Спосіб виробництва розпушених тютюнових жилок

Формула / Реферат
1. Спосіб виробництва розпушених тютюнових жилок для різаного тютюнового наповнювача, який включає такі етапи:
надання вальцьованих тютюнових жилок з товщиною після вальцювання від 0,1 мм до 0,5 мм;
відволоження вальцьованих жилок;
розрізання відволожених тютюнових жилок;
просочування різаних тютюнових жилок рідким двоокисом вуглецю;
нагрівання просочених жилок для того, щоб викликати їх розпушення; та
повторне відволоження жилок після нагрівання.
2. Спосіб за п. 1, який відрізняється тим, що вальцьовані тютюнові жилки змішують з тютюновими листовими пластинками перед етапом відволоження, так що подальші етапи виконують із сумішшю тютюнових жилок і листових пластинок.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що під час етапу відволоження вміст вологи тютюнових жилок підвищують до щонайменше 12 % випарюваних речовин (o.v.).
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що під час етапу повторного відволоження вміст вологи тютюнових жилок підвищують до щонайменше 10 % випарюваних речовин.
5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що кожний з етапів відволоження та повторного відволоження включає контактування тютюну з парою, водою або сумішшю пари та води.
6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що просочування тютюнових жилок рідким двоокисом вуглецю здійснюють під вакуумом.
7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що під час етапу нагрівання тютюнові жилки нагрівають у струмені гарячого газу при температурі від 150 °С до 400 °С.
8. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що тютюнові жилки розпушують так, що заповнювальна здатність тютюнових жилок збільшується на щонайменше 20 %.
9. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що етап розрізання включає розрізання вальцьованих жилок із шириною розрізання від 0,3 мм до 1,3 мм.
10. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що додатково включає етап нанесення покривного розчину на вальцьовані зволожені жилки перед етапом розрізання.
11. Спосіб за п. 9, який відрізняється тим, що включає нанесення водного покривного розчину, який містить зволожувач.
12. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що включає такі додаткові етапи: видалення жилок із листя тютюну; розрізання жилок до середньої довжини від 15 мм до 80 мм; відволоження жилок для підвищення вмісту вологи; та вальцювання жилок до товщини від 0,1 мм до 0,5 мм, причому ці додаткові етапи виконують перед етапами за п. 1.
13. Спосіб за п. 12, який відрізняється тим, що відволоження жилок підвищує вміст вологи до 35 % випарюваних речовин або менше.
14. Спосіб виробництва різаного наповнювача, що містить розпушені тютюнові жилки, який включає: виробництво розпушених тютюнових жилок із застосуванням способу за будь-яким із попередніх пунктів; та змішування розпушених тютюнових жилок із листовими пластинками тютюну щонайменше одного типу, розпушеним тютюном або відновленим тютюном для виробництва різаного наповнювача.
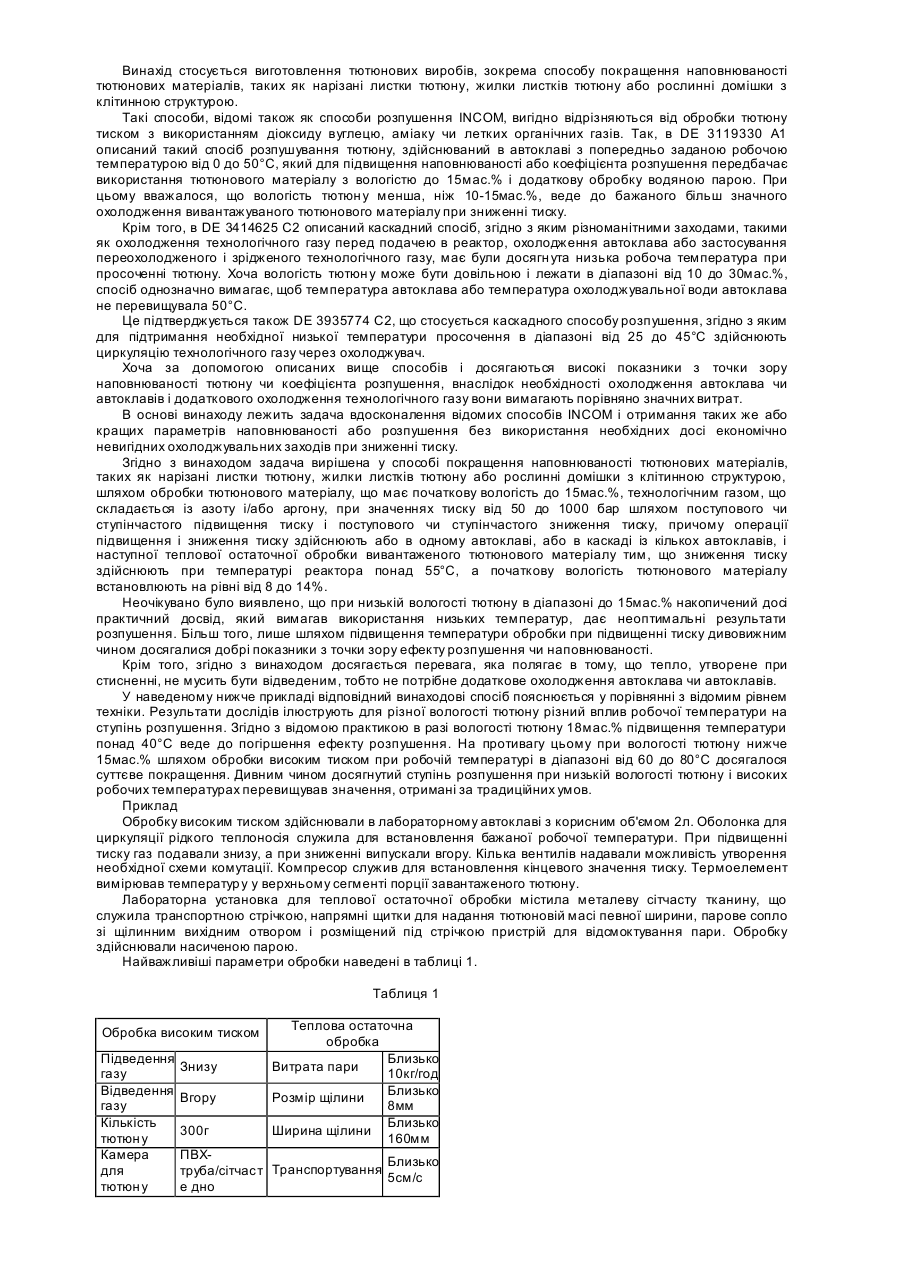
Текст
Реферат: Спосіб виробництва розпушених тютюнових жилок для тютюнового різаного наповнювача, який включає такі етапи: надання вальцьованих тютюнових жилок з товщиною після вальцювання від 0,1 мм до 0,5 мм; відволоження вальцьованих жилок для збільшення вмісту вологи; розрізання відволожених тютюнових жилок; просочування різаних тютюнових жилок рідким двоокисом вуглецю; нагрівання просочених жилок для того, щоб викликати розпушення; та повторне відволоження жилок після нагрівання для того, щоб збільшити вміст вологи. Вальцьовані тютюнові жилки можна змішувати з тютюновими листовими пластинками перед етапами обробки. UA 109562 C2 (12) UA 109562 C2 UA 109562 C2 5 10 15 20 25 30 35 40 45 50 55 Цей винахід має відношення до нового способу виробництва розпушених тютюнових жилок для використання у різаному тютюновому наповнювачі. Цей винахід також має відношення до виробництва різаного наповнювача, який включає в себе розпушені тютюнові жилки, вироблені із застосуванням такого способу. Як правило, різаний тютюновий наповнювач для курильних виробів виготовляють переважно з листових пластинок тютюнового листя, які відділяють від жилкової частини листя під час процесу тіпання. Жилкові частини тютюнової сировини, які залишаються після видалення та відділення листових пластинок, використовують рідко, і тому велику частку жилкових частин тютюнової сировини викидають у відходи. Для збільшення кількості жилкових частин тютюнової сировини, придатних для промислового використання, раніше було запропоновано оброблювати видалені тютюнові жилки, і після цього змішувати ці оброблені тютюнові жилки з листовими пластинками для утворення різаного