Пристрій для здійснення різьбового сполучення для буріння й експлуатації вуглеводневих свердловин і з’єднання, що виходить у результаті
Формула / Реферат
1. Пристрій для здійснення різьбового сполучення, який містить перший і другий трубчасті компоненти, кожний з віссю обертання (10), причому один з їхніх кінців (1, 2) забезпечується різьбовою областю (3, 4), утвореною на зовнішній або внутрішній периферійній поверхні компонента, у залежності від того, чи є різьбовий кінець охоплюваного або охоплюючого типу, і зазначені кінці (1, 2) закінчуються на кінцевій поверхні (7, 8), а зазначені різьбові області (3, 4) містять на частині, визначеній як згвинчування, що самоблокується, витки різьби (32, 42), які містять, якщо дивитися в поздовжньому перерізі, що проходить через вісь обертання (10) трубчастих компонентів, вершину різьби (35, 45), западину різьби (36, 46), сторону навантаження (30, 40) і сторону посадки (31, 41), при цьому ширина вершин різьби (35, 45) кожного трубчастого компонента зменшується в напрямку кінцевої поверхні (7, 8) розглянутого трубчастого компонента, тоді як ширина западин різьби (36, 46) зростає, який відрізняється тим, що крок охоплюваних сторін посадки та/або сторін навантаження відповідно відрізняється від кроку охоплюючих сторін посадки та/або сторін навантаження, а кроки зазначених сторін залишаються постійними на зазначеній частині, визначеній як згвинчування, що самоблокується.
2. Пристрій для здійснення різьбового сполучення за п. 1, який відрізняється тим, що крок охоплюваних сторін посадки та/або сторін навантаження відповідно строго менший, ніж крок охоплюючих сторін посадки та/або сторін навантаження, а товщина охоплюваного трубчастого компонента ер на кінці різьбової області, протилежному кінцевій поверхні, є меншою, ніж товщина охоплюючого трубчастого компонента еb.
3. Пристрій для здійснення різьбового сполучення за п. 1, який відрізняється тим, що крок охоплюваних сторін посадки та/або сторін навантаження відповідно строго більше, ніж крок охоплюючих сторін посадки та/або сторін навантаження, а товщина охоплюваного трубчастого компонента ер на кінці різьбової області, протилежному кінцевій поверхні, є більшою, ніж товщина охоплюючого трубчастого компонента еb.
4. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що відносна різниця між кроком охоплюваних сторін посадки та/або сторін навантаження і кроком охоплюючих сторін посадки та/або сторін навантаження знаходиться в діапазоні від 0,15 % до 0,35 %.
5. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що відносна різниця між кроком охоплюваних сторін посадки та/або сторін навантаження і кроком охоплюючих сторін посадки та/або сторін навантаження переважно дорівнює 0,25 %.
6. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що кожна з різьбових областей (3; 4) має похилу твірну (20), що формує кут (b) з віссю обертання (10) трубчастих компонентів.
7. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що вершини різьби (35, 45) і западини різьби (36, 46) є паралельними осі обертання (10) трубчастого компонента.
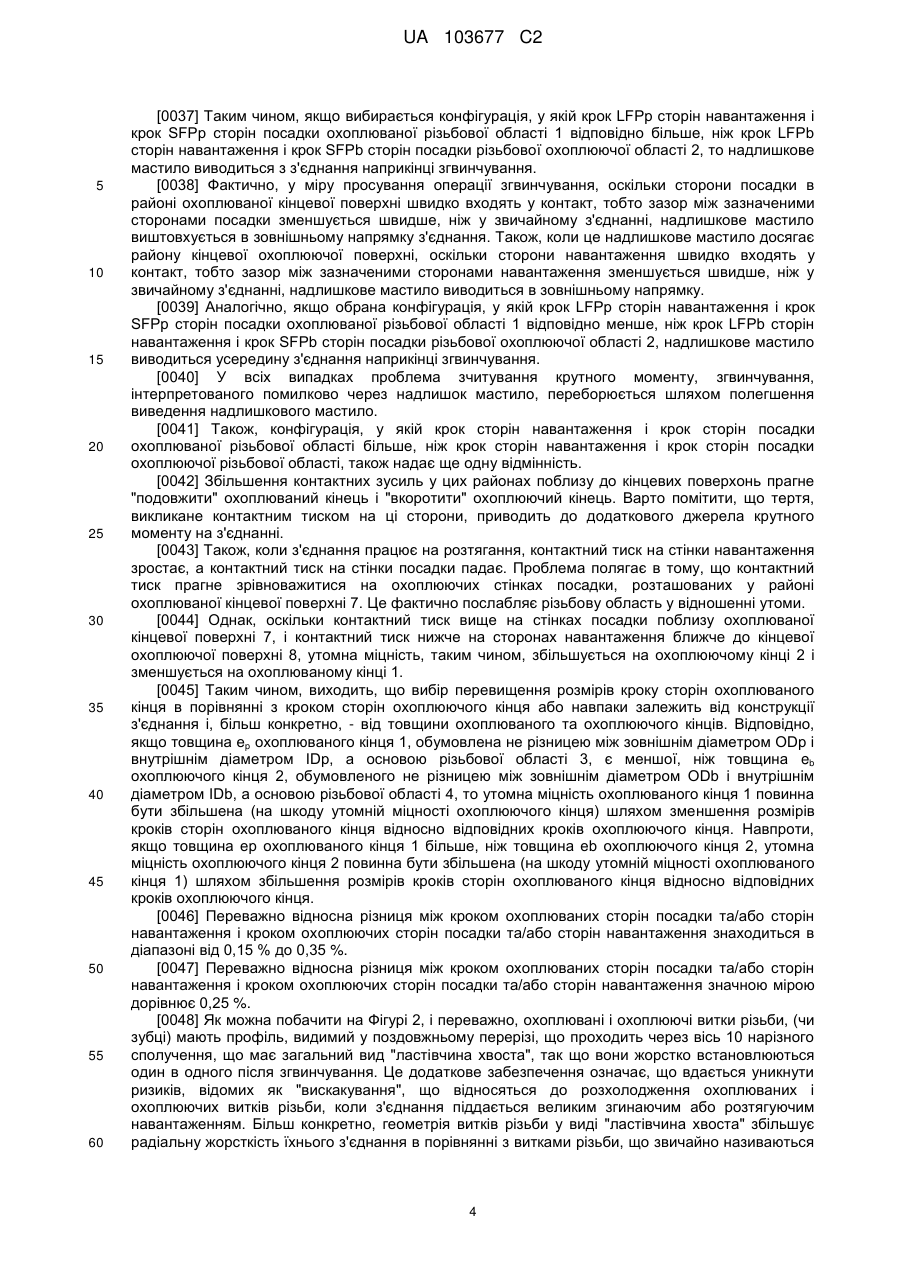
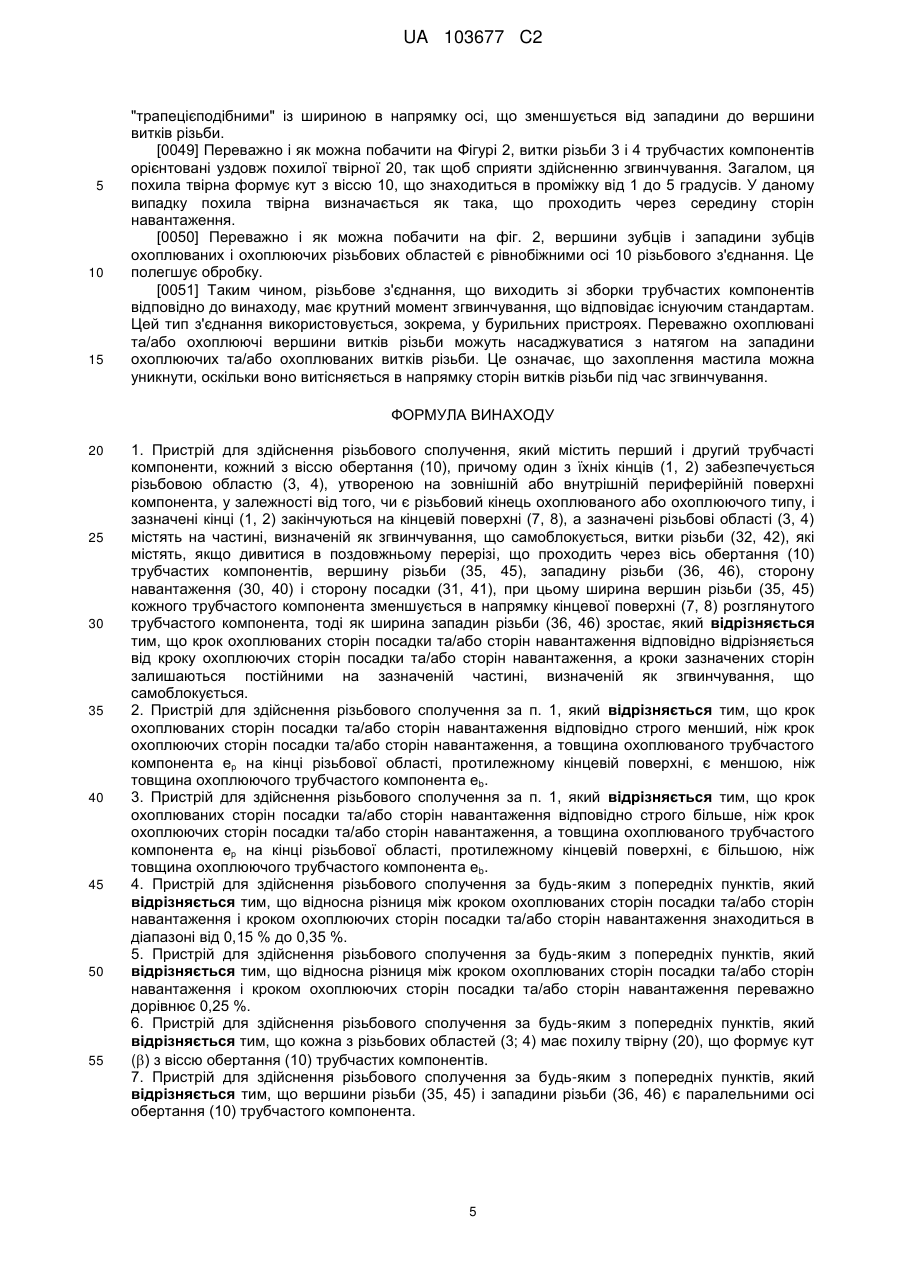
8. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що витки різьби охоплюваного й охоплюючого трубчастих компонентів мають профіль типу ластівчина хвоста.
9. Різьбове з'єднання, що виходить у результаті сполучення за допомогою пристрою згвинчування, що самоблокується, за будь-яким з попередніх пунктів.
10. Різьбове з'єднання за п. 9, яке відрізняється тим, що охоплювані та/або охоплюючі вершини різьби саджають з натягом на западини охоплюючих та/або охоплюваних витків різьби.
11. Різьбове з'єднання за п. 9 або 10, яке відрізняється тим, що різьбове з'єднання є різьбовим з'єднання для бурильного компонента.
Текст
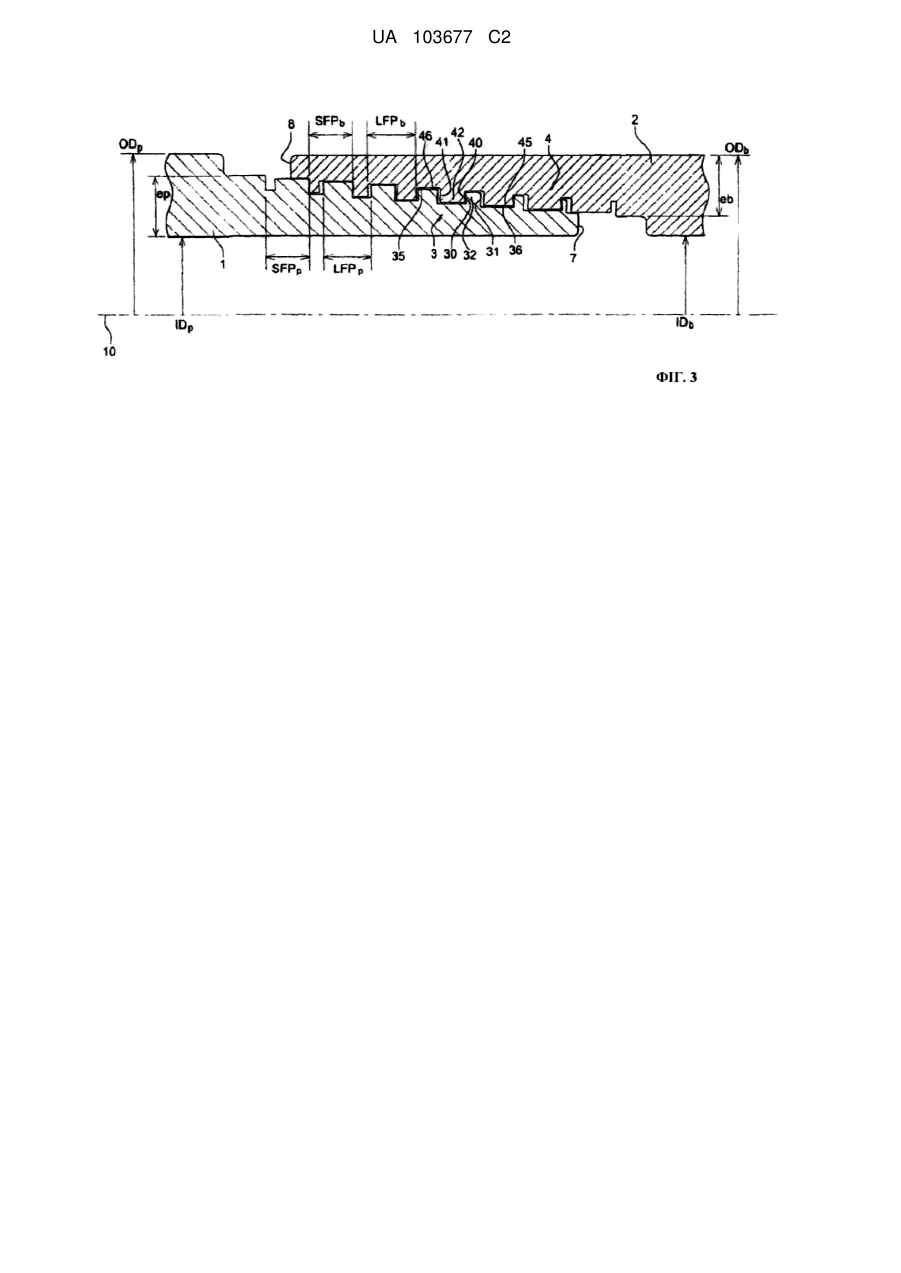
Реферат: Винахід стосується пристрою для здійснення різьбового сполучення, що містить перший і другий трубчасті компоненти із віссю обертання (10), один з їхніх кінців (1, 2) забезпечується різьбовою областю (3; 4), утвореною на зовнішній або внутрішній периферійній поверхні компонента, у залежності від того, чи є різьбовий кінець охоплюваного або охоплюючого типу, при цьому зазначені кінці (1, 2) закінчуються на кінцевій поверхні (7, 8), яка орієнтована радіально відносно осі обертання (10) трубчастих компонентів, а зазначені різьбові області (3; 4) містять витки різьби (32, 42), які містять, якщо дивитися в поздовжньому перерізі, що проходить через вісь обертання (10) трубчастих компонентів, вершину різьби (35, 45), западину різьби (36, 46), сторону навантаження (30, 40) і сторону посадки (31, 