Ультразвуковий ручний інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 109975
Опубліковано: 26.10.2015
Автори: Мордюк Богдан Миколайович, Черепін Валентин Тихонович, Прокопенко Георгій Іванович, Красовський Тарас Анатолійович


Формула / Реферат
1. Ультразвуковий ручний інструмент для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, оснащений основною задньою і боковою додатковою ручками, у якому, з можливістю зворотно-поступального руху на пластмасових кільцях ковзання, встановлена активна частина інструмента, в якій, через віброізоляційне ущільнення у вузловій площині між переднім і заднім корпусними циліндрами за допомогою фланця з отворами для проходу охолоджуючого повітря, закріплений ультразвуковий п′єзокерамічний перетворювач, який має передню і задню понижуючі частоту коливань накладки, до передньої накладки приєднаний трансформатор коливальної швидкості, з яким контактують потовщені кінці стрижневих ударних елементів, що знаходяться в отворах головки, причому остання з можливістю вільного обертання розташована в державці та зафіксована пласкою фігурною пружиною, державка закріплена на передньому циліндрі, на внутрішній поверхні заднього циліндра розташований датчик Холла на певній ділянці напроти магніту, закріпленого у корпусі, та штифти, які обмежують рух активної частини відносно корпусу, герметичний роз'єм для кабелю живлення п'єзокерамічного перетворювача від ультразвукового генератора, вентилятор у пластмасовому корпусі, який приєднано до заднього циліндра, при цьому активна рухома частина встановлена у корпусі з можливістю пружного притиснення ударних елементів до поверхні, що обробляється, за допомогою пружини, який відрізняється тим, що маса активної частини інструмента втричі перевищує масу корпусу, оснащеного задньою і боковою ручками.
2. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що трансформатор коливальної швидкості виконано із алюмінієвого сплаву, до його торця пригвинчена насадка із високоміцного титанового сплаву товщиною, яка менша за довжину хвилі ультразвукових коливань з частотою 26-27 кГц у 25-30 разів, на робочу поверхню якої електроіскровим легуванням нанесено шар надтвердого матеріалу.
3. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що датчик Холла розташовано на рухомій частині інструмента напроти магніту так, що при надмірному притисканні оператором інструмента до поверхні, що обробляється, живлення п'єзокерамічного перетворювача вимикається і вмикається знову, коли сила притиснення зменшується до допустимого рівня 30-50 Н.
4. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що для охолодження п'єзокерамічного перетворювача і головки з ударними елементами в задній частині інструмента розташований вентилятор з продуктивністю 40 л/хв.
5. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що основна задня ручка укріплена на корпусі за допомогою двох пружних елементів із тонкої пружинної сталі і вкрита пористим віброзахисним матеріалом.
6. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що ультразвуковий генератор виконаний з можливістю живлення п'єзокерамічного перетворювача по схемі паралельного резонансу з частотою 26-27 кГц.
7. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що поверхня п'єзокерамічних елементів і високовольтні електроди вкриті ізолюючим компаундом.
Текст
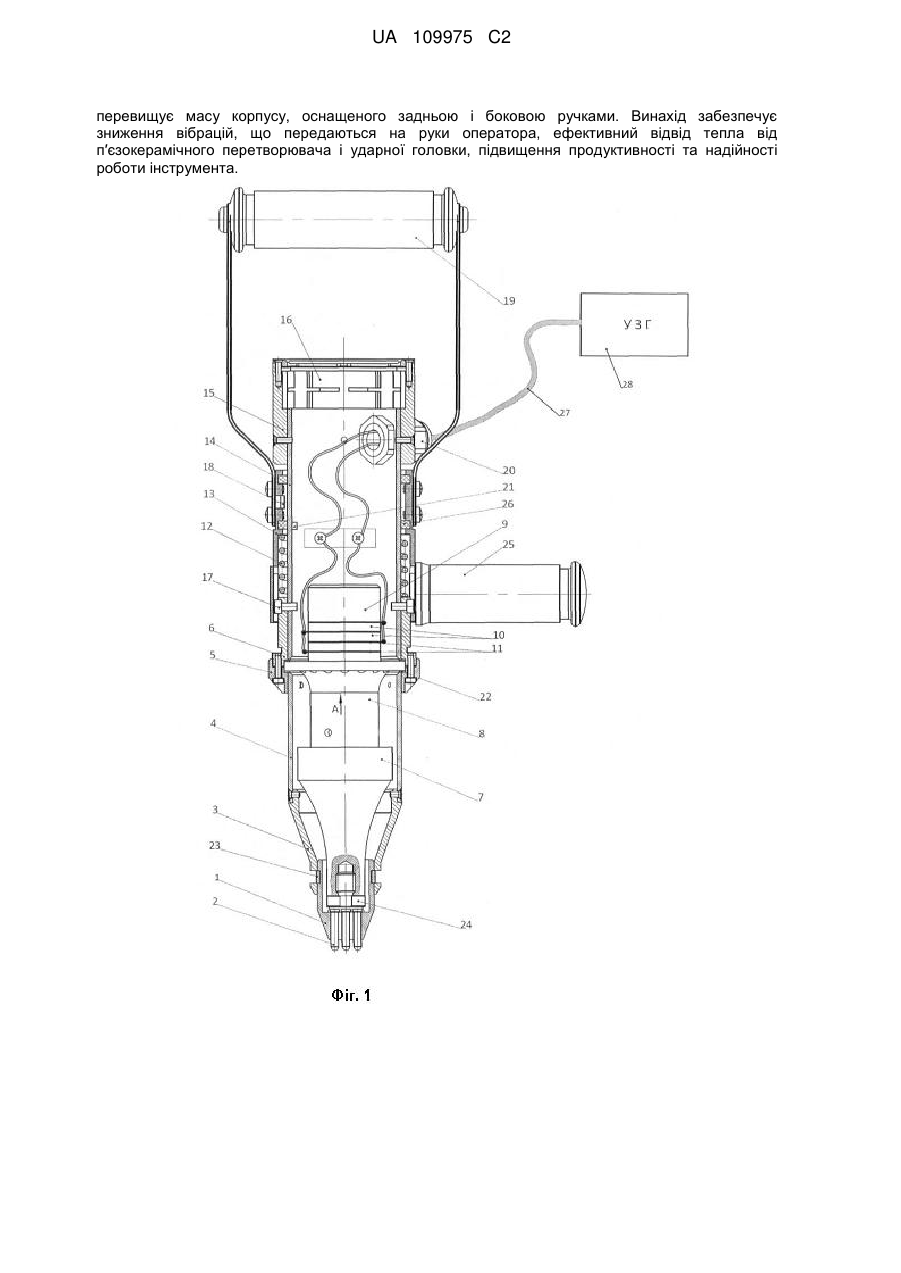
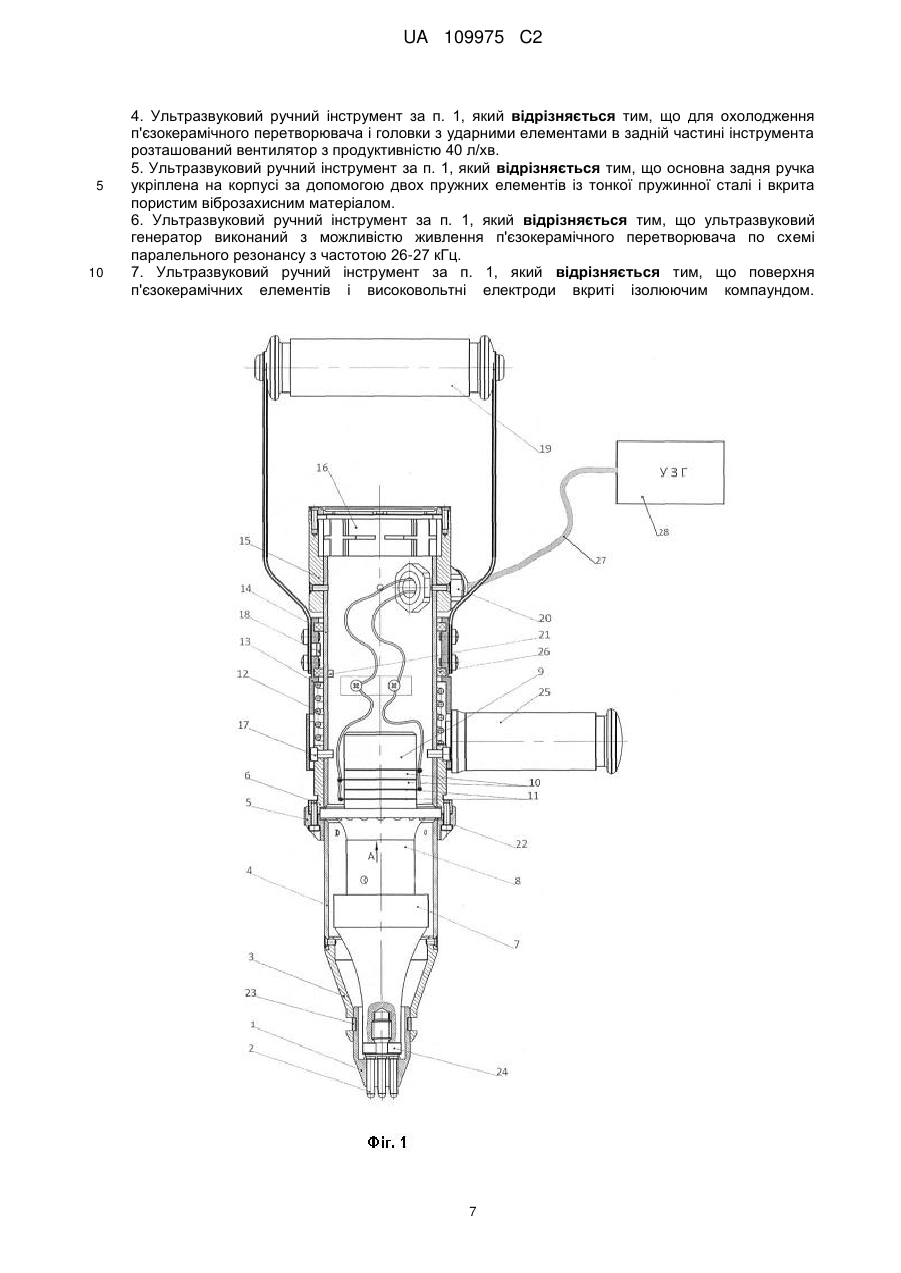
Реферат: Винахід належить до ультразвукових ручних інструментів і може бути використаний у машинобудівній, суднобудівній галузях промисловості. Ультразвуковий ручний інструмент для деформаційного зміцнення і релаксаційної обробки металів містить корпус з основною задньою і боковою додатковою ручками, у якому з можливістю зворотно-поступального руху встановлена активна частина інструмента, в якій через віброізоляційне ущільнення у вузловій площині між переднім і заднім корпусними циліндрами за допомогою фланця з отворами для проходу охолоджуючого повітря, закріплений ультразвуковий п′єзокерамічний перетворювач, який має передню і задню понижуючі частоту накладки. До передньої накладки приєднаний трансформатор коливальної швидкості, з яким контактують ударні елементи, що знаходяться в отворах головки. Головка з можливістю вільного обертання розташована в державці та зафіксована пласкою фігурною пружиною, причому державка закріплена на передньому циліндрі, на внутрішній поверхні заднього циліндра розташований датчик Холла на певній ділянці напроти магніту, закріпленого у корпусі. Інструмент містить вентилятор у пластмасовому корпусі, який приєднано до заднього циліндра. Маса активної частини інструмента втричі UA 109975 C2 перевищує масу корпусу, оснащеного задньою і боковою ручками. Винахід забезпечує зниження вібрацій, що передаються на руки оператора, ефективний відвід тепла від п′єзокерамічного перетворювача і ударної головки, підвищення продуктивності та надійності роботи інструмента. UA 109975 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області технологічного використання потужних ультразвукових коливань для поверхневого зміцнення і релаксаційної обробки зварних з'єднань металевих конструкцій, що