наповнювача. Наприклад, відомий спосіб обробки тютюнових жилок включає зволожування жилок і подальше їх вальцювання для зменшення товщини. В ЕР-А-0,931,464 розкритий спосіб підготовки тютюнових жилок, призначених для використання у наповнювачі, в цьому способі тютюнові жилки сортують за діаметром із отриманням жилок множини сортів, й жилки кожного сорту піддають вальцюванню окремо, щоб досягти рівномірної товщини вальцьованої жилки, наприклад, 1,1 мм. Також раніше був запропонований ряд способів для розпушення тютюнових жилок зі зменшенням їх густини для того, щоб покращити характеристики горіння жилок. У відомому способі обробки розпушення тютюнових жилок здійснюють, як правило, шляхом відволоження жилок із застосуванням пари або води, та подальшим нагріванням жилок, яке в певних випадках здійснюють під тиском. Такі способи обробки пробували застосовувати з тютюнами різних типів, в тому числі, наприклад, тютюном Вірджинія, тютюном східного типу, або їх сумішшю. Якщо жилки піддані вальцюванню або розпушенню, то одержані оброблені жилки можна більш легко змішати з тютюновими листовими пластинками і включити до складу різаного наповнювача сигарети. Однак процес вальцювання жилок або розпушення жилок парою або водою, як правило, не впливає на смакові характеристики тютюнових жилок. Внаслідок цього тютюнові жилки можуть мати небажаний вплив на загальний смак головного струменя диму, який утворюється при спалюванні різаного наповнювача. Це, зокрема, стосується випадку з жилками листя тютюну Берлей. Було б бажаним надати удосконалений та більш ефективний спосіб розпушення тютюнових жилок для використання як прийнятний складник суміші різаного наповнювача у курильних виробах. Було б, зокрема, бажаним, якщо такий спосіб міг би значно підвищити заповнювальну здатність тютюнових жилок. Було б також бажаним, якщо цей спосіб розпушення можна було б здійснити з використанням відомих пристроїв, знижуючи тим самим вплив вартості на здійснення такого способу. За цим винаходом запропонований спосіб виробництва розпушених тютюнових жилок для різаного тютюнового наповнювача, причому цей спосіб включає в себе такі етапи: надання вальцьованих тютюнових жилок з товщиною після вальцювання від 0,1 мм до 0,5 мм; відволоження вальцьованих жилок для збільшення вмісту вологи; розрізання відволожених тютюнових жилок; просочування різаних тютюнових жилок рідким двоокисом вуглецю; нагрівання просочених жилок для того, щоб викликати їх розпушення; та повторне відволоження жилок після нагрівання для збільшення вмісту вологи. Способи за цим винаходом можна здійснити з тютюновими жилками будь-якого типу, в тому числі, але без обмеження ними, жилками тютюну Берлей, тютюну Вірджинія, тютюну східного типу або їх сумішшю. Термін "товщина" означає відстань між верхньою поверхнею, яка контактувала з вальцювальним пристроєм (як описано більш докладно нижче), та нижньою поверхнею, яка контактувала з вальцювальним пристроєм. Отже, товщина відповідає розміру тютюнових жилок, значення якого зменшують під час процесу вальцювання, та який є, як правило, по суті поперечним до напрямку переміщення тютюнових жилок крізь вальцювальний пристрій. Товщину після вальцювання окремої частинки тютюнової жилки можна точно виміряти під мікроскопом із застосуванням відомого вимірювального пристрою. Товщину після вальцювання окремої частинки тютюнової жилки вимірюють у точці вздовж напрямку розрізання, яка відповідає найбільшій площі поперечного перерізу. 1 UA 109562 C2 5 10 15 20 25 30 35 40 45 50 55 60 Несподівано було виявлено, що піддавання тютюнових жилок етапам обробки способу за цим винаходом має значний позитивний вплив як на смакові характеристики жилок, так і на заповнювальну здатність жилок. Як результат вальцювання та розпушення жилок із застосуванням рідкого двоокису вуглецю, тютюнові жилки мають покращені смакові характеристики та залишковий смак і виявляють більш привабливий смак та аромат. Розпушення жилок зменшує густину матеріалу жилок, так що стають оптимізованими характеристики горіння різаного наповнювача, який містить ці жилки. Позитивна дія способу за цим винаходом є особливо помітною для жилок тютюну типу Берлей. Як результат цієї позитивної дії на тютюнові жилки способу розпушення за цим винаходом, ці тютюнові жилки можна використовувати як прийнятний складник різаного наповнювача. Розпушені тютюнові жилки можна до того ж додавати у різаний наповнювач у значно більших пропорціях, ніж було можливо раніше, тим самим поліпшуючи використання тютюнової сировини. Застосування способу за цим винаходом також має позитивний вплив на навколишнє середовище завдяки зменшенню частини тютюнової сировини, яку викидали у відходи. Використання тютюнових жилок замість тютюнових листових пластинок в різаному