Спосіб формування металевого виробу типу контейнера
Номер патенту: 76459
Опубліковано: 15.08.2006
Автори: Макевен Стюарт, Малтон Джеймс Д., Гонг Кевін, Хамстра Петер, Меллорі Роберт В.
Формула / Реферат
1. Спосіб формування металевого виробу типу контейнера заданих розмірів і форми, відповідно до якого
на етапі (а) розміщають у порожнині матриці, яка має стінку матриці, що визначає зазначені розміри і форму, порожнисту металеву заготовку із закритим кінцем таким чином, що щонайменше частина заготовки спочатку має зазор відносно стінки матриці, і
на етапі (b) піддають заготовку дії внутрішнього тиску текучого середовища з метою розширення заготовки назовні до входження, по суті, у повний контакт зі стінкою матриці для надання заготовці заданих розмірів і форми,
який відрізняється тим, що порожнина матриці виконана з розмірами, які забезпечують охоплення бічної поверхні порожнистої металевої заготовки із закритим кінцем і пуансона, розташованого в області одного з кінців порожнини матриці з можливістю переміщення усередину зазначеної порожнини, і заготовку розміщають у порожнині матриці таким чином, що закритий кінець заготовки спрямований до пуансона і знаходиться поблизу нього, прикладають до заготовки внутрішній тиск текучого середовища з метою розширення заготовки назовні і забезпечення дії зусилля тиску текучого середовища на закритий кінець, та
на етапі (с) переміщають пуансон або до початку розширення заготовки, або після початку, але до завершення розширення заготовки, усередину зазначеного кінця порожнини матриці для входження в контакт із закритим кінцем заготовки і зсуву цього закритого кінця в напрямку, протилежному напрямку дії зусилля тиску текучого середовища на закритий кінець заготовки, тим самим деформуючи закритий кінець заготовки в процесі розширення заготовки назовні до входження, по суті, в повний контакт зі стінкою матриці.
2. Спосіб за п. 1, який відрізняється тим, що внутрішній тиск текучого середовища прикладають до заготовки, що знаходиться усередині порожнини матриці, шляхом прикладання як надлишкового внутрішнього тиску текучого середовища, так і надлишкового зовнішнього тиску текучого середовища, при цьому надлишковий внутрішній тиск текучого середовища перевищує надлишковий зовнішній тиск текучого середовища.
3. Спосіб за п. 2, який відрізняється тим, що перед операцією прикладання до заготовки внутрішнього тиску текучого середовища нагрівають заготовку, що знаходиться в порожнині матриці, для створення в ній температурного градієнта.
4. Спосіб за п. 2, який відрізняється тим, що текуче середовище, використане для прикладання тиску текучого середовища, є газом.
5. Спосіб за п. 4, який відрізняється тим, що газ вибраний з групи, що включає азот, повітря й аргон.
6. Спосіб за п. 5, який відрізняється тим, що формування здійснюють при температурі, яка перевищує 100°С.
7. Спосіб за п. 6, який відрізняється тим, що формування здійснюють при температурі близько 300°С.
8. Спосіб за п. 2, який відрізняється тим, що заготовка виконана у вигляді подовженого і спочатку, по суті, циліндричного виробу, який має розширюваний закритий кінець і відкритий кінець, протилежний закритому кінцю.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що пуансон переміщають усередину порожнини після початку розширення заготовки, але до завершення розширення заготовки на етапі (b).
10. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що пуансон переміщають для введення в контакт із закритим кінцем заготовки до початку розширення заготовки і підтримують згаданий контакт протягом усього процесу розширення заготовки.
11. Спосіб за п. 8, який відрізняється тим, що пуансон виконаний з фасонною поверхнею, а закритий кінець заготовки деформують для його відповідності зазначеній фасонній поверхні.
12. Спосіб за п. 2, який відрізняється тим, що задана форма є формою пляшки, що включає горловинну частину і корпусну частину, поперечні розміри якої є більшими за поперечні розміри горловинної частини, порожнина матриці і заготовка мають подовжні осі, причому заготовку на етапі (а) установлюють, по суті, співвісно з порожниною, а пуансон виконують з можливістю переміщення уздовж подовжньої осі порожнини.
13. Спосіб за п.12, який відрізняється тим, що згаданий пуансон виконаний із профілем у вигляді купола, а на етапі (с) деформують закритий кінець заготовки з наданням йому згаданого профілю у вигляді купола.
14. Спосіб за п. 2, який відрізняється тим, що стінка матриці містить складову частину, виконану з можливістю відокремлення для видалення сформованого контейнера після завершення етапу (с).
15. Спосіб за п. 12, який відрізняється тим, що задана форма є асиметричною відносно подовжньої осі порожнини матриці.
16. Спосіб за п. 2, який відрізняється тим, що пуансон спочатку, а саме на початку етапу (b), розміщують з можливістю обмеження осьового подовження заготовки під впливом тиску текучого середовища.
17. Спосіб за п. 12, який відрізняється тим, що заготовка виконана у вигляді подовженого і спочатку, по суті, циліндричного виробу з відкритим кінцем, протилежним закритому кінцю, причому діаметр заготовки, по суті, дорівнює діаметру горловинної частини форми у вигляді пляшки.
18. Спосіб за будь-яким з пп. 12-17, який відрізняється тим, що згаданий виріб має здатність до формування, достатню для забезпечення розширення до заданої форми за одну операцію формування під тиском.
19. Спосіб за п. 17, який відрізняється тим, що до здійснення етапів (а), (b) і (с) виріб попередньо поміщають у порожнину матриці менших розмірів, ніж спочатку згадана порожнина, і піддають виріб дії внутрішнього тиску текучого середовища з метою розширення виробу до проміжних розміру і форми, менших ніж задані поперечний розмір і форма.
20. Спосіб за п. 12, який відрізняється тим, що заготовка виконана у вигляді подовженого і спочатку, по суті, циліндричного виробу, що має відкритий кінець, протилежний закритому кінцю, причому діаметр заготовки перевищує діаметр зазначеної горловинної частини пляшки, при цьому після здійснення етапів (а), (b) і (с) виріб піддають операції обертального формування на ділянці поблизу відкритого кінця для утворення горловинної частини зменшеного діаметра.
21. Спосіб за п. 2, який відрізняється тим, що заготовку виготовляють з алюмінію.
22. Спосіб за п. 21, який відрізняється тим, що перед здійсненням етапу (а) заготовку виготовляють з листа алюмінію, що має рекристалізовану чи відновлену мікроструктуру і товщину в межах приблизно від 0,25 до 1,5 мм.
23. Спосіб за п. 22, який відрізняється тим, що заготовку виготовляють у вигляді циліндра із закритим кінцем шляхом багаторазової витяжки зазначеного листа чи пресуванням зворотним методом.
24. Спосіб за п. 2, який відрізняється тим, що на етапі (b) тиск текучого середовища усередині заготовки проходить три послідовні стадії: (і) підвищення до першого максимуму до початку розширення заготовки, (іі) падіння до мінімального значення після початку розширення заготовки, (ііі) поступове підвищення до проміжного значення у міру розширення заготовки, але до її неповного входження в контакт зі стінкою матриці, і (iv) підвищення від зазначеного проміжного значення при завершенні розширення заготовки, при цьому на етапі (с) пуансон починають переміщати з метою зсуву і деформації закритого кінця заготовки, по суті, наприкінці стадії (ііі).
25. Спосіб за п. 2, який відрізняється тим, що на етапі (b) закритий кінець заготовки набуває збільшеної і, по суті, півсферичної конфігурації при входженні зазначеної частини заготовки в первинний контакт зі стінкою матриці на етапі (b), при цьому на етапі (с) пуансон починають переміщати для зсуву і деформації закритого кінця заготовки, по суті, в момент набрання закритим кінцем зазначеної конфігурації.
26. Спосіб за п. 2, який відрізняється тим, що внутрішній і зовнішній надлишкові тиски текучого середовища, одночасно прикладені до заготовки, незалежно регулюють з метою зміни різниці між цими тисками, тим самим регулюючи швидкість деформації заготовки.
27. Спосіб за п. 3, який відрізняється тим, що заготовку нагрівають за допомогою нагрівальних засобів, розташованих у пуансоні, з метою створення в заготовці температурного градієнта в напрямку від закритого дна угору.
28. Спосіб за п. 3, який відрізняється тим, що заготовку нагрівають за допомогою нагрівальних засобів, розташованих у матриці навколо верхньої частини заготовки, з метою створення у заготовці температурного градієнта в напрямку від зазначеної верхньої частини униз.
