Спосіб магнітно-імпульсної обробки металевих заготівок методом притягання до індуктора
Номер патенту: 31751
Опубліковано: 25.04.2008
Автори: Чаплигін Євген Олександрович, Батигін Юрій Вікторович, Бондаренко Олександр Юрійович
Завантажити PDF файл.
Формула / Реферат
Спосіб магнітно-імпульсної обробки металевих заготівок, що полягає в їхньому деформуванні за рахунок впливу імпульсного магнітного поля в робочій зоні індуктора шляхом притягання заготівки до індуктора, який відрізняється тим, що процес обробки ведуть у діапазоні частот магнітного поля, що впливає, від ![]() до
до ![]() Гц (де d - товщина заготівки, γз - електропровідність металу заготівки, D - товщина екрана, γе - електропровідність матеріалу екрана, μ0 - магнітна проникність вакууму), у робочій зоні індуктора, виконаного у вигляді електрично ізольованого кругового витка, розміщеного в пазу масивного провідного екрана з боку оброблюваної заготівки.
Гц (де d - товщина заготівки, γз - електропровідність металу заготівки, D - товщина екрана, γе - електропровідність матеріалу екрана, μ0 - магнітна проникність вакууму), у робочій зоні індуктора, виконаного у вигляді електрично ізольованого кругового витка, розміщеного в пазу масивного провідного екрана з боку оброблюваної заготівки.
Текст
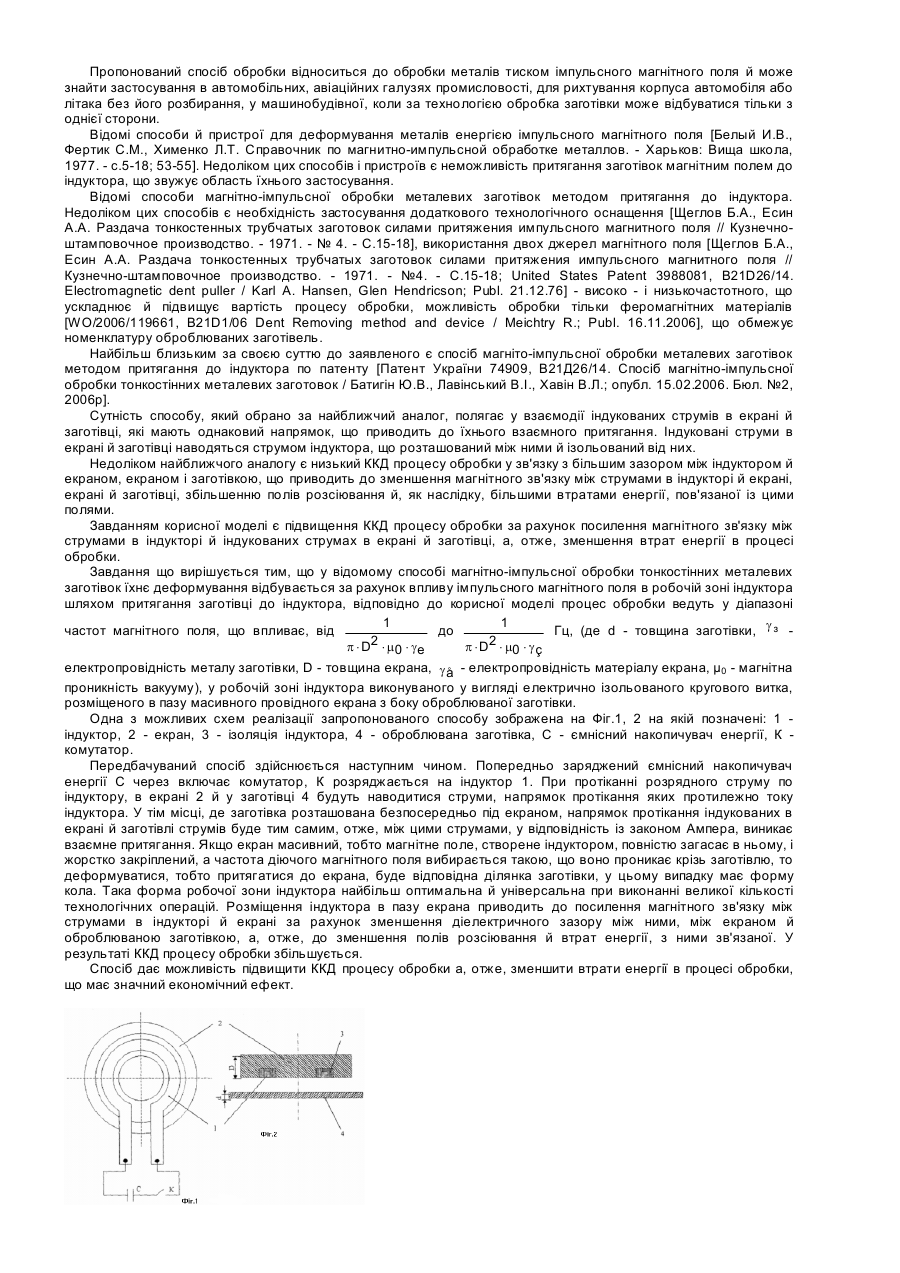
Пропонований спосіб обробки відноситься до обробки металів тиском імпульсного магнітного поля й може знайти застосування в автомобільних, авіаційних галузях промисловості, для рихтування корпуса автомобіля або літака без його розбирання, у машинобудівної, коли за технологією обробка заготівки може відбуватися тільки з однієї сторони. Відомі способи й пристрої для деформування металів енергією імпульсного магнітного поля [Белый И.В., Фертик С.М., Хименко Л.Т. Справочник по магнитно-импульсной обработке металлов. - Харьков: Вища школа, 1977. - с.5-18; 53-55]. Недоліком цих способів і пристроїв є неможливість притягання заготівок магнітним полем до індуктора, що звужує область їхнього застосування. Відомі способи магнітно-імпульсної обробки металевих заготівок методом притягання до індуктора. Недоліком цих способів є необхідність застосування додаткового технологічного оснащення [Щеглов Б.А., Есин А.А. Раздача тонкостенных трубчатых заготовок силами притяжения импульсного магнитного поля // Кузнечноштамповочное производство. - 1971. - № 4. - С.15-18], використання двох джерел магнітного поля [Щеглов Б.А., Есин А.А. Раздача тонкостенных трубчатых заготовок силами притяжения импульсного магнитного поля // Кузнечно-штамповочное производство. - 1971. - №4. - С.15-18; United States Patent 3988081, B21D26/14. Electromagnetic dent puller / Karl A. Hansen, Glen Hendricson; Publ. 21.12.76] - високо - і низькочастотного, що ускладнює й підвищує вартість процесу обробки, можливість обробки тільки феромагнітних матеріалів [WO/2006/119661, B21D1/06 Dent Removing method and device / Meichtry R.; Publ. 16.11.2006], що обмежує номенклатуру оброблюваних заготівель. Найбільш близьким за своєю суттю до заявленого є спосіб магніто-імпульсної обробки металевих заготівок методом притягання до індуктора по патенту [Патент України 74909, В21Д26/14. Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок / Батигін Ю.В., Лавінський В.І., Хавін В.Л.; опубл. 15.02.2006. Бюл. №2, 2006р]. Сутність способу, який обрано за найближчий аналог, полягає у взаємодії індукованих струмів в екрані й заготівці, які мають однаковий напрямок, що приводить до їхнього взаємного притягання. Індуковані струми в екрані й заготівці наводяться струмом індуктора, що розташований між ними й ізольований від них. Недоліком найближчого аналогу є низький ККД процесу обробки у зв'язку з більшим зазором між індуктором й екраном, екраном і заготівкою, що приводить до зменшення магнітного зв'язку між струмами в індукторі й екрані, екрані й заготівці, збільшенню полів розсіювання й, як наслідку, більшими втратами енергії, пов'язаної із цими полями. Завданням корисної моделі є підвищення ККД процесу обробки за рахунок посилення магнітного зв'язку між струмами в індукторі й індукованих струмах в екрані й заготівці, а, отже, зменшення втрат енергії в процесі обробки. Завдання що вирішується тим, що у відомому способі магнітно-імпульсної обробки тонкостінних металевих заготівок їхнє деформування відбувається за рахунок впливу імпульсного магнітного поля в робочій зоні індуктора шляхом притягання заготівці до індуктора, відповідно до корисної моделі процес обробки ведуть у діапазоні 1 1 до Гц, (де d - товщина заготівки, g з частот магнітного поля, що впливає, від 2 ×m × g 2×m ×g p×D p ×D 0 e 0 ç електропровідність металу заготівки, D - товщина екрана, g å - електропровідність матеріалу екрана, μ0 - магнітна проникність вакууму), у робочій зоні індуктора виконуваного у вигляді електрично ізольованого кругового витка, розміщеного в пазу масивного провідного екрана з боку оброблюваної заготівки. Одна з можливих схем реалізації запропонованого способу зображена на Фіг.1, 2 на якій позначені: 1 індуктор, 2 - екран, 3 - ізоляція індуктора, 4 - оброблювана заготівка, С - ємнісний накопичувач енергії, К комутатор. Передбачуваний спосіб здійснюється наступним чином. Попередньо заряджений ємнісний накопичувач енергії С через включає комутатор, К розряджається на індуктор 1. При протіканні розрядного струму по індуктору, в екрані 2 й у заготівці 4 будуть наводитися струми, напрямок протікання яких протилежно току індуктора. У тім місці, де заготівка розташована безпосередньо під екраном, напрямок протікання індукованих в екрані й заготівлі струмів буде тим самим, отже, між цими струмами, у відповідність із законом Ампера, виникає взаємне