наповнювачі є економічно ефективним, оскільки жилки листя тютюну, як правило, доступні за нижчою вартістю, ніж тютюнові листові пластинки. Тютюнові жилки за варіантом, якому віддається перевага, можна обробляти з використанням наявних пристроїв, які вже використовують для розпушення тютюнових листових пластинок. Це уможливлює раціональне та економічно ефективне здійснення способів за цим винаходом без необхідності в додаткових пристроях. Крім того, можна зменшити або виключити потребу в коштах, які в іншому випадку були б витрачені на утилізацію тютюнових жилок. Після здійснення розпушення жилок розпушені тютюнові жилки можна змішувати з тютюновими листовими пластинками або тютюновою сировиною інших типів. У цьому випадку різні складники різаного наповнювача оброблюють на окремих лініях обробки перед змішуванням цих складників. Однак у варіантах здійснення цього винаходу, яким віддається перевага, вальцьовані тютюнові жилки змішують із тютюновими листовими пластинками перед етапом відволоження, так що всі подальші етапи виконують із сумішшю тютюнових жилок і листових пластинок. Таким чином, тютюнові жилки можна, як правило, обробляти разом із тютюновими листовими пластинками, використовуючи ті ж самі етапи та режими обробки. Тютюнові листові пластинки можна виробляти з листя тютюну будь-якого типу, в тому числі, але без обмеження ними, тютюну типу Берлей, тютюну типу Вірджинія або тютюну східного типу. Тютюнові листові пластинки, вироблені з листя тютюну одного або більше типів, можна змішувати з тютюновими жилками. Ці один або більше типів тютюну, з листя якого виробляють листові пластинки, можуть бути однаковими або різними із типом тютюну, з листя якого виробляють тютюнові жилки. У подальшому описі способу за цим винаходом будь-які посилання на розпушення тютюнових жилок під час здійснення етапів способів за цим винаходом в рівній мірі застосовні до суміші тютюнових жилок та тютюнових листових пластинок, яку у певних варіантах здійснення виробляють перед етапом відволоження. Вальцьовані тютюнові жилки за варіантом, якому віддається перевага, змішують із розпушеними тютюновими листовими пластинками для виробництва тютюнової суміші, в якій жилки складають щонайменше 2 % (мас.), за варіантом, якому віддається більша перевага, жилки складають щонайменше 5 % (мас.), і за варіантом, якому віддається найбільша перевага, жилки складають щонайменше 10 % (мас.). Додавання тютюнових жилок при цих рівнях вмісту має практично нейтральний вплив на смак різаного наповнювача, до складу якого включена суміш розпушених складників. Завдяки покращеному смаку та характеристикам горіння розпушених тютюнових жилок розпушений різаний наповнювач може мати значно більший відносний вміст розпушених тютюнових жилок. Відволоження тютюнових жилок необхідно для підвищення вмісту вологи в тютюновій сировині. Це відволоження забезпечує досягнення того, що тютюнові жилки мають гнучкість, достатню для того, щоб їх можна було розрізати без пошкодження або ламання. Перед етапом відволоження тютюнові жилки, як правило, мають вміст вологи приблизно 10-11 % випарюваних речовин (о. ν.). Під час етапу відволоження вміст вологи в тютюнових жилках підвищують до щонайменше 12 % випарюваних речовин, а за варіантом, якому віддається більша перевага, до приблизно 20 % випарюваних речовин. Відповідний етап відволоження також можна виконувати для суміші тютюнових жилок і тютюнових листових пластинок. Вміст вологи у тютюнових жилках виражають в цьому описі як "відсоток випарюваних речовин", який визначають шляхом вимірювання відсотка ваги, втраченої тютюновими жилками внаслідок випарювання при сушінні цього матеріалу у сушильній шафі при температурі 103 °C 2 UA 109562 C2 5 10 15 20 25 30 35 40 45 50 55 протягом 100 хв. Із застосуванням цього методу вміст вологи у тютюнових жилках можна легко визначити на будь-якому етапі способу обробки. Аналогічним чином, повторне відволоження тютюнових жилок під час етапу повторного відволоження також необхідне для підвищення вмісту вологи у тютюновій сировині після нагрівання просочених тютюнових жилок, під час якого велика частка води, яка міститься у тютюнових жилках, як правило, випарюється. Після етапу нагрівання та перед етапом повторного відволоження тютюнові жилки за варіантом, якому віддається перевага, мають вміст вологи приблизно 3 % випарюваних речовин. Під час етапу повторного відволоження вміст вологи у тютюнових жилках підвищують до щонайменше 10 % випарюваних речовин. Відповідний етап повторного відволоження також можна виконувати щодо суміші тютюнових жилок і тютюнових листових пластинок. Етапи відволоження та повторного відволоження способу за цим винаходом можна здійснювати з використанням відомих способів і пристроїв. За варіантом, якому