29. Спосіб за п. 27 чи 28, який відрізняється тим, що заготовку нагрівають за допомогою нагрівальних засобів, розташованих у бічних стінках матриці.
Текст
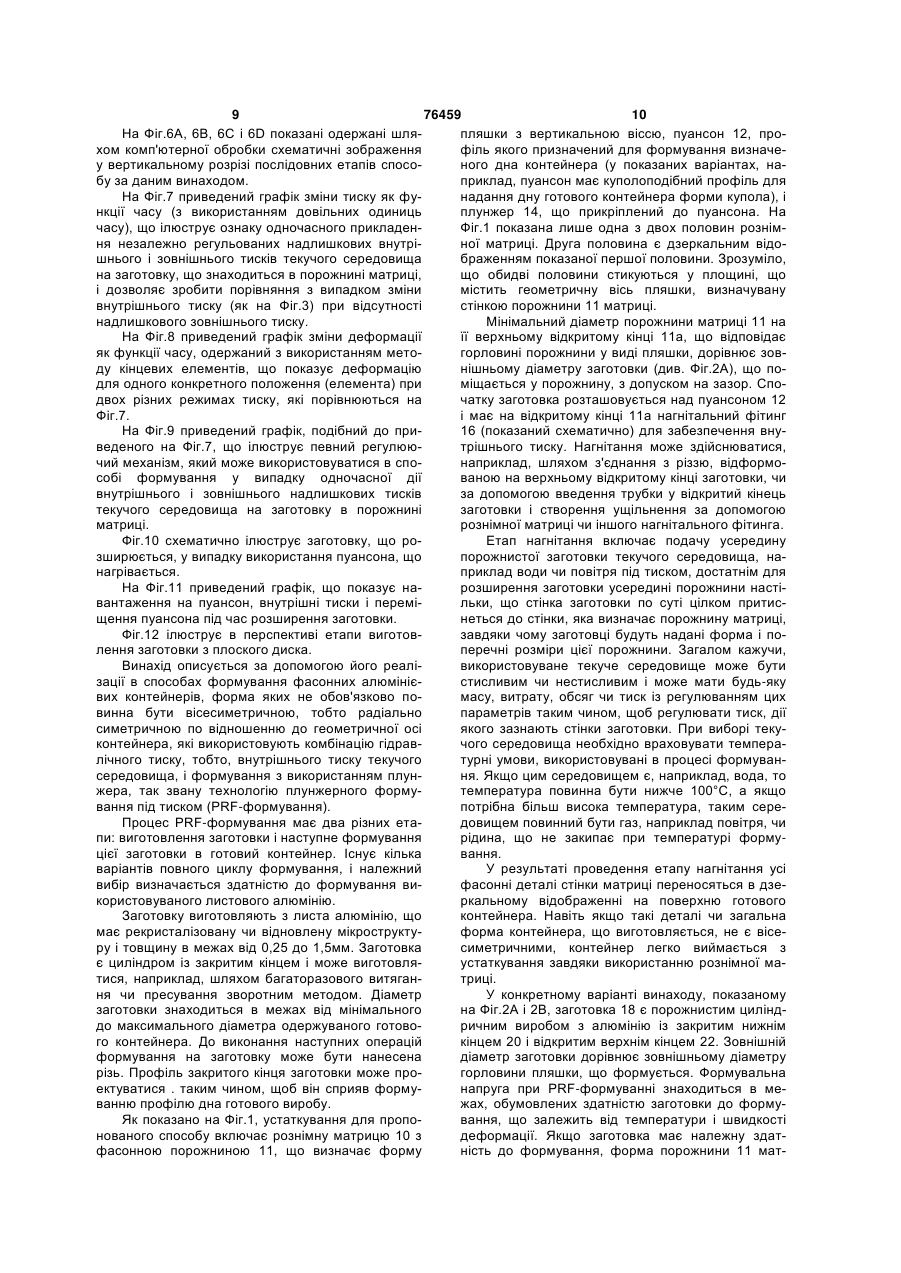
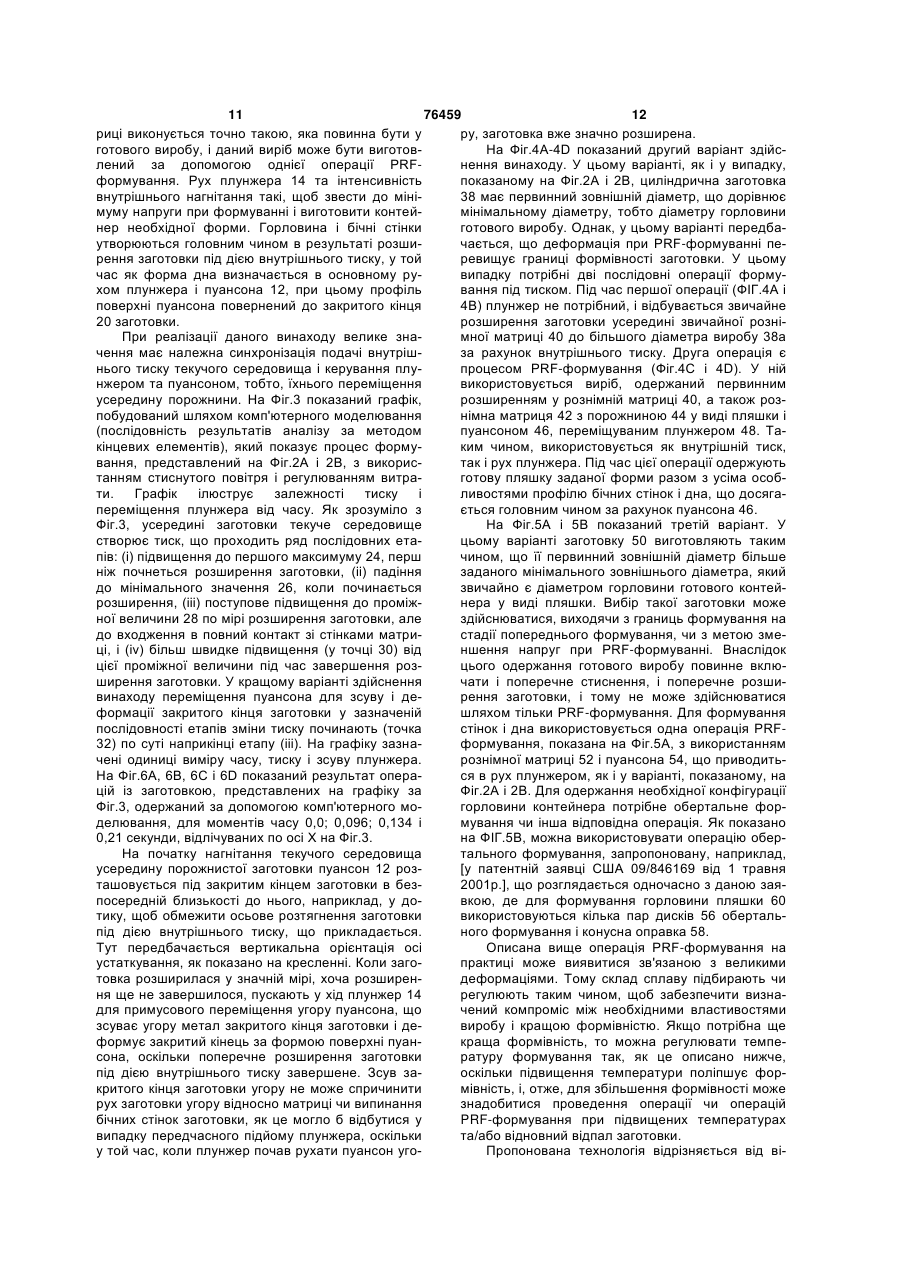
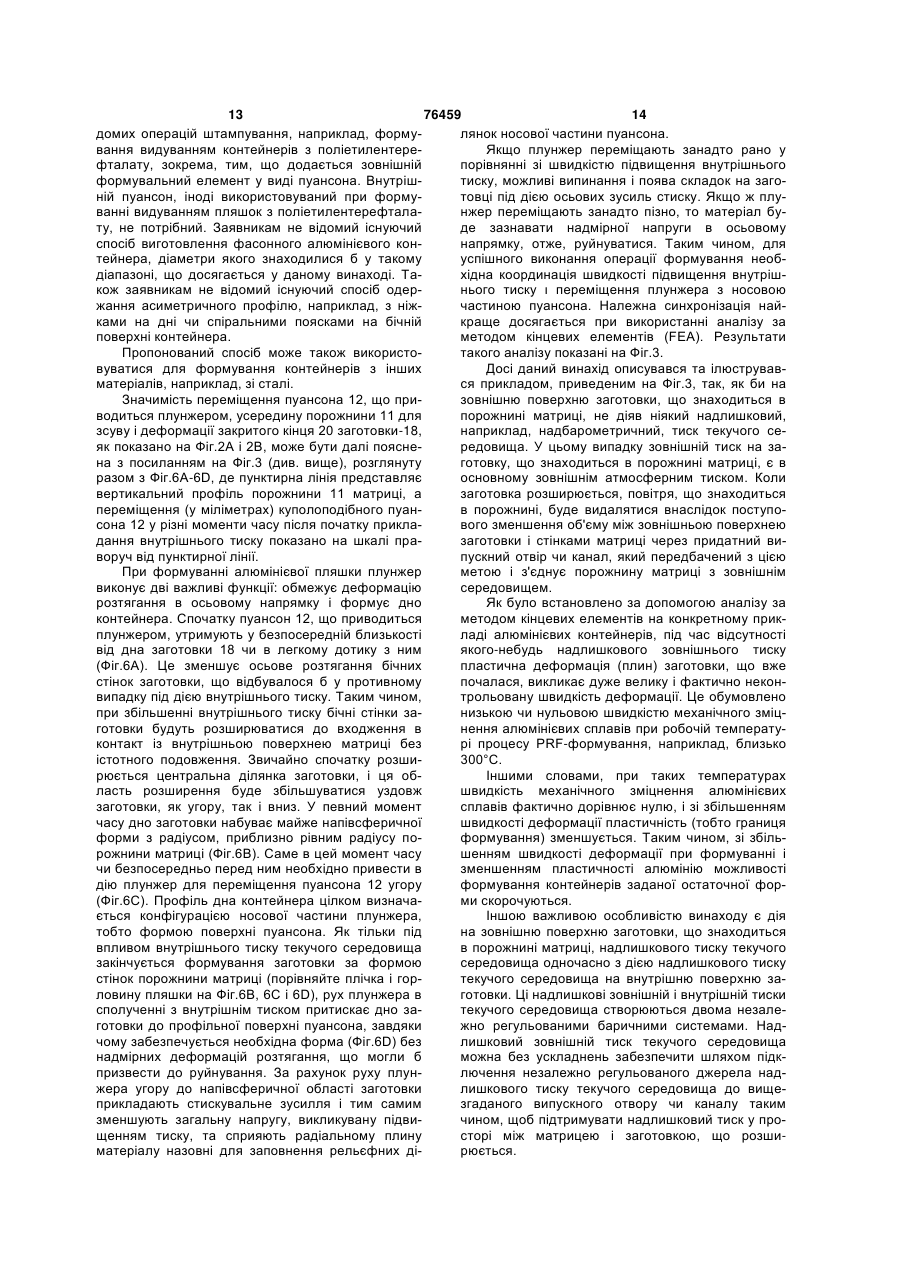
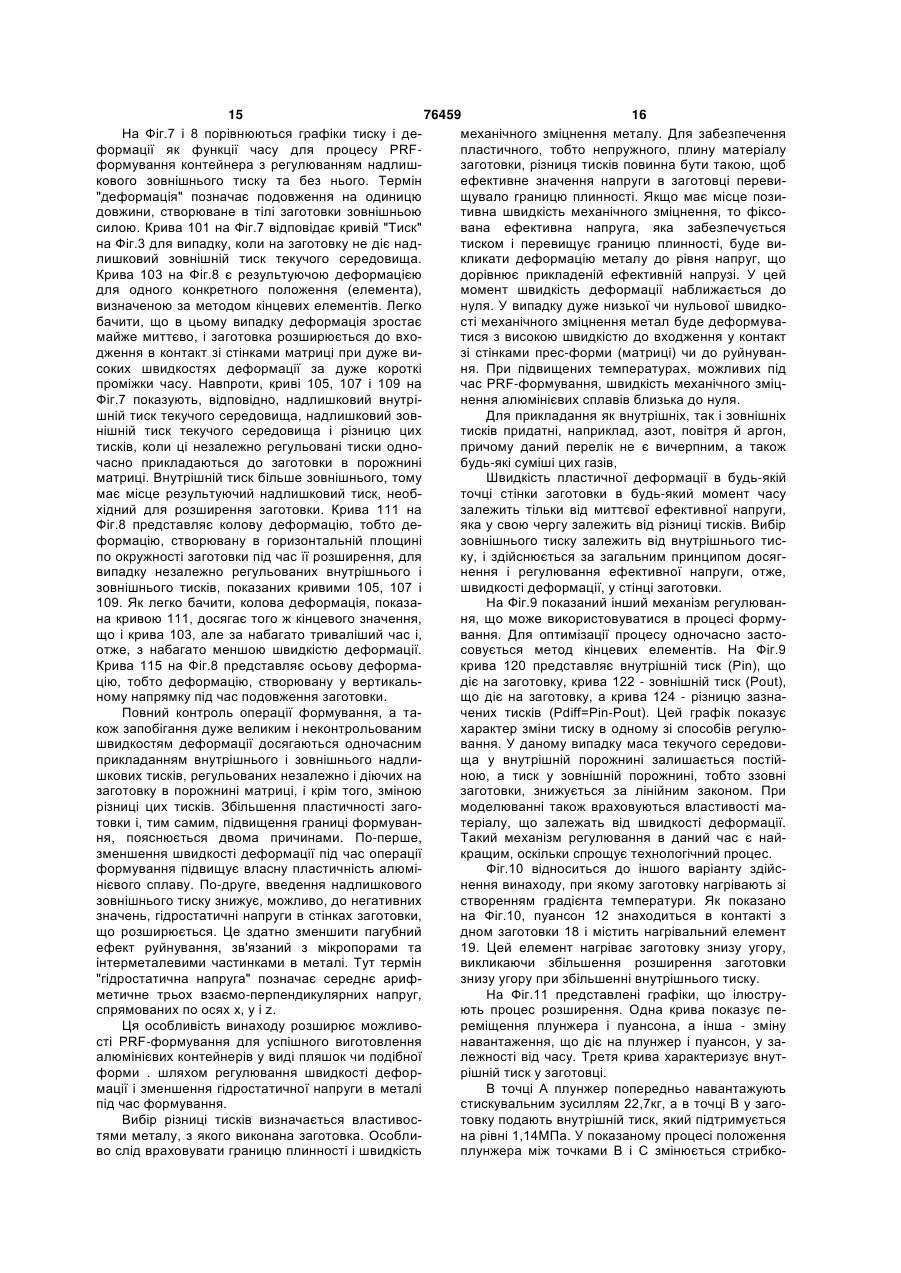
1. Спосіб формування металевого виробу типу контейнера заданих розмірів і форми, відповідно до якого на етапі (а) розміщають у порожнині матриці, яка має стінку матриці, що визначає зазначені розміри і форму, порожнисту металеву заготовку із закритим кінцем таким чином, що щонайменше частина заготовки спочатку має зазор відносно стінки матриці, і на етапі (b) піддають заготовку дії внутрішнього тиску текучого середовища з метою розширення заготовки назовні до входження, по суті, у повний контакт зі стінкою матриці для надання заготовці заданих розмірів і форми, який відрізняється тим, що порожнина матриці виконана з розмірами, які забезпечують охоплення бічної поверхні порожнистої металевої заготовки із закритим кінцем і пуансона, розташованого в області одного з кінців порожнини матриці з можливістю переміщення усередину зазначеної порожнини, і заготовку розміщають у порожнині матриці таким чином, що закритий кінець заготовки спрямований до пуансона і знаходиться поблизу нього, прикладають до заготовки внутрішній тиск текучого середовища з метою розширення заготовки 2 (19) 1 3 76459 4 жнини після початку розширення заготовки, але до горловинної частини пляшки, при цьому після завершення розширення заготовки на етапі (b). здійснення етапів (а), (b) і (с) виріб піддають опе10. Спосіб за будь-яким з пп.1-8, який відрізнярації обертального формування на ділянці поблиється тим, що пуансон переміщають для введення зу відкритого кінця для утворення горловинної чав контакт із закритим кінцем заготовки до початку стини зменшеного діаметра. 21. Спосіб за п.2, який відрізняється тим, що зарозширення заготовки і підтримують згаданий контакт протягом усього процесу розширення загоготовку виготовляють з алюмінію. 22. Спосіб за п.21, який відрізняється тим, що товки. 11. Спосіб за п.8, який відрізняється тим, що пуаперед здійсненням етапу (а) заготовку виготовлянсон виконаний з фасонною поверхнею, а закриють з листа алюмінію, що має рекристалізовану чи тий кінець заготовки деформують для його відповідновлену мікроструктуру і товщину в межах привідності зазначеній фасонній поверхні. близно від 0,25 до 1,5 мм. 12. Спосіб за п.2, який відрізняється тим, що за23. Спосіб за п.22, який відрізняється тим, що дана форма є формою пляшки, що включає горзаготовку виготовляють у вигляді циліндра із заловинну частину і корпусну частину, поперечні критим кінцем шляхом багаторазової витяжки зарозміри якої є більшими за поперечні розміри горзначеного листа чи пресуванням зворотним метоловинної частини, порожнина матриці і заготовка дом. 24. Спосіб за п.2, який відрізняється тим, що на мають подовжні осі, причому заготовку на етапі (а) установлюють, по суті, співвісно з порожниною, а етапі (b) тиск текучого середовища усередині загопуансон виконують з можливістю переміщення товки проходить три послідовні стадії: (і) підвиуздовж подовжньої осі порожнини. щення до першого максимуму до початку розши13. Спосіб за п.12, який відрізняється тим, що рення заготовки, (іі) падіння до мінімального згаданий пуансон виконаний із профілем у вигляді значення після початку розширення заготовки, (ііі) купола, а на етапі (с) деформують закритий кінець поступове підвищення до проміжного значення у заготовки з наданням йому згаданого профілю у міру розширення заготовки, але до її неповного вигляді купола. входження в контакт зі стінкою матриці, і (iv) під14. Спосіб за п.2, який відрізняється тим, що стінвищення від зазначеного проміжного значення при ка матриці містить складову частину, виконану з завершенні розширення заготовки, при цьому на можливістю відокремлення для видалення сфоретапі (с) пуансон починають переміщати з метою мованого контейнера після завершення етапу (с). зсуву і деформації закритого кінця заготовки, по 15. Спосіб за п.12, який відрізняється тим, що суті, наприкінці стадії (ііі). 25. Спосіб за п.2, який відрізняється тим, що на задана форма є асиметричною відносно подовжньої осі порожнини матриці. етапі (b) закритий кінець заготовки набуває збіль16. Спосіб за п.2, який відрізняється тим, що пуашеної і, по суті, півсферичної конфігурації при вхонсон спочатку, а саме на початку етапу (b), розмідженні зазначеної частини заготовки в первинний щують з можливістю обмеження осьового подовконтакт зі стінкою матриці на етапі (b), при цьому ження заготовки під впливом тиску текучого на етапі (с) пуансон починають переміщати для середовища. зсуву і деформації закритого кінця заготовки, по 17. Спосіб за п.12, який відрізняється тим, що суті, в момент набрання закритим кінцем зазначезаготовка виконана у вигляді подовженого і спочаної конфігурації. 26. Спосіб за п.2, який відрізняється тим, що внутку, по суті, циліндричного виробу з відкритим кінцем, протилежним закритому кінцю, причому діатрішній і зовнішній надлишкові тиски текучого семетр заготовки, по суті, дорівнює діаметру редовища, одночасно прикладені до заготовки, горловинної частини форми у вигляді пляшки. незалежно регулюють з метою зміни різниці між 18. Спосіб за будь-яким з пп.12-17, який відрізняцими тисками, тим самим регулюючи швидкість ється тим, що згаданий виріб має здатність до деформації заготовки. 27. Спосіб за п.3, який відрізняється тим, що заформування, достатню для забезпечення розширення до заданої форми за одну операцію формуготовку нагрівають за допомогою нагрівальних вання під тиском. засобів, розташованих у пуансоні, з метою ство19. Спосіб за п.17, який відрізняється тим, що до рення в заготовці температурного градієнта в наздійснення етапів (а), (b) і (с) виріб попередньо прямку від закритого дна угору. 