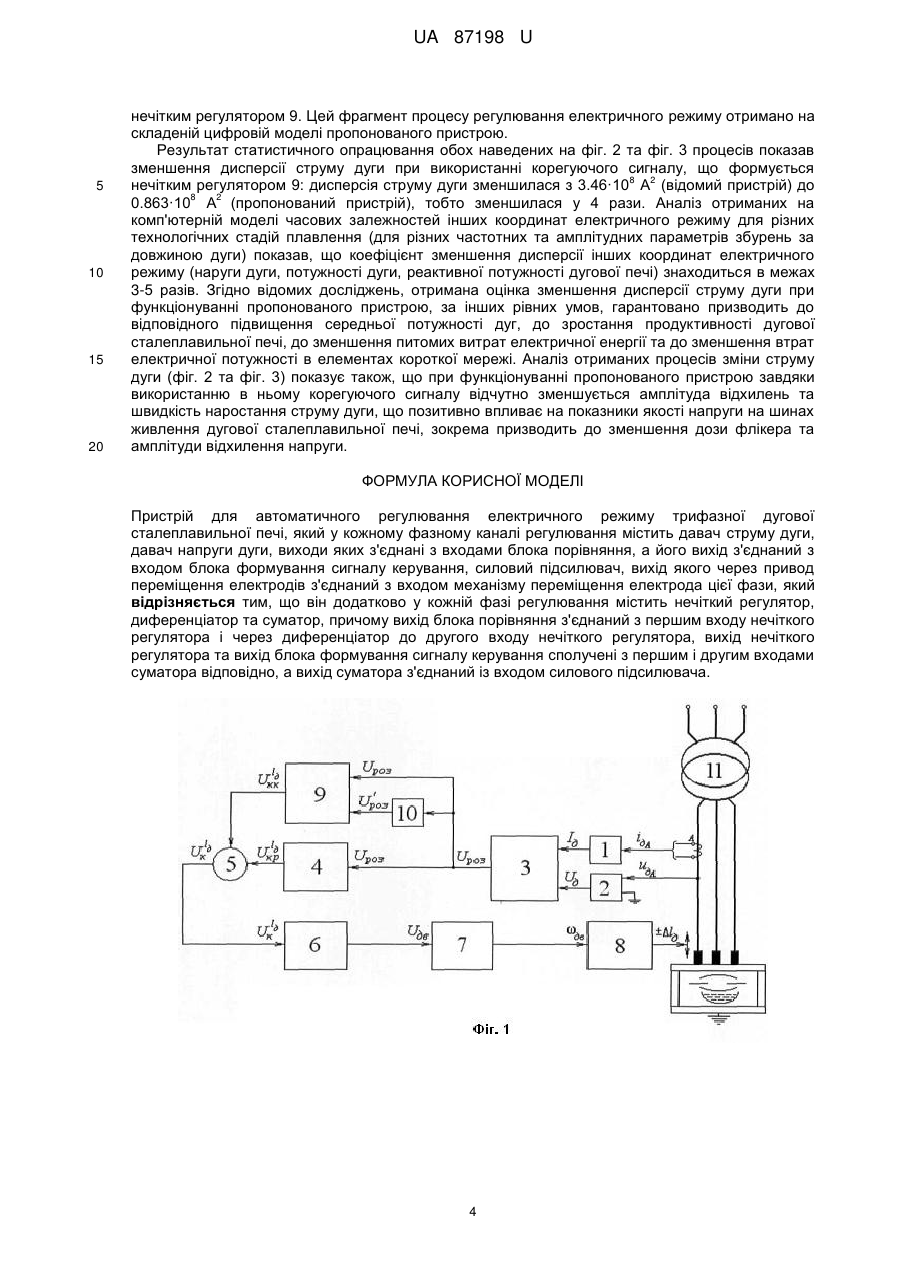
Пристрій для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі, який у кожному фазному каналі регулювання містить давач струму дуги, давач напруги дуги, виходи яких з'єднані з входами блока порівняння, а його вихід з'єднаний з входом блока формування сигналу керування, силовий підсилювач, вихід якого через привод переміщення електродів з'єднаний з входом механізму переміщення електрода цієї фази, який відрізняється тим, що він додатково у кожній фазі регулювання містить нечіткий регулятор, диференціатор та суматор, причому вихід блока порівняння з'єднаний з першим входу нечіткого регулятора і через диференціатор до другого входу нечіткого регулятора, вихід нечіткого регулятора та вихід блока формування сигналу керування сполучені з першим і другим входами суматора відповідно, а вихід суматора з'єднаний із входом силового підсилювача.
