Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 87006
Опубліковано: 10.06.2009
Автори: Клейман Якоб Ісакович, Прокопенко Георгій Іванович, Мовчанюк Андрій Валерійович, Чорний Валерій Іванович, Луговський Олександр Федорович, Кудрявцев Юрій Філіпович

Формула / Реферат
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, в якому встановлений на напрямних ковзання металевий стакан, що з зазором охоплює ультразвуковий п'єзокерамічний перетворювач з трансформатором коливальної швидкості (ТКШ), який вузловою площиною зв'язаний із крайкою стакана, куди прикріплена циліндрична насадка, що вмонтована коаксіально вихідному кінцю ТКШ, на вільному кінці якої пружно зафіксована державка з ударними елементами, стопор у вигляді штифта, розміщеного в поздовжньому пазу корпусу і встановленого на поверхні стакана, систему повітряного охолодження, датчик температури, при цьому стакан змонтовано з можливістю пружного осьового зворотно-поступального руху відносно корпусу, що реєструється датчиком, датчик включений в систему запуску генератора ультразвукових коливань, який відрізняється тим, що додатково в корпусі вмонтовано індикатор сили притиску ударних елементів у вигляді індикатора зміщення стопора, а датчик температури встановлений на ультразвуковому перетворювачі, в дні стакана виконано отвір для подачі повітря, а в ТКШ - наскрізні отвори, що з'єднують порожнину стакана із простором між вихідним кінцем ТКШ і насадкою, державку перфоровано отворами в бік поверхні, що обробляється, ультразвуковий перетворювач з ТКШ в об'ємі стакана мають теплообмінну поверхню у вигляді ребер, висота яких менша зазору між стаканом і ультразвуковим перетворювачем з ТКШ, вихідний торець останнього і вихідні торці ударних елементів виконано твердосплавними, наприклад з твердосплавним покриттям, по відношенню до матеріалу поверхонь, з якими вони контактують, датчик зворотно-поступального руху виконаний магнітним і встановлений в стакані із немагнітного матеріалу, а магніт закріплений в корпусі, між крайкою стакана і повернутим до неї торцем корпусу встановлено пружину стиснення, розміщену в пневмокамері, яка створена циліндричними поверхнями корпусу і стакана і з'єднана із зовнішнім середовищем через демпферну щілину.
Текст
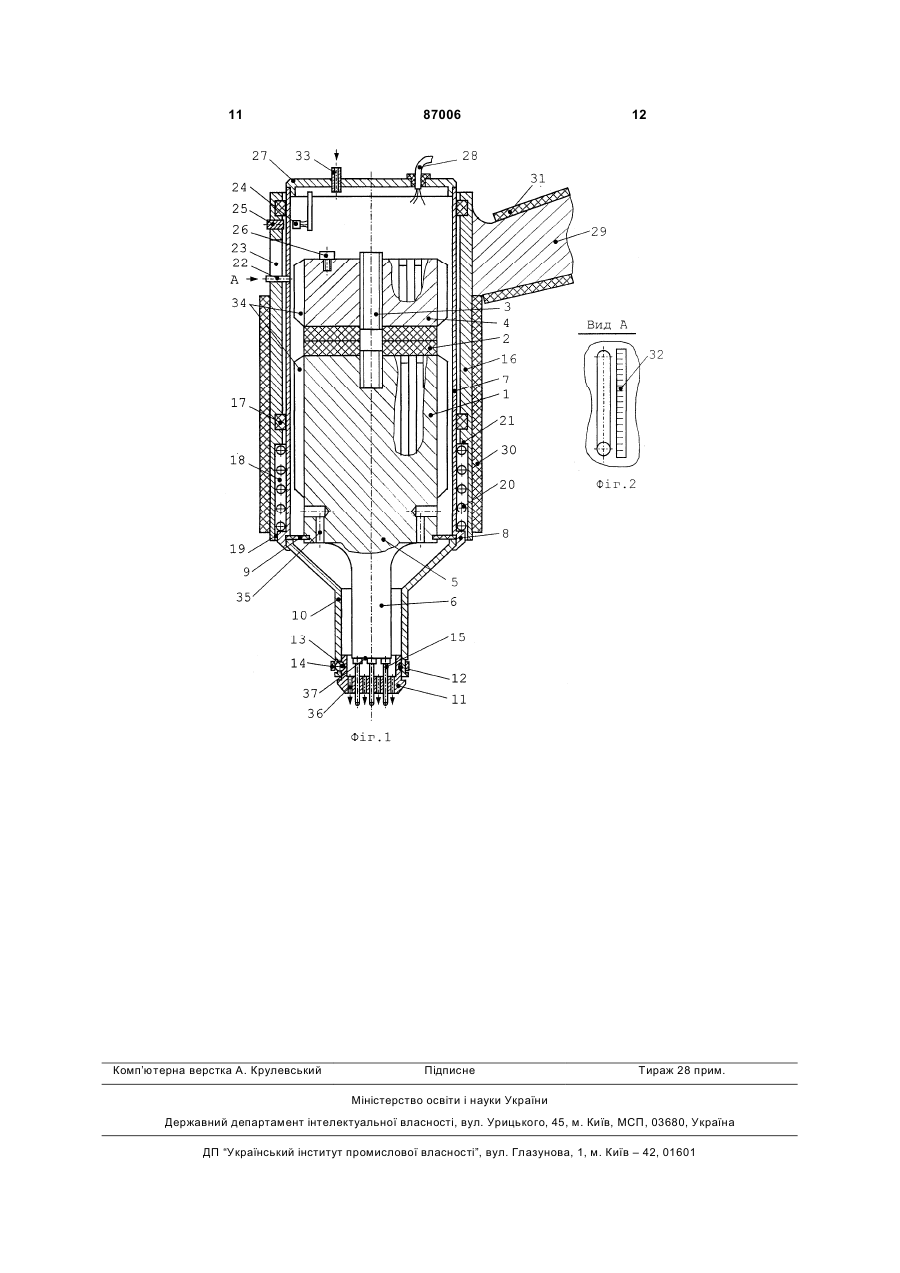
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, в якому встановлений на напрямних ковзання металевий стакан, що з зазором охоплює ультразвуковий п'єзокерамічний перетворювач з трансформатором коливальної швидкості (ТКШ), який вузловою площиною зв'язаний із крайкою стакана, куди прикріплена циліндрична насадка, що вмонтована коаксіально вихідному кінцю ТКШ, на вільному кінці якої пружно зафіксована державка з ударними елементами, стопор у ви C2 2 UA 1 3 невої обробки з допомогою пластичної деформації, такі як обробка кульками, роликами, дробеструменевий наклеп, віброобкатування та інші. Значно підвищився інтерес до високоенергетичних видів обробки поверхні, до яких відноситься і поверхневе зміцнення з допомогою ультразвукових коливань. Результати випробувань і практика експлуатації показують, що при обробці металів і особливо високоміцних матеріалів, ультразвуковий спосіб є достатньо ефективним. З його допомогою вдалося добитися суттєвого підвищення механічних властивостей конструкційних матеріалів, особливо втомної міцності і зносостійкості. В свою чергу, продуктивність і якість процесу ультразвукової обробки, зручності в роботі в значній мірі залежить від конструкції ультразвукового інструменту. Відомий ультразвуковий обробний інструмент (патент Росії №2266805 C1, МПК В24В 39/00, 2005) що містить акустичну систему, в склад якої входять магнітострикційний перетворювач і жорстко