28. Спосіб за п.3, який відрізняється тим, що запоміщають у порожнину матриці менших розмірів, ніж спочатку згадана порожнина, і піддають виріб готовку нагрівають за допомогою нагрівальних дії внутрішнього тиску текучого середовища з мезасобів, розташованих у матриці навколо верхньої тою розширення виробу до проміжних розміру і частини заготовки, з метою створення у заготовці форми, менших ніж задані поперечний розмір і температурного градієнта в напрямку від зазначеформа. ної верхньої частини униз. 20. Спосіб за п.12, який відрізняється тим, що 29. Спосіб за п.27 чи 28, який відрізняється тим, заготовка виконана у вигляді подовженого і спочащо заготовку нагрівають за допомогою нагрівальтку, по суті, циліндричного виробу, що має відкриних засобів, розташованих у бічних стінках маттий кінець, протилежний закритому кінцю, причому риці. діаметр заготовки перевищує діаметр зазначеної 5 Даний винахід відноситься до способу формування металевих контейнерів і подібних виробів, який використовує внутрішній тиск текучого середовища для розширення порожнистої металевої заготовки чи виробу в порожнині матриці. Важливий аспект винаходу відноситься до способів формування алюмінієвих чи інших металевих фасонних контейнерів, наприклад, таких, що мають форму асиметричної пляшки. Металеві банки добре відомі і широко використовуються для напоїв. Існуючі корпуси банок для напоїв, або цільні банки зі стоншеним при витяганні корпусом, або корпуси, відкриті з обох кінців (з окремими "кришками" зверху і знизу), звичайно мають прості вертикальні циліндричні бічні стінки. Іноді бажано, наприклад, з міркувань естетики, привабливості для споживача та/або ідентифікації продукту, надавати бічним стінкам металевого контейнера для напоїв більш складну форму і, зокрема, виконувати металевий контейнер у формі пляшки, а не у формі простого циліндра. Однак таку конфігурацію не можна одержати за допомогою звичайних операцій, використовуваних для виготовлення банок. Для цих та інших цілей необхідні зручні й ефективні способи надання заготовкам "пляшкоподібних" чи інших складних форм. Крім того, бажано використовувати такі технології, що забезпечили б формування фасонних контейнерів без радіальної симетрії, що дозволить збільшити різноманітність одержуваних конфігурацій. [У патенті США №3040684] описується пристрій для формування дверних ручок із заготовок з використанням матриці і гідравлічного тиску. Заготовку поміщають у порожнину матриці, заповнюють гідравлічною рідиною і запечатують. Потім матрицю закривають, переміщають нижній плунжер угору, змушуючи стінки заготовки приймати форму порожнини матриці. Під час цієї операції об'єм текучого середовища не змінюється, і розширення заготовки забезпечується переміщенням плунжера. [У патенті США №4362037] описаний інший пристрій для формування дверної ручки, у якому використовується рознімна матриця. Заготовка є частково відформованою дверною ручкою, круглий зовнішній торець якої поміщають у нижню матрицю. Верхня матриця має порожнину, ділянки бічних стінок якої визначають остаточну форму ручки. Цією верхньою матрицею натискають униз на заготовку, що спирається на нижню матрицю. Потім усередину заготовки нагнітають рідину, тим самим змушуючи заготовку приймати форму порожнини матриці. [У патенті США №6182487] описується спосіб виготовлення металевої посудини, який використовує рознімну матрицю, що складається з нерухомої і рухомої матриць. Спочатку формують циліндр, дно якого приварюють до оболонки, після чого циліндр установлюють нижнім торцем у рухомій матриці, а відкритий кінець циліндра кріпиться до нерухомої матриці. Через нерухому матрицю до циліндра подають тиск, а рухому матрицю змикають з нерухомою для формування посудини. 76459 6 Даний винахід забезпечує спосіб формування металевого контейнера заданої форми і заданих поперечних розмірів, відповідно до якого розміщають у порожнині матриці порожнисту металеву заготовку, що має закритий кінець. Порожнина матриці оточена стінкою матриці, що визначає зазначені форму і поперечні розміри. У одного з кінців порожнини розташований пуансон з можливістю переміщення усередину порожнини. Закритий кінець заготовки розміщають у напрямку та поблизу пуансона, при цьому щонайменше частина заготовки спочатку має зазор зі стінками матриці. Заготовку піддають дії внутрішнього тиску текучого середовища для розширення заготовки назовні до входження по суті в повний контакт зі стінками матриці з метою надання заготовці заданої форми і заданих поперечних розмірів. Тиск текучого середовища діє на закритий кінець заготовки із зусиллям, спрямованим убік зазначеного кінця порожнини. Пуансон переміщають усередину порожнини або до початку розширення заготовки, або після початку, але до завершення розширення заготовки, для входження в контакт із закритим кінцем заготовки і зсуву цього кінця в напрямку, протилежному напрямку зусилля дії текучого середовища на зазначений закритий кінець заготовки. У результаті забезпечується деформування закритого кінця заготовки. Переміщення пуансона здійснюють за допомогою плунжера, здатного прикладати достатнє зусилля до пуансона для зсуву і деформації заготовки. Цей спосіб іноді називають способом плунжерного формування під тиском (PRF-формування), оскільки контейнер формується як за рахунок прикладеного внутрішнього тиску текучого середовища, так і за рахунок переміщення пуансона плунжером. Іншою особливістю винаходу є те, що пуансон має фасонну поверхню, а закритий кінець заготовки деформують для відповідності цій фасонній поверхні. Наприклад, пуансон може мати куполоподібний профіль, так що закритий кінець заготовки при деформації набуває форми купола. Задана форма, якої набуває контейнер, може бути формою пляшки, що включає горловинну частину і корпусну частину, яка має більші поперечні розміри, ніж горловинна частина. Порожнина матриці .