41), причому ширина вершин різьби (35, 45) кожного трубчастого компонента зменшується в напрямку кінцевої поверхні (7; 8) розглянутого трубчастого компонента, тоді як ширина западин різьби (36, 46) зростає, який відрізняється тим, що крок охоплюваних сторін посадки та/або сторін навантаження відрізняється від кроку охоплюючих сторін посадки та/або сторін навантаження. Винахід також стосується різьбового з'єднання. UA 103677 C2 (12) UA 103677 C2 UA 103677 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Даний винахід стосується пристрою для здійснення різьбового сполучення для буріння й експлуатації вуглеводневих свердловин, пристрій містить перший і другий трубчастий компонент, один забезпечується різьбовим кінцем охоплюваного типу, а другий забезпечується різьбовим кінцем охоплюючого типу, при цьому два кінці можуть взаємодіяти згвинчуванням, що самоблокується. Винахід також стосується різьбового з`єднання, що виходить у результаті з'єднання двох трубчастих компонентів за допомогою згвинчування. [0002] Термін "компонент, використовуваний для буріння або експлуатації вуглеводневих свердловин" означає будь-який елемент значною мірою трубчастої форми, призначений для з'єднання з іншим елементом такого ж іншого або типу, щоб у з'єднанні утворювати або колону для буріння вуглеводневої свердловини, або піднімальний механізм для техобслуговування, здійснюваного за допомогою піднімального механізму, або товстостінну обсадну колону або насосно-компресорну колону, застосовувану для експлуатації свердловини. Винахід, зокрема, застосовується до компонентів, використовуваних у бурильній колоні, таких як бурильні труби, обважені бурильні труби, колір бура і частини, що з'єднують труби й обважені труби, відомі як бурильні замки. [0003] Відомим чином, кожен компонент, використовуваний у бурильній колоні, звичайно включає кінець, обладнаний охоплюваною різьбовою областю, та/або кінець, обладнаний охоплюючою різьбовою областю, кожна призначена для з'єднання згвинчуванням з відповідним кінцем іншого компонента, при цьому збирання визначає з'єднання. Колона, отримана таким чином, приводиться в рух з поверхні свердловини обертанням під час буріння; з цієї причини компонента повинні бути згвинчені разом з високим крутним моментом, щоб могти передавати крутний момент, достатній для того, щоб буріння свердловини здійснювалося без розгвинчування або навіть згвинчування з надмірним моментом. [0004] У звичайних виробах крутний момент, згвинчування, як правило, досягається завдяки взаємодії шляхом затягування контактних поверхонь, що маються на кожному з компонентів, що призначені для згвинчування. Однак, оскільки ділянка контактних поверхонь є частиною товщини труб, при додаванні занадто високого крутного моменту швидко настає поріг наростання пластичної деформації контактних поверхонь. [0005] З цієї причини були розроблені витки різьби, що можуть звільняти контактні поверхні щонайменше від частини або навіть усіх навантажень, що вони не в змозі витримувати. Ця мета була досягнута шляхом використання витків різьби, що самоблокуються, таких як ті, що описано в документі відомого рівня техніки US Re 30 647 та US Re 34 467. У цьому типі нарізки, що самоблокується, витки різьби (також називані зубцями) охоплюваного кінця і витки різьби (також називані зубцями) охоплюючого кінця мають постійний крок, але ширина різьби є перемінною. [0006] Більш конкретно, ширина вершин (або зубців) різьби поступово зростає з відстанню від охоплюючого кінця для витків різьби охоплюваного кінця і, відповідно, з відстанню від охоплюваного кінця для витків різьби охоплюючого кінця. Таким чином, під час згвинчування охоплювані і охоплюючі витки різьби (або зубці) наприкінці блокуються одне в одному в положенні, що відповідає точці блокування. Більш конкретно, блокування відбувається для витків різьби, що самоблокуються, коли сторони охоплюваних витків різьби (або зубців) блокуються відносно сторін відповідних охоплюючих витків різьби (або зубців). Коли положення блокування досягається, згвинчені один з одним охоплювана й охоплююча різьбові області мають площину симетрії, уздовж якої ширина на загальній серединній висоті охоплюваних і охоплюючих зубців, розташованих на кінці охоплюваної різьбової області, відповідає ширині на загальній серединній висоті охоплюваних і охоплюючих зубців, розташованих на кінці різьбової охоплюючої області. [0007] З цієї причини крутний момент згвинчування сприймається майже всіма контактними поверхнями між сторонами, тобто всією областю поверхні, що набагато більша, ніж та, котра створюється контактними поверхнями, відомими з рівня