віддається перевага, кожний з етапів відволоження та повторного відволоження включає контактування тютюну з парою, водою або сумішшю пари та води. Наприклад, в одному з відомих процесів відволоження тютюн контактує із зустрічним струменем пари та води під час перемішування тютюну в обертальному циліндричному барабані. Альтернативно тютюнові жилки можна відволожувати або повторно відволожувати у вологій камері. Після описаного вище етапу відволоження вальцьовані тютюнові жилки на етапі розрізання розрізають з прийнятною шириною розрізання. Ширину розрізання можна регулювати у відповідності з бажаним варіантом використання суміші розпушеного тютюну. Наприклад, для різаного наповнювача, призначеного для використання у курильних виробах, зокрема, у тонких сигаретах, перевага може віддаватися меншій, більш тонкій, ширині розрізання, ніж для матеріала для виготовлення саморобних цигарок (самокруток) або трубкового тютюну. За варіантом, якому віддається перевага, ширина розрізання вальцьованих тютюнових жилок становить від 0,3 мм до 1,3 мм, а за варіантом, якому віддається більша перевага, - від 0,65 мм до 0,9 мм. Відповідний етап розрізання також можна виконувати щодо суміші тютюнових жилок і тютюнових листових пластинок. Термін "ширина розрізання" тютюнових жилок означає ширину жилки у напрямку, вздовж якого була розрізана тютюнова жилка. При розгляданні частинки жилки під мікроскопом в цілому можливо помітити напрямок, вздовж якого цю частинку жилки пропустили через різальний пристрій. Ширина розрізання відповідає відстані між двома боками частинки тютюнової жилки вздовж цього напрямку розрізання. Ширину розрізання окремої частинки тютюнової жилки можна точно виміряти під мікроскопом із застосуванням відомого вимірювального пристрою. Ширину розрізання окремої частинки тютюнової жилки вимірюють у точці вздовж напрямку розрізання, яка відповідає найбільшій площі поперечного перерізу. Якщо тютюнову жилку розрізали у двох напрямках, то ширина розрізання для цілей цього винаходу відповідає найбільшому з виміряних значень ширини розрізання у цих двох напрямках. Після розрізання тютюнові жилки просочують рідким двоокисом вуглецю при високому тиску до 30 бар (3 МПа) у прийнятному вмістищі для просочення. За варіантом, якому віддається перевага, вмістище для просочення є герметично закритим, і повітря видаляють із цього вмістища, перед тим як у вмістище подають рідкий двоокис вуглецю. Таким чином, етап просочення способів за цим винаходом здійснюють під вакуумом. За варіантом, якому віддається перевага, рідкий двоокис вуглецю утримують при температурі приблизно -55 °C, і подають у вмістище для просочення під тиском. Це здійснюють для оптимізації проникнення рідкого двоокису вуглецю у клітинну структуру тютюнових жилок, де він утворює з вологою всередині клітин гідрати. Відповідний етап просочення також можна виконувати щодо суміші тютюнових жилок і тютюнових листових пластинок. Після етапу просочення решту вільного рідкого двоокису вуглецю відводять і повертають у вихідний стан. У вмістищі для просочення скидають тиск, і рідкий двоокис вуглецю у клітинній структурі перетворюється у сухий лід та заморожує тютюн при температурі -79 °C, яка являє собою температуру сублімації двоокису вуглецю. Заморожені тютюнові жилки нагрівають для того, щоб викликати випаровування двоокису вуглецю всередині тютюнового матеріалу. Випаровування двоокису вуглецю призводить до розширення внутрішніх клітин тютюнових жилок, в результаті чого тютюнові жилки розпушуються. За варіантом, якому віддається перевага, етап нагрівання здійснюють шляхом контактування заморожених просочених тютюнових жилок зі струменем гарячого газу, переважно зі струменем гарячого повітря та пари, температура якого за варіантом, якому віддається перевага, становить від 150 °C до 400 °C. 3 UA 109562 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відповідний етап розпушення також можна виконувати щодо суміші тютюнових жилок і тютюнових листових пластинок. Під час етапу розпушення згадані тютюнові жилки переважно розпушують так, щоб збільшити заповнювальну здатність тютюнового матеріалу на щонайменше 50 %, а за варіантом, якому віддається більша перевага, - на щонайменше 100 %. Термін "заповнювальна здатність" тютюнового матеріалу характеризує об'єм простору, зайнятий заданою вагою або масою матеріалу. Чим більшою є заповнювальна здатність тютюнового матеріалу, тим менша вага матеріалу є необхідною для заповнення тютюнового прутка стандартних розмірів. Процес розпушення значно збільшує об'єм маси тютюнових жилок та зменшує густину тютюнової сировини. Зменшенню густини тютюнових жилок віддається особлива перевага, оскільки воно робить жилки більш придатними та прийнятними для включення до складу