з'єднаний з ним трансформатор коливальної швидкості (ТКШ), розміщені в корпусі, оснащеному системою охолодження, в якому встановлена на одній осі з акустичною системою пружина з можливістю виявляти на неї прижимну дію на оброблювальний об'єкт, індентор, виконаний у вигляді стакану з наскрізними отворами в торці, в яких встановлені з можливістю зворотнопоступального руху стрижні з потовщеннями, причому потовщення стрижнів розміщені між торцем стакану і випромінюючою поверхнею. Згідно винаходу ТКШ жорстко з'єднаний з циліндричним хвилеводомподовжувачем, довжина якого кратна l/2, де l довжина повздовжньої хвилі в матеріалі хвилеводу, в вузловій частині його виконана проточка, в якій встановлені кульки з можливістю крутильного переміщення навколо своєї осі, на яких розміщенні стінки стакану, переміщення якого вздовж хвилеводу в бік розміщення стрижнів обмежено рівнем розміщення кульок. Також у відомому пристрої згідно винаходу хвилевід-подовжувач виконаний із загартованої сталі, а система охолодження виконана в виді бачка, оснащеного підводом і відводом охолоджуючої рідини, закріпленого гайкою на ТКШ в його вузловій області. У відомому пристрої в якості ультразвукового перетворювача використаний магнітострикційний перетворювач, який має більш ніж у два рази менший ККД ніж п'єзоелектричний перетворювач і вимагає використання рідинної системи охолодження, що знижує надійність, добавляє ваги, створює додаткове джерело кавітаційних шумів. Використання стального циліндричного хвилеводу-подовжувача збільшує вагу пристрою, збільшує акустичні втрати із-за додаткового різьбового з'єднання з ТКШ. Строк служби інструменту невеликий із-за обмеженої міцності загартованої сталі хвилеводу, що призводить до його руйнування такими ж загартованими стрижнями-ударниками, особливо при обробці твердосплавних поверхонь. Відомий віброударний інструмент з ультразвуковим збудженням (патент Росії №2179919 С2, МПК B25D 9/14, В06В 1/08, В06В 1/12, В24В 39/04, 2000), що містить корпус, еластичні віброзахисні 87006 4 прокладки, джерело збудження, що складається із магнітострикційного перетворювача і хвилевідного трансформатора, розміщене в корпусі з можливістю зворотно-поступального руху відносно нього, а також обойму з бойками, що встановлена співвісно з хвилевідним трансформатором і систему охолодження, згідно винаходу система охолодження повітряна, а джерело збудження закріплене у втулці, що встановлена на зв'язані з корпусом напрямники ковзання, при цьому між зовнішньою поверхнею втулки і внутрішньої поверхні корпуса є зазор. У відомому пристрої використання повітряної системи охолодження для відводу великої кількості тепла від магнітостриктора без теплообмінної поверхні знижує її ефективність, а за відсутності датчика температури може привести до перегріву і поломки інструменту, друге джерело тепла, обойма з бойками, що сильно нагрівається під час роботи, взагалі не піддається примусовому охолодженню, тому воно додатково нагріває джерело збудження і може привести до опіків оператора. Іншим недоліком відомого пристрою є його недовговічність, яка викликана руйнівною дією поверхні, що обробляється, на бойки, а ті в свою чергу руйнують випромінюючу поверхню хвилевідного трансформатора. Відсутність індикатора притиску бойків до поверхні, що обробляється і складна нестабільна система притиску із пружини і стисненого повітря приводять до нестабільності ультразвукової віброударної обробки (УВО). Найбільш близьким до запропонованого пристрою по сукупності ознак і технічному результату є ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів (Патент України №68264, МПК В24В 39/00, В06В 1/06, 2007), що містить корпус з захисним чохлом і кришкою, в якому