Спосіб виготовлення абразивних виробів з покриттям
Номер патенту: 83545
Опубліковано: 25.07.2008
Автори: Свей Гво, Неворет Даміен, Вей Пол, Янг Венліанг Патрік
Формула / Реферат
1. Спосіб виготовлення абразивного виробу з покриттям, що включає:
перемішування зв'язуючої суміші з абразивними зернами з утворенням абразивної суспензії, причому зв'язуюча суміш містить суміш першого й другого компонентів зв'язуючого, де перший компонент зв'язуючого є отверджуваним випромінюванням, а другий компонент зв'язуючого є термічно отверджуваним і містить порошок, що слугує для модифікації реологічних властивостей абразивної суспензії;
покриття основи абразивною суспензією з утворенням проміжного виробу з покриттям, що містить абразивний шар;
опромінення проміжного виробу з покриттям, щоб провести отвердження першого компонента зв'язуючого;
і термічну обробку проміжного виробу з покриттям, щоб провести отвердження другого компонента зв'язуючого.
2. Спосіб за п.1, у якому другий компонент зв'язуючого складається головним чином з порошку.
3. Спосіб за п.1, у якому нанесення покриття й опромінення здійснюють у безперервному процесі.
4. Спосіб за п.3, у якому термічну обробку здійснюють у безперервному процесі.
5. Спосіб за п.3, у якому безперервний процес являє собою процес намотування проміжного виробу з покриттям на котушку, причому основу поступально переміщають під час щонайменше операцій нанесення покриття й опромінення.
6. Спосіб за п.3, у якому нанесення покриття здійснюють із використанням інструмента для нанесення малюнка абразивної дисперсії на основу.
7. Спосіб за п.6, у якому інструмент має повторюваний полігональний малюнок, що залишає опуклий полігональний малюнок поверхневих деталей на основі.
8. Спосіб за п.3, у якому термічну обробку проводять в автономному режимі, причому проміжний виріб з покриттям перебуває в намотаному вигляді, при цьому виконують його об'ємне нагрівання для здійснення отвердження другого компонента зв'язуючого.
9. Спосіб за п.1, у якому нанесення покриття здійснюють таким чином, що абразивний шар має малюнок, причому абразивний виріб з покриттям являє собою структурований абразивний виріб.
10. Спосіб за п.9, у якому малюнок містить опуклі поверхневі деталі.
11. Спосіб за п.10, у якому опуклі поверхневі деталі утворюють сполучений малюнок.
12. Спосіб за п.10, у якому опуклі поверхневі деталі являють собою окремі виступи.
13. Спосіб за п.1, у якому перший компонент зв'язуючого являє собою УФ випромінюванням отверджуваний зв'язуючий компонент.
14. Спосіб за п.13, у якому УФ випромінюванням отверджуваний зв'язуючий компонент вибирають із групи, у яку входять акрилат і метакрилат, олігомери і мономери, у тому числі епоксидні акрилати, аліфатичні уретанові акрилати, ароматичні уретанові акрилати, поліефірні акрилати, акрилати ароматичної кислоти, епоксидні метакрилати, метакрилати ароматичної кислоти, і моно-, ди-, три-, тетра- і пентафункціональні акрилати і метакрилати.
15. Спосіб за п.1, у якому другий компонент зв'язуючого містить термореактивний полімер.
16. Спосіб за п.15, у якому термореактивний полімер вибирають із групи, у яку входять епоксидна смола, уретанова смола, феноло-альдегідний полімер, сечовина/формальдегід, меламін/формальдегід, акрилова смола, поліефір, а також їхні суміші.
17. Спосіб за п.1, у якому перший компонент зв'язуючого є отверджуваним за допомогою щонайменше одного з видів випромінювання, вибраного із групи, у яку входять УФ випромінювання, мікрохвильове випромінювання і випромінювання електронного пучка.
18. Спосіб за п.1, у якому перший компонент зв'язуючого містить суміш УФ випромінюванням отверджуваних зв'язуючих сполук.
19. Спосіб за п.1, у якому абразивні зерна містять щонайменше один матеріал, вибраний із групи, у яку входять оксид алюмінію, діоксид цирконію, карбід кремнію, гранат, алмаз, кубічний нітрид бору, а також їхні комбінації.
20. Спосіб за п.19, у якому абразивні зерна містять альфа-оксид алюмінію.
21. Спосіб за п.1, у якому зв'язуюча суміш додатково містить модифікатор.
22. Спосіб за п.21, у якому абразивні зерна обробляють модифікатором раніше перемішування із зв'язуючою сумішшю.
23. Спосіб за п.21, у якому модифікатор містить органосилан або органотитанат.
24. Спосіб за п.23, у якому модифікатор містить аміносилан або метакрилоксисилан.
25. Спосіб за п.1, у якому основа містить компонент, вибраний із групи, у яку входять полімерні плівки, целюлозні матеріали й тканини.
26. Спосіб за п.25, у якому целюлозні матеріали являють собою папір, тканини являють собою бавовну, а поліефірні основи містять полімерні насичуючі речовини.
27. Спосіб за п.1, у якому перший компонент зв'язуючого є моноотверджуваним і другий компонент зв'язуючого також є моноотверджуваним.