Текст
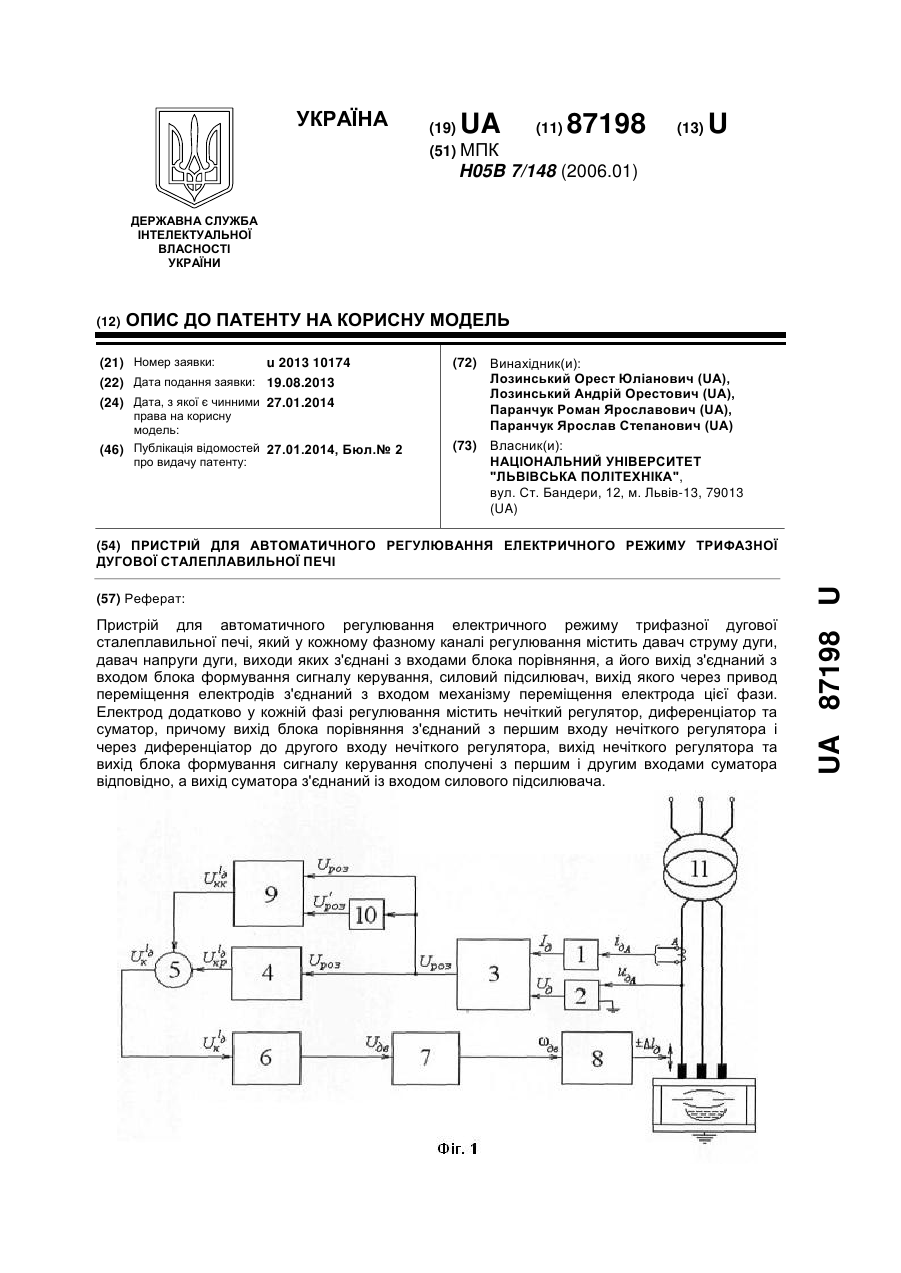
Реферат: Пристрій для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі, який у кожному фазному каналі регулювання містить давач струму дуги, давач напруги дуги, виходи яких з'єднані з входами блока порівняння, а його вихід з'єднаний з входом блока формування сигналу керування, силовий підсилювач, вихід якого через привод переміщення електродів з'єднаний з входом механізму переміщення електрода цієї фази. Електрод додатково у кожній фазі регулювання містить нечіткий регулятор, диференціатор та суматор, причому вихід блока порівняння з'єднаний з першим входу нечіткого регулятора і через диференціатор до другого входу нечіткого регулятора, вихід нечіткого регулятора та вихід блока формування сигналу керування сполучені з першим і другим входами суматора відповідно, а вихід суматора з'єднаний із входом силового підсилювача. UA 87198 U (54) ПРИСТРІЙ ДЛЯ АВТОМАТИЧНОГО РЕГУЛЮВАННЯ ЕЛЕКТРИЧНОГО РЕЖИМУ ТРИФАЗНОЇ ДУГОВОЇ СТАЛЕПЛАВИЛЬНОЇ ПЕЧІ UA 87198 U UA 87198 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електротехніки, зокрема до систем автоматичного регулювання електричного режиму дугових сталеплавильних печей трифазного струму і може бути використана при проектуванні нових та модернізації існуючих системи регулювання електричного режиму (регуляторів потужності дуг) дугових сталеплавильних печей трифазного струму. Із відомих пристроїв найближчим до пропонованого є пристрій для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі (Автоматическое управление электротермическими установками: Учебник для вузов / А.М.Кручинин, К.М. Махмудов, Ю.М. Миронов и др.; Под ред… А.Д. Свенчанского. - М.: Энергоатомиздат, 1990. 416 с, С.283), який у кожному фазному каналі регулювання містить давач струму дуги, давач напруги дуги, виходи яких з'єднані з входами блока порівняння, силовий підсилювач, вихід якого через привод переміщення електродів з'єднаний з входом механізму переміщення електроду цієї фази. Однак при роботі цього пристрою має місце відносно висока дисперсія координат електричного режиму, зокрема напруг, струмів, потужностей дуг, що негативно впливає на показники електротехнологічної ефективності, зокрема мають місце значні питомі витрати електроенергії, значна потужність електричних втрат в елементах короткої мережі, невисока потужність дуг. Крім цього, низька динамічна точність стабілізації координат електричного режиму, зокрема значна дисперсія струмів дуг, при роботі цього пристрою, спричинює негативний вплив на показники якості електроенергії у точці з’єднання печі до мережі живлення, зокрема спричинює значну дозу флікера, призводить до зростання амплітуди коливання та відхилення напруги електромережі у точці з’єднання дугової сталеплавильної печі, спричинює значні обсяги споживання реактивної потужності за плавку. В основу корисної моделі поставлена задача створення такого пристрою для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі, у якому завдяки введенню нового функціонального елемента, який оперативно формує корегуючий сигнал на переміщення електродів, що скерований на підвищення динамічної точності регулювання (стабілізації) довжин дуг, а, значить, і напруг, струмів, потужностей дуг, зменшувалася б їх дисперсія і, як наслідок, поліпшувалися б техніко-економічні показники та показники електротехнологічної ефективності плавлення сталей в дуговій сталеплавильній печі, зокрема підвищувалася б середня потужність дуг, підвищувалася б продуктивність дугової печі, зменшувалася б потужність електричних втрат в елементах короткої мережі, зменшувалися б питомі витрати електричної енергії, зменшувалися б споживання реактивної потужності, поліпшувалися б показники якості електроенергії на шинах