і заготовка мають подовжні осі, причому заготовку розміщають по суті співвісно з порожниною, а пуансон переміщають уздовж подовжньої осі порожнини. У кращому варіанті стінка матриці містить складову частину, виконану з можливістю відокремлення для видалення сформованого контейнера. У випадку рознімної матриці задана форма може бути асиметричною по відношенню до подовжньої осі порожнини. Для обмеження осьового подовження заготовки під впливом тиску текучого середовища доцільно, щоб спочатку, тобто до прикладання тиску текучого середовища, пуансон розташовувався поблизу закритого кінця заготовки чи у контакті з ним. Переміщення пуансона може починатися після того, як розширювана нижня частина заготовки увійшла в контакт зі стінкою матриці. Краще, щоб заготовка для формування кон 7 76459 8 тейнера у виді пляшки чи подібної конфігурації заготовки, що знаходиться у порожнині, надлишбула виконана у виді подовженого і спочатку по кового внутрішнього тиску текучого середовища і суті циліндричного виробу, що має відкритий кінадлишкового зовнішнього тиску текучого середонець, протилежний закритому кінцю виробу. У конвища, причому надлишковий внутрішній тиск бікретних варіантах здійснення даного винаходу льше надлишкового зовнішнього тиску. Внутрішній діаметр такого виробу може по суті дорівнювати і зовнішній тиски забезпечуються, відповідно, дводіаметру горловинної частини контейнера у виді ма баричними системами, що мають незалежне пляшки, а виріб має здатність до формування, регулювання. Швидкість деформації заготовки достатню для розширення до заданої форми за регулюють шляхом незалежного регулювання внуодну операцію формування під тиском. Якщо така трішнього і зовнішнього надлишкових тисків текуздатність до формування недостатня, то перш ніж чого середовища, прикладених одночасно до загоприступати до PRF-формування, описаного вище, товки, з метою зміни різниці між цими тисками. В заготовку попередньо поміщають у порожнину результаті усуваються труднощі, зв'язані з надмірматриці менших розмірів, ніж вищезгадана порожними швидкостями деформації, і досягаються донина, і піддають у цій порожнині дії внутрішнього даткові позитивні результати, наприклад, зментиску текучого середовища, щоб розширити загошення гідростатичних напруг, здатних викликати товку до проміжних розмірів і форми, менших за ушкодження мікроструктури стінок контейнера. задані поперечні розміри і задану форму. Наступна особливість даного винаходу поляАльтернативно, якщо подовжений і спочатку гає в тому, що під час розширення заготовки доціпо суті циліндричний виріб має більший первинний льно здійснювати її нагрів, наприклад, створюючи діаметр, ніж горловинна частина пляшки, то спосіб у заготовці певний температурний градієнт. Шляформування контейнера у виді пляшки може хом додавання до пуансона нагрівачів у заготовці включати додатковий етап обертального формустворюється температурний градієнт, спрямовавання виробу на ділянці поблизу його відкритого ний знизу угору. Для створення у заготовці темпекінця для утворення горловинної частини зменшературного градієнта, спрямованого зверху донизу, ного діаметра. Цей етап йде за виконанням PRFнагрівачі можуть встановлюватися у верхній часформування. тині матриці. Можливе вбудовування додаткових Можна також зменшити діаметр горловинної нагрівачів у бічні стінки матриці. Введення темпечастини заготовки шляхом звуження за допомогою ратурного градієнта під час розширення заготовки протяжного кільця. Ця операція звуження за доподозволяє визначити момент початку розширення і могою протяжного кільця може бути проведена до поліпшує формівність. етапу розширення. Також було встановлено доцільність контакту Заготовка може бути алюмінієвою (використопуансона із заготовкою перед початком розширенвуваний тут термін "алюміній" позначає сплави на ня, а також доцільність створення пуансоном певоснові алюмінію, а також чистий алюміній) і може ного осьового навантаження протягом усього провиготовлятися з листа алюмінію, що має рекрисцесу розширення. У тих випадках, коли пуансон талізовану чи відновлену мікроструктуру і товщину прикладає певне осьове навантаження до закрив межах приблизно від 0,25 до 1,5мм. Заготовку того кінця заготовки протягом усього процесу розможуть виготовляти у виді циліндра із закритим ширення, краще не здійснювати зсув і деформацію кінцем шляхом багаторазового витягання чи презакритого кінця заготовки до завершення розшисуванням зворотним методом. рення. Під час дії на заготовку внутрішнього тиску теІнші ознаки і переваги даного винаходу будуть кучого середовища, тиск текучого середовища зрозумілі з нижченаведеного детального опису і усередині заготовки проходить ряд послідовних прикладених креслень. стадій: (і) підвищення до першого максимуму до На Фіг.1 як приклад реалізації приведене початку розширення заготовки, (іі) падіння до мініспрощене і, до деякої міри, схематичне зображенмального значення після початку розширення, (ііі) ня в перспективі устаткування для здійснення спопоступове підвищення до проміжного значення по собу за даним винаходом. мірі розширення заготовки, але до її неповного На Фіг.2А і 2В, подібних до Фіг.1, показані посвходження в контакт зі стінкою матриці, і (iv) підлідовні етапи здійснення першого варіанта спосовищення від цього проміжного тиску при завербу за даним винаходом. шенні розширення заготовки. У кращому варіанті На Фіг.3 показаний графік залежності внутрішданого винаходу переміщення пуансона, який нього тиску і переміщення плунжера як функції здійснює зсув і деформацію закритого кінця загочасу при використанні як текучого середовища товки, у цій послідовності стадій зміни тиску почиповітря; графік ілюструє часову залежність між нають наприкінці стадії (ііі). операціями дії на заготовку внутрішнього тиску У процесі прикладання внутрішнього тиску тетекучого середовища і переміщення пуансона у кучого середовища закритий кінець заготовки наспособі за даним винаходом. буває збільшеної і по суті напівсферичної конфігуНа Фіг.4В, 4С і 4D, подібних до Фіг.1, показані рації, коли заготовка входить у контакт зі стінкою послідовні етапи здійснення другого варіанта споматриці, при цьому переміщення пуансона почисобу за даним винаходом. нають по суті в той момент, коли закритий кінець На Фіг.5А і 5В, подібних до Фіг.1, приведене заготовки набуває цієї конфігурації. спрощене схематичне зображення в перспективі Крім того, відповідно до даного винаходу, приетапу обертального формування, що ілюструє кладання до заготовки внутрішнього тиску текучопослідовні стадії здійснення третього варіанта го середовища є одночасним прикладенням до способу за даним винаходом. 