Текст
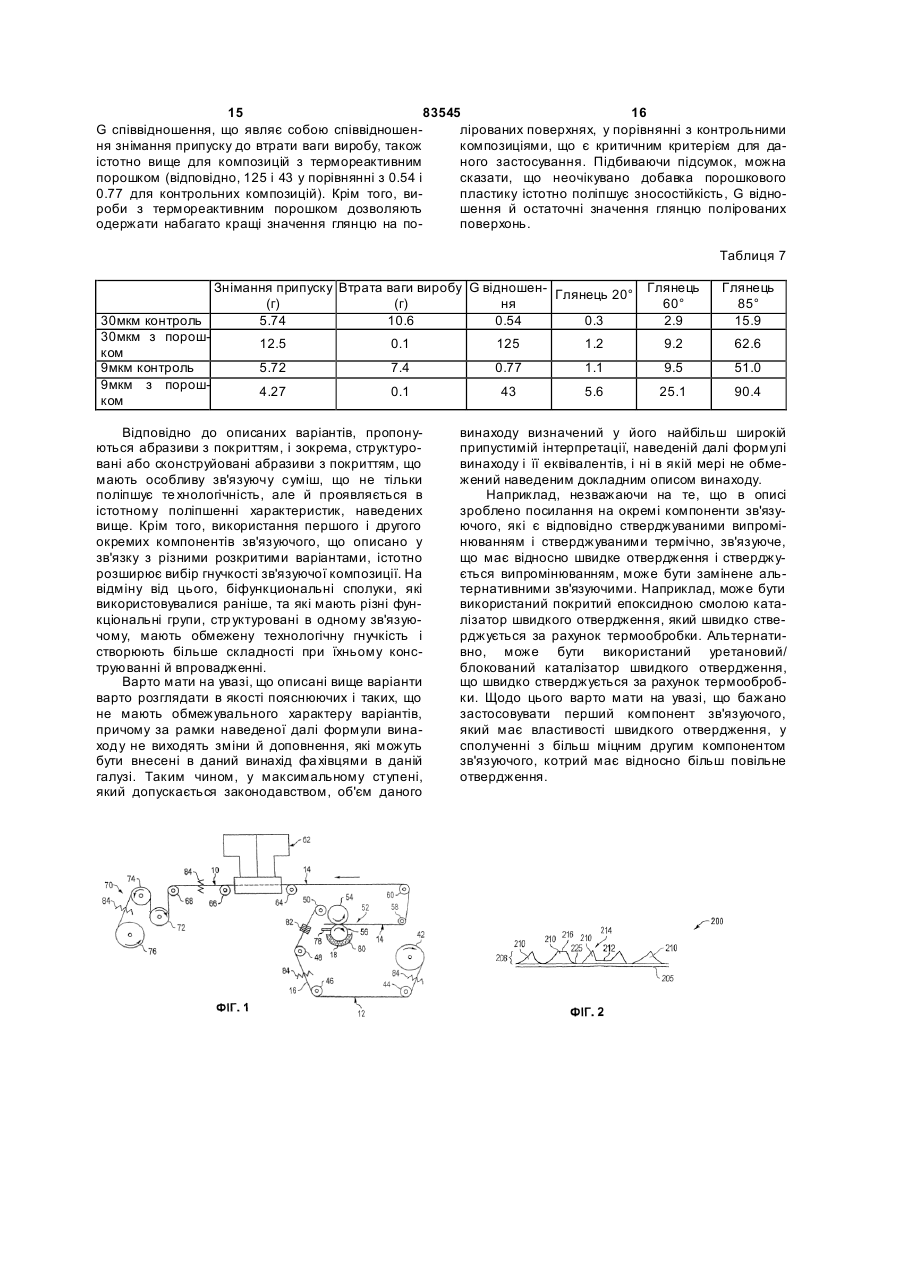
1. Спосіб виготовлення абразивного виробу з покриттям, що включає: перемішування зв'язуючої суміші з абразивними зернами з утворенням абразивної суспензії, причому зв'язуюча суміш містить суміш першого й другого компонентів зв'язуючого, де перший компонент зв'язуючого є отверджуваним випромінюванням, а другий компонент зв'язуючого є термічно отверджуваним і містить порошок, що слугує для модифікації реологічних властивостей абразивної суспензії; покриття основи абразивною суспензією з утворенням проміжного виробу з покриттям, що містить абразивний шар; опромінення проміжного виробу з покриттям, щоб провести отвердження першого компонента зв'язуючого; і термічну обробку проміжного виробу з покриттям, щоб провести отвердження другого компонента зв'язуючого. 2. Спосіб за п.1, у якому другий компонент зв'язуючого складається головним чином з 3. Спосіб порошку. за п.1, у якому нанесення покриття й опромінення здійснюють у безперервному процесі. 4. Спосіб за п.3, у якому термічну обробку здійснюють у безперервному процесі. 5. Спосіб за п.3, у якому безперервний процес являє собою процес намотування проміжного виробу з покриттям на котушк у, причому основу поступально переміщають під час щонайменше операцій нанесення покриття й опромінення. 6. Спосіб за п.3, у якому нанесення покриття здійснюють із використанням інструмента для нанесення малюнка абразивної дисперсії на основу. 2 (19) 1 3 83545 4 хвильове випромінювання і випромінювання елек23. Спосіб за п.21, у якому модифікатор містить тронного пучка. органосилан або органотитанат. 18. Спосіб за п.1, у якому перший компонент зв'я24. Спосіб за п.23, у якому модифікатор містить зуючого містить суміш УФ випромінюванням отвеаміносилан або метакрилоксисилан. рджуваних зв'язуючи х сполук. 25. Спосіб за п.1, у якому основа містить компо19. Спосіб за п.1, у якому абразивні зерна містять нент, вибраний із групи, у яку входять полімерні щонайменше один матеріал, вибраний із групи, у плівки, целюлозні матеріали й тканини. яку входять оксид алюмінію, діоксид цирконію, 26. Спосіб за п.25, у якому целюлозні матеріали карбід кремнію, гранат, алмаз, кубічний нітрид боявляють собою папір, тканини являють собою бару, а також їхні комбінації. вовну, а поліефірні основи містять полімерні наси20. Спосіб за п.19, у якому абразивні зерна містять чуючі речовини. альфа-оксид алюмінію. 27. Спосіб за п.1, у якому перший компонент зв'я21. Спосіб за п.1, у якому зв'язуюча суміш додатзуючого є моноотверджуваним і другий компонент ково містить модифікатор. зв'язуючого також є моноотверджуваним. 22. Спосіб за п.21, у якому абразивні зерна обробляють модифікатором раніше перемішування із зв'язуючою сумішшю. Даний винахід у загальному має відношення до абразивних виробів з покриттям, а зокрема абразивних виробів з покриттям, в яких використовується зв'язуюча суміш такого складу, який має різні можливості для отвердження, і способів їхнього виготовлення. Абразивні вироби з покриттям головним чином містять основу або підложку, яка слугує у якості розмірно стабільного компонента, на яку наносять шар, який містить абразив. У традиційних абразивах з покриттям, абразивні зерна абразивного шару зчеплені з підложкою за рахунок використання формуючого покриття, що являє собою зв'язуючу композицію для закріплення нанесених абразивних зерен. Найчастіше, після цього обробку продовжують осадженням розмірного покриття, яке надає конструктивну цілісність абразивному шару. У контексті обговорення традиційних абразивів з покриттям необхідно вказати, що в них абразивні зерна звичайно орієнтовані випадковим чином і утворюють досить однорідний шар. Раніше вже були розроблені сконструйовані або структуровані абразиви, які мають поліпшені характеристики в порівнянні із традиційними абразивними виробами з покриттям. Структуровані абразиви також звичайно мають підложку, однак абразивний шар наносять для того, щоб утворити попередньо скомпонований малюнок. Такі структуровані абразиви звичайно мають підвищені характеристики шліфування у порівнянні зі звичайними абразивними виробами, у тому числі забезпечують тривалу швидкість різання, високу якість обробки поверхні та тривалий термін служби. Як в традиційних абразивах з покриттям, так і в традиційних структурованих абразивах використовують зв'язуючі, які термічно стверджуються, щоб зчеплювати абразивний шар з підложкою або основою, а також щоб стабілізувати абразивні зерна. Однак, термічне отвердження має безліч недоліків, у тому числі, дуже часто, тривалий час отвердження, що призводить до небажаного зрушення положення абразивного зерна. Особливо, розглядаючи структуровані абразиви, необхідно вказати, що малюнок зерен може бути порушений під час реологічних змін зв'язуючої суміші в ході нагрівання та/чи в ході обробки структурованого абразиву, проведеної раніше, або в ході термообробки. Для усунення зазначених недоліків були запропоновані так звані системи зв'язуючого, яке стверджується випромінюванням, які переважно дозволяють досягти коротких циклів отвердження. Такі зв'язуючі, які стверджуються випромінюванням, містять як зв'язуючі, які стверджуються УФ, так і зв'язуючі, які стверджуються електронним пучком. Однак зв'язуючі, які стверджуються випромінюванням, також мають деякі недоліки. Наприклад, особливо у випадку абразивів на базі карбіду кремнію, глибина проникнення випромінювання є обмеженою. Крім того, наявність барвників у складі зв'язуючого також може обмежувати проникнення випромінювання, що призводить до неповного отвердження. Для поліпшення технологічних властивостей і робочих характеристик відомих абразивів з покриттям, і зокрема структурованих абразивів, у [патентах США №№5,863,306 і 5,833,724] запропоновані різноманітні абразиви з покриттям, виготовлені з використанням зв'язуючого такого складу, який