різаного наповнювача. Певні способи за цим винаходом, яким віддається перевага, додатково включають етап нанесення покривного розчину на вальцьовані зволожені жилки перед етапами розрізання та розпушення. Покривний розчин можна наносити з використанням будь-яких прийнятних способів, які включають, наприклад, оббризкування. Покривний розчин за варіантом, якому віддається перевага, являє собою водний розчин, який містить зволожувач, такий як гліцерин. Способи за цим винаходом, які включають описані вище етапи, можна здійснювати з попередньо вальцьованими жилками, які піддавали вальцюванню автономно у попередньому процесі вальцювання до потрібної товщини від 0,1 мм до 0,5 мм. Наприклад, вальцювання може здійснюватися на окремому підприємстві з обробки або стрипсування листя, так що вихідний матеріал описаного вище процесу обробки являє собою попередньо вальцьовані жилки. Однак певні варіанти здійснення цього винаходу можуть включати процес вальцювання як частину процесу виробництва різаного наповнювача, так що вальцювання здійснюють на тому самому підприємстві або виробничих потужностях, що і решту етапів обробки. Після цього вальцьовані жилки можна направити безпосередньо на лінію виробництва різаного наповнювача. Такі способи за цим винаходом, крім того, включають такі додаткові етапи: відволоження жилок для підвищення вмісту вологи; та вальцювання жилок до товщини від 0,1 мм до 0,5 мм. Якщо вихідна сировина являє собою тютюнові жилки, які вже були відділені від решти тютюнового листя, то ці додаткові етапи можна здійснювати перед описаними вище етапами відволоження та розпушення. Однак спосіб за цим винаходом може додатково включати етап тіпання, так що вихідна сировина процесу обробки являє собою необроблене тютюнове листя. У цьому випадку згаданий спосіб, крім того, включає такі додаткові етапи: видалення жилок із тютюнового листя; та розрізання жилок до середньої довжини від 15 мм до 80 мм, причому ці етапи здійснюють перед відволоженням та вальцюванням жилок, як описано вище. Жилки можна видаляти з тютюнового листя з використанням відомого процесу тіпання. Жилки можна ламати або різати в тіпальній машині, або на окремому етапі, який призначений для зменшення довжини частин жилок, для того, щоб оптимізувати процес вальцювання. Відволоження жилок перед вальцюванням необхідно для того, щоб підвищити вміст вологи, так щоб жилки були достатньо гнучкими для їх вальцювання без ламання або пошкодження жилок. Перед етапом відволоження тютюнові жилки, як правило, мають вміст вологи приблизно 17-20 % випарюваних речовин. На етапі відволоження за варіантом, якому віддається перевага, вміст вологи підвищують до 35 % випарюваних речовин або менше, а за варіантом, якому віддається більша перевага, - до 30 % випарюваних речовин або менше. У певних випадках вміст вологи 25-28 % випарюваних речовин може бути достатнім для запобігання пошкодженню жилок під час вальцювання. Відволоження жилок за варіантом, якому віддається перевага, здійснюють шляхом контактування жилок з водою, парою або сумішшю води та пари. За варіантом, якому віддається перевага, жилки залишають замочуватися на певний період часу для того, щоб уможливити проникнення вологи у внутрішню структуру жилок. Після етапів відволоження тютюнові жилки піддають вальцюванню із застосуванням відомого одноетапного або двоетапного процесу вальцювання для того, щоб зменшити товщину жилок до 0,1-0,5 мм. Товщину вальцьованих жилок зменшують до рівня, наближеного до товщини тютюнових листових пластинок. За варіантом, якому віддається перевага, тютюнові жилки піддають вальцюванню до товщини від 0,2 мм до 0,3 мм. Отже, тютюнові жилки піддають вальцюванню до товщини, яка є меншою, ніж звичайна товщина для різаних вальцьованих тютюнових жилок. Внаслідок вальцювання жилок до товщини від 0,1 мм до 0,5 мм принаймні частково пошкоджується клітинна структура жилок. Зокрема, принаймні частково пошкоджується 4 UA 109562 C2 5 10 15 20 25 30 35 40 45 50 55 60 епідерміс клітин тютюнових жилок. Пошкодження клітинної структури тютюнових жилок явно видно при розгляданні вальцьованих тютюнових жилок під мікроскопом. Крім того, завдяки іншій структурі жилок порівняно з жилками перед розпушуванням, буде візуально видно, що вальцьовані тютюнові жилки були розпушені. Якщо тютюнові жилки піддавали обробці із застосуванням способів за цим винаходом, то це буде зрозумілим як через товщину цих жилок після вальцювання, так і через наявність ознак розпушення тютюнових жилок. Як зазначалося вище, розпушені тютюнові жилки призначені для використання як складник різаного наповнювача. За цим винаходом також запропонований спосіб виробництва різаного наповнювача, який містить розпушені тютюнові жилки, цей спосіб включає: розпушення тютюнових