техніки. [0008] Однак, необхідність створювати різьбові області такого типу щільності з'єднання шляхом створення контакту між сторонами і між вершинами різьби і западинами різьби робить операцію згвинчування складною, коли використовується змащення. До збирання з'єднань мастильна плівка накладається на різьбові області охоплюваного кінця (також називаного ніпелем), охоплюючого кінця (також називаного муфтою), або обох. Ця мастильна плівка звичайно значно товща, ніж необхідно. Таким чином, коли з'єднання збирається, надлишкове мастило тече по різьбових областях і потім виводяться в зовнішнє плече охоплюваного трубчастого компонента або у внутрішнє плече охоплюючого трубчастого компонента. Однак у випадку, коли витки різьби знаходяться в контакті, що ущільнюється, на вершинах різьби і западинах, і сторонах, мастило защіпається під тиском. З цієї причини виходить помилкове показання крутного моменту згвинчування. Потім, під час роботи при недостатньому крутному 1 UA 103677 C2 5 10 15 20 25 30 35 40 45 50 55 60 моменті згвинчування, з'єднання вже не може бути тугим, і стиснуте надлишкове мастило може витекти. [0009] Для подолання цих недоліків були зроблені удосконалення. Документи US-6 050 610 і US-7 350 830 пропонують уведення жолоба у витки різьби, щоб виводити мастило. Однак наявність жолобів послабляє утомну міцність і шкодить ізоляції. Розглядалися й інші рішення, такі як запропоновані в документі US 2007/0216160. Принцип полягає в тому, щоб створити перешкоди в областях різьби, так щоб контактний тиск між витками різьби врівноважувався у визначених частинах, зокрема, щоб дозволяти мастилу переміщатися, тим самим, уникаючи проблеми надмірного тиску. Однак такі конфігурації є проблематичними через те, що огляд зон різьби стає складним. Він, зокрема, необхідний для з'ясування того, чи є перешкода плановою або ж дефектом обробки. Також зменшення контактного тиску в заданій області повинне бути компенсовано збільшенням у контактному тиску в сусідній області. А це веде до зростання ризиків стирання. [0010] З цієї причини метою винаходу є полегшення виведення зайвого мастила під час згвинчування без погіршення ущільнення з'єднання або його утомної міцності. [0011] Більш конкретно, винахід стосується пристрою для здійснення різьбового сполучення, що містить перший і другий трубчасті компоненти, кожний з віссю обертання; при цьому один з їхніх кінців обладнаний різьбовою областю, утвореною на зовнішній або внутрішній периферійній поверхні компонента, у залежності від того, чи є різьбовий кінець охоплюваного або охоплюючого типу, і зазначені кінці закінчуються на кінцевій поверхні, що радіально орієнтована відносно осі обертання трубчастих компонентів, а зазначені області різьби включають витки різьби, що містять, якщо дивитися в поздовжньому перерізі, що проходить через вісь обертання трубчастих компонентів, вершину різьби, западину різьби, сторону навантаження і сторону посадки, при цьому ширина вершин різьби кожного трубчастого компонента зменшується в напрямку кінцевої поверхні розглянутого трубчастого компонента, тоді як ширина западин різьби зростає, що відрізняється тим, що крок охоплюваних сторін посадки та/або сторін навантаження відрізняється від кроку охоплюючих сторін посадки та/або сторін навантаження. [0012] Довільні що доповнюють або заміняють властивості винаходу описані нижче. [0013] Крок охоплюваних сторін посадки та/або сторін навантаження є строго меншим, ніж крок охоплюючих сторін посадки та/або сторін навантаження, товщина охоплюваного трубчастого компонента ep на кінці різьбової області є меншою, ніж товщина охоплюючого трубчастого компонента eb. [0014] Крок охоплюваних сторін посадки та/або сторін навантаження є строго більшим, ніж крок охоплюючих сторін посадки та/або сторін навантаження, товщина охоплюваного трубчастого компонента ep на кінці області різьби є більшою, ніж товщина охоплюючого трубчастого компонента eb. [0015] Відносна різниця між кроком охоплюваних сторін посадки та/або сторін навантаження і кроком охоплюючих сторін посадки та/або сторін навантаження знаходиться в діапазоні від 0,15 % до 0,35 %. [0016] Відносна різниця між кроком охоплюваних сторін посадки та/або сторін навантаження і кроком охоплюючих сторін посадки та/або сторін навантаження переважно дорівнює 0,25 %. [0017] Різьбові області кожна мають похилу твірну, формуючу кут з віссю обертання трубчастих компонентів. [0018] Вершини і западини різьби є рівнобіжними осі обертання трубчастого компонента. [0019] Витки різьби охоплюваного й охоплюючого трубчастих компонентів мають профіль типу "ластівчина хвіста". [0020] Винахід також стосується різьбового