комбінує компоненти, що стверджуються випромінюванням і стверджуються термічно. Під час обробки в'язкість модифікують за рахунок використання функціонального порошку, який додають у проміжний виріб з покриттям раніше отвердження. Функціональний порошок призначений для регулювання в'язкості проміжного виробу і для підтримання його конструктивної цілісності під час обробки, так що сконструйована форма виробу зберігається як до, так і під час отвердження. Незважаючи на те, що запропоновані рішення, прикладами яких є рішення за [патентами №№5,863,306 і 5,833,724], і забезпечують деякий прогрес у розвитку цієї області техніки, усе ще зберігається необхідність у створенні ще кращих абразивів з покриттям і способів їхнього виготовлення, які дозволяють організувати їх великосерійне виробництво. Відповідно до першого варіанту здійснення даного винаходу, пропонується абразивний виріб з 5 83545 6 покриттям, що містить основу й абразивний шар, ще, перший компонент зв'язуючого може бути моякий лежить на основі. Абразивний шар містить но-отверджуваним, а саме, таким, що стверджуабразивні зерна та зв'язуюче, яке є зв'язуючою ється тільки за рахунок опромінення, у той час як сумішшю, до складу якої входять перший і другий другий компонент зв'язуючого також може бути компоненти зв'язуючого, однорідно перемішані моно-отверджуваним, а саме, таким, що стверразом з абразивними зернами. Перший компонент джується тільки за допомогою термічної обробки. зв'язуючого звичайно є таким, що стверджується Якщо звернутися до особливостей зв'язуючої випромінюванням, а другий компонент зв'язуючого суміші, то варто мати на увазі, що, як уже було бажано знаходиться у порошковій формі і є таким, згадано вище, один з компонентів зв'язуючого защо стверджується термічно. звичай є таким, що стверджується випромінюванВідповідно до іншого варіанта здійснення даням, наприклад, стверджуваним УФ, стверджуваного винаходу пропонується спосіб виготовлення ним електронним пучком або стверджуваним за абразивного виробу з покриттям, що включає педопомогою мікрохвиль. Особливо корисна компоремішування зв'язуючої суміші з абразивними зерзиція УФ зв'язуючого містить компоненти , обрані нами для утворення абразивної дисперсії, причому із групи, в яку входять олігомери та мономери акзв'язуюча суміш містить суміш першого і другого рилату і метакрилату. Корисні олігомери містять компонентів зв'язуючого. Перший компонент в'яепоксидні акрилати, аліфатичні уретанові акрилазуючого є таким, що отверджується випромінюти, ароматичні уретанові акрилати, поліефірні акванням, а другий компонент зв'язуючого звичайно рилати, акрилати ароматичної кислоти, епоксидні присутній у вигляді порошку і є таким, що отверметакрилати і метакрилати ароматичної кислоти. джується термічно. Далі проводиться покриття Мономери включають моно-, ди-, три-, тетра-, і основи абразивною дисперсією для одержання пентафункціональні акрилати і метакрилати, такі проміжного виробу з покриттям, і проводять опеяк триметилопропан триакрилат, трис (2-гідрокси рації отвердження. Отвердження здійснюють за етил) ізоціанюрат триакрилат, трипропілен гліколь рахунок опромінення проміжного виробу з покритдиакрилат, гександіол диакрилат, октил акрилат і тям для того, щоб здійснити отвердження першого децил акрилат. Зв'язуюча суміш може містити іскомпоненту зв'язуючого, та за рахунок термічної тотні кількості мономерів акрилату, що містять З обробки проміжного виробу з покриттям для того, або більше акрилатних груп у молекулі. Типові щоб здійснити отвердження другого компоненту вироби, які випускаються серійно, як уже було згазв'язуючого. дано тут ви ще, містять триметилопропан триакриДаний винахід буде краще зрозумілим, а його лат (ТМРТА), а також пентаеритритол триакрилат численні об'єкти, характеристики та переваги бу(РЕТА). Відносні кількості ди- і три- функціональдуть зрозумілими для спеціалістів в даній галузі них акрилатів, а також олігомерів акрилатів з бішляхом посилання на супровідні креслення. льшою молекулярною вагою, можуть бути змінені На Фіг.1 показані базова схема розміщення та разом з іншими компонентами, щоб надати бажані послідовність технологічних операцій виготовленреологічні властивості для обробки та належну ня структурованого абразивного виробу з покритміцність і характеристики різання готового виробу тям відповідно до одного з варіантів даного винапісля ствердження. ходу. Крім того, для поліпшення зчеплення між зв'яНа Фіг.2 показаний поперековий переріз вирозкою і абразивними зернами можуть бути викорисбу відповідно до одного з варіантів даного винахотані модифікатори. Абразивні зерна обробляють ду. модифікатором раніше перемішування із На Фіг.3-5 показані види в перспективі декільзв’язуючою сумішшю. кох виробів у відповідності до різних варіантів даТипові модифікатори включають у себе органого винаходу. носілани, наприклад А-174 і А-1100, які можуть На всіх кресленнях аналогічні деталі мають бути закуплені на фірмі Osi Specialties, Inc., і оргаоднакові позиційні позначення. нотитанати та циркоалюмінати. Особлива група Відповідно до першого аспекту даного винахомодифікаторів містить аміно силани і метакрилокду пропонується абразивний виріб з покриттям, си силани. яке має основу та абразивний шар, що лежить на У дисперсію можуть бути введені наповнювачі, основі. Абразивний шар містить абразивні зерна щоб модифікувати реологію дисперсії, а також та зв'язуюче, утворене із зв'язуючої суміші. У відтвердість і міцність отверждених зв'язуючи х. Як повідності зі специфічним варіантом, зв'язуюча приклади корисних наповнювачів можна навести: суміш містить перший та другий компоненти зв'якарбонати металів, такі як карбонат кальцію і карзуючого, однорідно перемішані разом з абразивбонат натрію; діоксиди кремнію, такі як кварц, ними зернами. Зазвичай, перший компонент зв'яскляні кульки та скляні