Спосіб виготовлення пружного рейкового опорного блокового вузла
Формула / Реферат
1. Спосіб виготовлення пружного рейкового опорного блокового вузла (1), який виконаний з можливістю вбудування в основу залізничного шляху або встановлення на нього і містить попередньо виготовлений пружний елемент (10), а також відформований блок (20) з відповідного матеріалу, який формується переважно з бетону, що має верхню частину, нижню частину і периферійну стінку, при цьому блок виконаний з можливістю закріплення однієї або більше рейок на верхній частині блока,
причому попередньо виготовлений пружний елемент (10) має зовнішній лоток (12) і внутрішній лоток (13), розташований у зовнішньому лотку, при цьому попередньо виготовлений пружний елемент (10) містить пружну проміжну структуру (15), розташовану між зовнішнім і внутрішнім лотками (12, 13),
причому блок (20) відформований в формі для блока, в яку вводять і затвердівають матеріал, що формується;
при цьому блок (20) жорстко закріплений у внутрішньому лотку так, що продовжується під нижню частину блока, а також вздовж щонайменше нижньої зони периферійної стінки блока,
який відрізняється тим, що
попередньо виготовлений пружний елемент (10) використовують для формування частини форми для блока так, що один або більше додаткових елементів (60) форми, об'єднаних із попередньо виготовленим пружним елементом (10), обмежують порожнину (20а) форми для блока (20), причому матеріал, що формується, вводять в форму для блока і тим самим безпосередньо приклеюють до внутрішнього лотка (13) попередньо виготовленого пружного елемента (10).
2. Спосіб за п. 1, в якому блок (20) має нижню ділянку, навколо якої продовжується внутрішній лоток (13), і верхню ділянку, виступаючу вгору від нижнього лотка, при цьому один або більше додаткових елементів (60) форми обмежують форму для верхньої ділянки блока (20).
3. Спосіб за п. 2, в якому використовують один додатковий банеподібний елемент (60) форми, який розташований на попередньо виготовленому пружному елементі (10) з утворенням форми для блока.
4. Спосіб за будь-яким з пп. 1-3, в якому попередньо виготовлений пружний елемент (10) розташований під час введення матеріалу, що формується, своїм отвором в бічній орієнтації, при цьому нижня частина елемента (10) переважно має кут від 50 до 85 градусів відносно горизонтальної площини.
5. Спосіб за будь-яким з пп. 2-4, в якому один або більше додаткових елементів включають в себе один або більше отворів для матеріалу, що формується.
6. Спосіб за будь-яким з пп. 1-5, в якому до введення матеріалу, що формується, в формі розміщують один або більше посилюючих елементів, переважно з металу, з одержанням посиленого блока.
7. Спосіб за п. 6, в якому посилюючий елемент до введення матеріалу, що формується, жорстко прикріплюють до внутрішнього лотка, зокрема, із защіпанням.
8. Спосіб за будь-яким з пп. 1-7, в якому до введення матеріалу, що формується, один або більше рейкових кріпильних елементів розміщують щонайменше їх частиною в формі для блока так, що один або більше рейкових кріпильних елементів безпосередньо вбудовані в блок і жорстко прикріплені до матеріалу блока.
9. Спосіб за будь-яким з пп. 1-8, в якому до введення матеріалу, який формується, пружну пластину, яка буде знаходитися під рейкою, розміщують в формі для блока так, що пружна пластина безпосередньо вбудована в блок.
10. Спосіб за будь-яким з пп. 1-9, в якому до введення матеріалу, який формується, щонайменше один поперечний стяжний кріпильний елемент розміщують так, що він продовжується щонайменше частково в форму і безпосередньо вбудований в блок.
11. Спосіб за п. 10, в якому пари пружних рейкових блокових вузлів з'єднують поперечною стяжкою переважно до відправки до місця встановлення.
12. Спосіб за будь-яким з пп. 1-10, в якому дві форми для блока розташовані поруч одна з одною на відповідній відстані, при цьому до введення матеріалу, який формується, в форми для блока одну або більше поперечних стяжок розміщують так, щоб їх кінці продовжувалися в кожну з форм для блока, так що після введення матеріалу, який формується, кінці поперечних стяжок безпосередньо вбудовані в блок.
13. Пружний рейковий опорний блоковий вузол, виготовлений способом за будь-яким з пп. 1-12.
14. Виробнича установка для виготовлення пружного рейкового опорного блокового вузла за будь-яким з пп. 1-13, яка містить:
опору для попередньо виготовленого пружного елемента;
один або більше додаткових елементів форми, що об'єднуються, із попередньо виготовленим пружним елементом з утворенням форми для блока;
пристрій приготування матеріалу, що формується;
робоче місце введення, на якому матеріал, що формується, вводять в форму.
Текст
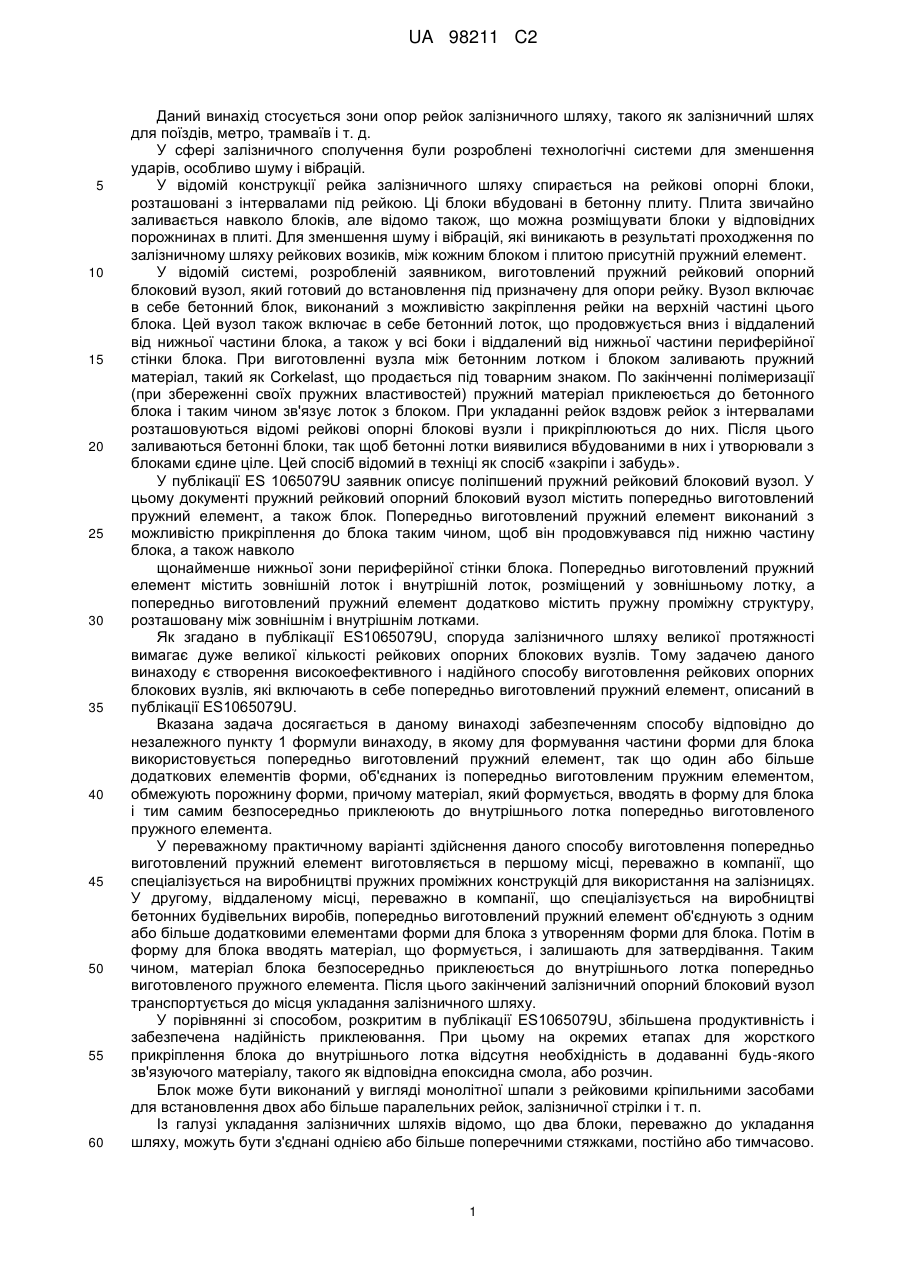
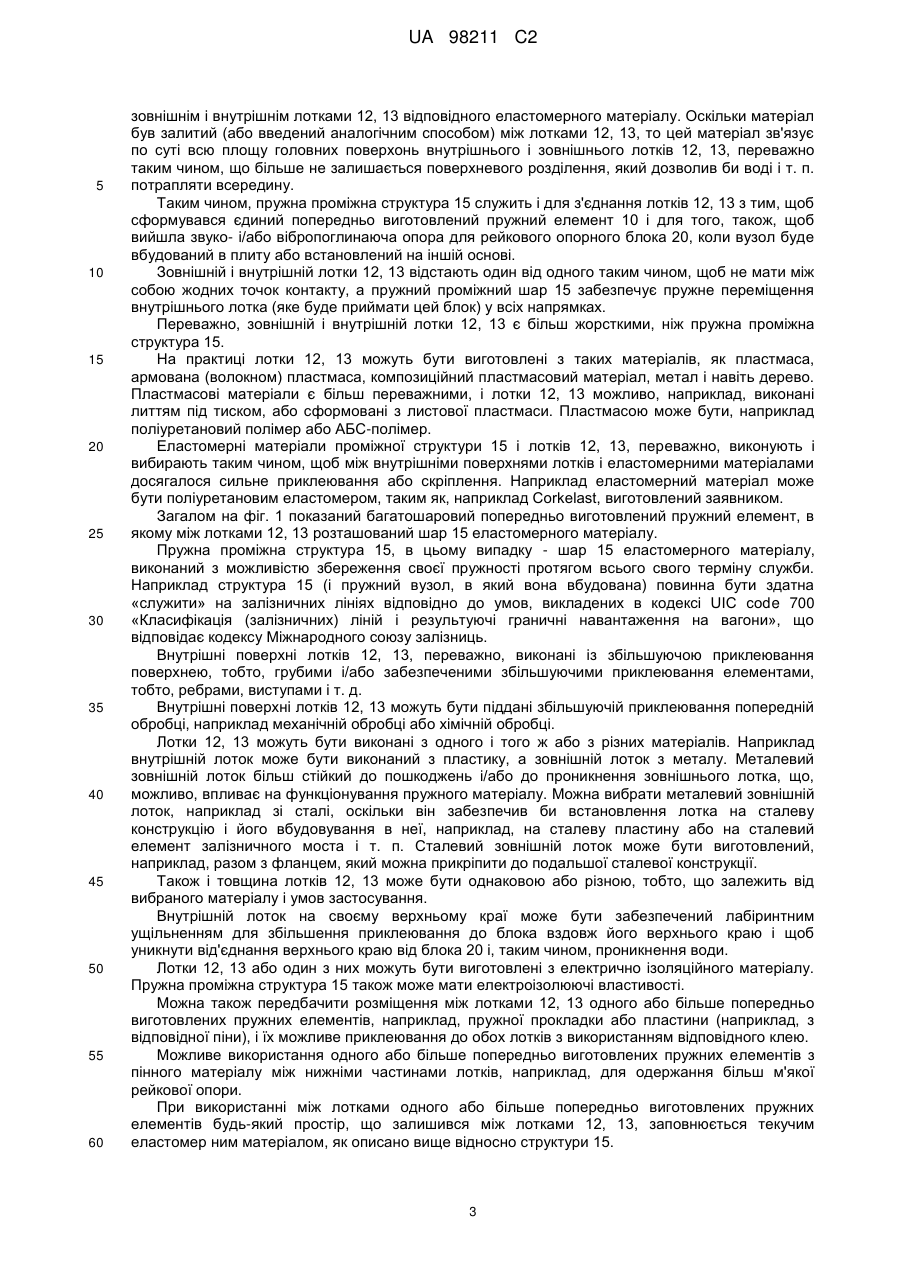
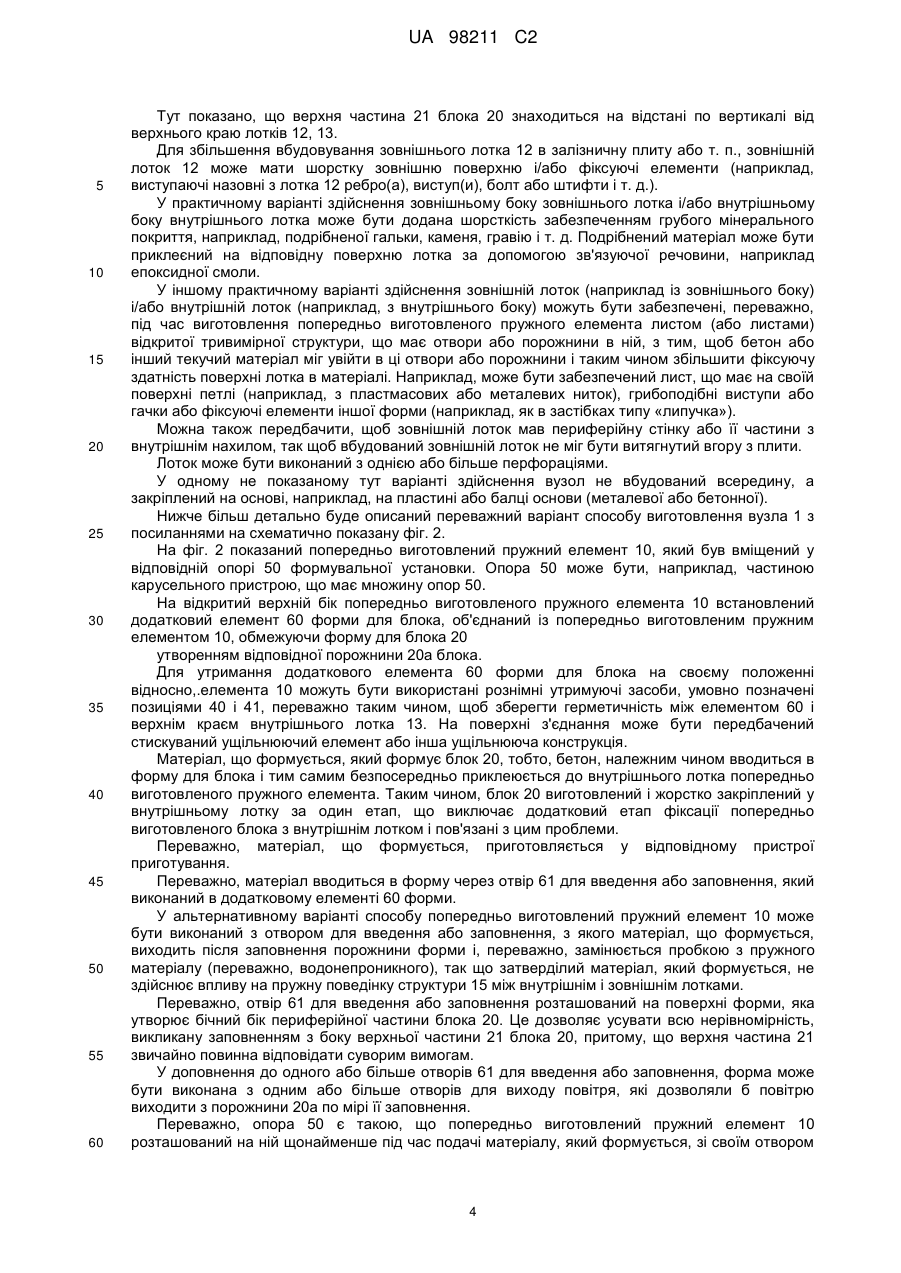
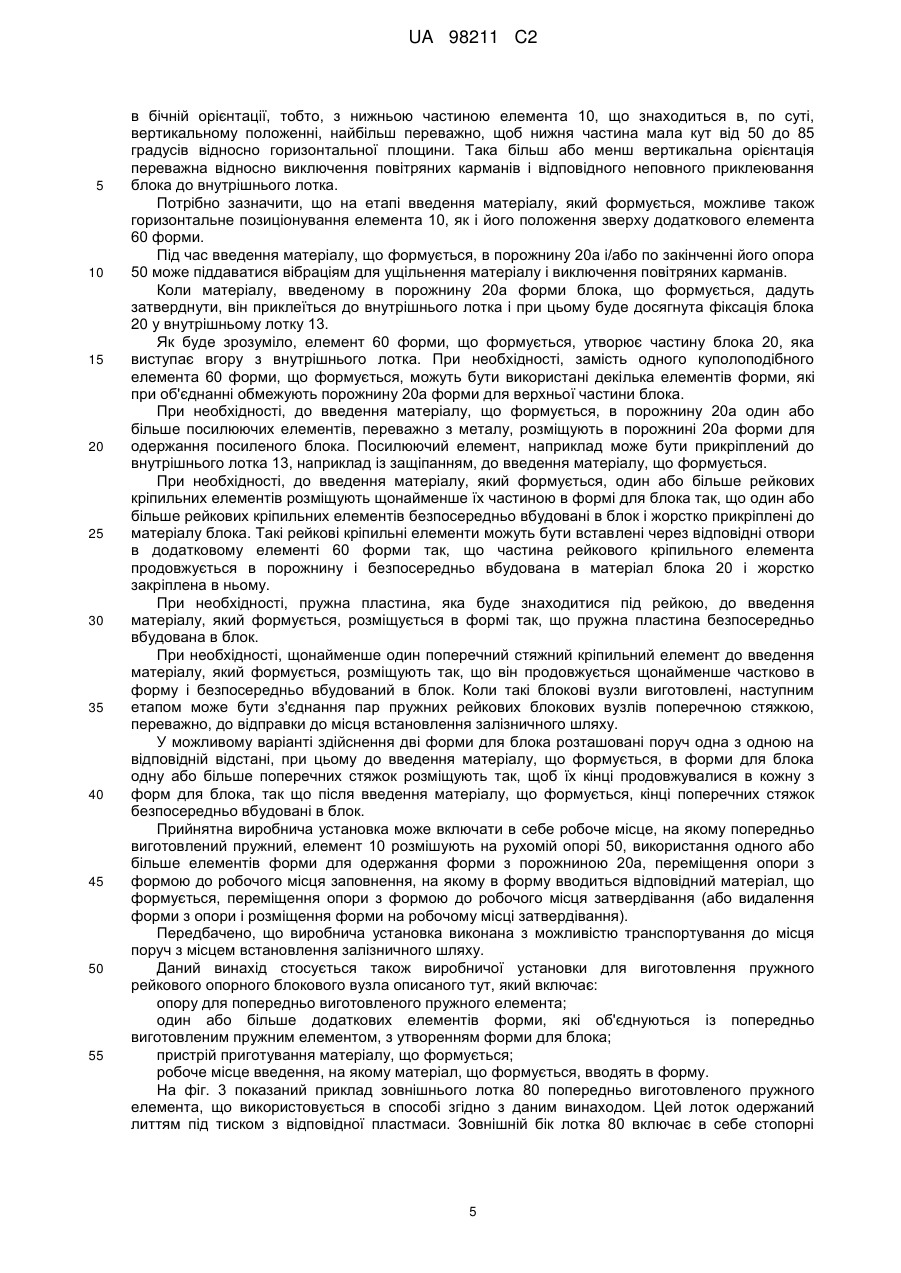
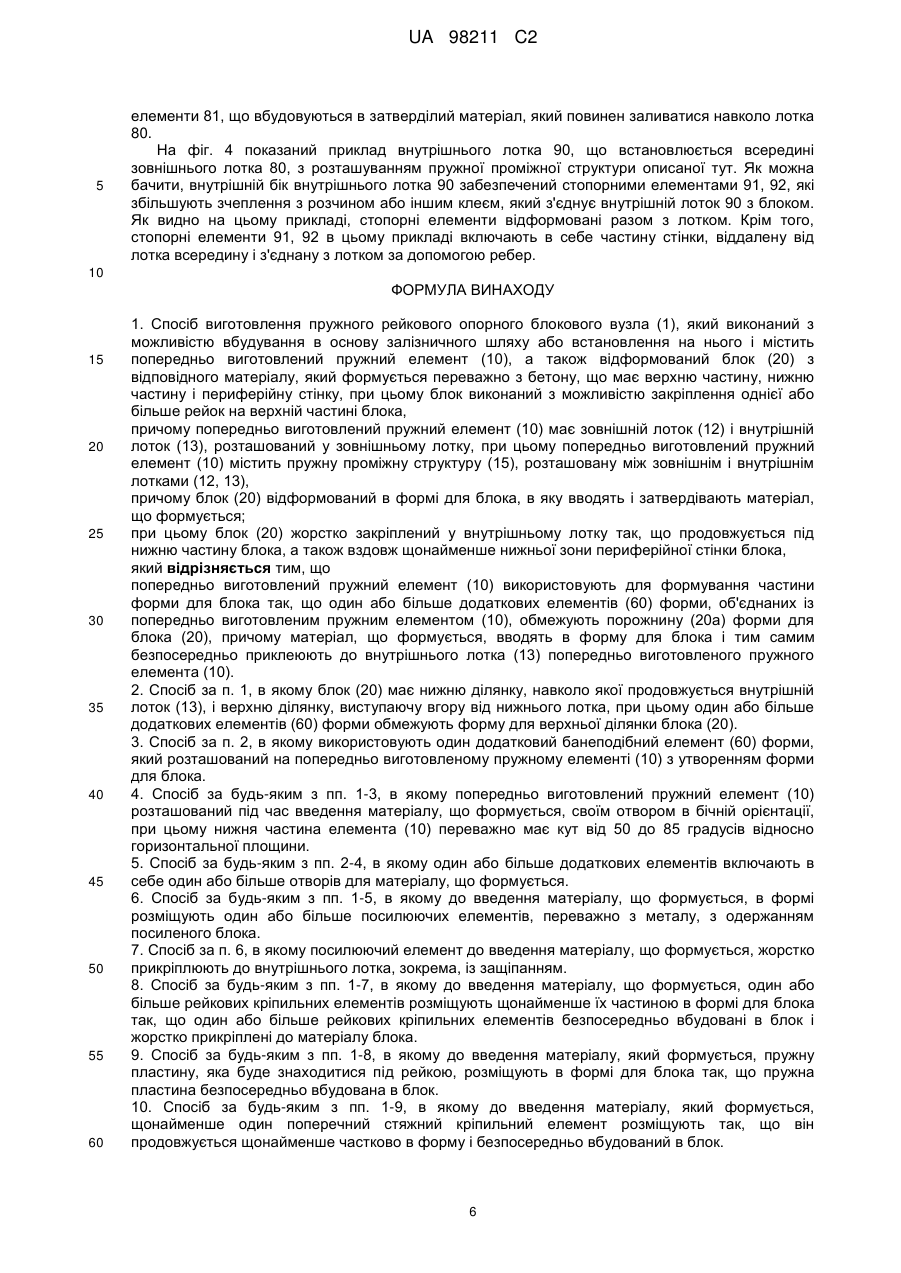