живлення дугової сталеплавильної печі, зокрема знижувалася б доза флікеру тощо. Поставлена задача вирішується тим, що пристрій для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі, який у кожному фазному каналі регулювання містить давач струму дуги, давач напруги дуги, виходи яких з'єднані з входами блока порівняння, а його вихід з'єднаний з входом блока формування сигналу керування, силовий підсилювач, вихід якого через привод переміщення електродів з’єднаний до входу механізму переміщення електроду цієї фази, згідно з корисною моделлю, він додатково у кожній фазі регулювання містить нечіткий регулятор, диференціатор та суматор, причому вихід блока порівняння з’єднаний з першим входом нечіткого регулятора і через диференціатор з другим входом нечіткого регулятора, вихід нечіткого регулятора та вихід блока формування сигналу керування сполучені з першим і другим входами суматора відповідно, а вихід суматора з’єднаний входом силового підсилювача. Завдяки тому, що у пристрої для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі реалізовано формування корегуючого сигналу керування на виході нечіткого регулятора на основі сигналу розузгодження електричного режиму і його похідної та формування сигналу керування на переміщення електрода у кожній фазі як суми вихідного сигналу блока формування сигналу керування та додатково сформованого корегуючого сигналу, отримано можливість поліпшення показників якості динаміки відпрацювання відхилень електричного режиму від заданого, зокрема отримано можливість зменшення дисперсії координат електричного режиму (напруг, струмів, потужності дуг) і, як наслідок, представилася можливість отримувати комплексне поліпшення технікоекономічних показників та показників електротехнологічної ефективності плавлення сталей та сплавів в дуговій сталеплавильній печі, зокрема отримувати підвищення потужності дуг та зростання продуктивності дугової печі, досягати зменшення потужності електричних втрат в елементах короткої мережі та зменшення питомих витрат електричної енергії, отримувати зменшення реактивної потужності дугової сталеплавильної печі та досягати зменшення 1 UA 87198 U 5 10 15 20 25 дисперсії струмів дуг та зниження дисперсії потужності дуг, зменшення дисперсії реактивної потужності дугової сталеплавильної печі, поліпшувати показники якості електроенергії на шинах живлення дугової сталеплавильної печі тощо. На фіг. 1 представлено функціональну блок-схему пропонованого пристрою для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі для одного фазного каналу. На фіг. 2 представлено процеси зміни струму дуги при відпрацюванні випадкових відхилень електричного режиму від заданого відомим пристроєм. На фіг.3 представлено процеси зміни струму дуги при відпрацюванні випадкових відхилень електричного режиму від заданого пропонованим пристроєм для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі. На фіг. 1 позначено: 1 - давач струму дуги, 2 - давач напруги дуги, 3 - блок порівняння; 4 блок формування сигналу керування, 5 - суматор; 6 - силовий підсилювач, 7 - привід переміщення електрода; 8 - механізм переміщення електрода, 9 - нечіткий регулятор; 10 диференціатор. На фіг. 1 такою позначено також: 11 - пічний трансформатор. Пристрій для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі у кожному фазному каналі регулювання містить давач струму дуги 1, давач напруги дуги 2, виходи яких з’єднані до входів блока порівняння 3, вихід якого сполучений з входом блока формування сигналу керування 4, з першим входом нечіткого регулятора 9 та через диференціатор 10 з другим входом нечіткого регулятора 9, вихід блока формування сигналу керування 4 та вихід нечіткого регулятора 9 сполучені з першим та другим входами суматора 5 