пухирці; силікати, такі як зуючого є таким, що стверджується тальк, глини, метасилікат кальцію; сульфати мевипромінюванням, а другий компонент зв'язуталів, такі як сульфат барію, сульфат кальцію і ючого є порошковим і таким, що стверджується сульфат алюмінію; оксиди металів, такі як оксид термічно. Кожний з першого і другого компонентів кальцію, оксид алюмінію (наприклад, у вигляді зв'язуючого може мати тільки єдиний шлях для беміту та/або псевдо-беміту); і тригідрат алюмінію. отвердження. Тобто кожний компонент зв'язуючого Дисперсія може містити шліфувальну добавку може бути моно-отверджуваним, так що тільки для підвищення ефективності шліфування й швидодна методологія отвердження може бути викорикості різання. Корисні шліфувальні добавки можуть стана для отвердження конкретного компоненту бути добавками на неорганічній основі, такими як зв'язуючого. Наприклад, як уже було згадано висолі галогенидів, наприклад, кріоліт натрію, тет 7 83545 8 рафторборат калію тощо, або добавками на оргабід кремнію, гранат, алмаз, кубічний нітрид бору, а нічній основі, такими як хлоровані парафіни, натакож їхні комбінації. В особливих варіантах викоприклад полівінілхлорид. Конкретний варіант здійристовують щільні абразивні зерна, які головним снення містить кріоліт і тетрафторборат калію з чином містять альфа оксид алюмінію. Абразивні розмірами часток у діапазоні від 1 до 80мкм, а печастки звичайно мають середній розмір у діапазоні реважно від 5 до 30мкм. Ваговий відсоток шліфувід 1 до 150мкм, а переважно від 1 до 80мкм. Звивальної добавки лежить у діапазоні від 0 до 50%, а чайно кількість присутнього абразиву становить переважно від 10 до 30%, у перерахуванні на вагу орієнтовно від 10 до 90%, також як орієнтовно від суміші (з ура хуванням абразивних компонентів). 30 до 80%, від ваги суміші. На додаток до зазначених вище утворюючих, Підкладка може бути утворена із гнучких, але можуть бути додані також і інші компоненти: звимеханічно стабільних матеріалів, у тому числі з чайно, фотоініціатор, такий як бензойний ефір, різних полімерних плівок, паперу та інших целюбензил кетал, α-алкокси ацетофенон, α-гідрокси лозних матеріалів, і тканин, у тому числі бавовняалкілфенон, α-аміно алкілфенон, ацил фосфен них і поліефірних, з різними насичуючими полімеоксид, бензофенон/амін, тиоксантон/амін, або інрними речовинами. Особливим типом підкладки ший генератор вільного радикалу; антистатики, або основи є плівка з поліетилентерефталата. Як такі як графіт, вуглецева сажа тощо; суспендуючі приклади інших полімерних плівок можна привести агенти, такі як плавлений кварц; агенти проти заполікарбонатні плівки. Підкладки можуть бути засалювання, такі як стеарат цинку; мастила, такі як ґрунтовані або попередньо оброблені, щоб підвипарафін; зволожувачі; барвники; модифікатори щити зчеплення між абразивним шаром і підкладв'язкості; диспергатори та протипінні добавки. кою. Деталі відносно стверджуваних Якщо звернутися до другого компонента зв'явипромінюванням зв'язуючих, добавок, які застозуючого, то варто мати на увазі, що в ньому мосовуються, підкладок і абразивних зерен можна жуть бути використані різні термічно стверджувані знайти в [патенті США No.5,014,468], який налеполімери. Незважаючи на те, що можуть бути вижить даному Заявнику і вміщений тут за посиланкористані як термопластичні, так і термореактивні ням. полімери, найчастіше термореактивні полімери є Звернемося тепер до особливого аспекту дакращими, беручи до уваги їхню стабільну природу, ного винаходу, причому наступний опис сфокусоособливо в контексті операцій різання або чистовано на структурованих абразивах, що звичайно вої обробки, у ході яких виділяється значна кільмають опуклий малюнок абразивного матеріалу, а кість теплоти. У відповідності зі специфічним варітакож на способах їхнього виготовлення. антом, другий компонент зв'язуючого звичайно На Фіг.1 показана базова послідовність техноскладається головним чином з порошку, чи є ціллогічних операцій для безперервного виготовленком порошковим. Звичайно порошок використовуня абразивного виробу 10 з покриттям, а зокрема, ють замість рідких термічно стверджуваних поліструктурованого або сконструйованого абразивномерів. Порошкова форма термічно стверджуваних го виробу з покриттям. У відповідності до неї підкомпонентів зв'язуючого є особливо бажаною, токладка 12 розмотують із рулону 42, закріпленого му що це дозволяє дуже просто вводити такі мана стрічкоподавальній установці. Стрічкоподаватеріали в технологічний процес утворення абразильна установка, відповідно до звичайної практики, вів з покриттям. Справді, використання має гальмо, щоб створювати бажаний опір розмопорошкового термічно стверджуваного компоненту туванню підкладка. Підкладка 12 проходить від зв'язуючого є особливо бажаним для створення зони розмотування навколо одного або декількох абразивних дисперсій, які використовують для відповідних валиків, позначених позиціями 44, 46, створення структурованих абразивів. Більше того, 48 і 50, і надходить у зону нанесення покриття, було виявлено, що використання термічно стверпозначену на загальному вигляді позицією 52, де джуваних компонентів в порошковій формі дозвовона проходить через проміжок (зазор), утворений ляє одержувати поліпшені абразивні властивості між валиком 54 і фігурним (з малюнком) валиком готового виробу, а також створювати абразивні 56, які обертаються у вказаних стрілками напрямдисперсії, які мають поліпшені характеристики ках. Фігурний валик являє собою один із прикладів обробки частково за рахунок щонайменше сприятінструменту для придания тривимірних структур, ливих змін у в'язкості дисперсій. Як приклади терщо може бути використаний відповідно до різних мічно стверджуваних полімерів можна навести варіантів здійснення даного винаходу. Підкладка епоксидні смоли, уретанові смоли, феноло12 з абразивним покриттям 