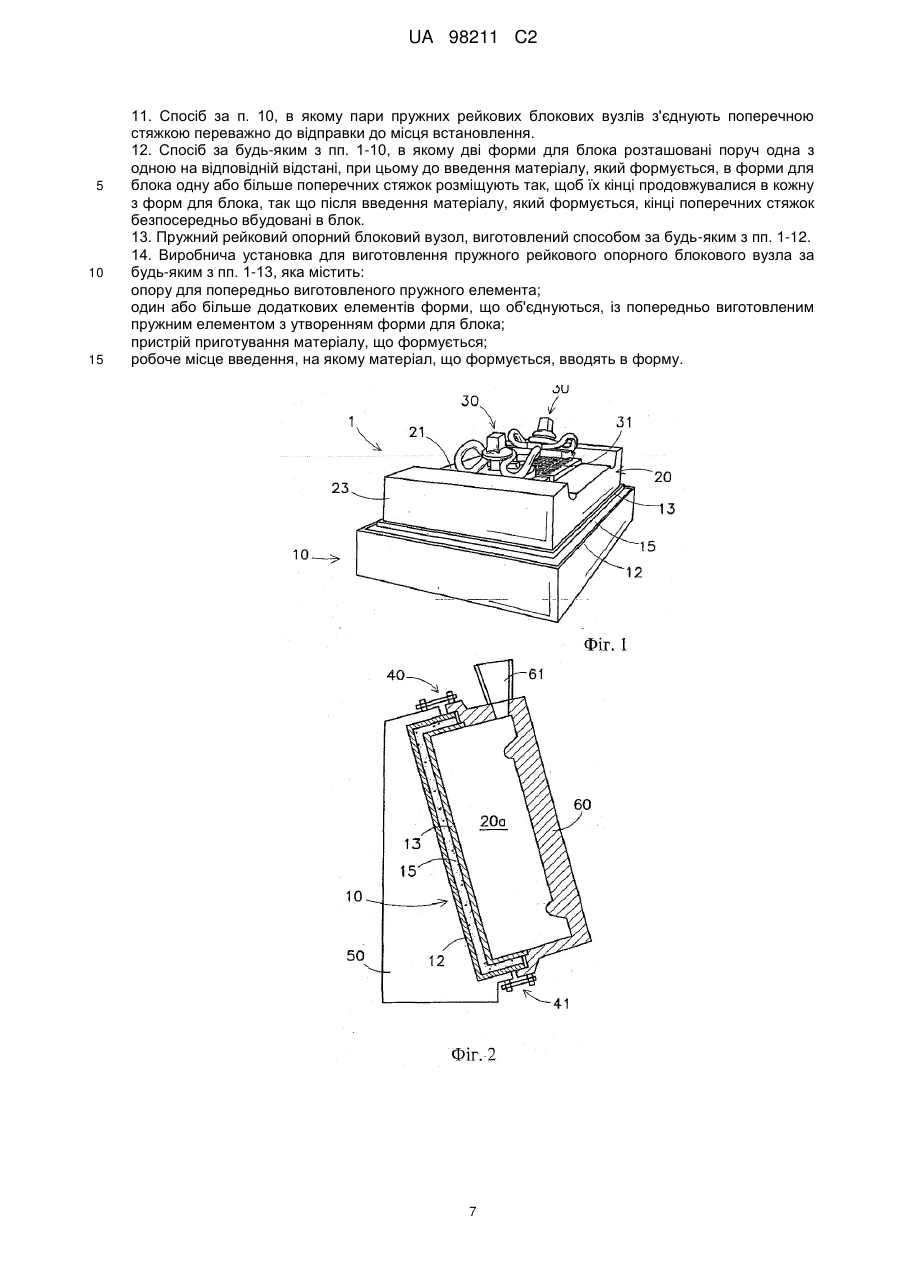
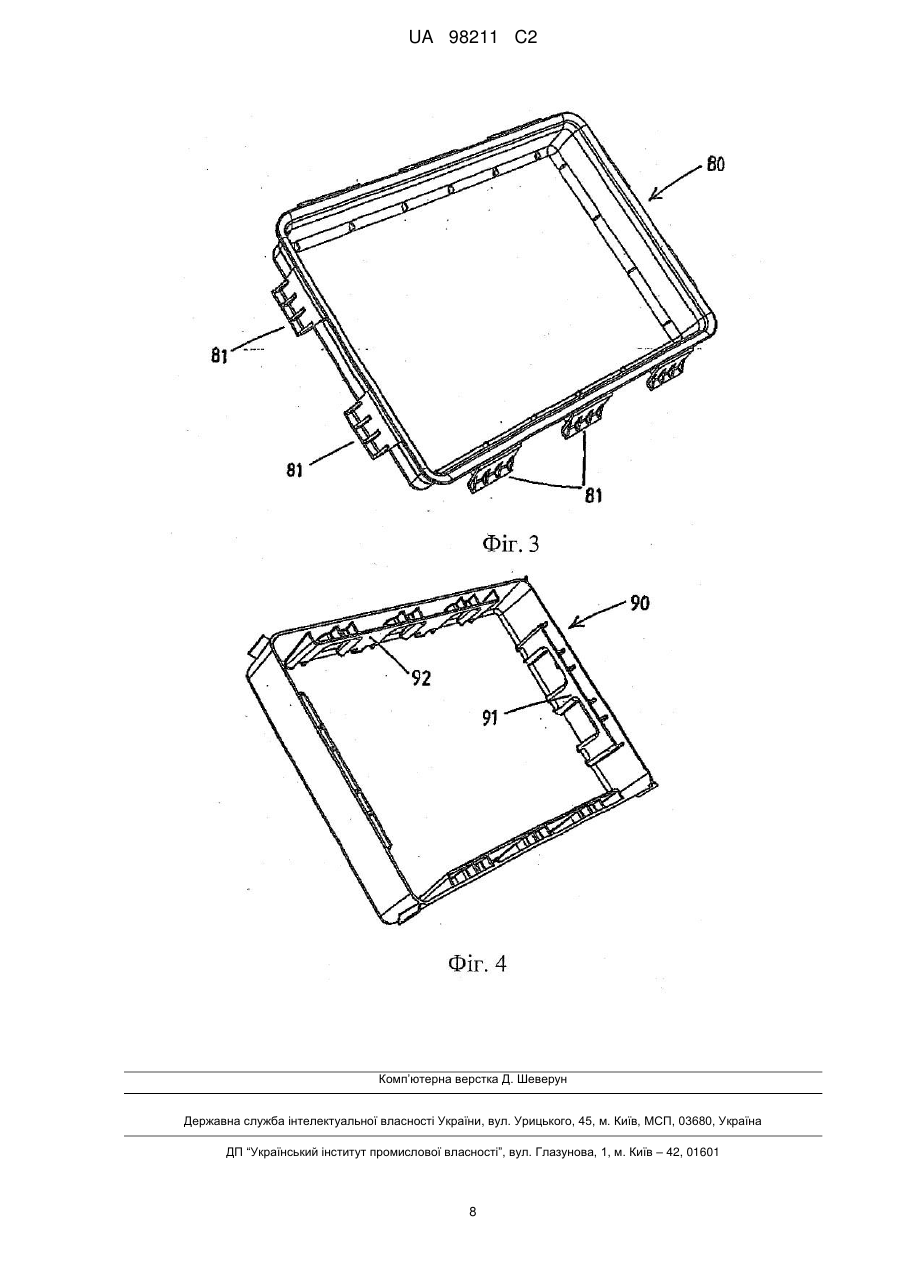
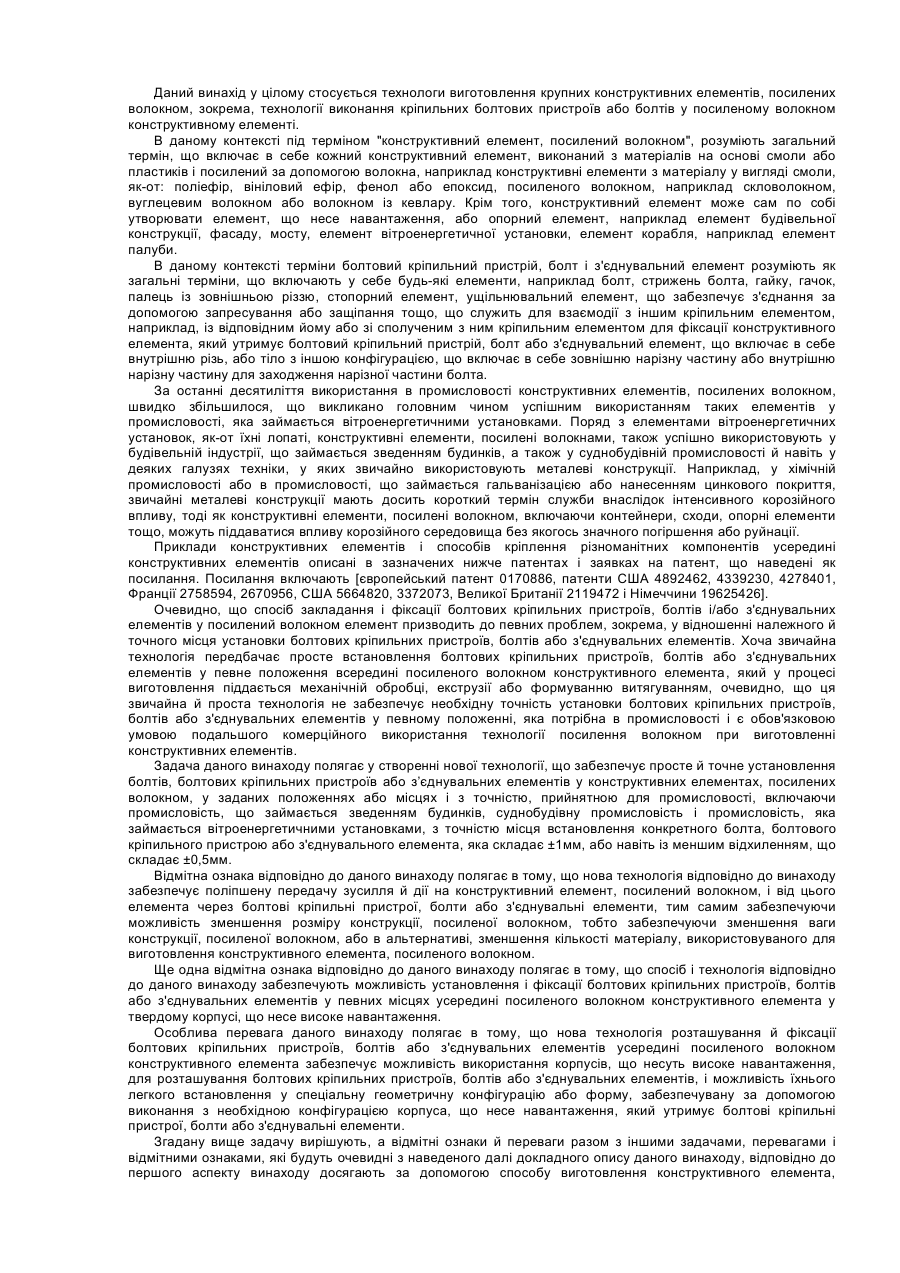
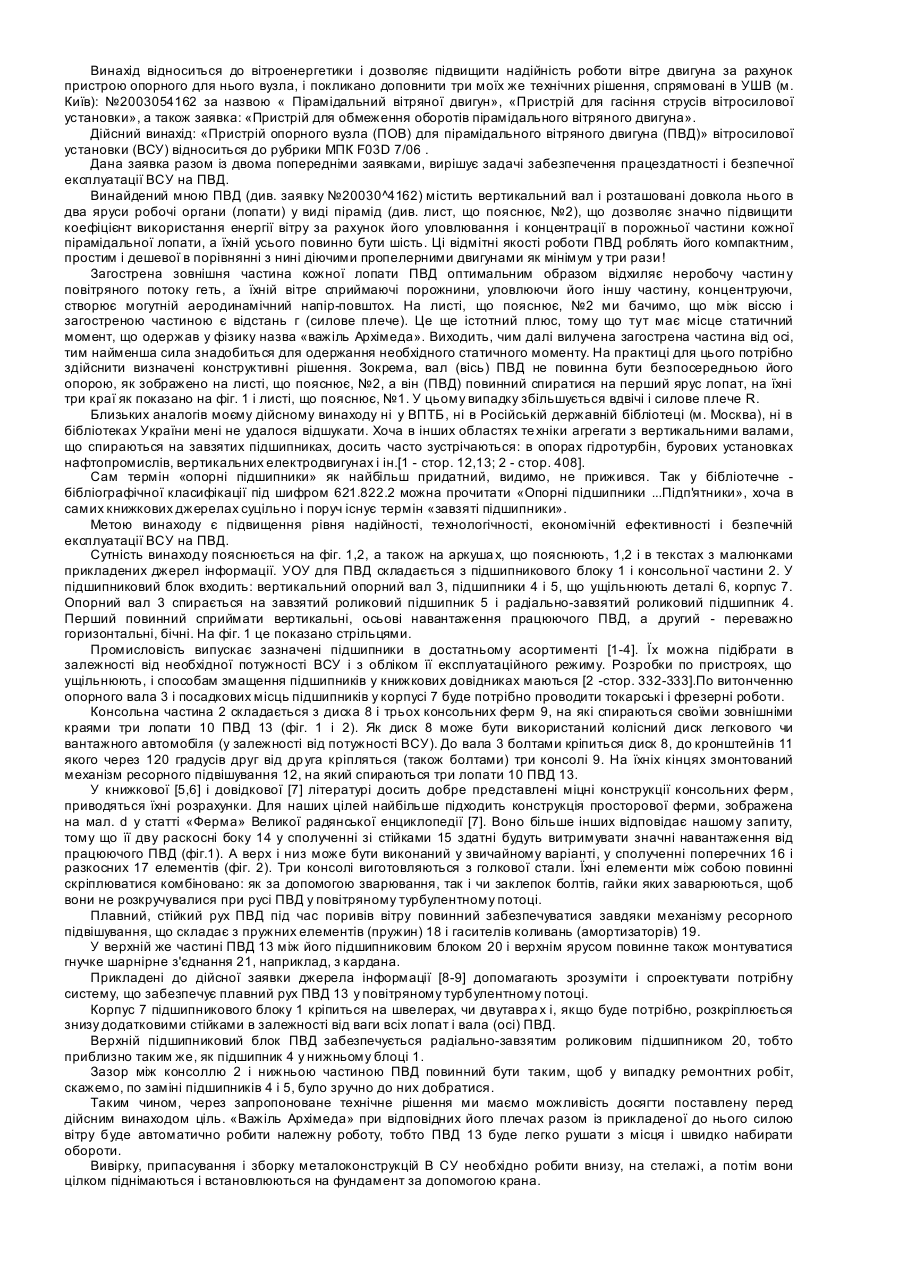
Реферат: Спосіб виготовлення пружного рейкового опорного блокового вузла (1), який виконаний з можливістю вбудування в основу залізничного шляху або встановлення на нього і містить попередньо виготовлений пружний елемент (10), а також відформований блок (20) з відповідного матеріалу, який формується переважно з бетону, що має верхню частину, нижню частину і периферійну стінку, при цьому блок виконаний з можливістю закріплення однієї або більше рейок на верхній частині блока. Попередньо виготовлений пружний елемент (10) має зовнішній лоток (12) і внутрішній лоток (13), розташований у зовнішньому лотку, і містить пружну проміжну структуру (15), розташовану між зовнішнім і внутрішнім лотками (12, 13). Блок відформований в формі для блока, в яку вводять і затвердівають матеріал, що формується. Блок жорстко закріплений у внутрішньому лотку так, що продовжується під нижню частину блока, а також вздовж щонайменше нижньої зони периферійної стінки блока. UA 98211 C2 (12) UA 98211 C2 UA 98211 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується зони опор рейок залізничного шляху, такого як залізничний шлях для поїздів, метро, трамваїв і т. д. У сфері залізничного сполучення були розроблені технологічні системи для зменшення ударів, особливо шуму і вібрацій. У відомій конструкції рейка залізничного шляху спирається на рейкові опорні блоки, розташовані з інтервалами під рейкою. Ці блоки вбудовані в бетонну плиту. Плита звичайно заливається навколо блоків, але відомо також, що можна розміщувати блоки у відповідних порожнинах в плиті. Для зменшення шуму і вібрацій, які виникають в результаті проходження по залізничному шляху рейкових возиків, між кожним блоком і плитою присутній пружний елемент. У відомій системі, розробленій заявником, виготовлений пружний рейковий опорний блоковий вузол, який готовий до встановлення під призначену для опори рейку. Вузол включає в себе бетонний блок, виконаний з можливістю закріплення рейки на верхній частині цього блока. Цей вузол також включає в себе бетонний лоток, що продовжується вниз і віддалений від нижньої частини блока, а також у всі боки і віддалений від нижньої частини периферійної стінки блока. При виготовленні вузла між бетонним лотком і блоком заливають пружний матеріал, такий як Corkelast, що продається під товарним знаком. По закінченні полімеризації (при збереженні своїх пружних властивостей) пружний матеріал приклеюється до бетонного блока і таким чином зв'язує лоток з блоком. При укладанні рейок вздовж рейок з інтервалами розташовуються відомі рейкові опорні блокові вузли і прикріплюються до них. Після цього заливаються бетонні блоки, так щоб бетонні лотки виявилися вбудованими в них і утворювали з блоками єдине ціле. Цей спосіб відомий в техніці як спосіб «закріпи і забудь». У публікації ES 1065079U заявник описує поліпшений пружний рейковий блоковий вузол. У цьому документі пружний рейковий опорний блоковий вузол містить попередньо виготовлений пружний елемент, а також блок. Попередньо виготовлений пружний елемент виконаний з можливістю прикріплення до блока таким чином, щоб він продовжувався під нижню частину блока, а також навколо щонайменше нижньої зони периферійної стінки блока. Попередньо виготовлений пружний елемент містить зовнішній лоток і внутрішній лоток, розміщений у зовнішньому лотку, а попередньо виготовлений пружний елемент додатково містить пружну проміжну структуру, розташовану між зовнішнім і внутрішнім лотками. Як згадано в публікації ES1065079U, споруда залізничного шляху великої протяжності вимагає дуже великої кількості рейкових опорних блокових вузлів. Тому задачею даного винаходу є створення високоефективного і надійного способу виготовлення рейкових опорних блокових вузлів, які включають в себе попередньо виготовлений пружний елемент, описаний в публікації ES1065079U. Вказана задача досягається в даному винаході забезпеченням способу відповідно до незалежного пункту 1 формули винаходу, в якому для формування частини форми для блока використовується попередньо виготовлений пружний елемент, так що один або більше додаткових елементів форми, об'єднаних із попередньо виготовленим пружним елементом, обмежують порожнину форми, причому матеріал, який формується, вводять в форму для блока і тим самим безпосередньо приклеюють до внутрішнього лотка попередньо виготовленого пружного елемента. У переважному практичному варіанті здійснення даного способу виготовлення попередньо виготовлений пружний елемент виготовляється в першому місці, переважно в компанії, що спеціалізується на виробництві пружних проміжних конструкцій для використання на залізницях. У другому, віддаленому місці, переважно в компанії, що спеціалізується на виробництві бетонних будівельних виробів, попередньо