працюють в умовах вібраційного і динамічного навантаження, і може бути застосований у машинобудівній, суднобудівній та інших галузях промисловості. Останнім часом значно підвищився інтерес до високоенергетичних методів обробки металевих поверхонь, до яких належить і поверхневе зміцнення за допомогою високочастотних ударних навантажень, що створюються за допомогою потужних ультразвукових коливань. Результати чисельних втомних випробувань зразків і натурних об'єктів та практика експлуатації відповідальних конструкцій показують, що ультразвуковий спосіб є достатньо ефективним за рахунок високої частоти ударів на одиницю оброблюваної поверхні. Загалом частота ударів одного ударного елемента знаходиться в діапазоні 1-3 кГц, проте вона підвищується при застосуванні багатобойкових інструментів. Це призводить до високої продуктивності ультразвукової ударної обробки (УЗУО) і до підвищення якості оброблюваної поверхні, тобто до суттєвого зниження її шорсткості, а її твердість досягає максимальних значень за декілька секунд. В свою чергу, продуктивність та якість процесу ультразвукової ударної обробки та її зручність для оператора, особливо при роботі з ручним інструментом, тепловий режим ультразвукового випромінювача і вузла ударного навантаження значною мірою залежать від конструкції інструмента в цілому та окремих його складових. Значний вплив на нагрівання ультразвукового випромінювача має спосіб його збудження напругою високої частоти, яку постачає ультразвуковий генератор. На разі існує багато конструкцій ручних ультразвукових ударних інструментів. Вони постійно вдосконалюються і використовуються як на виробництві, так і в польових умовах при обробці деталей машин, зварних з'єднань мостів, корпусів суден та інших конструкцій. Відомий ультразвуковий віброударний інструмент (патент Російської Федерації № 2259912 С1, МПК B25D9/14, В06В1/08, В06В1/12, В24В39/04, опубл. 10.09.2005 р., Бюл. № 25), який містить корпус з ручкою, джерело збудження ультразвукових коливань та складається з магнітострикційного перетворювача і трансформатора коливальної швидкості (ТКШ), що розміщене в корпусі на напрямних ковзання з можливістю зворотно-поступального руху, та спеціальну втулку, яка закріплена за ТКШ у вузлі його поздовжніх коливань з натягом, зусилля якого відповідає радіальній деформації, і перевищує амплітуду поперечних коливань ТКШ у вузлі при роботі перетворювача в режимі холостого ходу. При цьому напрямні ковзання корпусу відносно рухомої частини інструмента пов'язані з корпусом інструмента за допомогою еластичних віброізолюючих прокладок. Таким чином досягається зменшення шкідливого вібраційного навантаження на руки оператора. У відомому пристрої використовується магнітострикційний ультразвуковий перетворювач, який потребує інтенсивного охолодження стиснутим повітрям внаслідок нагріву. Однак державка з бойками також сильно нагрівається під час роботи. В той же час стиснуте повітря до неї не надходить, бо в пристрої це не передбачено. Це певною мірою зменшує безперервний час роботи віброударного інструмента, а тому і продуктивність обробки. Акустична система знаходиться в рухомому корпусі, який з'єднаний з обоймою, в отворах якої знаходяться стрижневі бойки, які контактують з торцем ТКШ і здійснюють осьовий зворотно-поступальний рух, коли оператор притискує інструмент до оброблюваної поверхні, а сила цього притиску залежить від характеристик пружини, яка розміщена між рухомою частиною інструмента і корпусом з ручкою. Між корпусом і акустичною системою розміщені віброізолюючі прокладки, які поряд з пружиною зменшують вібраційне навантаження на руки оператора. Між тим, не дивлячись на складність такої конструкції, вона не передбачає створення оптимального притиску інструмента до оброблюваної поверхні, що створює невизначеність при виборі оптимального режиму обробки і веде до розбіжностей у технологічному процесі, тобто залежить від індивідуальних рис і професійної підготовки різних операторів. Окрім цього, ультразвукові віброударні інструменти із магнітострикційними перетворювачами зазвичай досить важкі (більше ніж 3 кг). Це не відіграє помітної ролі при розміщені інструмента вертикально або під деяким кутом до поверхні, яка знаходиться знизу. Але коли поверхня, яка обробляється, вертикальна або знаходиться зверху, вага інструмента при довготривалій обробці протягом робочої зміни має суттєве значення. З другого боку збільшення ваги призводить до демпфування вібрацій інструмента, які шкідливі для оператора. Тому постає завдання знайти оптимальне співвідношення між вагою інструмента і рівнем вібрацій на ручці інструмента, який регулюється відповідними ГОСТ і ДСУ. Але треба відмітити, що порівняльні іспити пневмодинамічних і ультразвукових віброударних інструментів показали переваги останніх за рівнем шуму і прискоренням на ручках, тому захищеність ультразвукових інструментів від вібрацій досить висока. Слід зазначити, що потужні ультразвукові коливання 1 UA 109975 C2 5 10 15 20 25 30 35 40 45 50 55 60 практично повністю згасають на границях розділу випромінювач-повітря або на гумових віброізоляційних прокладках. Але вібрації низької частоти присутні і при роботі ультразвукових інструментів. Відомий ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів (Патент України № 68264, МПК В24В 39/00, В06В 1/06, опубл. 