14, нанесеним на неї, альдегидні полімери, сечовину/ формальдегід, проходить навколо одного або декількох валиків меламін/ формальдегід, акрилові смоли, поліефір58, 60 на ділянку 62 отвердження, обладнану джені смоли, вініл, а також їхні суміші, за умови, що релом випромінювання, таким як джерело електтакі смоли використовують скоріше у вигляді поронного пучка або джерело актинічного світла, рошку, а не у вигляді рідини. Варто мати на увазі, тобто джерело ультрафіолетового (УФ) випроміщо такі смоли є в наявності в будь-якому вигляді, нювання, для отвердження частини складу зв'язупричому бажаною для даного застосування є смоючої суміші. Ділянка 62 отвердження може додатла у вигляді порошку. ково мати термічне (теплове) джерело, Абразивні зерна можуть бути утворені у вирозташоване нижче за течією відносно УФ джерегляді будь-якої комбінації відомих абразивних зела, призначене для завершення отвердження вирен, у тому числі в тій, яка містить оксид алюмінію робу. Альтернативно, термічне джерело може бу(плавлений або спечений), діоксид цирконію, сути автономним (розташованим поза технологічною міші диоксиду цирконію з оксидом алюмінію, карлінією). Наприклад, після часткового отвердження 9 83545 10 з використанням тільки випромінювання, отримадна основа може бути покрита композицією абраний частково отверджений виріб може бути намозиву, і потім на неї може бути нанесений малюнок таний в рулон і у вигляді рулону спрямований в піч за рахунок контакту з інструментом для тиснення, для термічного отвердження (для проведення об'таким як штамп для тиснення або рифлений стаємного отвердження, тобто отвердження всього левий валик. об'єму рулону), або може бути пропущений через У відповідності зі специфічним варіантом здійінший процес перемотування з котушки на котушснення винаходу, в абразивній дисперсії або комку, який містить ділянку термічного отвердження позиції використовують термічно стверджуваний (для проведення лінійного або потокового отверполімер у вигляді порошку, об'єднаний з полімедження). Відповідно до одного з аспектів даного ром, який стверджується випромінюванням, разом винаходу, використання першого компоненту зв'яз абразивним компонентом і додатковими композуючого, яке дозволяє здійснювати швидке потонентами, як уже було згадано вище. Звичайно, кове отвердження, дає можливість проводити нарозмір часток термічно стверджуваного полімеру ступну стадію отвердження автономно, в операції може лежати в діапазоні від часток мікрона до об'ємного отвердження доти, доки зберігаються 500мкм. Зміна розміру часток може використовубажані структурні характеристики шару зв'язки. ватися як для модифікації реологічних властивосВалики 64, 66 спрямовують абразивний матетей покриття, так і кінцевих міцнісних властивосріал 10 з покриттям для переміщення в горизонтатей. Введення зв'язуючого полімеру у вигляді льному положенні через зону отвердження. Із зони порошку також дозволяє робити обробку суспензій отвердження, абразивний матеріал 10 з покриттям з низьким вмістом абразиву, наповнювача і шлінадходить поверх валика 68 у звичайний приймафуючої добавки, які можуть не оброблюватися, льний вузол, позначений на загальному виді позиякщо вони виготовлені зі зв'язуючим матеріалом цією 70, що містить валик 72, покритий гумою ватільки в рідкому стані. лик 74 і приймальний валик 76, що приводиться у Звернемося тепер до розгляду Фіг.2, на якій рух стисненим повітрям, на якому утворюється показаний поперечний перетин варіанту здійсненнамотаний рулон абразивного матеріалу з покритня структурованого абразиву. Зокрема, структуротям. ваний абразивний виріб 200 містить основу або Потужність випромінювання джерела актинічпідкладку 205, на яку зверху нанесений абразивного світла може бути забезпечена з використанний шар 208. Абразивний шар 208 містить, у попеням будь-якого придатного УФ джерела. Наприречному перетині, опуклі деталі 210. Профіль опуклад, відповідно до практики даного винаходу, клих деталей 210 може істотно варіювати залежно покриття опромінюють УФ випромінюванням, від планованого кінцевого використання. У показаотриманим за допомогою V, D, Н, або Н+ ламп, чи ному варіанті, деталі 210 мають нахил і трикутний їх комбінацій, з вихідною потужністю в діапазоні поперечний перетин, що завершується відносно від 100 Вт на дюйм ширини до 600 Вт на дюйм гострим піком 214, який утворює поверхню різанширини. ня, і/або який завершується плоскою ріжучою поМалюнок, утворений на підкладці за рахунок верхнею 216. Різні деталі можуть бути з'єднані контакту з фігурним валиком, може містити ізольоразом за рахунок матриці 212, яка лежить нижче, вані острівці суміші, або це може бути малюнок з або можуть бути відділені один від одного порожвиступів, розділених западинами. Малюнки звинечами в абразивному матеріалі, як це показано чайно призначені для того, щоб забезпечити абрана ділянці 225, на якій відкрито ділянку підкладки зивний виріб численними поверхнями шліфування, 205. Як можна бачити в перспективному зобрарівновіддаленими від підкладки, причому область женні, структурований абразив має в цілому пошліфуючої поверхні, збільшується при ерозії шару. вторюваний полігональний безперервний малюМіж поверхнями шліфування часто створюють нок. Варто мати на увазі, що деякі ділянки канали для циркуляції шліфуючих рідин і видаленмалюнка можуть бути розірвані, при цьому утвоня шліфувального шламу, утвореного за рахунок рюються тільки локалізовані малюнки із суміжними шліфування. опуклими деталями. Крім того, інструмент, який використовують Звернемося тепер до розгляду Фіг.3-5, на яких для нанесення малюнка і осадження абразивної показані різні варіанти структурованих абразивів. композиції, може бути нагрітий або охолоджений, На цих кресленнях показані графічні зображення щоб сприяти підвищенню в'язкості і зробити поведійсних РЕМ фотогра фій, де можна