9 76459 10 На Фіг.6А, 6В, 6С і 6D показані одержані шляпляшки з вертикальною віссю, пуансон 12, прохом комп'ютерної обробки схематичні зображення філь якого призначений для формування визначеу вертикальному розрізі послідовних етапів спосоного дна контейнера (у показаних варіантах, набу за даним винаходом. приклад, пуансон має куполоподібний профіль для На Фіг.7 приведений графік зміни тиску як фунадання дну готового контейнера форми купола), і нкції часу (з використанням довільних одиниць плунжер 14, що прикріплений до пуансона. На часу), що ілюструє ознаку одночасного прикладенФіг.1 показана лише одна з двох половин рознімня незалежно регульованих надлишкових внутріної матриці. Друга половина є дзеркальним відошнього і зовнішнього тисків текучого середовища браженням показаної першої половини. Зрозуміло, на заготовку, що знаходиться в порожнині матриці, що обидві половини стикуються у площині, що і дозволяє зробити порівняння з випадком зміни містить геометричну вісь пляшки, визначувану внутрішнього тиску (як на Фіг.3) при відсутності стінкою порожнини 11 матриці. надлишкового зовнішнього тиску. Мінімальний діаметр порожнини матриці 11 на На Фіг.8 приведений графік зміни деформації її верхньому відкритому кінці 11а, що відповідає як функції часу, одержаний з використанням метогорловині порожнини у виді пляшки, дорівнює зовду кінцевих елементів, що показує деформацію нішньому діаметру заготовки (див. Фіг.2А), що подля одного конкретного положення (елемента) при міщається у порожнину, з допуском на зазор. Сподвох різних режимах тиску, які порівнюються на чатку заготовка розташовується над пуансоном 12 Фіг.7. і має на відкритому кінці 11а нагнітальний фітинг На Фіг.9 приведений графік, подібний до при16 (показаний схематично) для забезпечення внуведеного на Фіг.7, що ілюструє певний регулюютрішнього тиску. Нагнітання може здійснюватися, чий механізм, який може використовуватися в спонаприклад, шляхом з'єднання з різзю, відформособі формування у випадку одночасної дії ваною на верхньому відкритому кінці заготовки, чи внутрішнього і зовнішнього надлишкових тисків за допомогою введення трубки у відкритий кінець текучого середовища на заготовку в порожнині заготовки і створення ущільнення за допомогою матриці. рознімної матриці чи іншого нагнітального фітинга. Фіг.10 схематично ілюструє заготовку, що роЕтап нагнітання включає подачу усередину зширюється, у випадку використання пуансона, що порожнистої заготовки текучого середовища, нанагрівається. приклад води чи повітря під тиском, достатнім для На Фіг.11 приведений графік, що показує нарозширення заготовки усередині порожнини настівантаження на пуансон, внутрішні тиски і перемільки, що стінка заготовки по суті цілком притисщення пуансона під час розширення заготовки. неться до стінки, яка визначає порожнину матриці, Фіг.12 ілюструє в перспективі етапи виготовзавдяки чому заготовці будуть надані форма і полення заготовки з плоского диска. перечні розміри цієї порожнини. Загалом кажучи, Винахід описується за допомогою його реалівикористовуване текуче середовище може бути зації в способах формування фасонних алюмінієстисливим чи нестисливим і може мати будь-яку вих контейнерів, форма яких не обов'язково помасу, витрату, обсяг чи тиск із регулюванням цих винна бути вісесиметричною, тобто радіально параметрів таким чином, щоб регулювати тиск, дії симетричною по відношенню до геометричної осі якого зазнають стінки заготовки. При виборі текуконтейнера, які використовують комбінацію гідравчого середовища необхідно враховувати темпералічного тиску, тобто, внутрішнього тиску текучого турні умови, використовувані в процесі формувансередовища, і формування з використанням плуння. Якщо цим середовищем є, наприклад, вода, то жера, так звану технологію плунжерного формутемпература повинна бути нижче 100°С, а якщо вання під тиском (PRF-формування). потрібна більш висока температура, таким сереПроцес PRF-формування має два різних етадовищем повинний бути газ, наприклад повітря, чи пи: виготовлення заготовки і наступне формування рідина, що не закипає при температурі формуцієї заготовки в готовий контейнер. Існує кілька вання. варіантів повного циклу формування, і належний У результаті проведення етапу нагнітання усі вибір визначається здатністю до формування вифасонні деталі стінки матриці переносяться в дзекористовуваного листового алюмінію. ркальному відображенні на поверхню готового Заготовку виготовляють з листа алюмінію, що контейнера. Навіть якщо такі деталі чи загальна має рекристалізовану чи відновлену мікроструктуформа контейнера, що виготовляється, не є вісеру і товщину в межах від 0,25 до 1,5мм. Заготовка симетричними, контейнер легко виймається з є циліндром із закритим кінцем і може виготовляустаткування завдяки використанню рознімної матися, наприклад, шляхом багаторазового витягантриці. ня чи пресування зворотним методом. Діаметр У конкретному варіанті винаходу, показаному заготовки знаходиться в межах від мінімального на Фіг.2А і 2В, заготовка 18 є порожнистим цилінддо максимального діаметра одержуваного готоворичним виробом з алюмінію із закритим нижнім го контейнера. До виконання наступних операцій кінцем 20 і відкритим верхнім кінцем 22. Зовнішній формування на заготовку може бути нанесена діаметр заготовки дорівнює зовнішньому діаметру різь. Профіль закритого кінця заготовки може прогорловини пляшки, що формується. Формувальна ектуватися . таким чином, щоб він сприяв формунапруга при PRF-формуванні знаходиться в меванню профілю дна готового виробу. жах, обумовлених здатністю заготовки до формуЯк показано на Фіг.1, устаткування для проповання, що залежить від температури і швидкості нованого способу включає рознімну матрицю 10 з деформації. Якщо заготовка має належну здатфасонною порожниною 11, що визначає форму ність до формування, форма порожнини 11 мат 11 76459 12 риці виконується точно такою, яка повинна бути у ру, заготовка вже значно розширена. готового виробу, і даний виріб може бути виготовНа Фіг.4A-4D показаний другий варіант здійслений за допомогою однієї операції PRFнення винаходу. У цьому варіанті, як і у випадку, формування. Рух плунжера 14 та інтенсивність показаному на Фіг.2А і 2В, циліндрична заготовка внутрішнього нагнітання такі, щоб звести до міні38 має первинний зовнішній діаметр, що дорівнює муму напруги при формуванні і виготовити контеймінімальному діаметру, тобто діаметру горловини нер необхідної форми. Горловина і бічні стінки готового виробу. Однак, у цьому варіанті передбаутворюються головним чином в