жилок із застосуванням способу за цим винаходом, як описано вище; та змішування розпушених тютюнових жилок із листовими пластинками тютюну щонайменше одного іншого типу, розпушеним тютюном або відновленим тютюном для створення різаного наповнювача. Листовими пластинками тютюну іншого типу можуть бути, наприклад, листові пластинки тютюну східного типу, листові пластинки тютюну Вірджинія або їх суміші. Розпушений та відновлений тютюн, якщо вони присутні у різаному наповнювачі, можуть бути виготовлені з тютюну будьякого прийнятного типу з використанням відомих пристроїв та способів. Змішування розпушених тютюнових жилок з тютюновою сировиною інших типів здійснюють, як правило, після етапу повторного відволоження, так що змішування являє собою завершальний етап у виробництві різаного наповнювача. Цей винахід також пропонує відповідний спосіб виробництва різаного наповнювача із суміші розпушених жилок і розпушених листових пластинок. За варіантом, якому віддається перевага, суміш розпушеного тютюну складає приблизно 1227 % (мас.) різаного наповнювача, причому розпушені тютюнові жилки складають від щонайменше 2 % (мас.), а за варіантом, якому віддається більша перевага, від щонайменше 5 % (мас.) до 100 % (мас.) суміші, а решту суміші складають розпушені тютюнові листові пластинки. Отже, розпушені тютюнові жилки, вироблені із застосуванням способу за цим винаходом, складають від приблизно 0,3 % (мас.) до 27 % (мас.) різаного наповнювача. Різані наповнювачі, які містять розпушені тютюнові жилки, вироблені із застосуванням способів за цим винаходом, можуть бути включені в різні курильні вироби. Наприклад, різаний наповнювач можна використовувати у тютюновому прутку спалимого курильного виробу, такого як сигарета з фільтром, сигарила або сигара.Альтернативно різаний наповнювач можна використовувати для надання тютюнового аерозолетвірного субстрату в курильному виробі, принцип дії якого грунтується на дистиляції, або в електронагрівній курильній системі. Альтернативно різаний наповнювач можна використовувати як матеріал для виготовлення саморобних цигарок (самокруток), або сипкий тютюновий матеріал, призначений, наприклад, для використання у курильній трубці. Курильні вироби, які включають в себе різаний наповнювач, який містить розпушені тютюнові жилки, вироблені із застосуванням способів за цим винаходом, можуть бути упаковані у вмістища, наприклад, у вмістища, які створені з однієї або більше зігнутих пласких заготовок. До прийнятних вмістищ належать, але без обмеження ними, вмістища з відкидною кришкою та вмістища з висувною частиною та футляром. Нижче цей винахід буде описаний тільки у вигляді прикладу. Приклад Спосіб за цим винаходом здійснюють із сумішшю попередньо вальцьованих жилок тютюну типу Берлей та попередньо вальцьованих тютюнових жилок димового сушіння, які вже були відділені від решти тютюнового листя та вальцьовані до товщини 0,2 мм. Вальцьовані тютюнові жилки змішують із сумішшю листових пластинок тютюну типу Берлей та тютюну типу Брайт для утворення тютюнової суміші перед подальшими етапами обробки. Вальцьовані тютюнові жилки складають приблизно 5 % (мас.) тютюнової суміші. Слід врахувати, що змішування тютюнових жилок з листовими пластинками є факультативним, і в альтернативних прикладах здійснення тютюнові жилки можна обробляти у той самий спосіб без тютюнових листових пластинок. На етапі відволоження тютюнову суміш розміщують у циліндричному барабані, який обертають для того, щоб безперервно переміщувати тютюнові жилки та листові пластинки. Зустрічні струмені пари та води пропускають крізь циліндр так, щоб вони контактували із тютюновою сумішшю, доки вміст вологи вальцьованих тютюнових жилок не досягне приблизно 20 % випарюваних речовин. Після цього зволожену тютюнову суміш оббризкують покривним розчином гліцерину у воді. Покривний розчин додатково включає в себе гліцерин, який діє як зволожувач. Після цього тютюнову суміш розрізають зі стандартною шириною розрізання в 0,9 мм, і потім переміщують у вмістище для просочення. Із цього вмістища видаляють повітря, та після цього у 5 UA 109562 C2 5 10 15 вмістище для просочення закачують під тиском рідкий двоокис вуглецю при температурі приблизно -55 °C. Тютюнову суміш просочують рідким двоокисом вуглецю протягом приблизно 2-3 хв. Після того як тютюнову суміш просочили рідким двоокисом вуглецю, який стає твердим всередині тютюнового матеріалу, цю суміш переміщують у башту та швидко нагрівають гарячим газом при температурі приблизно 350 °C для того, щоб викликати приблизно 100 % розпушення тютюнової суміші. Згаданий газ являє собою суміш пари та повітря, яка на приблизно 80 % складається з пари. Після етапу нагрівання тютюнову суміш охолоджують і повторно відволожують, застосовуючи відволожувальну камеру, доки вміст вологи тютюнових жилок знову не досягне приблизно 12 % випарюваних речовин. Після цього суміш розпушеного тютюну змішують з іншою тютюновою сировиною, в тому числі нерозпушеними тютюновими листовими пластинками та відновленим тютюном, щоб створити суміш різаного наповнювача. Суміш розпушеного тютюну складає до 25 % (мас.) від загальної маси різаного наповнювача. Слід врахувати, що рівні вологості, товщина вальцьованих жилок, ширина розрізання, відносний вміст тютюнових жилок та інші параметри процесу розпушення можуть бути змінені, як описано вище, в залежності від потрібних властивостей та очікуваного застосування готового різаного наповнювача. 