з`єднання, що виходить у результаті сполучення пристрою відповідно до винаходу згвинчуванням, що самоблокується. [0021] Відповідно до визначених особливостей, охоплювані та/або охоплюючі вершини різьби сідають з натягом на западини охоплюючих та/або охоплюваних витків різьби. [0022] Відповідно до інших особливостей, різьбове з`єднання є різьбовим з`єднанням бурильного компонента. [0023] Особливості і переваги винаходу більш докладно подаються в наступному описі, що наводиться з посиланнями на супутні графічні матеріали. [0024] Фігура 1 являє собою схематичне зображення в поздовжньому перерізі з'єднання, що виходить у результаті сполучення двох трубчастих компонентів згвинчуванням, що самоблокується, відповідно до одного варіанта здійснення винаходу. [0025] Фігура 2 являє собою докладне схематичне зображення в поздовжньому перерізі областей різьби з'єднання з Фіг. 1. 2 UA 103677 C2 5 10 15 20 25 30 35 40 45 50 55 [0026] Фігура 3 являє собою схематичне зображення в поздовжньому перерізі двох трубчастих компонентів відповідно до винаходу під час сполучення згвинчуванням, що самоблокується. [0027] Фігура 4 являє собою схематичне зображення в поздовжньому перерізі двох трубчастих компонентів відповідно до винаходу наприкінці згвинчування, що самоблокується. [0028] Фігури 5А та 5В кожна являють собою схематичні зображення в поздовжньому перерізі відповідно охоплюваного трубчастого компонента і охоплюючого трубчастого компонента відповідно до винаходу. [0029] Різьбове з`єднання, показане на Фігурі 1, з віссю обертання 10 містить, відомим чином, перший трубчастий компонент із тією ж віссю обертання 10 і обладнаний охоплюваним кінцем 1, і другий трубчастий компонент із тією ж віссю обертання 10 і обладнаний охоплюючим кінцем 2. Два кінці 1 і 2 кожний закінчуються на кінцевій поверхні 7, 8, що орієнтована радіально відносно осі 10 різьбове з'єднання, і відповідно обладнані різьбовими областями 3 і 4, що взаємодіють разом для взаємного сполучення двох компонентів згвинчуванням. Різьбові області 3 і 4 мають відомий тип, визначений як "що самоблокується" (також відомий як такий, що має поступову зміну осьової ширини витків різьби та/або проміжків між витками різьби), так що поступовий осьовий натяг виникає під час згвинчування до досягнення остаточного положення блокування. [0030] Фігури 2, 3 і 4 являють собою зображення різьбових областей, що самоблокуються, і використовують ідентичні числові позначення. Фігура 2 являє собою докладне схематичне зображення в поздовжньому перерізі різьбових областей з'єднання з Фігури 1. Термін "різьбові області, що самоблокуються" означає різьбові області, що включають властивості, докладно описані нижче. Охоплювані витки різьби (або зубці) 32, як охоплюючі витки різьби (абозубці) 42 мають постійний крок, тоді як їхня ширина зменшується в напрямку їхніх відповідних кінцевих поверхонь 7, 8, так що під час згвинчування охоплювані 32 і охоплюючі 42 витки різьби (або зубці) виявляються в результаті заблоковані одне в одному у визначеному положенні. Більш конкретно, крок LFPb між сторонами навантаження 40 різьбової охоплюючої області 4 є постійним, як і крок SFPb між сторонами посадки 41 різьбової охоплюючої області, де особливою властивістю є те, що крок між сторонами навантаження 40 є більшим, ніж крок між сторонами посадки 41. [0031] Аналогічно, крок SFPp між охоплюваними сторонами посадки 31 є постійним, як і крок LFPp між охоплюваними сторонами навантаження 30, при цьому особливою відмінністю є те, що крок між сторонами навантаження 30 є більшим, ніж крок між сторонами посадки 31. [0032] Відповідно до винаходу і як можна побачити на Фігурі 3, кроки між сторонами посадки та/або навантаження, охоплюваними і охоплюючими, не рівні один одному. Більш конкретно, відповідно до одного передбаченого варіанта здійснення, відповідні кроки SFPp і SFPb між охоплюваними 31 і охоплюючими 41 сторонами посадки не рівні один одному, і відповідні кроки LFPp і LFPb між охоплюваними 30 і охоплюючими 40 сторонами навантаження також не рівні один одному. [0033] У випадку, якщо крок LFPp сторін навантаження охоплюваної різьбової області 1 більше, ніж крок LFPb сторін навантаження охоплюючої області 2, то під час операції згвинчування, сторони навантаження охоплюваної та охоплюючої різьбових областей входять у контакт раніш у районі кінцевої охоплюючої поверхні 8, ніж у випадку звичайного з'єднання, коли кроки охоплюваних і охоплюючих сторін навантаження рівні. [0034] Аналогічно, у випадку, коли крок SFPp сторін посадки охоплюваної різьбової області 1 більше, ніж крок SFPb сторін посадки охоплюючої різьбової області 2, то під час