результаті розшичається, що деформація при PRF-формуванні перення заготовки під дією внутрішнього тиску, у той ревищує границі формівності заготовки. У цьому час як форма дна визначається в основному рувипадку потрібні дві послідовні операції формухом плунжера і пуансона 12, при цьому профіль вання під тиском. Під час першої операції (ФІГ.4А і поверхні пуансона повернений до закритого кінця 4В) плунжер не потрібний, і відбувається звичайне 20 заготовки. розширення заготовки усередині звичайної розніПри реалізації даного винаходу велике знамної матриці 40 до більшого діаметра виробу 38а чення має належна синхронізація подачі внутрішза рахунок внутрішнього тиску. Друга операція є нього тиску текучого середовища і керування плупроцесом PRF-формування (Фіг.4С і 4D). У ній нжером та пуансоном, тобто, їхнього переміщення використовується виріб, одержаний первинним усередину порожнини. На Фіг.3 показаний графік, розширенням у рознімній матриці 40, а також розпобудований шляхом комп'ютерного моделювання німна матриця 42 з порожниною 44 у виді пляшки і (послідовність результатів аналізу за методом пуансоном 46, переміщуваним плунжером 48. Такінцевих елементів), який показує процес формуким чином, використовується як внутрішній тиск, вання, представлений на Фіг.2А і 2В, з використак і рух плунжера. Під час цієї операції одержують танням стиснутого повітря і регулюванням витраготову пляшку заданої форми разом з усіма особти. Графік ілюструє залежності тиску і ливостями профілю бічних стінок і дна, що досягапереміщення плунжера від часу. Як зрозуміло з ється головним чином за рахунок пуансона 46. Фіг.3, усередині заготовки текуче середовище На Фіг.5А і 5В показаний третій варіант. У створює тиск, що проходить ряд послідовних етацьому варіанті заготовку 50 виготовляють таким пів: (і) підвищення до першого максимуму 24, перш чином, що її первинний зовнішній діаметр більше ніж почнеться розширення заготовки, (іі) падіння заданого мінімального зовнішнього діаметра, який до мінімального значення 26, коли починається звичайно є діаметром горловини готового контейрозширення, (ііі) поступове підвищення до проміжнера у виді пляшки. Вибір такої заготовки може ної величини 28 по мірі розширення заготовки, але здійснюватися, виходячи з границь формування на до входження в повний контакт зі стінками матристадії попереднього формування, чи з метою змеці, і (iv) більш швидке підвищення (у точці 30) від ншення напруг при PRF-формуванні. Внаслідок цієї проміжної величини під час завершення розцього одержання готового виробу повинне вклюширення заготовки. У кращому варіанті здійснення чати і поперечне стиснення, і поперечне розшивинаходу переміщення пуансона для зсуву і дерення заготовки, і тому не може здійснюватися формації закритого кінця заготовки у зазначеній шляхом тільки PRF-формування. Для формування послідовності етапів зміни тиску починають (точка стінок і дна використовується одна операція PRF32) по суті наприкінці етапу (ііі). На графіку зазнаформування, показана на Фіг.5А, з використанням чені одиниці виміру часу, тиску і зсуву плунжера. рознімної матриці 52 і пуансона 54, що приводитьНа Фіг.6А, 6В, 6С і 6D показаний результат операся в рух плунжером, як і у варіанті, показаному, на цій із заготовкою, представлених на графіку за Фіг.2А і 2В. Для одержання необхідної конфігурації Фіг.3, одержаний за допомогою комп'ютерного могорловини контейнера потрібне обертальне форделювання, для моментів часу 0,0; 0,096; 0,134 і мування чи інша відповідна операція. Як показано 0,21 секунди, відлічуваних по осі X на Фіг.3. на ФІГ.5В, можна використовувати операцію оберНа початку нагнітання текучого середовища тального формування, запропоновану, наприклад, усередину порожнистої заготовки пуансон 12 роз[у патентній заявці США 09/846169 від 1 травня ташовується під закритим кінцем заготовки в без2001p.], що розглядається одночасно з даною заяпосередній близькості до нього, наприклад, у довкою, де для формування горловини пляшки 60 тику, щоб обмежити осьове розтягнення заготовки використовуються кілька пар дисків 56 обертальпід дією внутрішнього тиску, що прикладається. ного формування і конусна оправка 58. Тут передбачається вертикальна орієнтація осі Описана вище операція PRF-формування на устаткування, як показано на кресленні. Коли загопрактиці може виявитися зв'язаною з великими товка розширилася у значній мірі, хоча розширендеформаціями. Тому склад сплаву підбирають чи ня ще не завершилося, пускають у хід плунжер 14 регулюють таким чином, щоб забезпечити визнадля примусового переміщення угору пуансона, що чений компроміс між необхідними властивостями зсуває угору метал закритого кінця заготовки і девиробу і кращою формівністю. Якщо потрібна ще формує закритий кінець за формою поверхні пуанкраща формівність, то можна регулювати темпесона, оскільки поперечне розширення заготовки ратуру формування так, як це описано нижче, під дією внутрішнього тиску завершене. Зсув заоскільки підвищення температури поліпшує форкритого кінця заготовки угору не може спричинити мівність, і, отже, для збільшення формівності може рух заготовки угору відносно матриці чи випинання знадобитися проведення операції чи операцій бічних стінок заготовки, як це могло б відбутися у PRF-формування при підвищених температурах випадку передчасного підйому плунжера, оскільки та/або відновний відпал заготовки. у той час, коли плунжер почав рухати пуансон угоПропонована технологія відрізняється від ві 13 76459 14 домих операцій штампування, наприклад, формулянок носової частини пуансона. вання видуванням контейнерів з поліетилентереЯкщо плунжер переміщають занадто рано у фталату, зокрема, тим, що додається зовнішній порівнянні зі швидкістю підвищення внутрішнього формувальний елемент у виді пуансона. Внутріштиску, можливі випинання і поява складок на загоній пуансон, іноді використовуваний при формутовці під дією осьових зусиль стиску. Якщо ж плуванні видуванням пляшок з поліетилентерефталанжер переміщають занадто пізно, то матеріал буту, не потрібний. Заявникам не відомий існуючий де зазнавати надмірної напруги в осьовому спосіб виготовлення фасонного алюмінієвого коннапрямку, отже, руйнуватися. Таким чином, для тейнера, діаметри якого знаходилися б у такому