15.02.2007 р., Бюл. № 2), що містить корпус, в якому з можливістю осьового зворотно-поступального руху встановлено металевий стакан, де через віброізоляційне ущільнення розміщено ультразвуковий п'єзоелектричний перетворювач, з'єднаний з ТКШ та датчиками осьового зворотнопоступального руху віброударної системи і температури випромінювача, а позаду стакана, у пнемокамері корпусу, розташована пружина, при цьому стакан оснащений насадкою, до якої приєднана державка з бойками, які мають можливість коливатись уздовж своєї осі в зазорі між поверхнею, що обробляється, і торцем ТКШ, а корпус інструменту має дві ручки, одна з яких встановлена з можливістю повороту навколо корпусу, а друга прикріплена жорстко до нього. Недоліком відомого інструмента є те, що він не має ефективної системи охолодження стиснутим повітрям: ультразвуковий перетворювач розміщений у герметичному стакані, тому при довготривалій роботі він нагрівається і охолоджується лише за рахунок передачі тепла через шар повітря, яке знаходиться у замкнутому просторі. Державка з бойками, нагріта за рахунок інтенсивної високочастотної ударної обробки поверхонь, також не має примусового охолодження і може віддавати тепло тільки за рахунок малоефективної природної конвекції повітря. Малий поздовжній розмір інструмента та ручка, жорстко з'єднана з корпусом, призводять до негативного впливу вібрацій корпусу інструмента на руки оператора. Найбільш близьким до запропонованого пристрою, за сукупністю суттєвих ознак і технічним результатом, є ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів (Патент України № 87006, МПК В24В 39/00, В06В 1/00, В24В 1/04, опубл. 10.06.2009 p., Бюл. № 11), що містить корпус з жорстко прикріпленою до нього ручкою, де в демпфуючих прокладках встановлено стакан, який має можливість зворотно-поступального руху у заданих межах за рахунок штифта, що закріплений на стакані і рухається в поздовжньому пазу певної довжини, а в стакані через віброізоляційне ущільнення у вузловій площині ультразвукових коливань закріплений перетворювач на п'єзокераміці, з'єднаний з ТКШ, та встановлені датчики температури і положення стакана відносно корпусу, при цьому задіяна система примусового повітряного охолодження перетворювача через штуцер на задній кришці стакана та виходу стиснутого повітря в зоні ударної головки, в отворах якої встановлені стрижневі бойки, які контактують з торцем ТКШ своїми потовщеними кінцями, а головка зафіксована пласкою пружиною за допомогою кульки, яка входить в заглиблення на зовнішній поверхні головки з можливістю швидкої її заміни, остання розташована в державці, з'єднаній із стаканом, при цьому між фланцем на стакані і корпусом знаходиться пружина, яка за умови притиснення бойків до оброблюваної поверхні, стискається і задає певне зусилля, необхідне для створення віброударного режиму обробки поверхонь виробів. Однак відомий ультразвуковий інструмент має ряд недоліків. Так, ударна головка з бойками, розташована в державці, виконана з можливістю швидкого знімання. Фіксація головки відносно державки виконана за рахунок кульки, яка входить в декілька лунок на боковій поверхні головки і в отвір пласкої пружині, тому головку при установці можна повернути на певний кут, але при обробці вона не може вільно обертатися при обробці пласких поверхонь, коли таке обертання багатобойкової головки навколо своєї осі підвищує рівномірність обробки поверхні виробів. При обробці зварного з'єднання з підсиленням застосовуються, як правило, однорядні головки (з 2ма, 3-ма та 4-ма бойками), що утворюють канавку уздовж шва. Проте він може змінювати свій напрямок в залежності від конструкції, тому краще, щоб при цьому поверталась тільки ударна головка, а не весь інструмент. Тому фіксація головки в певному положенні знижує технологічні можливості відомого інструмента. У відомому інструменті ручка жорстко приєднана до корпусу, що сприяє передачі шкідливих вібрацій на руки оператора. При обробці активна частина інструмента (випромінювач з ТКШ, державка, закріплена у стакані та ударна головка з бойками) зазнає інтенсивної низькочастотної вібрації за рахунок ударної взаємодії бойків з ТКШ. Ця вібрація частково зменшується за рахунок пружини, розташованої між корпусом і стаканом, але заходи по зменшенню шкідливих вібрацій в даному інструменті недостатні. П'єзоелектричний перетворювач у відомому пристрої суттєво нагрівається, тому на передній і задній накладках виконані поздовжні пази у вигляді радіаторів для відводу тепла. Значний нагрів перетворювача викликаний у даному випадку застосуванням в ультразвуковому генераторі схеми з послідовним збудженням ультразвукових коливань на частоті резонансу. Така схема характеризується незначними вихідними напругами і підвищеним струмом. Вона 2 UA 109975 C2 5 10 15 20 25 30 35 40 45 50 55 60 практично неспроможна працювати в режимі холостого ходу. Але в разі ультразвукової ударної обробки частота примусових коливань бойків у невеликому зазорі становить близько 1 кГц, а частота