виготовлений пружний елемент об'єднують з одним або більше додатковими елементами форми для блока з утворенням форми для блока. Потім в форму для блока вводять матеріал, що формується, і залишають для затвердівання. Таким чином, матеріал блока безпосередньо приклеюється до внутрішнього лотка попередньо виготовленого пружного елемента. Після цього закінчений залізничний опорний блоковий вузол транспортується до місця укладання залізничного шляху. У порівнянні зі способом, розкритим в публікації ES1065079U, збільшена продуктивність і забезпечена надійність приклеювання. При цьому на окремих етапах для жорсткого прикріплення блока до внутрішнього лотка відсутня необхідність в додаванні будь-якого зв'язуючого матеріалу, такого як відповідна епоксидна смола, або розчин. Блок може бути виконаний у вигляді монолітної шпали з рейковими кріпильними засобами для встановлення двох або більше паралельних рейок, залізничної стрілки і т. п. Із галузі укладання залізничних шляхів відомо, що два блоки, переважно до укладання шляху, можуть бути з'єднані однією або більше поперечними стяжками, постійно або тимчасово. 1 UA 98211 C2 5 10 15 20 25 30 35 40 45 50 55 60 У можливому варіанті здійснення запропонованого способу передбачено, що до введення матеріалу, який формується, щонайменше один поперечний стяжний кріпильний елемент розміщують так, що він продовжується щонайменше частково в форму і безпосередньо вбудований в блок. Це дозволяє з'єднати пари таких пружних рейкових блокових вузлів забезпеченням однієї або більше поперечних стяжок, які потім прикріплюють до кріпильних елементів, переважно до відправки до місця встановлення. У альтернативному варіанті здійснення запропонованого способу дві форми для блока розташовані поруч одна з одною на відповідній відстані, при цьому до введення матеріалу, який формується, в форми для блока, одну або більше поперечних стяжок розмішують так, щоб їх кінці продовжувалися в кожну з форм для блока, так що після введення матеріалу, який формується, кінці поперечних стяжок безпосередньо вбудовані в блок. Переважно, зовнішній і внутрішній лотки є більш жорсткими, ніж пружна проміжна структура. Переважно, зовнішній і внутрішній лотки мають нижню частину і виступаючу периферійну стінку. Переважно, зовнішній і внутрішній лотки віддалені один від одного так, що не мають точок контакту. Переважно, пружна проміжна структура містить, і переважно, по суті складається з еластомерного матеріалу, наприклад поліуретанового еластомерного матеріалу. Зовнішній лоток, переважно, має зовнішню поверхню, забезпечену фіксуючими елементами для підвищення зачеплення зовнішнього лотка з бетонною плитою. Переважно, зовнішній і внутрішній лотки виготовлені з пластмаси. Даний винахід буде описаний нижче більш детально з посиланнями на креслення, на яких: Фіг. 1 являє собою залізничний опорний блоковий вузол, виготовлений способом згідно з даним винаходом. Фіг. 2 ілюструє схематично в поперечному перерізі приклад способу виготовлення згідно з даним винаходом. Фіг. 3 ілюструє приклад внутрішнього лотка. Фіг. 4 ілюструє приклад зовнішнього лотка. На фіг. 1 показаний приклад пружного рейкового опорного блокового вузла 1, виготовленого способом згідно з даним винаходом. Вузол 1 включає в себе попередньо виготовлений пружний елемент 10, який має зовнішній лоток 12 і внутрішній лоток 13, розташований у зовнішньому лотку 12. Між зовнішнім і внутрішнім лотками 12, 13 розташована пружна проміжна структура 15. Вузол 1 додатково включає в себе залізничний опорний блок 20. У цьому випадку цей блок 20 виготовлений з, формованого переважно литого матеріалу. Блок 20, переважно, виготовлений з бетону. Передбачається, що бетон є полімерним бетоном. Передбачені також інші варіанти здійснення блока з бетоновмісного матеріалу, наприклад, що включає в себе армуючі матеріали. Блок 20 має верхню частину 21, нижню частину і периферійну стінку 23. У цьому випадку блок 20 виконаний у вигляді моноблока для встановлення на ньому однієї рейки залізничного шляху, але цей блок може бути виконаний у вигляді подвійного блока, який підтримує дві або навіть більше рейок (як залізнична шпала). Тут блок 20 має значну висоту. Для того, щоб прикріпити рейку до верхньої частини 21 блока 20 в блоці 20 передбачений один або більше рейкових кріпильних елементів 30. Крім того, на верхній частині блока 20 розташована пружна пластина 31, яка буде знаходитися під рейкою. Лотки 12, 13 загалом мають нижню частину, в даному випадку прямокутну нижню частину, і виступаючу периферійну стінку, а зверху є відкритими. Фахівцям в даній галузі техніки буде зрозуміло, що можливі інші форми лотків, наприклад залежно від форми блока, такі як з овальним зовнішнім контуром, із зовнішнім контуром трапецієподібної форми, шестикутні блоки і т.