притягання. Якщо екран масивний, тобто магнітне поле, створене індуктором, повністю загасає в ньому, і жорстко закріплений, а частота діючого магнітного поля вибирається такою, що воно проникає крізь заготівлю, то деформуватися, тобто притягатися до екрана, буде відповідна ділянка заготівки, у цьому випадку має форму кола. Така форма робочої зони індуктора найбільш оптимальна й універсальна при виконанні великої кількості технологічних операцій. Розміщення індуктора в пазу екрана приводить до посилення магнітного зв'язку між струмами в індукторі й екрані за рахунок зменшення діелектричного зазору між ними, між екраном й оброблюваною заготівкою, а, отже, до зменшення полів розсіювання й втрат енергії, з ними зв'язаної. У результаті ККД процесу обробки збільшується. Спосіб дає можливість підвищити ККД процесу обробки а, отже, зменшити втрати енергії в процесі обробки, що має значний економічний ефект.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of magnetic-pulse working of metallic billets by attraction to inductor
Автори англійськоюBatyhin Yurii Viktorovych, Bondarenko Oleksandr Yuriiovych, Chaplyhin Yevhen Oleksandrovych
Назва патенту російськоюСпособ магнитно-импульсной обработки металлических заготовок методом притягивания к индуктору
Автори російськоюБатыгин Юрий Викторович, Бондаренко Александр Юрьевич, Чаплыгин Евгений Александрович
МПК / Мітки
МПК: B21D 26/14
Мітки: спосіб, металевих, обробки, притягання, магнітно-імпульсної, методом, індуктора, заготівок
Код посилання
<a href="https://ua.patents.su/1-31751-sposib-magnitno-impulsno-obrobki-metalevikh-zagotivok-metodom-prityagannya-do-induktora.html" target="_blank" rel="follow" title="База патентів України">Спосіб магнітно-імпульсної обробки металевих заготівок методом притягання до індуктора</a>
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок
Номер патенту: 75676
Опубліковано: 15.05.2006
Автори: Хавін Валерій Львович, Хименко Лев Тимофійович, Батигін Юрій Вікторович, Лавінський Володимир Іванович
МПК: B21D 26/14
Мітки: тонкостінних, магнітно-імпульсної, обробки, спосіб, заготовок, металевих
Формула / Реферат:
1. Спосіб магнітно-імпульсної обробки тонкостінних металевих заготівок, що полягає в деформуванні заготовки впливом імпульсного магнітного поля з застосуванням індукторної системи, який відрізняється тим, що для притягання заготовки на індуктор при використанні одного джерела імпульсного поля частота діючого поля вибирається зі співвідношення:,де
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок
Номер патенту: 74909
Опубліковано: 15.02.2006
Автори: Хавін Валерій Львович, Лавінський Володимир Іванович, Батигін Юрій Вікторович
МПК: B21D 26/14
Мітки: обробки, магнітно-імпульсної, спосіб, заготовок, тонкостінних, металевих
Формула / Реферат:
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок, що полягає в їхньому деформуванні впливом імпульсного магнітного поля, причому обробку здійснюють шляхом притягання заготовки до індуктора, який відрізняється тим, що для притягання заготовки використовують індуктор, виконаний у вигляді плоского витка, поверх якого розміщений плоский металевий екран, а частоту діючого поля визначають з співвідношення:
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок
Номер патенту: 74394
Опубліковано: 15.12.2005
Автори: Батигін Юрій Вікторович, Хавін Валерій Львович, Лавінський Володимир Іванович
МПК: B21D 26/14
Мітки: магнітно-імпульсної, металевих, спосіб, обробки, тонкостінних, заготовок
Формула / Реферат:
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок, що полягає в деформуванні заготовки в діелектричну матрицю за рахунок впливу імпульсним магнітним полем, який відрізняється тим, що робочу поверхню матриці, що прилягає до заготовки, покривають тонким металевим шаром - накладкою, товщину якої вибирають меншою, чим величина скін-шару для даного металу, тобто визначають з співвідношення:
Установка для магнітно-імпульсної обробки металів серією імпульсів
Номер патенту: 29175
Опубліковано: 10.01.2008
Автори: Лавінський Володимир Іванович, Бондаренко Олександр Юрійович, Батигін Юрій Вікторович, Хавін Валерій Львович
МПК: B21D 26/14
Мітки: імпульсів, серією, обробки, установка, металів, магнітно-імпульсної
Формула / Реферат:
Установка для магнітно-імпульсної обробки металів серією імпульсів, що містить зарядний пристрій, ємнісний накопичувач енергії, захисний пристрій, розрядник і індуктор-інструмент, послідовно включені в розрядний контур накопичувача енергії, яка відрізняється тим, що у зарядний та розрядний контури вміщені лічильник - задатчик числа імпульсів і трансформатор, які регулюють кількість циклів заряд-розряд і величину амплітуди електромагнітного...
Пристрій для магнітно-імпульсної обробки металів
Номер патенту: 73184
Опубліковано: 15.06.2005
Автори: Полуян Станіслав Онуфрійович, Письменний Олександр Семенович, Пентегов Ігор Володимирович, Шейковський Дмитро Олексійович, Стемковський Євген Петрович
МПК: H03K 3/53, B23K 20/06
Мітки: пристрій, магнітно-імпульсної, металів, обробки
Формула / Реферат:
Пристрій для магнітно-імпульсної обробки металів, який містить випрямляч, n ланцюгів, кожен з яких має послідовно з'єднані діод, батарею конденсаторів і діод та підключений паралельно виходу випрямляча, n тиристорів, індуктор та блок керування тиристорами, який відрізняється тим, що перший тиристор анодом з'єднаний з плюсом першої батареї конденсаторів, а катодом - з одним з виводів індуктора, інший вивід якого з'єднаний з мінусом останньої...
Попередній патент: Газовий пальник доменного повітронагрівника
Наступний патент: Спосіб магнітно-імпульсної обробки металевих заготівок
Випадковий патент: Шприц для ін'єкцій