встановлений ультразвуковий перетворювач, з'єднаний з ТКШ, який оснащений віброізоляційним ущільненням і має співвісну їм пневмокамеру, а також державку з ударними елементами, при цьому ультразвуковий перетворювач змонтовано з можливістю осьового зворотнопоступального руху і взаємодії з пневмокамерою, згідно винаходу в корпус додатково вмонтовані датчики осьового зворотнопоступального руху ультразвукового перетворювача і його температури, які включені в систему запуску генератора ультразвукових коливань, на корпусі також закріплена ручка з еластичним чохлом і з можливістю повороту навколо осі корпусу, додатково на напрямниках ковзання металевий стакан, який охоплює ультразвуковий перетворювач із трансформатором коливальної швидкості (ТКШ), останній вузловою площиною через віброізоляційне ущільнення зв'язаний з крайкою стакану, куди також прикріплена циліндрична насадка, встановлена коаксіально вихідному кінцю ТКШ, в якому виконана порожнина, замкнена з боку ударних елементів, а державка закріплена на вільному кінці насадки з можливістю повороту навколо її осі і швидкого зняття, при цьому пневмокамера виконана в виді порожнини між кришкою і дном стакану, ультразвуковий перетворювач - у вигляді складеного п'єзокерамічного. 5 Відомий інструмент має малоефективну систему охолодження: нагрітий, без розвиненої теплообмінної поверхні ультразвуковий перетворювач розміщений в герметичному металевому стакані, який тільки малою зовнішньою поверхнею віддає тепло за рахунок конвекції атмосферного повітря. Нагріта державка з ударниками також охолоджується тільки за рахунок малоефективної природної конвекції повітря. Розміщення температурного датчика на дні стакану приводить до похибки в вимірюванні температури ультразвукового перетворювача, тому інструмент при тривалій інтенсивній роботі може перегрітися і вийти із ладу. Використання оптичного датчика з шторкою в якості датчика зворотно-поступального руху приводить до збоїв в його роботі при експлуатації інструмента в умовах вібрації, ударів, впливу пилу і вологи. Ударники під час роботи руйнують вихідний кінець ТКШ, що зменшує строк служби інструменту. Встановлення пружини зворотно-поступального руху в пневмокамері між дном стакану і кришкою корпусу в місці підводу проводів до датчиків температури, зворотно-поступального руху, і ультразвукового перетворювача може визвати обриви проводів при їх інтенсивних згинальних деформаціях. В основу запропонованого винаходу поставлена задача вдосконалення відомого ультразвукового інструменту для деформаційного зміцнення і релаксаційної обробки металів шляхом зменшення нагріву ультразвукового перетворювача і нагрітих конструктивних елементів за рахунок підвищення ефективності примусового повітряного охолодження і достовірності контролю температури за найбільш критичним до нагріву конструктивним елементом - ультразвуковим перетворювачем, а також зменшення руйнівної дії поверхні, що обробляється, на інструмент. Це дасть можливість збільшити ефективність УВО, підвищити надійність, строк служби інструменту, безпеку і зручність при його експлуатації. Для вирішення поставленої задачі в ультразвуковому інструменті для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, в якому встановлений на напрямниках ковзання металевий стакан, що з зазором охоплює ультразвуковий п'єзокерамічний перетворювач з ТКШ, який вузловою площиною зв'язаний із крайкою стакану, куди прикріплена циліндрична насадка, вмонтована коаксіальна вихідному кінцю ТКШ, на вільному кінці якої пружно зафіксована державка з ударними елементами стопор у вигляді штифта, розміщеного у поздовжньому пазі корпусу і встановленого на поверхні стакану, систему повітряного охолодження, датчик