ультразвукових коливань торця ТКШ в промислових ультразвукових установках дорівнює 18-27 кГц, тобто значно більша, тому ультразвуковий перетворювач працює переважно у режимі холостого ходу. Для цього режиму більш придатна схема збудження з паралельним контуром, де струм малий, а напруга досягає 800 В. Вихідний торець ТКШ піддається у процесі роботи багаторазовим ударним навантаженням, тому він повинен бути дуже міцним. У відомому інструменті ТКШ виготовляється або із загартованої сталі, або з високоміцного титанового сплаву. На торець електроіскровим способом наноситься шар із твердосплавних матеріалів (ВК6, ВК8 та інших). У першому випадку весь інструмент має значну вагу (більш ніж 3,5 кг), а у другому застосовується дорогий титановий сплав. Це теж є недоліком відомого інструмента. В основу винаходу поставлено задачу розробити ультразвуковий ручний інструмент для деформаційного зміцнення і релаксаційної обробки металів шляхом зменшення ваги інструмента та перерозподілу мас між його корпусом і активною частиною, яка вміщує ультразвуковий п'єзокерамічний перетворювач, систему охолодження потужним вентилятором і державку з ударною головкою, що вільно обертається навколо своєї осі, та мінімізації вібраційного навантаження на руки оператора за рахунок встановлення додаткових демпфуючих елементів між корпусом і активною частиною інструмента та зменшення ваги та вартості ТКШ, виконаного з алюмінієвого сплаву з насадкою з високоміцного титанового сплаву на вихідному торці та використання для генерації високочастотних електричних коливань ультразвукового генератора, який працює з вихідним каскадом на паралельному резонансі. Для вирішення поставленої задачі в ультразвуковому ручному інструменті для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, оснащений основною задньою і боковою додатковою ручками, у якому, з можливістю зворотнопоступального руху на пластмасових кільцях ковзання, встановлена активна частина інструмента, в якій через віброізоляційне ущільнення у вузловій площині між переднім і заднім корпусними циліндрами за допомогою фланця з отворами для проходу охолоджуючого повітря, закріплений ультразвуковий перетворювач на п'єзокераміці, який має передню і задню понижуючі частоту накладки, до передньої приєднаний трансформатор коливальної швидкості, з яким контактують стрижневі ударні елементи, що знаходяться в отворах головки, причому остання з можливістю вільного обертання розташована в державці та зафіксована пласкою фігурною пружиною, державка укріплюється на передньому циліндрі, на внутрішній поверхні заднього циліндра розташований датчик Холла на певній ділянці напроти магніту, закріпленого у корпусі, та штифти, які обмежують рух активної частини відносно корпусу, герметичний роз'єм для кабелю живлення п'єзокерамічного перетворювача від ультразвукового генератора, вентилятор у пластмасовому корпусі, який приєднується до заднього циліндра, при цьому активна рухома частина встановлена у корпусі з можливістю пружного притискання ударних елементів до поверхні, що обробляється, за допомогою пружини, згідно з винаходом, маса активної частини інструмента втричі перевищує масу корпусу, оснащеного задньою і боковою ручками. Живлення п'єзокерамічного перетворювача здійснюється від ультразвукового генератора (УЗГ), який працює по схемі з паралельним резонансом. При такій схемі опір перетворювача значно зростає, тому струм через електричні ланцюги коливальної системи невеликий, що не призводить до суттєвого нагрівання п'єзокерамічних елементів. Але при довгостроковій роботі вони повільно нагріваються, тому примусове охолодження перетворювача можна здійснити лише за рахунок потужного вентилятора, який вмонтовано у задню частину корпусу рухомої частини інструмента. Потік повітря попадає у внутрішню порожнину цього корпусу, охолоджує задню накладку і кільця п'єзокераміки, а потім, через отвори у фланці, надходить в замкнутий об'єм частини корпусу, де знаходиться передня накладка, до якої приєднаний ТШК і знімна ударна головка з бойками, яка пласкою фігурною пружиною утримується в державці. Повітря через зазори між бойками і головкою, а також через технологічні щілини виходить в навколишнє середовище, охолоджуючи вузол ударного навантаження, який нагрівається за рахунок значної частоти і кількості ударів в робочому циклі. Використання потужного вентилятора дає можливість уникнути застосування стиснутого повітря, що не завжди можливо при обробці конструкцій в польових умовах, або значно ускладнює застосування обладнання, так як потребує наявності компресорів. Включення УЗГ здійснюється автоматично при притисненні інструмента до оброблюваної поверхні за допомогою магнітного датчика (наприклад, датчика Холла), закріпленого на внутрішній поверхні заднього циліндра, виконаного із сплаву алюмінію. При притисненні 3 UA 109975 C2 5 10 15 20 25 30 35 40 45 50 55 60 пружина, розташована між рухомим і основним корпусами інструмента, стискається на певну величину, щоб забезпечити віброударний режим роботи. Зазвичай сила притиснення складає 30-50 Н, але при роботі оператор може притиснути інструмент до оброблюваної поверхні і з більшою силою, що може змінити