відповідно, вихід якого через силовий підсилювач 6 та привід переміщення електрода 7 сполучений з входом механізму переміщення електрода 8, входи давача струму дуги 1 та давача напруги дуги 2 з’єднані до вторинного кола відповідної фази пічного трансформатора 11. Пристрій для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі працює наступним чином. У розробленому пристрої поставлена мета досягається завдяки формуванню корегуючого сигналу Ulкк на виході нечіткого регулятора 9. Формується цей сигнал на основі математичної моделі системи нечіткого виводу, що реалізована у нечіткому регуляторі 9, у функції сигналу розузгодження електричного режиму 30 35 40 45 50 55 ' Uроз , та його похідної Uроз . Сигнал розузгодження Uроз за диференційного закону регулювання розраховується у блоці розузгодження 3 за виразом: Uроз U bI , (1) де та b - незмінні коефіцієнти, що задають усталений електричний режим; I , U - діючі значення струму та напруги дуги, що формуються на виходах давача струму дуги 1 та давача напруги дуги 2 відповідно. Заданому (усталеному) електричному режиму роботи дугової сталеплавильної печі відповідає нульове значення сигналу розузгодження Uроз ( t ) 0 . Цьому значенню відповідатимуть нульові значення сигналів на виході блока формування сигналу керування 4 Ulкр , силового підсилювача Uв 0 , привода переміщення електрода в 0 та механізму переміщення електрода l 0 , що відповідає заданій для поточної технологічної стадії плавлення довжині дуги I Iy cm, при цьому рух електродів відсутній. Але такий "ідеальний" усталений режим при горінні трифазної системи дуг у плавильному просторі дугової сталеплавильної печі реально не існує. При певній встановлюваній у блоці формування сигналу керування 4 зоні нечутливості за сигналом керування, близький до такого ідеалізованого усталеного режиму може спостерігатися усталений режим на останніх "спокійних" технологічних стадіях плавлення, зокрема на стадії рафінування розплаву, у яком відповідно до ширини зони нечутливості за відхиленням довжини дуги I I.y cm , і руху електродів теж не буде. Реально ж, у процесі розплавлювання шихти та доведення розплаву до необхідного хімічного складу та температури у дугових проміжках, силовому колі та системі автоматичного регулювання (регуляторі потужності дуг) безперервно діють (виникають) координатні та параметричні випадкові збурення нестаціонарного характеру з різними частотними та амплітудними характеристиками на різних стадіях плавлення, тому реально у процесі електросталеплавлення Uроз ( t ) 0 . Це призводить до неперервної роботи приводу переміщення електродів у реверсних пуско-гальмівних режимах і спричинюваних цим 2 UA 87198 U 5 10 15 20 відповідних неперервних рухів електродів. Задача полягає в оптимізації динаміки руху електродів у цих режимах, за якої мінімізується дисперсія координат електричного режиму, а довжина дуги стабілізується на рівні заданого (усталеного) значення з мінімальною динамічною середньоквадратичною похибкою регулювання. У пропонованому пристрої реалізацію оптимального закону руху електродів за критерієм мінімуму середньоквадратичної похибки регулювання електричного режиму та адаптацію цих рухів до дії випадкових параметричних збурень запропоновано реалізувати на основі методів теорії нечітких множин. Для цього у пропонованому пристрої використано та реалізовано динамічну корекцію сигналу керування на переміщення електрода на основі системи нечіткого виводу, що функціонує, наприклад, на основі нечіткого регулятора Такагі-Сугено-Канга. Сигнал динамічної корекції формується у функції зміни сигналу розузгодження Uроз (t ) та його похідної ' Uроз (t) . Модель синтезу корегуючого сигналу нечітким регулятором за критерієм мінімуму середньоквадратичної