температури, при цьому стакан змонтовано з можливістю пружного осьового зворотньо-поступального руху відносно корпусу, що реєструється датчиком, датчики включені в систему запуску генератора ультразвукових коливань, згідно винаходу додатково в корпусі вмонтовано індикатор сили притиску ударних елементів у вигляді індикатора зміщення стопора, а датчик температури встановлений на ультразвуковому перетворювачі, в дні стакану виконано 87006 6 отвір для подачі повітря, а в ТКШ - наскрізні отвори, що з'єднують порожнину стакану із простором між вихідним кінцем ТКШ і насадкою, державку перфоровано отворами в бік поверхні, що обробляється, ультразвуковий перетворювач і ТКШ в об'ємі стакану мають теплообмінну поверхню у вигляді ребер, висота яких менша зазору між стаканом і ультразвуковим перетворювачем з ТКШ, вихідний торець останнього і вихідні торці ударних елементів виконано твердосплавними, наприклад, з твердосплавним покриттям, по відношенню до матеріалу поверхонь з якими вони контактують, датчик зворотньо-поступального руху виконаний у вигляді магнітного встановленого в стакані із немагнітного матеріалу, а магніт закріплений в корпусі, між крайкою стакану і повернутим до неї торцем корпусу встановлено пружину стиснення, розміщену в пневмокамері, утвореній циліндричними поверхнями корпусу і стакану і з’єднаній із зовнішнім середовищем через демпферну щілину. Для підвищення ефективності охолодження ультразвукового перетворювача використовується його примусове охолодження. Холодне повітря через штуцер в дні стакану попадає в його внутрішню порожнину, проходить в зазорі між тепловіддаючими ребрами п'єзокерамічного перетворювача, охолоджуючи їх, потім через наскрізні отвори в ТКШ попадає в порожнину насадки і державки, через отвори в останній виходить в навколишній простір, забираючи також тепло від нагрітих ударників і насадки. Велика теплообмінна бічна поверхня п'єзоперетворювача і перфорація в державці забезпечують ефективну тепловіддачу. Закріплення термодатчика безпосередньо на частотнопонижаючій накладці п'єзокерамічного перетворювача підвищить достовірність інформації про температуру чутливих до перегріву п'єзокерамічних шайб. Тому гарантується відключення ультразвукового генератора інструменті при нагріві п'єзошайб до заданої температури в умовах екстремальної експлуатації. Наступний запуск інструменту можливий тільки після зниження температури п'єзошайб до допустимої, що підвищує надійність його роботи. Датчик зміщення ультразвукового перетворювача відносно корпусу який включає ультразвуковий генератор тільки після надійного контакту ударників із поверхнею зони обробки і автоматично вимикає після зняття сили мінімального притиску ударників виконано в виді магнітного (датчика Хола). Він поміщений в герметичний стакан із нержавіючої сталі і взаємодіє через його стінки із магнітом що закріплений на корпусі. Така конструкція підвищує надійність його спрацювання, тому зменшується ризик роботи перетворювача на холостому ході і відповідно його перегріву. Виконання вихідного торця ТКШ твердосплавним різко зменшує руйнівну дію ударників на випромінюючу поверхню, і збільшує строк служби інструменту. Таке ж покриття на сферичній поверхні ударних елементів, яка контактує із поверхнею обробки також збільшує ресурс роботи інструменту, покращує якість УВО (сферична поверхня довго не стирається, що дозволяє проводити точкове співударяння із металевою поверхнею, це стабілі 7 зує ступінь деформації металу), зменшує простої інструменту на заміну ударників. Пружній осьовий зворотно-поступальний рух ультразвукового перетворювача відносно корпусу забезпечує притиск ударників до поверхні, що обробляється. Від сили притиску при постійній