20 ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 1. Спосіб виробництва розпушених тютюнових жилок для різаного тютюнового наповнювача, який включає такі етапи: надання вальцьованих тютюнових жилок з товщиною після вальцювання від 0,1 мм до 0,5 мм; відволоження вальцьованих жилок; розрізання відволожених тютюнових жилок; просочування різаних тютюнових жилок рідким двоокисом вуглецю; нагрівання просочених жилок для того, щоб викликати їх розпушення; та повторне відволоження жилок після нагрівання. 2. Спосіб за п. 1, який відрізняється тим, що вальцьовані тютюнові жилки змішують з тютюновими листовими пластинками перед етапом відволоження, так що подальші етапи виконують із сумішшю тютюнових жилок і листових пластинок. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що під час етапу відволоження вміст вологи тютюнових жилок підвищують до щонайменше 12 % випарюваних речовин (o. v.). 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що під час етапу повторного відволоження вміст вологи тютюнових жилок підвищують до щонайменше 10 % випарюваних речовин. 5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що кожний з етапів відволоження та повторного відволоження включає контактування тютюну з парою, водою або сумішшю пари та води. 6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що просочування тютюнових жилок рідким двоокисом вуглецю здійснюють під вакуумом. 7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що під час етапу нагрівання тютюнові жилки нагрівають у струмені гарячого газу при температурі від 150 °С до 400 °С. 8. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що тютюнові жилки розпушують так, що заповнювальна здатність тютюнових жилок збільшується на щонайменше 20 %. 9. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що етап розрізання включає розрізання вальцьованих жилок із шириною розрізання від 0,3 мм до 1,3 мм. 10. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що додатково включає етап нанесення покривного розчину на вальцьовані зволожені жилки перед етапом розрізання. 11. Спосіб за п. 9, який відрізняється тим, що включає нанесення водного покривного розчину, який містить зволожувач. 12. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що включає такі додаткові етапи: видалення жилок із листя тютюну; розрізання жилок до середньої довжини від 15 мм до 80 мм; відволоження жилок для підвищення вмісту вологи; та вальцювання жилок до товщини від 0,1 мм до 0,5 мм, причому ці додаткові етапи виконують перед етапами за п. 1. 6 UA 109562 C2 5 13. Спосіб за п. 12, який відрізняється тим, що відволоження жилок підвищує вміст вологи до 35 % випарюваних речовин або менше. 14. Спосіб виробництва різаного наповнювача, що містить розпушені тютюнові жилки, який включає: виробництво розпушених тютюнових жилок із застосуванням способу за будь-яким із попередніх пунктів; та змішування розпушених тютюнових жилок із листовими пластинками тютюну щонайменше одного типу, розпушеним тютюном або відновленим тютюном для виробництва різаного наповнювача. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod producing expanded tobacco stems
Автори англійськоюHoffmann, Harald
Автори російськоюГоффманн Гаральд
МПК / Мітки
Мітки: спосіб, тютюнових, розпушених, жилок, виробництва
Код посилання
<a href="https://ua.patents.su/9-109562-sposib-virobnictva-rozpushenikh-tyutyunovikh-zhilok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва розпушених тютюнових жилок</a>
Спосіб обробки жилок тютюну типу берлей
Номер патенту: 109465
Опубліковано: 25.08.2015
Автор: Гоффманн Гаральд
Мітки: жилок, берлей, тютюну, спосіб, типу, обробки
Формула / Реферат:
1. Спосіб обробки жилок тютюну типу Берлей, призначених для використання у різаному тютюновому наповнювачі, який включає такі етапи:надання вальцьованих жилок тютюну типу Берлей з товщиною після вальцювання від 0,1 мм до 0,5 мм;відволоження вальцьованих жилок;нанесення покривного розчину на вальцьовані відволожені жилки;нагрівання вальцьованих жилок з нанесеним покривним розчином;повторне відволоження жилок...