д. Внутрішній лоток 13 в цьому випадку має такі розміри, що у всіх напрямках він може знаходитися на відстані від зовнішнього лотка 12. У практичних величинах вказана відстань між основними поверхнями внутрішнього і зовнішнього лотків 12, 13 звичайно становить, переважно, щонайменше 5 міліметрів, більш переважно, не більше 20, найбільш переважно, не більше 15 міліметрів. Між зовнішнім і внутрішнім лотками 12, 13 розташована пружна проміжна структура 15, і тут вона також з'єднує лотки 12, 13 таким чином, щоб, переважно, утворити з лотками єдиний вузол, оскільки структура 15 пов'язана з поверхнями кожного з лотків 12, 13. У переважному варіанті здійснення пружна проміжна структура 15 утворена розташуванням лотків 12, 13 на відстані один від одного, а потім заливанням (або аналогічним способом) між 2 UA 98211 C2 5 10 15 20 25 30 35 40 45 50 55 60 зовнішнім і внутрішнім лотками 12, 13 відповідного еластомерного матеріалу. Оскільки матеріал був залитий (або введений аналогічним способом) між лотками 12, 13, то цей матеріал зв'язує по суті всю площу головних поверхонь внутрішнього і зовнішнього лотків 12, 13, переважно таким чином, що більше не залишається поверхневого розділення, який дозволив би воді і т. п. потрапляти всередину. Таким чином, пружна проміжна структура 15 служить і для з'єднання лотків 12, 13 з тим, щоб сформувався єдиний попередньо виготовлений пружний елемент 10 і для того, також, щоб вийшла звуко- і/або вібропоглинаюча опора для рейкового опорного блока 20, коли вузол буде вбудований в плиту або встановлений на іншій основі. Зовнішній і внутрішній лотки 12, 13 відстають один від одного таким чином, щоб не мати між собою жодних точок контакту, а пружний проміжний шар 15 забезпечує пружне переміщення внутрішнього лотка (яке буде приймати цей блок) у всіх напрямках. Переважно, зовнішній і внутрішній лотки 12, 13 є більш жорсткими, ніж пружна проміжна структура 15. На практиці лотки 12, 13 можуть бути виготовлені з таких матеріалів, як пластмаса, армована (волокном) пластмаса, композиційний пластмасовий матеріал, метал і навіть дерево. Пластмасові матеріали є більш переважними, і лотки 12, 13 можливо, наприклад, виконані литтям під тиском, або сформовані з листової пластмаси. Пластмасою може бути, наприклад поліуретановий полімер або АБС-полімер. Еластомерні матеріали проміжної структури 15 і лотків 12, 13, переважно, виконують і вибирають таким чином, щоб між внутрішніми поверхнями лотків і еластомерними матеріалами досягалося сильне приклеювання або скріплення. Наприклад еластомерний матеріал може бути поліуретановим еластомером, таким як, наприклад Corkelast, виготовлений заявником. Загалом на фіг. 1 показаний багатошаровий попередньо виготовлений пружний елемент, в якому між лотками 12, 13 розташований шар 15 еластомерного матеріалу. Пружна проміжна структура 15, в цьому випадку - шар 15 еластомерного матеріалу, виконаний з можливістю збереження своєї пружності протягом всього свого терміну служби. Наприклад структура 15 (і пружний вузол, в який вона вбудована) повинна бути здатна «служити» на залізничних лініях відповідно до умов, викладених в кодексі UIC code 700 «Класифікація (залізничних) ліній і результуючі граничні навантаження на вагони», що відповідає кодексу Міжнародного союзу залізниць. Внутрішні поверхні лотків 12, 13, переважно, виконані із збільшуючою приклеювання поверхнею, тобто, грубими і/або забезпеченими збільшуючими приклеювання елементами, тобто, ребрами, виступами і т. д. Внутрішні поверхні лотків 12, 13 можуть бути піддані збільшуючій приклеювання попередній обробці, наприклад механічній обробці або хімічній обробці. Лотки 12, 13 можуть бути виконані з одного і того ж або з різних матеріалів. Наприклад внутрішній лоток може бути виконаний з пластику, а зовнішній лоток з металу. Металевий зовнішній лоток більш стійкий до пошкоджень і/або до проникнення зовнішнього лотка, що, можливо, впливає на функціонування пружного матеріалу. Можна вибрати металевий зовнішній лоток, наприклад зі сталі, оскільки він забезпечив би встановлення лотка на сталеву конструкцію і його вбудовування в неї, наприклад, на сталеву пластину або на сталевий елемент залізничного моста і т. п. Сталевий зовнішній лоток може бути виготовлений, наприклад, разом з фланцем, який можна прикріпити до подальшої сталевої конструкції. Також і товщина лотків 12, 13 може бути однаковою або різною, тобто, що залежить від вибраного матеріалу і умов застосування. Внутрішній лоток на своєму верхньому краї може бути забезпечений лабіринтним ущільненням для збільшення приклеювання до блока вздовж його верхнього краю і щоб уникнути від'єднання верхнього краю від блока 20 і, таким чином, проникнення води. Лотки 12, 13 або один з них можуть бути виготовлені з електрично ізоляційного матеріалу. Пружна проміжна структура 15 також може мати електроізолюючі властивості. Можна також передбачити розміщення між лотками 12, 13 одного або більше попередньо виготовлених пружних елементів, наприклад, пружної прокладки або пластини (наприклад, з відповідної піни), і їх можливе приклеювання до обох лотків з використанням відповідного клею. Можливе використання одного або більше попередньо виготовлених пружних елементів з пінного матеріалу між нижніми частинами лотків, наприклад, для одержання більш м'якої рейкової опори. При використанні між лотками одного або більше попередньо виготовлених пружних елементів будь-який простір, що залишився між лотками 12, 13, заповнюється текучим еластомер ним матеріалом, як описано вище відносно структури 15. 