бачити, як рхню композиції пластичною, але не текучою. Одприклад, кілька різних геометричних малюнків. На нак нагрівання варто проводити так, щоб зв'язуюФіг.3 показані поверхневі деталі гексагональної юче не стверджувалось при контакті з форми, розташовані в упорядкованій решітці. На інструментом. За рахунок регулювання в'язкості Фіг.4 показані в цілому лінійні поверхневі деталі, полімерної композиції або поверхневого шару, що мають досить високий коефіцієнт форми, який малюнок головним чином зберігається під час визначається співвідношенням довжини поверхнествердження і обробки, наприклад, протягом орієвої деталі до наступного найбільшого розміру, у нтовно 30 секунд, а переважно щонайменше 60 даному випадку, до ширини. Коефіцієнти форми, секунд. що дорівнюють 10, 100 або навіть більше, є типоНезважаючи на те, що наведені вище варіанти вими. На Фіг.5 показана решітка квадратних повебули описані специфічно з посиланням на викорирхневих деталей (у горизонтальному перетині). стання фігурного валика, варто мати на увазі, що Можна бачити, що кожна поверхнева деталь утвоможуть бути використані й інші технології нанерює піраміду, що має чотири основні бічні поверхсення малюнка. У відносно простій формі, відповіні, що закінчуються піком. Виїмки між поверхневи 11 83545 12 ми деталями можуть бути повністю позбавлені вання кожної із заготівок, встановлювали наступні абразивного матеріалу, однак, у показаних варіанпараметри установки: тах, виїмки звичайно містять відносно більш тонку Встановлювали кут подаючого круга 5°. Встаділянку абразивного шару. новлювали паралельно один одному шпинделі Приклади подавального і контактного кругів. Робили заправПриклад 1: Безцентрове шліфування з охолоку (заточку) подавального і контактного кругів. дженням нержавіючої сталі Вироби, що перевіряПритирали нейлоновий люнет. Направники для ються: термореактивний порошок Novolac Varcum краю деталі регулювали так, щоб був належний 29-345 фірми OxyChem був доданий у композицію проміжок (зазор) між деталями. контрольних сконструйованих абразивів, щоб оціМетодика випробувань включає в себе навенити вплив термореактивного порошку, за умови дену далі послідовність операцій: дії термічного ствердження на склад зв'язуючого, Оброблювані деталі (заготівки) попередньо на характеристики безцентрового шліфування з ґрунтували, щоб видалити поверхневі дефекти. охолодженням. Модифікована і контрольна компоРеєстрували вагу кожної заготівки Встановлювали зиції були нанесені у вигляді покриття на поліефібажану подачу 0.006 дюйма установки й швидкість рну тканинну основу і оброблені в однакових умо53об./хв. подавального круга. Два барабани провах, щоб одержати сконструйовані абразивні пускали через установку. Це вважали за один провироби, причому обробка передбачає дію УФ вихід. Під час шлі фування розпорошували на абрапромінюванням у блоці Fusion UV. Виріб, що місзивну стрічку водяний охолоджувач, який містить тить порошок Novolac, було додатково термічно антикорозійну присадку. Реєстрували вагу кожної отверждено при температурі 250F протягом 3.5 заготівки, щоб обчислити вагу видаленого (знятогодин. Композиції наведені в Таблиці 1. го) металу. Вимірювали товщину і натяг абразивної стрічки. Після цього подачу збільшували додаТаблиця 1 тково на 0.006 дюйми, два додаткових барабани пропускали через установку, і знову реєстрували вагу заготівки, а також реєстрували товщин у і наКонтрольна З порошком Компонент тяг абразивної стрічки. Ці операції повторювали композиція Novolac доти, доки виріб не зношувався до основи. Ebecryl 3700 19.6 28 Результати випробування: Композиція з добаTMPTA 8.4 12 вкою порошку Novolac виявила підвищену зносоIrgacure819 1.2 1.7 стійкість у порівнянні з контрольною композицією. Varcum 29-345 17.1 Вона витримує 5 проходів у порівнянні з 4 прохоΑΤΗ 34.2 19.6 дами для контрольної композиції. Навіть при більш A1100 1.2 1.2 низькому вмісті зерна, ніж у контрольній композиP320 оксид алюмінію 35.4 20.4 ції, виріб з порошком Novolac (або з іншим аналоРазом 100 100 гічним порошком на базі фенол/формальдегіду) дозволяє забезпечити більш високе зняття припуПослідовність технологічних операцій для ску, ніж для контрольної композиції. Більше того, отримання наведених варіантів описана докладно співвідношення зріз/зношення для виробу з поров [патенті США No.5,863,306], вміщеному тут за шком Novolac істотно вище, ніж для контрольного посиланням. виробу. Розшифровка зазначених у Таблиці 1 композицій: Ebecryl 3700: епоксидний акрилат фірми Таблиця 2 UCB chemicals. TMPTA: триметилол триакрилат фірми UCB chemicals, Irgacure 819: фосфіноксидКонтрольна композиція ний фотоініціатор фірми Ciba-Geigy. Varcum 29Накопичений Зношення Співвідношення 345: порошок Novolac фірми OxyChem. ΑΤΗ: тригіПрохід зріз (г) (дюйм) зріз/ зношення дрохлорид алюмінію фірми ALCOA, з обробкою 1 8.77 0.007 125 поверхні за допомогою А1100. А1100: аміно силан 2 19.49 0.010 195 фірми Osi. 3 32.91 0.014 235 Установка для випробувань: Установка ACME 4 46.32 0.016 289 Model 47 з постійною подачею, що являє собою 5 зношена до підкладки установку для безцентрового шліфування з абраЗ порошком Novolac зивною стрічкою, була використана у всіх випробуваннях. Установка містить чотири основних вуз1 9.91 0.007 142 ли, а саме, подавальний круг, ніж люнета, 2 21.24 0.010 212 контактний круг і абразивну стрічку. 