Спосіб покращення наповнюваності тютюнових матеріалів
Номер патенту: 72316
Опубліковано: 15.02.2005
Автори: Цін Клаус-Дітер, Фляйшхауер Хольгер, Бурместер Ульріх, Пінеманн Томас
МПК: A24B 3/00
Мітки: покращення, спосіб, тютюнових, матеріалів, наповнюваності
Формула / Реферат:
1. Спосіб покращення наповнюваності тютюнових матеріалів, таких як нарізані листки тютюну, жилки листків тютюну або рослинні домішки з клітинною структурою шляхом обробки тютюнового матеріалу, що має початкову вологість до 15 мас.%, технологічним газом, що складається із азоту і/або аргону при значеннях тиску від 50 до 1 000 бар шляхом поступового чи ступінчастого підвищення тиску з наступним поступовим чи ступінчастим зниженням тиску,...
Пачка для тютюнових виробів
Номер патенту: 33316
Опубліковано: 10.06.2008
Автор: Білявський Олексій Максимович
МПК: B65D 85/08
Мітки: пачка, виробів, тютюнових
Формула / Реферат:
1. Пачка для тютюнових виробів, що містить кришку, шарнірно з'єднану з корпусом, причому і кришка, і корпус, кожний має передню, задню і пару бічних стінок, при цьому кришка має верхню стінку, віддалену від корпусу, який має нижню стінку, віддалену від кришки, а вказане шарнірне з'єднання утворене згином між задньою стінкою кришки і задньою стінкою корпусу і по суті смуга шарнірного з'єднання паралельна верхньому і нижньому краям упаковки,...
Спосіб обробки тютюнових листків при виготовленні різаного тютюну та пристрій для його здійснення
Номер патенту: 42770
Опубліковано: 15.11.2001
Автори: Вайсс Арно, Шпаллек Бернд, Метцнер Вольфганг
Мітки: пристрій, листків, тютюнових, обробки, здійснення, спосіб, різаного, виготовленні, тютюну
Формула / Реферат:
1. Способ обработки табачных листьев при изготовлении резаного табака для курительных изделий, в котором жилки и листовой материал табачного листа подвергают отволаживанию, резке и сушке отдельно друг от друга, отличающийся тем, что подвергнутые отволаживанию, нераскатанные и нарезанные жилки смешивают с подвергнутым отволаживанию и нарезанным листовым материалом, и что затем нарезанные жилки и нарезанный листовой материал подвергают...
Спосіб та пристрій для формування та пакування окремих формованих тютюнових виробів
Номер патенту: 106770
Опубліковано: 10.10.2014
Автори: Керрол Ендрю Натан, Блек Шеннон, Холленд Томмі К.
МПК: B65B 1/38, B65B 63/00, B65B 1/36, B65B 25/00
Мітки: формування, тютюнових, формованих, окремих, пристрій, виробів, пакування, спосіб
Формула / Реферат:
1. Спосіб виготовлення упакованих порційних тютюнових виробів, який включає:вміщення зволоженого бездимного тютюнового матеріалу у групу із заздалегідь вибраної кількості порожнин прес-форми, причому орієнтація порожнин дозволяє виштовхування заздалегідь вибраної кількості окремих формованих тютюнових виробів в один контейнер; таодночасне виштовхування заздалегідь вибраної кількості окремих формованих тютюнових виробів з групи...
Попередній патент: Спосіб спільного одержання бензину з низьким октановим числом та бензину з високим октановим числом
Наступний патент: Вмістище з відкидною кришкою, яке має герметичне ущільнення
Випадковий патент: Спосіб та пристрій для взаємної аутентифікації