3 UA 98211 C2 5 10 15 20 25 30 35 40 45 50 55 60 Тут показано, що верхня частина 21 блока 20 знаходиться на відстані по вертикалі від верхнього краю лотків 12, 13. Для збільшення вбудовування зовнішнього лотка 12 в залізничну плиту або т. п., зовнішній лоток 12 може мати шорстку зовнішню поверхню і/або фіксуючі елементи (наприклад, виступаючі назовні з лотка 12 ребро(а), виступ(и), болт або штифти і т. д.). У практичному варіанті здійснення зовнішньому боку зовнішнього лотка і/або внутрішньому боку внутрішнього лотка може бути додана шорсткість забезпеченням грубого мінерального покриття, наприклад, подрібненої гальки, каменя, гравію і т. д. Подрібнений матеріал може бути приклеєний на відповідну поверхню лотка за допомогою зв'язуючої речовини, наприклад епоксидної смоли. У іншому практичному варіанті здійснення зовнішній лоток (наприклад із зовнішнього боку) і/або внутрішній лоток (наприклад, з внутрішнього боку) можуть бути забезпечені, переважно, під час виготовлення попередньо виготовленого пружного елемента листом (або листами) відкритої тривимірної структури, що має отвори або порожнини в ній, з тим, щоб бетон або інший текучий матеріал міг увійти в ці отвори або порожнини і таким чином збільшити фіксуючу здатність поверхні лотка в матеріалі. Наприклад, може бути забезпечений лист, що має на своїй поверхні петлі (наприклад, з пластмасових або металевих ниток), грибоподібні виступи або гачки або фіксуючі елементи іншої форми (наприклад, як в застібках типу «липучка»). Можна також передбачити, щоб зовнішній лоток мав периферійну стінку або її частини з внутрішнім нахилом, так щоб вбудований зовнішній лоток не міг бути витягнутий вгору з плити. Лоток може бути виконаний з однією або більше перфораціями. У одному не показаному тут варіанті здійснення вузол не вбудований всередину, а закріплений на основі, наприклад, на пластині або балці основи (металевої або бетонної). Нижче більш детально буде описаний переважний варіант способу виготовлення вузла 1 з посиланнями на схематично показану фіг. 2. На фіг. 2 показаний попередньо виготовлений пружний елемент 10, який був вміщений у відповідній опорі 50 формувальної установки. Опора 50 може бути, наприклад, частиною карусельного пристрою, що має множину опор 50. На відкритий верхній бік попередньо виготовленого пружного елемента 10 встановлений додатковий елемент 60 форми для блока, об'єднаний із попередньо виготовленим пружним елементом 10, обмежуючи форму для блока 20 утворенням відповідної порожнини 20а блока. Для утримання додаткового елемента 60 форми для блока на своєму положенні відносно,.елемента 10 можуть бути використані рознімні утримуючі засоби, умовно позначені позиціями 40 і 41, переважно таким чином, щоб зберегти герметичність між елементом 60 і верхнім краєм внутрішнього лотка 13. На поверхні з'єднання може бути передбачений стискуваний ущільнюючий елемент або інша ущільнююча конструкція. Матеріал, що формується, який формує блок 20, тобто, бетон, належним чином вводиться в форму для блока і тим самим безпосередньо приклеюється до внутрішнього лотка попередньо виготовленого пружного елемента. Таким чином, блок 20 виготовлений і жорстко закріплений у внутрішньому лотку за один етап, що виключає додатковий етап фіксації попередньо виготовленого блока з внутрішнім лотком і пов'язані з цим проблеми. Переважно, матеріал, що формується, приготовляється у відповідному пристрої приготування. Переважно, матеріал вводиться в форму через отвір 61 для введення або заповнення, який виконаний в додатковому елементі 60 форми. У альтернативному варіанті способу попередньо виготовлений пружний елемент 10 може бути виконаний з отвором для введення або заповнення, з якого матеріал, що формується, виходить після заповнення порожнини форми і, переважно, замінюється пробкою з пружного матеріалу (переважно, водонепроникного), так що затверділий матеріал, який формується, не здійснює впливу на пружну поведінку структури 15 між внутрішнім і зовнішнім лотками. Переважно, отвір 61 для введення або заповнення розташований на поверхні форми, яка утворює бічний бік периферійної частини блока 20. Це дозволяє усувати всю нерівномірність, викликану заповненням з боку верхньої частини 21 блока 20, притому, що верхня частина 21 звичайно повинна відповідати суворим вимогам. У доповнення до одного або більше отворів 61 для введення або