3 35.13 0.012 293 Оброблюваний матеріал: Був використаний 4 50.83 0.015 339 набір з 20 циліндричних заготівок із нержавіючої 5 63.09 0.016 394 сталі мірки 304, з початковими розмірами 1.5´10 дюймів. Приклад 2: Композитні наждакові круги. Методика випробувань: Вироби згинали й пеВироби, які випробовувалися: Були проведені ретворювали в абразивні стрічки розмірами 4"´54" випробування виробів із двома розмірами часток: для випробувань на установці для безцентрового 9мкм і 30мкм. Для кожного розміру часток були шліфування. Раніше проведення операції шліфуприготовані контрольна композиція зі зв'язуючим, який містив тільки УФ стверджуваний полімер, і 13 83545 14 модифікована композиція, яка містила термореакАкриловий термореактивний порошок 22.1 тивний порошок на базі акрилової смоли на дода30мкм оксид алюмінію 27.1 ток до УФ стверджуваного полімеру. Моди фіковаРазом 100.0 ну і контрольну композиції наносили у вигляді покриття на плівкову основу з поліетилентерефтаРозшифровка зазначених у Таблицях комполату й обробляли в тих самих умовах, щоб одерзицій: Ebecryl 3720: епоксидний акрилат фірми жати сконструйований абразивний виріб, який UCB chemicals. ТМРТА: триметилол триакрилат включає в себе вплив УФ випромінюванням у блофірми UCB chemicals. Irgacure 819: фотоініціатор з ці Fusion UV. Вироби, що містять термореактивний фосфін оксиду фірми Ciba-Geigy. BYK A501: пропорошок, були додатково термічно отверджені при типінна добавка фірми BYK Chemie. A1100: аміно температурі 250F протягом 4 годин. силан фірми Osi Акриловий термореактивний порошок: 158С121 фірми VEDOC powder coatings of Таблиця 3 Ferro. Оброблювані матеріали (заготівки): для ви9мкм контрольна композиція пробувань були використані 6"´24"´1/2" композитні панелі. Компонент суспензії Мас. % Устаткування: Випробування виробів провоТМРТА 15.6 дили на автоматичній установці для шліфування, Ebecryl 3720 6.7 що дозволяє робити випробування кругів для плоSR504 5.6 скошлифувальных верстатів з випадковим рухом. Irgacure819 1.2 Установка містить плоскошліфувальный блок з випадковим рухом фірми Dynabrade, закріплений А1100 1.2 на кронштейні, що робить зворотно-поступальний KBF4 31.4 рух із заданою довжиною ходу. Установка привоΑΤΗ 6.9 дить в обертання круг, опускає кронштейн, щоб 9мкм оксид алюмінію 31.4 ввести шлі фувальний блок у контакт із заготівкою, Разом 100.0 і переміщає шліфувальний блок вперед та назад по заготівці, із заданим тиском і протягом заданого Таблиця 4 проміжку часу, після чого відводить шліфувальний блок від заготівки. Потім проводять вимірювання 9мкм із термореактивним порошком заготівки. Використовують ваги для визначення її ваги; аналізатор поверхонь (профілограф) викориКомпонент суспензії Мас. % стовують для визначення якості обробки поверхні; ТМРТА 19.8 і глянцемір використовують для визначення глянEbecryl 3720 36.8 цю. BYKA501 0.1 Методика випробувань: Композитну панель Irgacure819 2.1 очищали й витирали насухо, після чого її зважуваА1100 2.1 ли й записували вагу. Встановлювали довжину Акриловий термореактивний порошок 32.1 ходу установки 20 дюймів і встановлювали спря9мкм оксид алюмінію 7.0 мовану вниз на абразивний круг силу 10 фунтів. Разом 100.0 Панель вводили в установку і установку включали на 1 хвилину. Поперекова швидкість шліфувальноТаблиця 5 го блоку по заготівці становила близько 20 футів у хвилину. Під час випробування на шліфування 30мкм контрольна композиція воду розпорошували на поверхні панелі з використанням пульверизатора. Після шліфування протяКомпонент суспензії Мас. % гом 1 хвилини, панель знімали з установки, проТМРТА 21.0 мивали водою й витирали насухо. Потім панель Ebecryl 3720 9.0 зважували й реєстрували втрати маси (втрати ваIrgacure819 1.2 ги). Аналізатор поверхонь використовували для А1100 1.2 реєстрації Ra, Ry і Rmax. Глянцемір використовували для реєстрації глянцю при 20, 60 і 85 градуKBF4 33.8 сах. Після цього панель знову поміщали в устано30мкм оксид алюмінію 33.8 вку, шлі фували протягом 1 хвилини, очищали й Разом 100.0 проводили виміри. Цю процедуру повторювали до появлення на панелі 12 хвилин шліфування. РеТаблиця 6 зультати випробувань: Зведення результатів випробувань наведені в 30мкм із термореактивним порошком Таблиці 7. Можна бачити, що композиції з термореактивним порошком мають істотно кращу зносоКомпонент суспензії Мас. % стійкість у порівнянні з контрольними композиціяТМРТА 11.6 ми. Втрати ваги обох композицій 9мкм і ЗОмкм із Ebecryl 3720 34.9 термореактивним порошком після 12 хвилин мокBYKA501 0.1 рого (з охолодженням) шліфування становили Irgacure819 2.2 всього тільки 0.1 грами в порівнянні з 7.4 і 10.6 А1100 2.0 грамами відповідно для контрольних композицій. 15 83545 16 G співвідношення, що являє собою співвідношенлірованих поверхнях, у порівнянні з контрольними ня знімання припуску до втрати ваги виробу, також композиціями, що є критичним критерієм для даістотно вище для композицій з термореактивним ного застосування. Підбиваючи підсумок, можна порошком (відповідно, 125 і 43 у порівнянні з 0.54 і сказати, що неочікувано добавка порошкового 0.77 для контрольних композицій). Крім того, випластику істотно поліпшує зносостійкість, G віднороби з термореактивним порошком дозволяють шення й остаточні значення глянцю полірованих одержати набагато кращі значення глянцю на поповерхонь. Таблиця 7 Знімання припуску Втрата ваги виробу G відношен- Глянець 20° (г) (г) ня 30мкм контроль 5.74 10.6 0.54 0.3 30мкм з порош12.5 0.1 125 1.2 ком 9мкм контроль 5.72 7.4 0.77 1.1 9мкм з порош4.27 0.1 43 5.6 ком Відповідно до описаних варіантів, пропонуються абразиви з покриттям, і зокрема, структуровані або сконструйовані абразиви з покриттям, що мають особливу зв'язуючу суміш, що не тільки поліпшує те хнологічність, але й проявляється в істотному поліпшенні характеристик, наведених вище. Крім того, використання першого і другого окремих компонентів зв'язуючого, що описано у зв'язку з різними розкритими варіантами, істотно розширює вибір гнучкості зв'язуючої композиції. На відміну від цього, біфункциональні сполуки, які використовувалися раніше, та які мають різні функціональні групи, стр уктуровані в одному зв'язуючому, мають обмежену технологічну гнучкість і створюють більше складності при їхньому конструюванні й впровадженні. Варто мати на увазі, що описані вище варіанти варто розглядати в якості