похибки регулювання координат електричного режиму проектується на основі експертних знань за відомими методиками і реалізується за результатом проведеного синтезу алгоритмічними та параметричними ступенями свободи системи нечіткого виводу (нечіткого регулятора) Такагі-Сугено-Канга. Спроектований нечіткий регулятор 9 реалізується на спеціалізованих цифрових чи універсальних мікропроцесорних пристроях. Вхідними лінгвістичними змінними нечіткого регулятора 9 у пропонованому пристрої є сигнал розузгодження Uроз (t ) , який неперервно у процесі плавлення розраховується за моделлю (1): Uроз ( t ) U ( t ) bI ( t ) , та його похідна dUроз (t ) чи прирости Uроз при дискретній і dt реалізації моделі нечіткого регулятора. Сигнал керування на переміщення електрода Ulк у пропонованому пристрої, що формується як алгебрична сума основного сигналу керування на 25 переміщення електрода Ulкp що знімається з виходу блока формування сигналу керування 4 (формується за моделлю синтезу сигналу керування відомого пристрою - типового регулятора потужності дуг), та додаткового корегуючого сигналу Ulкк , що формується у пропонованому пристрої на виході нечіткого регулятора 9. Підсумовування цих сигналів реалізується у суматорі 30 35 40 45 5 за виразом Ulк Ulкр Ulкк . Таким чином, основний економічний ефект від практичного використання корисної моделі досягається завдяки тому, що регулювання довжин дуг у процесі електросталеплавлення пропонованим пристроєм виконується з використанням корегуючого сигналу, дія якого скерована на оптимізацію процесу відпрацювання збурень електричного режиму за критерієм мінімуму середньоквадратичної похибки регулювання. Це дає змогу підвищити динамічну точність регулювання (якість стабілізації) координат електричного режиму, зокрема зменшити дисперсію напруг, струмів та потужностей дуг. Для підтвердження цього та отримання оцінки зменшення дисперсії координат електричного режиму при роботі пропонованого пристрою у порівнянні з відомим, були проведення порівняльні модельні дослідження на створених цифрових (комп'ютерних) моделях обох пристроїв. Для цього було створено цифрову модель типового регулятора потужності дуг типу АРДМ-Т-12 стосовно параметрів дугової сталеплавильної печі ДСП-200 (цифрова модель відомого пристрою). Виконано також проектування нечіткого регулятора Такагі-Сугено-Канга 9 і отримано його алгоритмічні та параметричні ступені свободи з метою неперервного синтезу на його основі в комп'ютерній моделі пропонованого пристрою корегуючого сигналу і реалізації на основі цього оптимального за критерієм мінімуму середньоквадратичної похибки регулювання координат електричного режиму процесу відпрацювання збурень, якому відповідає мінімуму дисперсії сигналу розузгодження DU min (мінімуму інтегрального відхилення електричного роз 50 режиму від заданого). На фіг. 2 показано фрагмент отриманої на цифровій моделі часової залежності процесу зміни струму дуги при роботі відомого пристрою - типового регулятора потужності дуг АРДМ-Т12 для параметрів дугової сталеплавильної печі ДСП-200, а на фіг. 3 - фрагмент часової залежності процесу зміни струму дуги при роботі пропонованого пристрою для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі, тобто фрагмент процесу регулювання з використанням корегуючого сигналу, що формується спроектованим 3 UA 87198 U 5 10 15 20 нечітким регулятором 9. Цей фрагмент процесу регулювання електричного режиму отримано на складеній цифровій моделі пропонованого пристрою. Результат статистичного опрацювання обох наведених на фіг. 2 та фіг. 3 процесів показав зменшення дисперсії струму дуги при використанні корегуючого сигналу, що формується 8 2 нечітким регулятором 9: дисперсія струму дуги зменшилася з 3.46·10 А (відомий пристрій) до 8 2 0.863·10 А (пропонований пристрій), тобто зменшилася у 4 рази. Аналіз отриманих на комп'ютерній моделі часових залежностей інших координат електричного режиму для різних технологічних стадій плавлення (для різних частотних та амплітудних параметрів збурень за довжиною дуги) показав, що коефіцієнт зменшення дисперсії інших координат електричного режиму (наруги дуги, потужності дуги, реактивної потужності дугової печі) знаходиться в межах 3-5 разів. Згідно відомих досліджень, отримана оцінка зменшення дисперсії струму дуги при функціонуванні пропонованого пристрою, за інших рівних умов, гарантовано призводить до відповідного підвищення середньої потужності дуг, до зростання продуктивності дугової сталеплавильної печі, до зменшення питомих витрат електричної енергії та до зменшення втрат електричної потужності в елементах короткої мережі. Аналіз отриманих процесів зміни струму дуги (фіг. 2 та фіг. 3) показує також, що при функціонуванні пропонованого пристрою завдяки використанню в ньому корегуючого сигналу відчутно зменшується амплітуда відхилень та швидкість наростання струму дуги, що позитивно впливає на показники якості напруги на шинах живлення дугової сталеплавильної печі, зокрема призводить до зменшення дози флікера та амплітуди відхилення напруги. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Пристрій для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі, який у кожному фазному каналі регулювання містить давач струму дуги, давач напруги дуги, виходи яких з'єднані з входами блока порівняння, а його вихід з'єднаний з входом блока формування сигналу керування, силовий підсилювач, вихід якого через привод переміщення електродів з'єднаний з входом механізму переміщення електрода цієї фази, який відрізняється тим, що він додатково у кожній фазі регулювання містить нечіткий регулятор, диференціатор та суматор, причому вихід блока порівняння з'єднаний з першим входу нечіткого регулятора і через диференціатор до другого входу нечіткого регулятора, вихід нечіткого регулятора та вихід блока формування сигналу керування сполучені з першим і другим входами суматора відповідно, а вихід суматора з'єднаний із входом силового підсилювача. 4 UA 87198 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюLozynskyi Orest Yulianovych, Lozynskyi Andrii Orestovych, Paranchuk Roman Yaroslavovych, Paranchuk Yaroslav Stepanovych
Автори російськоюЛозинский Орест Юлианович, Лозинский Андрей Орестович, Паранчук Роман Ярославович, Паранчук Ярослав Степанович
МПК / Мітки
МПК: H05B 7/148
Мітки: печі, дугової, пристрій, трифазної, режиму, електричного, автоматичного, регулювання, сталеплавильної
Код посилання
<a href="https://ua.patents.su/7-87198-pristrijj-dlya-avtomatichnogo-regulyuvannya-elektrichnogo-rezhimu-trifazno-dugovo-staleplavilno-pechi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного регулювання електричного режиму трифазної дугової сталеплавильної печі</a>
Спосіб автоматичного регулювання електричного режиму дугової сталеплавильної печі та пристрій для його реалізації
Номер патенту: 61549
Опубліковано: 17.11.2003
Автор: Циганаш Віктор Євграфович
МПК: G05F 1/00
Мітки: сталеплавильної, регулювання, режиму, автоматичного, дугової, електричного, пристрій, спосіб, печі, реалізації
Формула / Реферат:
1. Спосіб автоматичного регулювання електричного режиму дугової сталеплавильної печі, згідно з яким вимірюють струми та напруги дуг печі, перетворюють їх у сигнали, пропорційні вимірюваним параметрам, і подають сигнали на модель силового контуру печі, після чого вимірюють на моделі сигнали, порівнюють їх із заданими та при наявності неузгодженостей змінюють довжини дуг до усунення неузгодженостей, який відрізняється тим, що сигнали,...