заповнення, форма може бути виконана з одним або більше отворів для виходу повітря, які дозволяли б повітрю виходити з порожнини 20а по мірі її заповнення. Переважно, опора 50 є такою, що попередньо виготовлений пружний елемент 10 розташований на ній щонайменше під час подачі матеріалу, який формується, зі своїм отвором 4 UA 98211 C2 5 10 15 20 25 30 35 40 45 50 55 в бічній орієнтації, тобто, з нижньою частиною елемента 10, що знаходиться в, по суті, вертикальному положенні, найбільш переважно, щоб нижня частина мала кут від 50 до 85 градусів відносно горизонтальної площини. Така більш або менш вертикальна орієнтація переважна відносно виключення повітряних карманів і відповідного неповного приклеювання блока до внутрішнього лотка. Потрібно зазначити, що на етапі введення матеріалу, який формується, можливе також горизонтальне позиціонування елемента 10, як і його положення зверху додаткового елемента 60 форми. Під час введення матеріалу, що формується, в порожнину 20а і/або по закінченні його опора 50 може піддаватися вібраціям для ущільнення матеріалу і виключення повітряних карманів. Коли матеріалу, введеному в порожнину 20а форми блока, що формується, дадуть затверднути, він приклеїться до внутрішнього лотка і при цьому буде досягнута фіксація блока 20 у внутрішньому лотку 13. Як буде зрозуміло, елемент 60 форми, що формується, утворює частину блока 20, яка виступає вгору з внутрішнього лотка. При необхідності, замість одного куполоподібного елемента 60 форми, що формується, можуть бути використані декілька елементів форми, які при об'єднанні обмежують порожнину 20а форми для верхньої частини блока. При необхідності, до введення матеріалу, що формується, в порожнину 20а один або більше посилюючих елементів, переважно з металу, розміщують в порожнині 20а форми для одержання посиленого блока. Посилюючий елемент, наприклад може бути прикріплений до внутрішнього лотка 13, наприклад із защіпанням, до введення матеріалу, що формується. При необхідності, до введення матеріалу, який формується, один або більше рейкових кріпильних елементів розміщують щонайменше їх частиною в формі для блока так, що один або більше рейкових кріпильних елементів безпосередньо вбудовані в блок і жорстко прикріплені до матеріалу блока. Такі рейкові кріпильні елементи можуть бути вставлені через відповідні отвори в додатковому елементі 60 форми так, що частина рейкового кріпильного елемента продовжується в порожнину і безпосередньо вбудована в матеріал блока 20 і жорстко закріплена в ньому. При необхідності, пружна пластина, яка буде знаходитися під рейкою, до введення матеріалу, який формується, розміщується в формі так, що пружна пластина безпосередньо вбудована в блок. При необхідності, щонайменше один поперечний стяжний кріпильний елемент до введення матеріалу, який формується, розміщують так, що він продовжується щонайменше частково в форму і безпосередньо вбудований в блок. Коли такі блокові вузли виготовлені, наступним етапом може бути з'єднання пар пружних рейкових блокових вузлів поперечною стяжкою, переважно, до відправки до місця встановлення залізничного шляху. У можливому варіанті здійснення дві форми для блока розташовані поруч одна з одною на відповідній відстані, при цьому до введення матеріалу, що формується, в форми для блока одну або більше поперечних стяжок розміщують так, щоб їх кінці продовжувалися в кожну з форм для блока, так що після введення матеріалу, що формується, кінці поперечних стяжок безпосередньо вбудовані в блок. Прийнятна виробнича установка може включати в себе робоче місце, на якому попередньо виготовлений пружний, елемент 10 розмішують на рухомій опорі 50, використання одного або більше елементів форми для одержання форми з порожниною 20а, переміщення опори з формою до робочого місця заповнення, на якому в форму вводиться відповідний матеріал, що формується, переміщення опори з формою до робочого місця затвердівання (або видалення форми з опори і розміщення форми на робочому місці затвердівання). Передбачено, що виробнича установка виконана з можливістю транспортування до місця поруч з місцем встановлення залізничного шляху. Даний винахід стосується також виробничої установки для виготовлення пружного рейкового опорного блокового вузла описаного тут, який включає: опору для попередньо виготовленого пружного елемента; один або більше додаткових елементів форми, які об'єднуються із попередньо виготовленим пружним елементом, з утворенням форми для блока; пристрій приготування матеріалу, що формується; робоче місце введення, на якому матеріал, що формується, вводять в форму. На фіг. 3 показаний приклад зовнішнього лотка 80 попередньо виготовленого пружного елемента, що використовується в способі згідно з даним винаходом. Цей лоток одержаний литтям під тиском з відповідної пластмаси. Зовнішній бік лотка 80 включає в себе стопорні 5 UA 98211 C2 5 елементи 81, що вбудовуються в затверділий матеріал, який повинен заливатися навколо лотка 80. На фіг. 4 показаний приклад внутрішнього лотка 90, що встановлюється всередині зовнішнього лотка 80, з розташуванням пружної проміжної структури описаної тут. Як можна бачити, внутрішній бік внутрішнього лотка 90 забезпечений стопорними елементами 91, 92, які збільшують зчеплення з розчином або іншим клеєм, який з'єднує внутрішній лоток 90 з блоком. Як видно на цьому прикладі, стопорні елементи відформовані разом з лотком. Крім того, стопорні елементи 91, 92 в цьому прикладі включають в себе частину стінки, віддалену від лотка всередину і з'єднану з лотком за допомогою ребер. 