амплітуді вібрацій перетворювача залежить ступінь пластичної деформації металевої поверхні, тому контроль сили притиску по ступені пружної деформації (зміщення стопорного штифта відносно корпуса) по індикатору зміщення дає можливість контролювати якість УВО, змінювати її ступінь. Вібрації, що виникають при обробці виробів гасяться за рахунок амортизатора, фізично представленого пружністю пружини і повітря, що знаходиться в середині пневмокамери. Роль елемента тертя при зворотно-поступальному русі виконують напрямними ковзання (як і в прототипі), додатково використані демпфуючі властивості повітря (в'язкість) при його витісненні із пневмокамери через демпферну щілину або втягуванні, що зменшує вібраційний вплив на оператора. Сутність винаходу пояснюється малюнками, де на Фіг.1 показаний запропонований ультразвуковий інструмент в розрізі, на Фіг.2 - вид з боку штифта (вид А). Ультразвуковий інструмент для деформаційного зміцнення і релаксації обробки металів містить ультразвуковий складений п'єзокерамічний перетворювач 1, що складається з двох п'єзокерамічних шайб 2, стиснутих при допомозі стяжної шпильки 3 між частотознижувальною накладкою 4 і лінійно-ступінчастим ТКШ 5, виготовленим, наприклад, із титанового сплаву, який має вихідний кінець 6 іншого діаметру. Ультразвуковий перетворювач 1 з трансформатором коливальної швидкості (ТКШ) 5 встановлений з зазором в герметичний стакан 7 із нержавіючої сталі так, що його крайка 8 зв'язана з вузловою площиною ТКШ 5 через віброізоляційне ущільнення 9. До крайки 8 прикріплена (опресована) своїм торцем циліндрична насадка 10, яка розміщена коаксіально вихідному кінцю 6 ТКШ. На вихідному кінці насадки 10 встановлена державка 11 у формі стакану з можливістю повороту навколо її осі. На зовнішній поверхні державки 11 є сферичні впадини 12 куди заходить шарик 13 радіально притиснутий циліндричною пружиною 14, для осьової фіксації державки. В отвори вихідного торця державки 11 поміщені ударні елементи 15, що мають проти випадання із них потовщення з боку вихідного кінця 6 ТКШ. Стакан 7 встановлений із зазором в корпус 16 на двох напрямниках ковзання 17, виготовлених, наприклад, із текстоліту. Пневмокамера 18 утворена внутрішньою поверхнею корпуса 16, зовнішньої поверхнею стакану 7, напрямником 17 і з'єднана із зовнішнім середовищем через демпферну щілину 19. Пружина стиснення 20 розміщена в пневмокамері 18 між крайкою 8 і виступом 21 корпусу. Для запобігання випадання стакана 7 із корпусу 16 на ньому закріплений стопор виконаний у вигляді штифта 22 який може рухатися в повздовжньому пазі 23 корпусу. В герметичний стакан 7 вмонтовано магнітний датчик 24 (наприклад датчик Хола) його осьового зворотно-поступального 87006 8 руху, що взаємодіє із магнітом 25, розміщеним навпроти нього в корпусі 16. Датчик температури 2 6 ультразвукового перетворювача закріплений на торці частотознижувальної накладки 4. Через герметичне ущільнення в дні 27 в стакан 7 заводиться кабель 28 одним кінцем з'єднаний з ультразвуковим генератором (не показаний), а другим - з електродами п'єзокерамічних шайб 2. Магнітний датчик 24 і датчик температури 26 підключені проводами кабелю 28 до системи запуску ультразвукового генератора. До корпусу 16 прикріплена рукоятка 29, на них одягнуті еластичні трубки (наприклад із пористої гуми) відповідно 30 і 31. Ступінь зміщення штифта 22 в пазі 23 корпусу відображається на індикаторі 32 (Фіг.2) у вигляді лінійки або планки, що має різнокольорові зони (наприклад, зелену, жовту, червону). В дні 27 стакану встановлено штуцер 33 для подачі охолоджуючого повітря, накладка 4 і ТКШ 5 мають розвинену теплообмінну поверхню у вигляді ребер 34. Висота останніх більша ніж зазор між