успішного виконання операції формування необдіапазоні, що досягається у даному винаході. Тахідна координація швидкості підвищення внутрішкож заявникам не відомий існуючий спосіб одернього тиску ι переміщення плунжера з носовою жання асиметричного профілю, наприклад, з ніжчастиною пуансона. Належна синхронізація найками на дні чи спіральними поясками на бічній краще досягається при використанні аналізу за поверхні контейнера. методом кінцевих елементів (FEA). Результати Пропонований спосіб може також використотакого аналізу показані на Фіг.3. вуватися для формування контейнерів з інших Досі даний винахід описувався та ілюструвавматеріалів, наприклад, зі сталі. ся прикладом, приведеним на Фіг.3, так, як би на Значимість переміщення пуансона 12, що призовнішню поверхню заготовки, що знаходиться в водиться плунжером, усередину порожнини 11 для порожнині матриці, не діяв ніякий надлишковий, зсуву і деформації закритого кінця 20 заготовки-18, наприклад, надбарометричний, тиск текучого сеяк показано на Фіг.2А і 2В, може бути далі пояснередовища. У цьому випадку зовнішній тиск на зана з посиланням на Фіг.3 (див. вище), розглянуту готовку, що знаходиться в порожнині матриці, є в разом з Фіг.6А-6D, де пунктирна лінія представляє основному зовнішнім атмосферним тиском. Коли вертикальний профіль порожнини 11 матриці, а заготовка розширюється, повітря, що знаходиться переміщення (у міліметрах) куполоподібного пуанв порожнині, буде видалятися внаслідок поступосона 12 у різні моменти часу після початку приклавого зменшення об'єму між зовнішньою поверхнею дання внутрішнього тиску показано на шкалі празаготовки і стінками матриці через придатний виворуч від пунктирної лінії. пускний отвір чи канал, який передбачений з цією При формуванні алюмінієвої пляшки плунжер метою і з'єднує порожнину матриці з зовнішнім виконує дві важливі функції: обмежує деформацію середовищем. розтягання в осьовому напрямку і формує дно Як було встановлено за допомогою аналізу за контейнера. Спочатку пуансон 12, що приводиться методом кінцевих елементів на конкретному прикплунжером, утримують у безпосередній близькості ладі алюмінієвих контейнерів, під час відсутності від дна заготовки 18 чи в легкому дотику з ним якого-небудь надлишкового зовнішнього тиску (Фіг.6А). Це зменшує осьове розтягання бічних пластична деформація (плин) заготовки, що вже стінок заготовки, що відбувалося б у противному почалася, викликає дуже велику і фактично неконвипадку під дією внутрішнього тиску. Таким чином, трольовану швидкість деформації. Це обумовлено при збільшенні внутрішнього тиску бічні стінки занизькою чи нульовою швидкістю механічного зміцготовки будуть розширюватися до входження в нення алюмінієвих сплавів при робочій температуконтакт із внутрішньою поверхнею матриці без рі процесу PRF-формування, наприклад, близько істотного подовження. Звичайно спочатку розши300°С. рюється центральна ділянка заготовки, і ця обІншими словами, при таких температурах ласть розширення буде збільшуватися уздовж швидкість механічного зміцнення алюмінієвих заготовки, як угору, так і вниз. У певний момент сплавів фактично дорівнює нулю, і зі збільшенням часу дно заготовки набуває майже напівсферичної швидкості деформації пластичність (тобто границя форми з радіусом, приблизно рівним радіусу поформування) зменшується. Таким чином, зі збільрожнини матриці (Фіг.6В). Саме в цей момент часу шенням швидкості деформації при формуванні і чи безпосередньо перед ним необхідно привести в зменшенням пластичності алюмінію можливості дію плунжер для переміщення пуансона 12 угору формування контейнерів заданої остаточної фор(Фіг.6С). Профіль дна контейнера цілком визначами скорочуються. ється конфігурацією носової частини плунжера, Іншою важливою особливістю винаходу є дія тобто формою поверхні пуансона. Як тільки під на зовнішню поверхню заготовки, що знаходиться впливом внутрішнього тиску текучого середовища в порожнині матриці, надлишкового тиску текучого закінчується формування заготовки за формою середовища одночасно з дією надлишкового тиску стінок порожнини матриці (порівняйте плічка і гортекучого середовища на внутрішню поверхню заловину пляшки на Фіг.6В, 6С і 6D), рух плунжера в готовки. Ці надлишкові зовнішній і внутрішній тиски сполученні з внутрішнім тиском притискає дно затекучого середовища створюються двома незалеготовки до профільної поверхні пуансона, завдяки жно регульованими баричними системами. Надчому забезпечується необхідна форма (Фіг.6D) без лишковий зовнішній тиск текучого середовища надмірних деформацій розтягання, що могли б можна без ускладнень забезпечити шляхом підкпризвести до руйнування. За рахунок руху плунлючення незалежно регульованого джерела наджера угору до напівсферичної області заготовки лишкового тиску текучого середовища до вищеприкладають стискувальне зусилля і тим самим згаданого випускного отвору чи каналу таким зменшують загальну напругу, викликувану підвичином, щоб підтримувати надлишковий тиск у прощенням тиску, та сприяють радіальному плину сторі між матрицею і заготовкою, що розшиматеріалу назовні для заповнення рельєфних дірюється. 15 76459 16 На Фіг.7 і 8 порівнюються графіки тиску і демеханічного зміцнення металу. Для забезпечення формації як функції часу для процесу PRFпластичного, тобто непружного, плину матеріалу формування контейнера з регулюванням надлишзаготовки, різниця тисків повинна бути такою, щоб кового зовнішнього тиску та без нього. Термін ефективне значення напруги в заготовці переви"деформація" позначає подовження на одиницю щувало границю плинності. Якщо має місце позидовжини, створюване в тілі заготовки зовнішньою тивна швидкість механічного зміцнення, то фіксосилою. Крива 101 на Фіг.7 відповідає кривій "Тиск" вана ефективна напруга, яка забезпечується на Фіг.3 для випадку, коли на заготовку не діє надтиском і перевищує границю плинності, буде вилишковий зовнішній тиск текучого середовища. кликати деформацію металу до рівня напруг, що Крива 103 на Фіг.8 є результуючою деформацією дорівнює прикладеній ефективній напрузі. У цей для одного конкретного положення (елемента), момент швидкість деформації наближається до визначеною за методом кінцевих елементів. Легко нуля. У випадку дуже низької чи нульової