операції згвинчування, сторони посадки охоплюваної й охоплюючої різьбових областей входять у контакт раніш у районі охоплюваної кінцевої поверхні 7, ніж у випадку звичайного з'єднання, коли кроки охоплюваних і охоплюючих сторін навантаження рівні. [0035] На відміну від цього, у випадку, коли крок LFPp сторін навантаження охоплюваної різьбової області 1 менше, ніж крок LFPb сторін навантаження охоплюючої різьбової області 2, то під час операції згвинчування, сторони навантаження охоплюваної й охоплюючої різьбових областей входять у контакт пізніше в області охоплюючої кінцевої поверхні 8, ніж у випадку звичайного з'єднання, коли кроки охоплюваних і охоплюючих сторін навантаження рівні. [0036] Аналогічно, у випадку, коли крок SFPp сторін посадки охоплюваної різьбової області 1 менше, ніж крок SFPb сторін посадки різьбової охоплюючої області 2, то під час операції згвинчування, сторони посадки охоплюваної та охоплюючої різьбових областей входять у контакт пізніше в області охоплюваної кінцевої поверхні 7, ніж у випадку звичайного з'єднання, коли кроки охоплюваних і охоплюючих сторін навантаження рівні. 3 UA 103677 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0037] Таким чином, якщо вибирається конфігурація, у якій крок LFPp сторін навантаження і крок SFPp сторін посадки охоплюваної різьбової області 1 відповідно більше, ніж крок LFPb сторін навантаження і крок SFPb сторін посадки різьбової охоплюючої області 2, то надлишкове мастило виводиться з з'єднання наприкінці згвинчування. [0038] Фактично, у міру просування операції згвинчування, оскільки сторони посадки в районі охоплюваної кінцевої поверхні швидко входять у контакт, тобто зазор між зазначеними сторонами посадки зменшується швидше, ніж у звичайному з'єднанні, надлишкове мастило виштовхується в зовнішньому напрямку з'єднання. Також, коли це надлишкове мастило досягає району кінцевої охоплюючої поверхні, оскільки сторони навантаження швидко входять у контакт, тобто зазор між зазначеними сторонами навантаження зменшується швидше, ніж у звичайному з'єднанні, надлишкове мастило виводиться в зовнішньому напрямку. [0039] Аналогічно, якщо обрана конфігурація, у якій крок LFPp сторін навантаження і крок SFPp сторін посадки охоплюваної різьбової області 1 відповідно менше, ніж крок LFPb сторін навантаження і крок SFPb сторін посадки різьбової охоплюючої області 2, надлишкове мастило виводиться усередину з'єднання наприкінці згвинчування. [0040] У всіх випадках проблема зчитування крутного моменту, згвинчування, інтерпретованого помилково через надлишок мастило, переборюється шляхом полегшення виведення надлишкового мастило. [0041] Також, конфігурація, у якій крок сторін навантаження і крок сторін посадки охоплюваної різьбової області більше, ніж крок сторін навантаження і крок сторін посадки охоплюючої різьбової області, також надає ще одну відмінність. [0042] Збільшення контактних зусиль у цих районах поблизу до кінцевих поверхонь прагне "подовжити" охоплюваний кінець і "вкоротити" охоплюючий кінець. Варто помітити, що тертя, викликане контактним тиском на ці сторони, приводить до додаткового джерела крутного моменту на з'єднанні. [0043] Також, коли з'єднання працює на розтягання, контактний тиск на стінки навантаження зростає, а контактний тиск на стінки посадки падає. Проблема полягає в тому, що контактний тиск прагне зрівноважитися на охоплюючих стінках посадки, розташованих у районі охоплюваної кінцевої поверхні 7. Це фактично послабляє різьбову область у відношенні утоми. [0044] Однак, оскільки контактний тиск вище на стінках посадки поблизу охоплюваної кінцевої поверхні 7, і контактний тиск нижче на сторонах навантаження ближче до кінцевої охоплюючої поверхні 8, утомна міцність, таким чином, збільшується на охоплюючому кінці 2 і зменшується на охоплюваному кінці 1. [0045] Таким чином, виходить, що вибір перевищення розмірів кроку сторін охоплюваного кінця в порівнянні з кроком сторін охоплюючого кінця або навпаки залежить від конструкції з'єднання і, більш конкретно, - від товщини охоплюваного та охоплюючого кінців. Відповідно, якщо товщина ep охоплюваного кінця 1, обумовлена не різницею між зовнішнім діаметром ODp і внутрішнім діаметром IDp, а основою різьбової області 3, є меншої, ніж товщина eb охоплюючого кінця 2, обумовленого не різницею між зовнішнім діаметром ODb і внутрішнім діаметром IDb, а основою різьбової області 4, то утомна міцність охоплюваного кінця 1 повинна бути збільшена (на шкоду утомній міцності охоплюючого кінця) шляхом зменшення розмірів кроків сторін охоплюваного кінця відносно відповідних кроків охоплюючого кінця. Навпроти, якщо товщина ep охоплюваного