технологічний режим процесу обробки. Щоб цього не сталося, магніт, укріплений на внутрішній поверхні основного корпусу, розташований таким чином, що при надмірному притисненні інструмента до поверхні генерація ультразвуку припиняється, а при послабленні притиску генерація ультразвуку поновлюється. Це дає змогу додержуватись оптимального режиму обробки і тим самим підвищити її якість і повторюваність. Відомо, що зростання маси будь якого тіла призводить до зниження рівня вібрацій, якщо воно є частиною віброударного інструмента, наприклад пневматичного. Але для зручності роботи оператора протягом тривалого часу (робочої зміни) ударний інструмент повинен мати певну невелику вагу. Мета створення такого інструменту полягає у знаходженні оптимального співвідношення між зниженням ваги і рівнем шкідливих вібрацій. В інструменті, що заявляється, запропоновано новий підхід до його виготовлення. Так, рухома частина інструмента включає п'єзокерамічний перетворювач з ТКШ у корпусі з державкою, в якій розміщена ударна головка з бойками, а також вентилятор. В той же час нерухома частина складається з легкого корпусу невеликих розмірів з алюмінієвого сплаву, до якого приєднані дві ручки - основна і бокова, для зручності роботи оператора. Основна задня ручка кріпиться до корпусу двома пружинними скобами із тонколистової пружинної сталі, а самі ручки оздоблені пористою гумою, що також зменшує шкідливі вібрації на їх поверхні. Загалом маса рухомої частини втричі перевищує масу основного корпусу з ручками. Всі ці заходи значно знижують вібрації, які передаються на руки оператора, з метою додержання відповідних санітарних норм при роботі з віброінструментом, при зменшені його загальної ваги до 2-2,5 кг. Слід відзначити, що загальна вага інструменту також зменшується за рахунок використання більш високої частоти ультразвукових коливань у 26-27 кГц, бо при цьому зменшуються поздовжні розміри п'єзокерамічного перетворювача. При запропонованій схемі вихідного каскаду УЗГ, який працює в режимі паралельного резонансу, розігрів п'єзокераміки незначний, тому замість стиснутого повітря можна використати вентилятор певної потужності продуктивністю біля 40 л/хв. Також потік повітря через отвори у фланці надходить на ударну головку і охолоджує її як при роботі, так і при технологічних перервах, бо він працює постійно, доки включено живлення УЗГ від мережі електричної напруги. Ударна головка закріплена в державці за допомогою пласкої фігурної пружини, яка входить в кільцевий паз на зовнішній поверхні головки, тому вона може обертатись навколо своєї осі, не випадає із державки і легко замінюється на іншу. ТКШ виготовлено з алюмінієвого сплаву (Д16Т, В95), міцність якого недостатня для спротиву високочастотним ударам бойків, що контактують з його торцем. Для запобігання пластичній деформації і руйнуванню контактної поверхні ТКШ при довготривалій роботі, в різьбовий отвір на кінці ТКШ вкручується насадка товщиною, меншою за довжину хвилі ультразвукових коливань у 25-30 разів, з високоміцного титанового сплаву (ВТ-6, ВТ22), поверхня якої зміцнюється електроіскровим легуванням (ЕІЛ) електродом з надтвердого матеріалу, наприклад, ВК6 або ВК8. Пружний осьовий зворотно-поступальний рух всієї рухомої частини відносно нерухомого корпусу здійснюється за допомогою пружини, яка знаходиться між ними, і забезпечує оптимальний притиск ударників до оброблюваної поверхні (30-50 Н). Вібрації, що виникають при обробці виробів, приймає на себе фактично рухома частина із значною масою, тому вони гасяться здебільшого за рахунок цієї маси, а також додатково пружиною і пружними елементами кріплення задньої ручки, різноманітними гумовими прокладками та оснащенням ручок пористим м'яким матеріалом, що зменшує вібраційний вплив на руки оператора. Суть винаходу пояснюється кресленнями, де: - на Фіг. 1 показано запропонований ультразвуковий інструмент в розрізі; - на Фіг. 2 показано частину фланця, який знаходиться у вузловій площині ультразвукового перетворювача з отворами для проходу потоку повітря, створюваного вентилятором (вид А). Ручний інструмент містить ультразвуковий перетворювач, що складається з чотирьох п'єзокерамічних шайб 10 з бронзовими електродами 11 між ними, а також передньої 8 і задньої 9 накладок. До передньої накладки приєднується ТКШ 7 з насадкою із високоміцного титанового сплаву 24. В рухомому корпусі перетворювач закріпляється гвинтами в вузловій площині передньої накладки між двома деталями 5 і 6 через гумові прокладки 22. Деталі кріплення жорстко з'єднані з переднім 4 і заднім 14 циліндрами корпусу. До переднього циліндра приєднується державка 3, в якій знаходиться ударна головка 1 з бойками 2 із загартованої сталі ШХ15, яка утримується в державці за допомогою пласкої фігурної пружини 23. В задньому циліндрі закріплені штифти 17, які обмежують зворотно-поступальний рух корпусу перетворювача відносно нерухомого корпусу. Між цими корпусами розташована пружина 12, а 4 UA 109975 C2 5 10 15 20 25 30 35 40 45 50 55 також два пластмасових кільця 26, які забезпечують осьове ковзання корпусів відносно один одного. На внутрішнійповерхні заднього циліндра закріплений магнітний