10 ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення пружного рейкового опорного блокового вузла (1), який виконаний з можливістю вбудування в основу залізничного шляху або встановлення на нього і містить попередньо виготовлений пружний елемент (10), а також відформований блок (20) з відповідного матеріалу, який формується переважно з бетону, що має верхню частину, нижню частину і периферійну стінку, при цьому блок виконаний з можливістю закріплення однієї або більше рейок на верхній частині блока, причому попередньо виготовлений пружний елемент (10) має зовнішній лоток (12) і внутрішній лоток (13), розташований у зовнішньому лотку, при цьому попередньо виготовлений пружний елемент (10) містить пружну проміжну структуру (15), розташовану між зовнішнім і внутрішнім лотками (12, 13), причому блок (20) відформований в формі для блока, в яку вводять і затвердівають матеріал, що формується; при цьому блок (20) жорстко закріплений у внутрішньому лотку так, що продовжується під нижню частину блока, а також вздовж щонайменше нижньої зони периферійної стінки блока, який відрізняється тим, що попередньо виготовлений пружний елемент (10) використовують для формування частини форми для блока так, що один або більше додаткових елементів (60) форми, об'єднаних із попередньо виготовленим пружним елементом (10), обмежують порожнину (20а) форми для блока (20), причому матеріал, що формується, вводять в форму для блока і тим самим безпосередньо приклеюють до внутрішнього лотка (13) попередньо виготовленого пружного елемента (10). 2. Спосіб за п. 1, в якому блок (20) має нижню ділянку, навколо якої продовжується внутрішній лоток (13), і верхню ділянку, виступаючу вгору від нижнього лотка, при цьому один або більше додаткових елементів (60) форми обмежують форму для верхньої ділянки блока (20). 3. Спосіб за п. 2, в якому використовують один додатковий банеподібний елемент (60) форми, який розташований на попередньо виготовленому пружному елементі (10) з утворенням форми для блока. 4. Спосіб за будь-яким з пп. 1-3, в якому попередньо виготовлений пружний елемент (10) розташований під час введення матеріалу, що формується, своїм отвором в бічній орієнтації, при цьому нижня частина елемента (10) переважно має кут від 50 до 85 градусів відносно горизонтальної площини. 5. Спосіб за будь-яким з пп. 2-4, в якому один або більше додаткових елементів включають в себе один або більше отворів для матеріалу, що формується. 6. Спосіб за будь-яким з пп. 1-5, в якому до введення матеріалу, що формується, в формі розміщують один або більше посилюючих елементів, переважно з металу, з одержанням посиленого блока. 7. Спосіб за п. 6, в якому посилюючий елемент до введення матеріалу, що формується, жорстко прикріплюють до внутрішнього лотка, зокрема, із защіпанням. 8. Спосіб за будь-яким з пп. 1-7, в якому до введення матеріалу, що формується, один або більше рейкових кріпильних елементів розміщують щонайменше їх частиною в формі для блока так, що один або більше рейкових кріпильних елементів безпосередньо вбудовані в блок і жорстко прикріплені до матеріалу блока. 9. Спосіб за будь-яким з пп. 1-8, в якому до введення матеріалу, який формується, пружну пластину, яка буде знаходитися під рейкою, розміщують в формі для блока так, що пружна пластина безпосередньо вбудована в блок. 10. Спосіб за будь-яким з пп. 1-9, в якому до введення матеріалу, який формується, щонайменше один поперечний стяжний кріпильний елемент розміщують так, що він продовжується щонайменше частково в форму і безпосередньо вбудований в блок. 6 UA 98211 C2 5 10 15 11. Спосіб за п. 10, в якому пари пружних рейкових блокових вузлів з'єднують поперечною стяжкою переважно до відправки до місця встановлення. 12. Спосіб за будь-яким з пп. 1-10, в якому дві форми для блока розташовані поруч одна з одною на відповідній відстані, при цьому до введення матеріалу, який формується, в форми для блока одну або більше поперечних стяжок розміщують так, щоб їх кінці продовжувалися в кожну з форм для блока, так що після введення матеріалу, який формується, кінці поперечних стяжок безпосередньо вбудовані в блок. 13. Пружний рейковий опорний блоковий вузол, виготовлений способом за будь-яким з пп. 1-12. 14. Виробнича установка для виготовлення пружного рейкового опорного блокового вузла за будь-яким з пп. 1-13, яка містить: опору для попередньо виготовленого пружного елемента; один або більше додаткових елементів форми, що об'єднуються, із попередньо виготовленим пружним елементом з утворенням форми для блока; пристрій приготування матеріалу, що формується; робоче місце введення, на якому матеріал, що формується, вводять в форму. 7 UA 98211 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing a resilient rail support block assembly