кінця 1 більше, ніж товщина eb охоплюючого кінця 2, утомна міцність охоплюючого кінця 2 повинна бути збільшена (на шкоду утомній міцності охоплюваного кінця 1) шляхом збільшення розмірів кроків сторін охоплюваного кінця відносно відповідних кроків охоплюючого кінця. [0046] Переважно відносна різниця між кроком охоплюваних сторін посадки та/або сторін навантаження і кроком охоплюючих сторін посадки та/або сторін навантаження знаходиться в діапазоні від 0,15 % до 0,35 %. [0047] Переважно відносна різниця між кроком охоплюваних сторін посадки та/або сторін навантаження і кроком охоплюючих сторін посадки та/або сторін навантаження значною мірою дорівнює 0,25 %. [0048] Як можна побачити на Фігурі 2, і переважно, охоплювані і охоплюючі витки різьби, (чи зубці) мають профіль, видимий у поздовжньому перерізі, що проходить через вісь 10 нарізного сполучення, що має загальний вид "ластівчина хвоста", так що вони жорстко встановлюються один в одного після згвинчування. Це додаткове забезпечення означає, що вдається уникнути ризиків, відомих як "вискакування", що відносяться до розхолодження охоплюваних і охоплюючих витків різьби, коли з'єднання піддається великим згинаючим або розтягуючим навантаженням. Більш конкретно, геометрія витків різьби у виді "ластівчина хвоста" збільшує радіальну жорсткість їхнього з'єднання в порівнянні з витками різьби, що звичайно називаються 4 UA 103677 C2 5 10 15 "трапецієподібними" із шириною в напрямку осі, що зменшується від западини до вершини витків різьби. [0049] Переважно і як можна побачити на Фігурі 2, витки різьби 3 і 4 трубчастих компонентів орієнтовані уздовж похилої твірної 20, так щоб сприяти здійсненню згвинчування. Загалом, ця похила твірна формує кут з віссю 10, що знаходиться в проміжку від 1 до 5 градусів. У даному випадку похила твірна визначається як така, що проходить через середину сторін навантаження. [0050] Переважно і як можна побачити на фіг. 2, вершини зубців і западини зубців охоплюваних і охоплюючих різьбових областей є рівнобіжними осі 10 різьбового з'єднання. Це полегшує обробку. [0051] Таким чином, різьбове з'єднання, що виходить зі зборки трубчастих компонентів відповідно до винаходу, має крутний момент згвинчування, що відповідає існуючим стандартам. Цей тип з'єднання використовується, зокрема, у бурильних пристроях. Переважно охоплювані та/або охоплюючі вершини витків різьби можуть насаджуватися з натягом на западини охоплюючих та/або охоплюваних витків різьби. Це означає, що захоплення мастила можна уникнути, оскільки воно витісняється в напрямку сторін витків різьби під час згвинчування. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Пристрій для здійснення різьбового сполучення, який містить перший і другий трубчасті компоненти, кожний з віссю обертання (10), причому один з їхніх кінців (1, 2) забезпечується різьбовою областю (3, 4), утвореною на зовнішній або внутрішній периферійній поверхні компонента, у залежності від того, чи є різьбовий кінець охоплюваного або охоплюючого типу, і зазначені кінці (1, 2) закінчуються на кінцевій поверхні (7, 8), а зазначені різьбові області (3, 4) містять на частині, визначеній як згвинчування, що самоблокується, витки різьби (32, 42), які містять, якщо дивитися в поздовжньому перерізі, що проходить через вісь обертання (10) трубчастих компонентів, вершину різьби (35, 45), западину різьби (36, 46), сторону навантаження (30, 40) і сторону посадки (31, 41), при цьому ширина вершин різьби (35, 45) кожного трубчастого компонента зменшується в напрямку кінцевої поверхні (7, 8) розглянутого трубчастого компонента, тоді як ширина западин різьби (36, 46) зростає, який відрізняється тим, що крок охоплюваних сторін посадки та/або сторін навантаження відповідно відрізняється від кроку охоплюючих сторін посадки та/або сторін навантаження, а кроки зазначених сторін залишаються постійними на зазначеній частині, визначеній як згвинчування, що самоблокується. 2. Пристрій для здійснення різьбового сполучення за п. 1, який відрізняється тим, що крок охоплюваних сторін посадки та/або сторін навантаження відповідно строго менший, ніж крок охоплюючих сторін посадки та/або сторін навантаження, а товщина охоплюваного трубчастого компонента ер на кінці різьбової області, протилежному кінцевій поверхні, є меншою, ніж товщина охоплюючого трубчастого компонента еb. 3. Пристрій для здійснення різьбового сполучення за п. 1, який відрізняється тим, що крок охоплюваних сторін посадки та/або сторін навантаження відповідно строго більше, ніж крок охоплюючих сторін посадки та/або сторін навантаження, а товщина охоплюваного трубчастого компонента ер на кінці різьбової області, протилежному кінцевій поверхні, є більшою, ніж товщина охоплюючого трубчастого компонента еb. 4. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що відносна різниця між кроком охоплюваних сторін посадки та/або сторін навантаження і кроком охоплюючих сторін посадки та/або сторін навантаження знаходиться в діапазоні від 0,15 % до 0,35 %. 5. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що відносна різниця між кроком охоплюваних сторін посадки та/або сторін навантаження і кроком охоплюючих сторін посадки та/або сторін навантаження переважно дорівнює 0,25 %. 6. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що кожна з різьбових областей (3; 4) має похилу твірну (20), що формує кут () з віссю обертання (10) трубчастих компонентів. 7. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що вершини різьби (35, 45) і западини різьби (36, 46) є паралельними осі обертання (10) трубчастого компонента. 5 UA 103677 C2 5 8. Пристрій для здійснення різьбового сполучення за будь-яким з попередніх пунктів, який відрізняється тим, що витки різьби охоплюваного й охоплюючого трубчастих компонентів мають профіль типу ластівчина хвоста. 9. Різьбове з'єднання, що виходить у результаті сполучення за допомогою пристрою згвинчування, що самоблокується, за будь-яким з попередніх пунктів. 10. Різьбове з'єднання за п. 9, яке відрізняється тим, що охоплювані та/або охоплюючі вершини різьби саджають з натягом на западини охоплюючих та/або охоплюваних витків різьби. 11. Різьбове з'єднання за п. 9 або 10, яке відрізняється тим, що різьбове з'єднання є різьбовим з'єднанням для бурильного компонента. 6 UA 103677 C2 7 UA 103677 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюSet for producing a threaded connection for drilling and operating hydrocarbon wells, and resulting threaded connection
Автори англійськоюGranger, Scott, Caron, Olivier, Verger, Eric
Автори російськоюГранже Скотт, Карон Оливье, Верже Эрик
МПК / Мітки
МПК: E21B 17/042, F16L 15/06
Мітки: результаті, здійснення, свердловин, різьбового, сполучення, експлуатації, буріння, вуглеводневих, виходить, пристрій, з'єднання
Код посилання
<a href="https://ua.patents.su/10-103677-pristrijj-dlya-zdijjsnennya-rizbovogo-spoluchennya-dlya-burinnya-jj-ekspluataci-vuglevodnevikh-sverdlovin-i-zehdnannya-shho-vikhodit-u-rezultati.html" target="_blank" rel="follow" title="База патентів України">Пристрій для здійснення різьбового сполучення для буріння й експлуатації вуглеводневих свердловин і з’єднання, що виходить у результаті</a>
Нарізне з’єднання для буріння й експлуатації вуглеводневих свердловин
Номер патенту: 103532
Опубліковано: 25.10.2013
Автори: Верже Ерік, Карон Олів'є, Гранже Скотт
МПК: F16L 15/06, E21B 17/042
Мітки: буріння, експлуатації, нарізне, з'єднання, вуглеводневих, свердловин
Формула / Реферат:
1. Пристрій для створення нарізного з'єднання, що містить перший і другий трубчастий компонент із віссю обертання (10), при цьому один з їхніх кінців (1,2) забезпечується нарізною областю (3; 4), утвореною на зовнішній або внутрішній периферичній поверхні компонента, у залежності від того, чи є різьбовий кінець охоплюваного або охоплюючого типу; при цьому зазначені кінці (1, 2) закінчуються на кінцевій поверхні (7, 8); при цьому зазначені...
Спосіб буріння свердловин та пристрій для його здійснення
Номер патенту: 17447
Опубліковано: 06.05.1997
Автор: Світалка Петро Іванович
МПК: E21B 4/00
Мітки: спосіб, пристрій, здійснення, свердловин, буріння
Формула / Реферат:
1. Способ бурения скважин, путем вращения привода породоразрушающего инструмента, отличающийся тем, что вращение породоразрушающего инструмента в импульсно-вращательное от состояния покоя при углублении вооружения инструмента в породу до ускоренного вращения при ее скалывании, а время внедрения вооружения регулируется прочностью породы на сдвиг.2, Устройство для бурения скважин по п.1, включающее полый корпус с соединительным...
Шламовий амбар для токсичних відходів буріння та експлуатації нафтогазових свердловин
Номер патенту: 71256
Опубліковано: 10.07.2012
Автори: Тимофєєва Катерина Анатоліївна, Зоценко Микола Леонідович
МПК: E02D 5/22, E02B 17/02
Мітки: амбар, нафтогазових, токсичних, шламовий, свердловин, експлуатації, буріння, відходів
Формула / Реферат:
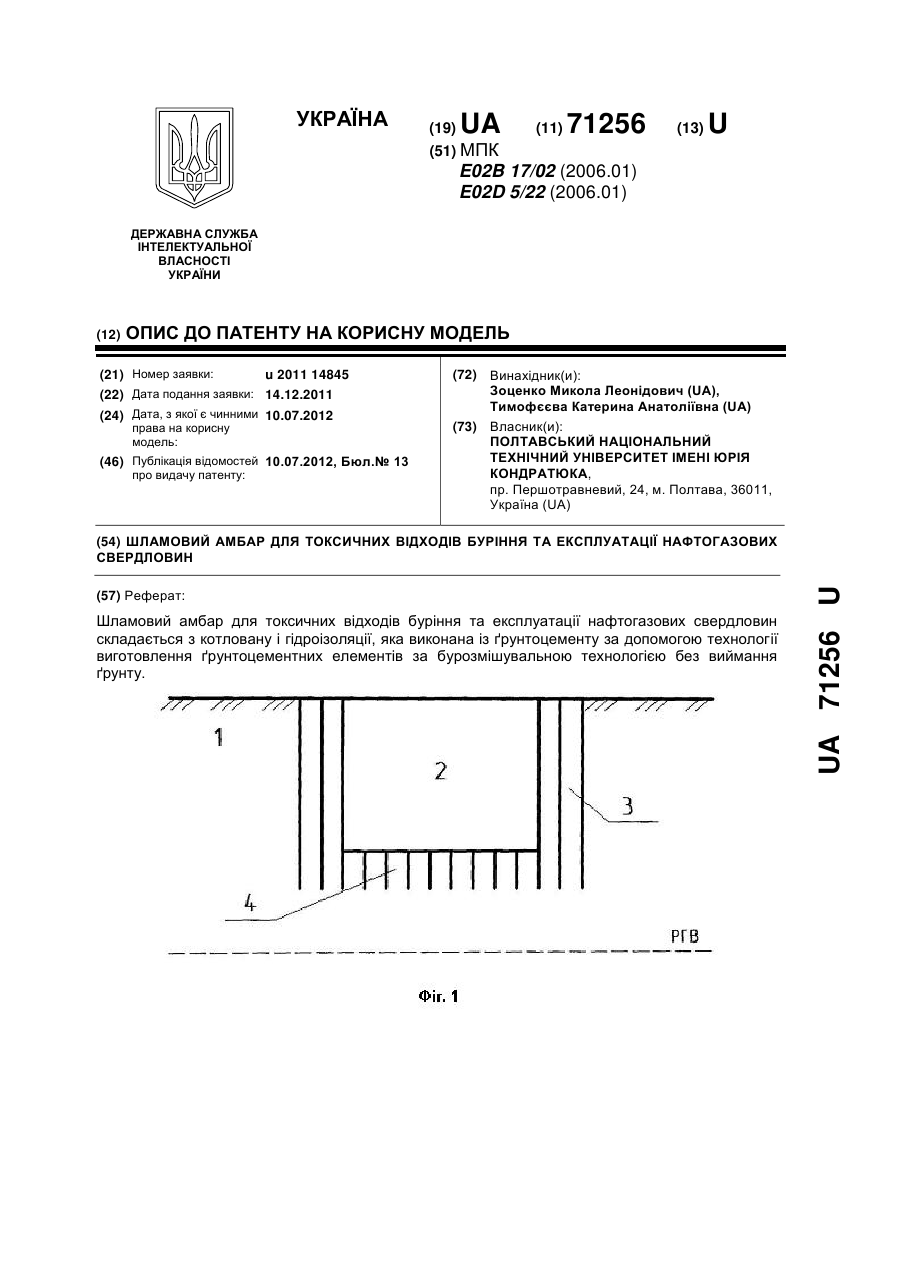
Шламовий амбар для токсичних відходів буріння та експлуатації нафтогазових свердловин, який складається з котловану і гідроізоляції, який відрізняється тим, що гідроізоляція виконана із ґрунтоцементу за допомогою технології виготовлення ґрунтоцементних елементів за бурозмішувальною технологією без виймання ґрунту.