датчик (Холла) 21, який відповідає за вмикання і вимикання електричної напруги ультразвукової частоти, яка подається на електроди перетворювача, що знаходяться між кільцями п'єзокераміки. Також в задньому циліндрі знаходиться герметичний роз'єм 20, через який проходить кабель живлення 27, з'єднаний з УЗГ 28. Наприкінці заднього циліндра знаходиться пластмасовий корпус 15, в який вмонтовано вентилятор 16. Нерухомий корпус складається із циліндра 13 з алюмінієвого сплаву. До нього через пружні елементи приєднані ручки - задня 19 і бокова 25. Ультразвуковий інструмент працює наступним чином. При включені УЗГ подається живлення на вентилятор 16, який направляє потік повітря на всі зовнішні поверхні ультразвукового перетворювача і через отвори у фланці - на ударну головку 1 і бойки 2. Вентилятор працює впродовж всього часу, доки включений УЗГ, як у період обробки, так і при її зупинці. Ударні елементи 2 перед початком обробки вводять в механічний контакт з металевою поверхнею, що підлягає обробці. Натисненням на рукоятку 19 з певним зусиллям здійснюють осьове зміщення корпусу інструмента 13 відносно активної частини з п'єзокерамічним перетворювачем. Зусилля притиснення не є постійною величиною, але воно в процесі роботи повинно бути в заданих межах (30÷50 Н). В запропонованому інструменті сила притиску регулюється пружиною 12, а рух корпусу 13 обмежується штифтом 17. В той же час оператор може прикласти надмірне зусилля до задньої ручки 19. В цьому випадку магніт 18, закріплений у корпусі 13, виходить за межі датчика Холла і живлення інструмента вимикається, але при незначному поверненні назад, при зменшенні сили притиснення, живлення знову вмикається. Бокова ручка 25 потрібна для більш зручного управління ручним інструментом відносно оброблюваної поверхні і його нахилу під різними кутами згідно з її геометрією. Електрична напруга ультразвукової частоти подається на п'єзокерамічний перетворювач 10, яка збуджує в ньому поздовжні ультразвукові коливання на частоті резонансу (26-27 кГц). ТКШ 7 збільшує амплітуду коливань на торці насадки 24 (в діапазоні від 10 до 25 мкм). Потрібна амплітуда, в залежності від технології обробки і міцності матеріалу, що обробляється, встановлюється кнопками на передній панелі генератора. Ударні елементи (бойки), що знаходяться в отворах ударної головки з можливістю вільного осьового переміщення, контактують як з поверхнею насадки, так і з поверхнею виробу. При вмиканні ультразвукових коливань бойки за рахунок ударної взаємодії між поверхнею, що коливається з ультразвуковою частотою, і нерухомою поверхнею виробу починають вимушено коливатися в невеликому зазорі (0,01-0,03 мм), але із нижчою середньою частотою 1-3 кГц. При цьому кінетична енергія, отримана ударними елементами 2 від торця насадки 24, витрачається на пластичне деформування поверхні металу та на їх пружний відскок назад в залежності від коефіцієнта відновлення швидкості, який залежить від механічних властивостей оброблюваного матеріалу. Обробка поверхні виробів проводиться зворотно-поступальними рухами, наприклад, уздовж лінії сплавлення зварного з'єднання або круговими рухами багатобойкових головок по площі, яку потрібно обробити згідно з технологією, що визначається заздалегідь по часу обробки на одиницю площі попередніми експериментами. Ультразвуковий генератор оснащено таймером, за допомогою якого встановлюється необхідний час обробки згідно з технологічним регламентом. При закінченні цього часу генерація ультразвуку автоматично вимикається. Електричні втрати, що виникають у п'єзокерамічному ультразвуковому перетворювачі нагрівають його тим більше, чим вище амплітуда коливань на торці ТКШ. Але, при застосуванні в УЗГ вихідного каскаду по схемі паралельного резонансу, опір перетворювача значно зростає і струм через нього протікає досить малий, що не призводить до суттєвого розігрівання п'єзокераміки, навіть у режимі холостого ходу при відсутності навантаження, що неможливо при застосуванні схеми з послідовним резонансом, яка застосовувалась у відомому пристрої. Тому для охолодження як перетворювача, так і вузла ударного навантаження, в інструменті, що пропонується, достатньо використання вентилятора потужністю 40-50 л/хв. В той же час, при роботі в умовах жаркого клімату, можлива незначна перебудова задньої частини корпусу інструмента з приєднанням штуцера для подачі холодного стиснутого повітря від спеціального компресора з охолоджувачем. Нагрівання корпусу інструмента, який корелює з температурою п'єзокераміки, можна контролювати за допомогою інфрачервоного термометра для здійснення технічних зупинок у роботі, при яких вентилятор працює і охолоджує інструмент. Додатково поверхня п'єзоелементів і електродів вкривається ізолюючим компаундом з хорошою адгезією, який має високу теплопровідність і електроізоляційні властивості, наприклад, марки КПТД-1/1Т8,50 (торгової марки НОМАКОН™), що дає змогу захистити високовольтні електроди від пробою в умовах підвищеної вологості і ефективно відводити тепло від п'єзокераміки. 