Автори англійськоюvan der Houwen, Gerrit, Marinus
Назва патенту російськоюСпособ изготовления упругого рельсового опорного блочного узла
Автори російськоюВан дер Хаувен Геррит Маринус
МПК / Мітки
МПК: E01B 1/00, B28B 19/00, E01B 3/00, E01B 19/00
Мітки: блокового, виготовлення, спосіб, пружного, рейкового, вузла, опорного
Код посилання
<a href="https://ua.patents.su/10-98211-sposib-vigotovlennya-pruzhnogo-rejjkovogo-opornogo-blokovogo-vuzla.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пружного рейкового опорного блокового вузла</a>
Збірка пружного опорного блока рейки

Номер патенту: 96611
Опубліковано: 25.11.2011
Автори: Ван дер Хаувен Герріт Марінус, Шрам Віллем Пауль
МПК: E01B 19/00
Мітки: опорного, рейки, збірка, пружного, блока
Формула / Реферат:
1. Попередньо виготовлений пружний елемент (1) для збірки опорного блока рейки, при цьому збірка виконана з можливістю встановлення вбудованою в нижню будову (25) залізничної колії або встановлення на неї і містить згаданий пружний елемент (1), а також блок (10), що має верх, низ і периферійну стінку, причому згаданий блок пристосований для кріплення однієї або декількох рейок (20) зверху згаданого блока, а попередньо виготовлений пружний...
Спосіб виготовлення конструктивного елемента, посиленого волокном, спосіб виготовлення вузла з болтовим кріпильним пристроєм, болтом або вузла зі з`єднувальним елементом для використання в посиленому волокном к
Номер патенту: 78535
Опубліковано: 10.04.2007
Автор: Торнінг Хенрік
МПК: B29C 70/00, B29C 70/04, F16B 17/00
Мітки: спосіб, елемента, посиленого, пристроєм, посиленому, конструктивного, елементом, кріпильним, з`єднувальним, волокном, виготовлення, болтом, вузла, болтовим, використання
Формула / Реферат:
1. Спосіб виготовлення конструктивного елемента, посиленого волокном, що містить множину болтових кріпильних пристроїв, болтів або з'єднувальних елементів для його кріплення до іншого конструктивного елемента, що включає стадії, на яких:і) створюють подовжений елемент серцевини з матеріалу, переважно з посиленого волокном матеріалу, сумісного з матеріалом посиленого волокном конструктивного елемента, переважно виготовленого за...
Пристрій опорного вузла для пірамідального вітряного двигуна
Номер патенту: 72089
Опубліковано: 17.01.2005
Автор: Степанчук Аркадій Миколайович
Мітки: опорного, пірамідального, двигуна, вузла, пристрій, вітряного
Формула / Реферат:
Пристрій опорного вузла для пірамідального вітряного двигуна, що містить лопаті у вигляді пірамід, рівномірно закріплені на осі, який відрізняється тим, що він включає додатково консолі, рівномірно закріплені на опорному валу за допомогою упорного і радіально-упорного підшипників по загальній осі, а зовнішні краї консолей служать опорою для нижнього ярусу пірамід.
Спосіб виготовлення антифрикційного матеріалу, елемент вузла тертя і спосіб виготовлення елемента вузла тертя
Номер патенту: 50371
Опубліковано: 15.10.2002
Автори: Романов Дмитро Сергійович, Романов Сергій Михайлович
Мітки: спосіб, тертя, матеріалу, елемента, вузла, елемент, антифрикційного, виготовлення
Формула / Реферат:
Спосіб утеплення чавуна в чавуновізних ковшах, що включає введення в ківш відходів виробництва вторинного алюмінію, який відрізняється тим, що введення відходів починають при наповненні ковша на 1/5-1/3 його висоти, а закінчують при наповненні ковша на 1/2-3/4 його висоти, причому введення відходів здійснюють окремими порціями по 0,2-0,7 кг на тонну чавуна в контейнерах з матеріалу, що має температуру плавлення рівну 0,06-0,18 від температури...
Елемент вузла тертя та спосіб виготовлення елемента вузла тертя
Номер патенту: 81237
Опубліковано: 25.12.2007
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
МПК: B22F 7/04
Мітки: елемента, тертя, елемент, вузла, виготовлення, спосіб
Формула / Реферат:
1. Елемент вузла тертя, що включає несучий елемент, антифрикційний шар на основі міді і проміжний шар на основі заліза і міді, який відрізняється тим, що проміжний шар додатково містить ферофосфор, при наступному співвідношенні компонентів проміжного шару, мас. %: залізо 55-74,6 мідь 25,39-40 ферофосфор 0,01-5. 2. Елемент вузла тертя...
Попередній патент: Активатор суспензії
Наступний патент: Активатор мінеральних речовин
Випадковий патент: Спосіб перетворення магнітних властивостей слабомагнітних окислених залізних руд і залізорудних відходів для магнітної сепарації