ними і стаканом, це направляє майже все охолоджуюче повітря між ребрами, що підвищить тепловіддачу. Порожнина стакану 7 з'єднується отворами 35 в ТКШ із простором між концентрично розміщеними вихідним кінцем 6 ТКШ і насадкою 10, а в державці 11 виконані отвори 3 6 вздовж ударних елементів 15 в напряму поверхні обробки для виходу охолоджуючого повітря в атмосферу. Вихідний торець 37 ТКШ 5 виконаний у вигляді твердосплавного (наприклад, напаяна пластина із сплаву BK-6) або має твердосплавне покриття (обробку). Ударні елементи 15 на сферичних поверхнях, які контактують з поверхнею, що обробляється також мають твердосплавне покриття або обробку. Ультразвуковий інструмент працює наступним чином. Після подачі охолоджуючого повітря, яке поступає в інструмент через систему охолодження, що складається з штуцера 33, каналів між охолоджуючими ребрами 34, наскрізних отворів 35, отворів 36 в державці і виходить із нього в напрямку поверхні обробки. Ударні елементи 15 перед початком обробки вводять в механічний контакт з металевою поверхнею, що буде оброблятися. Натиском через рукоятку 29 добиваються осьового зміщення стакану 7 відносно корпусу 16 (3-5мм) поки магнітний датчик 24, що закріплений на його дні 27 не попаде в зону дії магніту 25, і не запустить ультразвуковий генератор. Останній подає напругу резонансної частоти на ультразвуковий п’єзокерамічний перетворювач 1, яка збуджує в ньому повздовжні ультразвукові пружні механічні коливання. ТКШ 5 збільшує амплітуду коливань на вихідному торці 37 (до 30мкм приблизно). Ударні елементи 15 що знаходяться в контакті з ним, також починають із-за ударної взаємодії робити коливання, рухаючись в отворах державки 11. При цьому кінетична енергія, отримана ударними елементами 15 від ультразвукового перетворювача, витрачається на деформування поверхні і на її пружній відскок назад. Інструмент притискається до поверхні із зусиллям 40-60Н, пружина 20 деформується, на відповідну відстань зміщується штифт 22 в пазі 23. Величина зміщення відповідно 9 - притиску ударних елементів 15 відображається на індикаторі 32, що має метричну шкалу і може контролюватися оператором. Повітря в пневмокамері 18 під час стиску пружини також стискається і починає виходити через демпферну щілину 19. Інструменту надають поступальний рух в напрямі перпендикулярному його осі і обробляють виріб, охоплюючи всю необхідну поверхню. Втрати, що виникають в п'єзокерамічному ультразвуковому перетворювачі, нагрівають його. За рахунок великої теплообмінної поверхні ребер 34 тепло відводиться повітрям системи охолодження в навколишнє середовище, попутно охолоджуються ударні елементи 15, державка 11 найбільше через отвори 36 і поверхня, що обробляється. Перепад тиску повітря між порожниною державки 11 і зовнішнім середовищем запобігає попаданню продуктів УВО (окалина, іржа, бруд і т.п.) в отвори державки, особливо робочі, де знаходяться ударні елементи. У випадках експлуатації при підвищених зовнішніх температурах і можливих порушеннях технологічного режиму, коли температура п'єзокерамічних шайб 2 може досягнути критичного значення, передбачено постійний контроль температури датчиком 26 і відключення ультразвукового генератора при нагріві перетворювача до заданої температури. Вібрації (низько і високочастотні), що виникають в інструменті при обробці виробів гасяться віброізоляційним ущільненням 9 в площині вузла коливальних зміщень ТКШ 5, потім за рахунок зворотно-поступального фрикційного руху стакан 7 в напрямниках ковзання 17, амортизації пружиною 20 і повітрям в пневмокамері 18, і далі - в в'язкістю повітря, що виходить із пневмокамери через демпферну щілину 19. Зниження вібраційних навантажень на оператора також обумовлене