5 UA 109975 C2 5 10 15 20 25 Можливість повороту ударної головки 1 з ударними елементами 2 навколо своєї осі зменшує зношування торця високоміцної насадки 24, а фігурна пласка пружина 23 дає змогу швидкої заміни ударних головок різних типів. В запропонованому інструменті використана багатоступінчаста система захисту від ультразвуку та шкідливих вібрацій на ручках при максимальних режимах обробки і при суттєвому зменшенні ваги до 2,5 кг, що значно підвищує безпеку і зручність при обробці різноманітних деталей, виробів і конструкцій в умовах заводських цехів і на відкритому повітрі, для чого корпус УЗГ виконано захищеним від пилу і вологи. Відвід тепла від п'єзокерамічного перетворювача і ударної головки з бойками в процесі роботи сприяє підвищенню продуктивності праці за рахунок скорочення технічних зупинок, що підвищує його надійність при експлуатації. Цьому сприяє також швидка заміна головок з бойками і спеціальна конструкція магнітного датчика зворотно-поступального руху. Висока твердість торця насадки з міцного титанового сплаву, вкритого за допомогою ЕІЛ шаром надтвердого матеріалу типу ВК6, ВК8, сприяє подовженню гарантійного строку експлуатації інструмента. Запропонований пристрій був виготовлений в експериментально-виробничих майстернях Інституту металофізики ім. Г.В. Курдюмова НАН України і пройшов іспити на працездатність і захищеність від шкідливих вібрацій у державному підприємстві "Гідроприлад", який є головним з ультраакустики в Україні. Він має амплітуду коливань торця ТКШ від 10,0 до 25,0 мкм з точністю ± 1 мкм, яка вимірювалась приладом UVM-4M. УЗГ генерує електричну напругу з частотою у межах 26-27 кГц і споживає при максимальній амплітуді до 600 Вт електричної потужності. Інструмент у повному споряджені має вагу 2,3 кг, що сприяє зменшенню втоми оператора при збільшенні тривалості обробки і загалом підвищенню продуктивності його праці. Вібрації на поверхні основної і бокової ручок, які виникають за рахунок високочастотних ударів бойків по поверхні металевих виробів, не перевищують допустимих нормативними документами рівнів (ГОСТ 12.1.001-89. Система стандартов безопасности труда - УЛЬТРАЗВУК - Общие требования безопасности), що дає можливість гарантувати роботу оператора у відповідності до техніки безпеки. ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 1. Ультразвуковий ручний інструмент для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, оснащений основною задньою і боковою додатковою ручками, у якому, з можливістю зворотно-поступального руху на пластмасових кільцях ковзання, встановлена активна частина інструмента, в якій, через віброізоляційне ущільнення у вузловій площині між переднім і заднім корпусними циліндрами за допомогою фланця з отворами для проходу охолоджуючого повітря, закріплений ультразвуковий п′єзокерамічний перетворювач, який має передню і задню понижуючі частоту коливань накладки, до передньої накладки приєднаний трансформатор коливальної швидкості, з яким контактують потовщені кінці стрижневих ударних елементів, що знаходяться в отворах головки, причому остання з можливістю вільного обертання розташована в державці та зафіксована пласкою фігурною пружиною, державка закріплена на передньому циліндрі, на внутрішній поверхні заднього циліндра розташований датчик Холла на певній ділянці напроти магніту, закріпленого у корпусі, та штифти, які обмежують рух активної частини відносно корпусу, герметичний роз'єм для кабелю живлення п'єзокерамічного перетворювача від ультразвукового генератора, вентилятор у пластмасовому корпусі, який приєднано до заднього циліндра, при цьому активна рухома частина встановлена у корпусі з можливістю пружного притиснення ударних елементів до поверхні, що обробляється, за допомогою пружини, який відрізняється тим, що маса активної частини інструмента втричі перевищує масу корпусу, оснащеного задньою і боковою ручками. 2. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що трансформатор коливальної швидкості виконано із алюмінієвого сплаву, до його торця пригвинчена насадка із високоміцного титанового сплаву товщиною, яка менша за довжину хвилі ультразвукових коливань з частотою 26-27 кГц у 25-30 разів, на робочу поверхню якої електроіскровим легуванням нанесено шар надтвердого матеріалу. 3. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що датчик Холла розташовано на рухомій частині інструмента напроти магніту так, що при надмірному притисканні оператором інструмента до поверхні, що обробляється, живлення п'єзокерамічного перетворювача вимикається і вмикається знову, коли сила притиснення зменшується до допустимого рівня 30-50 Н. 6 UA 109975 C2 5 10 4. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що для охолодження п'єзокерамічного перетворювача і головки з ударними елементами в задній частині інструмента розташований вентилятор з продуктивністю 40 л/хв. 5. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що основна задня ручка укріплена на корпусі за допомогою двох пружних елементів із тонкої пружинної сталі і вкрита пористим віброзахисним матеріалом. 6. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що ультразвуковий генератор виконаний з можливістю живлення п'єзокерамічного перетворювача по схемі паралельного резонансу з частотою 26-27 кГц. 7. Ультразвуковий ручний інструмент за п. 1, який відрізняється тим, що поверхня п'єзокерамічних елементів і високовольтні електроди вкриті ізолюючим компаундом. 7 UA 109975 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюUltrasonic hand tool for strain-hardening and relaxation processing metals