Піноутворювач для буріння та експлуатації нафтовидобувних свердловин
Номер патенту: 36544
Опубліковано: 16.04.2001
Автори: Білодуб Ольга Петрівна, Короткова Надія Петрівна, Бачериков Олександр Васильович, Пилявін Вадим Львович
Мітки: свердловин, буріння, нафтовидобувних, експлуатації, піноутворювач
Текст:
...залишку СЖК і триетаноламіну Синтанол ДС-10 Синтамид 5 Неоном АФ 9-12 Їдкий натр Вода % мас 10-40 15 23 30 13 1,5 8 0,5 Решта 6 1,0 Таблиця 2 Поверхнево-активна речовина 4-15 Луг 0,5-2 Вода Вміст компонентів піноутворювача, % мас Приклад Приклад Приклад 1 2 3 Реагенти до 100 Як показано нижче, на конкретних прикладах одержання даного піноутворювача і результатах випробувань одержаних зразків, наведених в табл. 3,...
Застосування ґрунтоцементу як протифільтраційного екрана амбарів-шламонакопичувачів для відходів буріння та експлуатації нафтогазових свердловин
Номер патенту: 74018
Опубліковано: 10.10.2012
Автор: Тимофєєва Катерина Анатоліївна
МПК: E02D 27/32, E02D 29/09
Мітки: свердловин, експлуатації, нафтогазових, буріння, відходів, застосування, амбарів-шламонакопичувачів, ґрунтоцементу, протифільтраційного, екрана
Формула / Реферат:
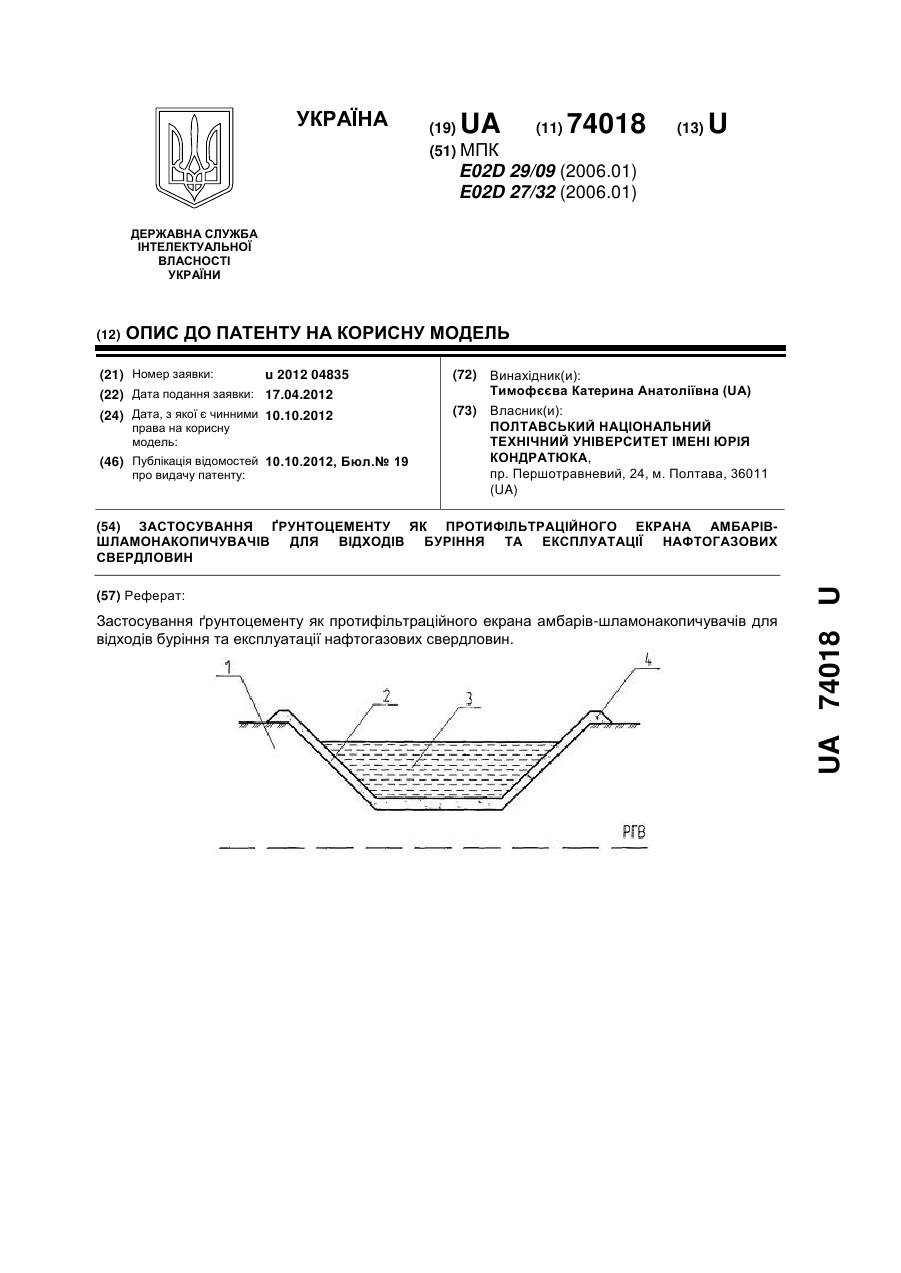
Застосування ґрунтоцементу як протифільтраційного екрана амбарів-шламонакопичувачів для відходів буріння та експлуатації нафтогазових свердловин.
Попередній патент: Сонцезахисне покриття з високим коефіцієнтом сонячного теплонадходження
Наступний патент: Вологопроникний волокнистий нетканий матеріал
Випадковий патент: Відцентровий двовальний насос