Пристрій для автоматичного регулювання електричного режиму трифазної дугової електропечі
Номер патенту: 6810
Опубліковано: 29.12.1994
Автори: Сметанюк Ярослав Богданович, Паранчук Ярослав Степанович, Костинюк Лев Дмитрович, Лозинський Орест Юліанович, Ізаак Корнєй Іванович, Бабічев Алєксєй Константіновіч, Марущак Ярослав Юрієвич
МПК: H05B 7/148
Мітки: електропечі, дугової, трифазної, пристрій, режиму, регулювання, електричного, автоматичного
Формула / Реферат:
(57) Устройство для автоматического регулирования электрического режима трехфазной дуговой электропечи, содержащее в цепи управления каждой фазы датчик эффективного значения тока, блок задания уставки тока, датчик эффективного значения фазного напряжения и датчик эффективного значения напряжения дуги, блок сравнения, первый вход которого соединен с выходом датчика эффективного значения напряжения дуги, а выход соединен с задатчиком мощности...
Пристрій для регулювання електричного режиму дугової трифазної електропечі
Номер патенту: 67201
Опубліковано: 15.06.2004
Автори: Олексюк Володимир Аксентійович, Лозинський Орест Юліанович, Паранчук Ярослав Степанович
МПК: H05B 7/148
Мітки: регулювання, трифазної, електропечі, режиму, пристрій, дугової, електричного
Формула / Реферат:
Пристрій для регулювання електричного режиму дугової трифазної електропечі, що містить у колі регулювання кожної фази давач струму дуги, давач напруги дуги, виходи яких під'єднані до входів блока формування сигналу керування, вихід якого через підсилювач сполучений із входом механізму переміщення електрода, регулятор режимної координати, перший вхід якого сполучений з виходом задавача режимної координати, а вихід під'єднаний до входу блока...
Пристрій для адаптивного керування електричним режимом дугової сталеплавильної печі
Номер патенту: 103107
Опубліковано: 10.09.2013
Автори: Лозинський Орест Юліанович, Лозинський Андрій Орестович, Паранчук Ярослав Степанович, Паранчук Роман Ярославович
МПК: H05B 7/148
Мітки: керування, режимом, дугової, пристрій, печі, електричним, адаптивного, сталеплавильної
Формула / Реферат:
Пристрій для адаптивного керування електричним режимом дугової сталеплавильної печі, що містить у колі регулювання кожної фази датчик струму дуги та датчик напруги дуги, виходи яких приєднані до входів блока формування сигналу керування, вихід якого через підсилювач приєднаний до входу механізму переміщення електрода відповідної фази, регулятор струму дуги, вихід якого через блок регулювання індуктивного опору приєднаний до входу дроселя,...
Пристрій для регулювання електричного режиму дугової багатофазної електропечі
Номер патенту: 53074
Опубліковано: 15.01.2003
Автори: Лозинський Андрій Орестович, Паранчук Роман Ярославович, Паранчук Ярослав Степанович, Лозинський Орест Юліанович
МПК: H05B 7/148
Мітки: режиму, багатофазної, електропечі, дугової, електричного, регулювання, пристрій
Формула / Реферат:
Пристрій для регулювання електричного режиму дугової багатофазної електропечі, що містить у колі регулювання кожної фази давач напруги дуги, який своїм виходом під'єднаний до входу блока формування сигналу керування, а вихід останнього через підсилювач сполучений зі входом механізму переміщення електрода, регулятор струму дуги, перший вхід якого під'єднаний до виходу задавача струму дуги, а другий до виходу давача струму дуги, блок...
Попередній патент: Магнітна рідина для ущільнення
Наступний патент: Портативний пристрій для вимірювання каламутності природних вод
Випадковий патент: Сигналізатор наявності пилу