Автори англійськоюProkopenko Heorhii Ivanovych, Krasovskyi Taras Anatoliiovych, Cherepin Valentyn Tykhonovych, Mordiuk Bohdan Mykolaiovych
Назва патенту російськоюУльтразвуковой ручной инструмент для деформационного упрочнения и релаксационной обработки металлов
Автори російськоюПрокопенко Георгий Иванович, Красовский Тарас Анатольевич, Черепин Валентин Тихонович, Мордюк Богдан Николаевич
МПК / Мітки
МПК: B24B 39/00, B06B 1/06
Мітки: інструмент, металів, зміцнення, релаксаційної, ручний, деформаційного, обробки, ультразвуковий
Код посилання
<a href="https://ua.patents.su/10-109975-ultrazvukovijj-ruchnijj-instrument-dlya-deformacijjnogo-zmicnennya-i-relaksacijjno-obrobki-metaliv.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий ручний інструмент для деформаційного зміцнення і релаксаційної обробки металів</a>
Ультразвуковий ручний інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 94051
Опубліковано: 27.10.2014
Автори: Красовський Тарас Анатолійович, Черепін Валентин Тихонович, Прокопенко Георгій Іванович, Мордюк Богдан Миколайович
МПК: B24B 39/04, B25D 9/00, B06B 1/12, B06B 1/08
Мітки: металів, зміцнення, обробки, ультразвуковий, ручний, інструмент, деформаційного, релаксаційної
Формула / Реферат:
1. Ультразвуковий ручний інструмент для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, оснащений основною задньою і боковою додатковою ручками, у якому, з можливістю зворотно-поступального руху на пластмасових кільцях ковзання, встановлена активна частина інструмента, в якій через віброізоляційне ущільнення у вузловій площині між переднім і заднім корпусними циліндрами за допомогою фланця з отворами для проходу...
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 87006
Опубліковано: 10.06.2009
Автори: Прокопенко Георгій Іванович, Луговський Олександр Федорович, Мовчанюк Андрій Валерійович, Кудрявцев Юрій Філіпович, Клейман Якоб Ісакович, Чорний Валерій Іванович
МПК: B24B 39/00, B06B 1/00, B24B 1/04
Мітки: металів, зміцнення, ультразвуковий, обробки, релаксаційної, інструмент, деформаційного
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, в якому встановлений на напрямних ковзання металевий стакан, що з зазором охоплює ультразвуковий п'єзокерамічний перетворювач з трансформатором коливальної швидкості (ТКШ), який вузловою площиною зв'язаний із крайкою стакана, куди прикріплена циліндрична насадка, що вмонтована коаксіально вихідному кінцю ТКШ, на вільному кінці якої...
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 68264
Опубліковано: 15.02.2007
Автори: Прокопенко Георгій Іванович, Кудрявцев Юрій Філіпович, Мовчанюк Андрій Валерійович, Чорний Валерій Іванович, Луговський Олександр Федорович, Клейман Якоб Ісакович
МПК: B24B 39/00, B06B 1/06
Мітки: обробки, релаксаційної, металів, зміцнення, деформаційного, інструмент, ультразвуковий
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки, що містить корпус із захисним чохлом і кришкою, в якому встановлений ультразвуковий перетворювач, з'єднаний із трансформатором коливальної швидкості, що оснащений віброізоляційним ущільненням і має співвісну їм пневмокамеру, а також державку з ударними елементами, при цьому ультразвуковий перетворювач змонтований з можливістю осьового зворотно-поступального руху і...
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь
Номер патенту: 15379
Опубліковано: 30.06.1997
Автори: Мандрик Олег Миколайович, Чернов Борис Олександрович, Климишин Ярослав Данилович
МПК: B24B 1/04
Мітки: ультразвуковий, інструмент, зміцнення, внутрішніх, поверхонь
Формула / Реферат:
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь, що містить криволінійний хвилевід з робочим інструментом, який відрізняється тим, що хвилевід складається з активної та пасив-ноТ частин, які виконані розсіченими по вісьовій лінії з розгорненням на кут, який забезпечує розміщення двох робочих інструментів перпендикулярно до оброблюваної поверхні, та які з'єднані між собою з закріпленням на кінцях обох робочих інструментів.
Ручний інструмент для обробки ґрунту

Номер патенту: 43605
Опубліковано: 25.08.2009
Автор: Чук Іван Степанович
МПК: A01B 1/02
Мітки: ґрунту, ручний, обробки, інструмент
Формула / Реферат:
Ручний інструмент для обробки ґрунту, що складається з циліндричного корпусу, в верхній частині якого кріпиться держак, а в нижній частині розташоване лезо, виготовлене суцільно з корпусом, причому лезо складається з ріжучої та неріжучої частин, який відрізняється тим, що на зовнішній стороні ріжучої частини леза наноситься насічка, причому зовнішня сторона насічки має зигзагоподібну зубчасту форму і в верхній частині леза виступає за...
Попередній патент: Спосіб визначення критичної температури крихкості конструкційної сталі
Наступний патент: Заглибні фурми для верхньої продувки з рідинним охолодженням
Випадковий патент: Композиція трав'яного чаю від кашлю "продукт дієтичного харчування №25"