віброізоляційними властивостями еластичних трубок 30, 31. Такий багатоступінчастий захист (із викорис 87006 10 танням різних фізичних факторів: пружності, тертя, в'язкості) від дії вібрацій дозволяє добитися зниження їх рівня до величин, що значно нижчі допустимих. Можливість повороту державки 11 з ударними елементами навколо осі зменшує знос торця 37 ТКШ, а можливість швидкого зйому державки разом з ударними елементами підвищує зручність в роботі з інструментом. Використання ефективного відводу тепла від нагрітого п'єзокерамічного перетворювача з контролем його температури і охолодження головки з ударними елементами підвищить надійність інструменту і безпеку при експлуатації, а збереження робочого стану торця ТКШ подовжує строк служби інструменту. Багатоступінчаста система віброзахисту знижує рівень вібрації при всіх режимах віброударної обробки. Контроль сили притиску ударних елементів і збільшення ресурсу вихідних торців ударних елементів підвищує якість УВО. Швидка заміна ударних елементів, спеціальна конструкція датчика зворотно-поступального руху підвищує надійність і зручність в експлуатації інструменту. Наприклад, був виготовлений запропонований пристрій, який мав підвищену амплітуду коливань (до 30мкм), робочу частоту 22кГц і споживав до 400Вт потужності. При використанні примусового повітряного охолодження ультразвуковий перетворювач, державка з ударними елементами мали допустиму температуру. Час збереження робочого стану торця ТКШ під час обробки сталей середньої міцності збільшився в 3-4 рази. Вібрації і удари, які виникали під час обробки металевих поверхонь, гасилися системою віброізоляції, що забезпечило довготермінову і безпечну роботу оператора. За рахунок збереження робочого стану торця ТКШ і вихідних торців ударних елементів підвищилася ефективність впливу на поверхню обробки, що скоротило час її обробки на 20-30%. 11 Комп’ютерна верстка А. Крулевський 87006 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUltrasonic tool for deformation strengthening and relaxation metal machining
Автори англійськоюProkopenko Heorhii Ivanovych, Luhovskyi Oleksandr Fedorovych, Chornyi Valerii Ivanovych, Movchaniuk Andrii Valeriiovych, Kleiman Yakob Isakovych, Kudriavtsev Yurii Filipovich
Назва патенту російськоюУльтразвуковой инструмент для деформационного упрочнения и релаксационной обработки металлов
Автори російськоюПрокопенко Георгий Иванович, Луговский Александр Федорович, Черный Валерий Иванович, Мовчанюк Андрей Валерьевич, Клейман Якоб Исакович, Кудрявцев Юрий Филиппович
МПК / Мітки
МПК: B24B 39/00, B24B 1/04, B06B 1/00
Мітки: інструмент, релаксаційної, металів, ультразвуковий, обробки, зміцнення, деформаційного
Код посилання
<a href="https://ua.patents.su/6-87006-ultrazvukovijj-instrument-dlya-deformacijjnogo-zmicnennya-i-relaksacijjno-obrobki-metaliv.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів</a>
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 68264
Опубліковано: 15.02.2007
Автори: Луговський Олександр Федорович, Кудрявцев Юрій Філіпович, Клейман Якоб Ісакович, Прокопенко Георгій Іванович, Чорний Валерій Іванович, Мовчанюк Андрій Валерійович
МПК: B06B 1/06, B24B 39/00
Мітки: зміцнення, релаксаційної, ультразвуковий, деформаційного, інструмент, обробки, металів
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки, що містить корпус із захисним чохлом і кришкою, в якому встановлений ультразвуковий перетворювач, з'єднаний із трансформатором коливальної швидкості, що оснащений віброізоляційним ущільненням і має співвісну їм пневмокамеру, а також державку з ударними елементами, при цьому ультразвуковий перетворювач змонтований з можливістю осьового зворотно-поступального руху і...