пояснюючих і таких, що не мають обмежувального характеру варіантів, причому за рамки наведеної далі формули винаходу не виходять зміни й доповнення, які можуть бути внесені в даний винахід фа хівцями в даній галузі. Таким чином, у максимальному ступені, який допускається законодавством, об'єм даного Глянець 60° 2.9 Глянець 85° 15.9 9.2 62.6 9.5 51.0 25.1 90.4 винаходу визначений у його найбільш широкій припустимій інтерпретації, наведеній далі формулі винаходу і її еквівалентів, і ні в якій мері не обмежений наведеним докладним описом винаходу. Наприклад, незважаючи на те, що в описі зроблено посилання на окремі компоненти зв'язуючого, які є відповідно стверджуваними випромінюванням і стверджуваними термічно, зв'язуюче, що має відносно швидке отвердження і стверджується випромінюванням, може бути замінене альтернативними зв'язуючими. Наприклад, може бути використаний покритий епоксидною смолою каталізатор швидкого отвердження, який швидко стверджується за рахунок термообробки. Альтернативно, може бути використаний уретановий/ блокований каталізатор швидкого отвердження, що швидко стверджується за рахунок термообробки. Щодо цього варто мати на увазі, що бажано застосовувати перший компонент зв'язуючого, який має властивості швидкого отвердження, у сполученні з більш міцним другим компонентом зв'язуючого, котрий має відносно більш повільне отвердження. 17 Комп’ютерна в ерстка Т. Чепелева 83545 Підписне 18 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for forming coated abrasive products
Автори англійськоюSwei Gwo, Nevoret Damien, Yang Wenliang Patrick, Wei Paul
Назва патенту російськоюСпособ изготовления абразивных изделий с покрытием
Автори російськоюСвей Гво, Неворет Дамиен, Янг Венлианг Патрик, Вей Пол
МПК / Мітки
МПК: B24D 3/34, B24D 3/20, B24D 11/00
Мітки: виробів, покриттям, спосіб, абразивних, виготовлення
Код посилання
<a href="https://ua.patents.su/9-83545-sposib-vigotovlennya-abrazivnikh-virobiv-z-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивних виробів з покриттям</a>
Маса для виготовлення абразивних виробів
Номер патенту: 22433
Опубліковано: 03.03.1998
Автори: Вялков Миколай Іванович, Охотник Костянтин Олександрович, Зеличонок Борис Юр'євич, Черезов Олександр Вікторович, Яременко Жана Мусіївна, Портненко Сергій Васильович, Желтов Павло Миколайович, Забарський Марк Абрамович, Дегтяренко Михайло Іванович
МПК: B24D 3/20, B24D 3/14, B24B 31/00
Мітки: виготовлення, маса, виробів, абразивних
Формула / Реферат:
1. Масса для изготовления абразивных изделий, включающая абразив, полимерное связующее, отвердитель и наполнитель, отличающаяся тем, что в качестве полимерного связующего масса содержит' ненасыщенную полиэфирную и эпоксидную смолы, полые микросферы - в качестве наполнителя и дополнительно содержит пластификатор при следующем соотношении компонентов, мас.%:2. Масса для изготовления абразивных изделий по п. 1, отличающаяся тем,...
Спосіб відновлення працездатності виробів із склоемалевим покриттям
Номер патенту: 24637
Опубліковано: 10.07.2007
Автори: Хомрач Федір Петрович, Коваленко Валентина Петрівна
МПК: C03C 8/00
Мітки: виробів, відновлення, покриттям, склоемалевим, працездатності, спосіб
Формула / Реферат:
1. Спосіб відновлення працездатності виробів із склоемалевим покриттям, що включає реемалювання пошкодженого склоемалевого покриття, який відрізняється тим, що перед реемалюванням знаходять пошкоджені ділянки склоемалевого покриття виробу, видаляють його до металевої поверхні виробу, обпалюють виріб з повторним зачищенням пошкоджених ділянок з наступним нанесенням на них ґрунтових та покривних шарів склоемалей з обпаленням та охолодженням...
Спосіб виготовлення скла зі зносостійким активним фотокаталітичним покриттям, спосіб виготовлення підкладки з фотокаталітичним активним покриттям, виріб, скло зі зносостійким активним фотокаталітичним покриттям
Номер патенту: 74550
Опубліковано: 16.01.2006
Автори: Аммерлан Джоханнес Андреас Марія, Херст Саймон Джеймз, Маккарді Річард Джозеф
МПК: C03C 17/34, C23C 16/40, C03C 17/23
Мітки: активним, скло, підкладки, скла, виріб, зносостійким, спосіб, виготовлення, фотокаталітичним, покриттям
Формула / Реферат:
1. Спосіб виготовлення скла зі зносостійким активним фотокаталітичним покриттям, який відрізняється тим, що включає осадження на поверхню скляної підкладки активного фотокаталітичного титаноксидного шару товщиною, меншою ніж 40 нм шляхом приведення поверхні підкладки, що має температуру в діапазоні 645-720°С, в зіткнення з текучою сумішшю, яка містить джерело титану.2. Спосіб за п.1, який відрізняється тим, що підкладка має температуру...
Спосіб і апарат для виробництва сталевих виробів із металевим покриттям
Номер патенту: 81546
Опубліковано: 10.01.2008
Автори: Клессанс Серж, Хьорзенбергер Франц, Де Мейер Марійке
МПК: C23C 14/58, C23C 10/02, C23C 14/16, C23C 14/02
Мітки: металевим, покриттям, спосіб, сталевих, апарат, виробів, виробництва
Формула / Реферат:
1. Спосіб виробництва сталевих виробів із металевим покриттям, що включає стадії:покривання сталевого виробу металевим покриттям,додавання додаткового металевого елемента до зазначеного покриття з наступною термічною обробкою вказаного виробу, який відрізняється тим, що:перед додаванням зазначеного додаткового елемента вказаний виріб піддають плазмовій обробці, для очищення й активації поверхні зазначеного...
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Вязовчєнко Павєл Андрєєвіч, Савостов Ніколай Сєргєєвіч
МПК: B44C 5/00
Мітки: матеріал, композиційний, установка, виготовлення, виробів, спосіб
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Попередній патент: Тупикова паливна система двигуна транспортного засобу з ділянкою для вимірювання витрати палива
Наступний патент: Спосіб проведення ентеросорбції
Випадковий патент: Спосіб вирощування інтенсивного плодового саду