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь
Номер патенту: 15379
Опубліковано: 30.06.1997
Автори: Климишин Ярослав Данилович, Мандрик Олег Миколайович, Чернов Борис Олександрович
МПК: B24B 1/04
Мітки: поверхонь, зміцнення, інструмент, внутрішніх, ультразвуковий
Формула / Реферат:
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь, що містить криволінійний хвилевід з робочим інструментом, який відрізняється тим, що хвилевід складається з активної та пасив-ноТ частин, які виконані розсіченими по вісьовій лінії з розгорненням на кут, який забезпечує розміщення двох робочих інструментів перпендикулярно до оброблюваної поверхні, та які з'єднані між собою з закріпленням на кінцях обох робочих інструментів.
Ультразвуковий пристрій для зміцнення та наноструктуризації поверхні металів
Номер патенту: 9175
Опубліковано: 15.09.2005
Автори: Луговський Олександр Федорович, Мордюк Богдан Миколайович, Васильєв Михайло Олексійович, Чорний Валерій Іванович, Прокопенко Георгій Іванович, Кузьміч Григорій Іванович
МПК: B24B 1/04, B24B 39/00
Мітки: поверхні, металів, пристрій, наноструктуризації, ультразвуковий, зміцнення
Формула / Реферат:
Ультразвуковий пристрій для зміцнення та наноструктуризації поверхні металів, що містить послідовно з'єднані ультразвуковий генератор, п'єзокерамічний перетворювач, трансформатор коливальної швидкості (ТКШ) і головку в формі стакана з отворами в донній частині, в яких розташовані стрижневі ударні інструменти з конічними потовщеннями на верхніх кінцях, яка виконана з можливістю вільного обертання навколо осі ТКШ, який відрізняється тим, що...
Ультразвуковий концентратор-інструмент з твердосплавним покриттям
Номер патенту: 53201
Опубліковано: 15.01.2003
Автори: Перевязко Віктор Олександрович, Паустовський Олександр Васильович
МПК: B28D 5/00
Мітки: твердосплавним, покриттям, концентратор-інструмент, ультразвуковий
Формула / Реферат:
Ультразвуковий концентратор-інструмент з твердосплавним покриттям для ультразвукової розмірної обробки, який відрізняється тим, що твердосплавне покриття нанесене на його бокову поверхню.
Пристрій для деформаційного зміцнення зварних з’єднань
Номер патенту: 30992
Опубліковано: 25.03.2008
Автори: Коломійцев Євген Володимирович, Кирильченко Петро Миколайович, Серенко Олександр Микитович
МПК: C21D 7/00
Мітки: деформаційного, з'єднань, зварних, пристрій, зміцнення
Формула / Реферат:
1. Пристрій для деформаційного зміцнення зварних з'єднань, що містить корпус із втулкою, усередині якої з можливістю поздовжнього переміщення розміщені бойок і стрижні, який відрізняється тим, що усередині втулки між бойком і стрижнями розташовані кульки.2. Пристрій для деформаційного зміцнення зварних з'єднань за п. 1, який відрізняється тим, що внутрішня поверхня втулки з одного боку виконана циліндричною, а з іншого...
Попередній патент: Закупорювальний пристрій
Наступний патент: Механізм підіймання вантажу та спосіб експлуатації цього механізму
Випадковий патент: Тренажер для накладання хірургічного шва