швидкобачити, що в цьому випадку деформація зростає сті механічного зміцнення метал буде деформувамайже миттєво, і заготовка розширюється до вхотися з високою швидкістю до входження у контакт дження в контакт зі стінками матриці при дуже визі стінками прес-форми (матриці) чи до руйнувансоких швидкостях деформації за дуже короткі ня. При підвищених температурах, можливих під проміжки часу. Навпроти, криві 105, 107 і 109 на час PRF-формування, швидкість механічного зміцФіг.7 показують, відповідно, надлишковий внутрінення алюмінієвих сплавів близька до нуля. шній тиск текучого середовища, надлишковий зовДля прикладання як внутрішніх, так і зовнішніх нішній тиск текучого середовища і різницю цих тисків придатні, наприклад, азот, повітря й аргон, тисків, коли ці незалежно регульовані тиски однопричому даний перелік не є вичерпним, а також часно прикладаються до заготовки в порожнині будь-які суміші цих газів, матриці. Внутрішній тиск більше зовнішнього, тому Швидкість пластичної деформації в будь-якій має місце результуючий надлишковий тиск, необточці стінки заготовки в будь-який момент часу хідний для розширення заготовки. Крива 111 на залежить тільки від миттєвої ефективної напруги, Фіг.8 представляє колову деформацію, тобто деяка у свою чергу залежить від різниці тисків. Вибір формацію, створювану в горизонтальній площині зовнішнього тиску залежить від внутрішнього тиспо окружності заготовки під час її розширення, для ку, і здійснюється за загальним принципом досягвипадку незалежно регульованих внутрішнього і нення і регулювання ефективної напруги, отже, зовнішнього тисків, показаних кривими 105, 107 і швидкості деформації, у стінці заготовки. 109. Як легко бачити, колова деформація, показаНа Фіг.9 показаний інший механізм регулюванна кривою 111, досягає того ж кінцевого значення, ня, що може використовуватися в процесі формущо і крива 103, але за набагато триваліший час і, вання. Для оптимізації процесу одночасно застоотже, з набагато меншою швидкістю деформації. совується метод кінцевих елементів. На Фіг.9 Крива 115 на Фіг.8 представляє осьову деформакрива 120 представляє внутрішній тиск (Рin), що цію, тобто деформацію, створювану у вертикальдіє на заготовку, крива 122 - зовнішній тиск (Pout), ному напрямку під час подовження заготовки. що діє на заготовку, а крива 124 - різницю зазнаПовний контроль операції формування, а тачених тисків (Pdiff=Pin-Pout). Цей графік показує кож запобігання дуже великим і неконтрольованим характер зміни тиску в одному зі способів регулюшвидкостям деформації досягаються одночасним вання. У даному випадку маса текучого середовиприкладанням внутрішнього і зовнішнього надлища у внутрішній порожнині залишається постійшкових тисків, регульованих незалежно і діючих на ною, а тиск у зовнішній порожнині, тобто ззовні заготовку в порожнині матриці, і крім того, зміною заготовки, знижується за лінійним законом. При різниці цих тисків. Збільшення пластичності загомоделюванні також враховуються властивості матовки і, тим самим, підвищення границі формувантеріалу, що залежать від швидкості деформації. ня, пояснюється двома причинами. По-перше, Такий механізм регулювання в даний час є найзменшення швидкості деформації під час операції кращим, оскільки спрощує технологічний процес. формування підвищує власну пластичність алюміФіг.10 відноситься до іншого варіанту здійснієвого сплаву. По-друге, введення надлишкового нення винаходу, при якому заготовку нагрівають зі зовнішнього тиску знижує, можливо, до негативних створенням градієнта температури. Як показано значень, гідростатичні напруги в стінках заготовки, на Фіг.10, пуансон 12 знаходиться в контакті з що розширюється. Це здатно зменшити пагубний дном заготовки 18 і містить нагрівальний елемент ефект руйнування, зв'язаний з мікропорами та 19. Цей елемент нагріває заготовку знизу угору, інтерметалевими частинками в металі. Тут термін викликаючи збільшення розширення заготовки "гідростатична напруга" позначає середнє арифзнизу угору при збільшенні внутрішнього тиску. метичне трьох взаємо-перпендикулярних напруг, На Фіг.11 представлені графіки, що ілюструспрямованих по осях х, у і z. ють процес розширення. Одна крива показує пеЦя особливість винаходу розширює можливореміщення плунжера і пуансона, а інша - зміну сті PRF-формування для успішного виготовлення навантаження, що діє на плунжер і пуансон, у заалюмінієвих контейнерів у виді пляшок чи подібної лежності від часу. Третя крива характеризує внутформи . шляхом регулювання швидкості дефоррішній тиск у заготовці. мації і зменшення гідростатичної напруги в металі В точці А плунжер попередньо навантажують під час формування. стискувальним зусиллям 22,7кг, а в точці В у загоВибір різниці тисків визначається властивостовку подають внутрішній тиск, який підтримується тями металу, з якого виконана заготовка. Особлина рівні 1,14МПа. У показаному процесі положення во слід враховувати границю плинності і швидкість плунжера між точками В і С змінюється стрибко 17 76459 18 подібно для підтримання діючого на плунжер зуХоча на Фіг.10 показаний лише один нагрівасилля стиску 68кг. Коли навантаження на плунжер льний елемент усередині пуансона 12, для полегперестають швидко зменшуватися після перемішення формування можна забезпечити кілька зон щення плунжера (від точки С до точки D), плунжер нагрівання. Наприклад, можна помістити окремий продовжує переміщатися до відмітки приблизно 25 додатковий нагрівач навколо верхньої частини мм і навантаження приблизно 454 кг (точка Е). Під заготовки і кілька додаткових окремих нагрівачів час цього лінійного переміщення плунжера від усередині бічних стінок порожнини матриці. Шляточки D до точки Ε відбувається формоутворення хом незалежного підбирання температури в кожній дна контейнера одночасно з розширенням заготоз цих зон можна створити оптимальні динамічні вки, так що точка Ε відповідає завершенню форумови розширення для різних видів контейнерів. мування контейнера. На Фіг. 12 показана типова послідовність вигоНа Фіг.11 показаний стрибкоподібний процес, товлення заготовки з плоского диска. Використоале можливо також розширення і формування вується стандартна технологія багаторазового заготовки в контейнер за одну плавну операцію, витягання з алюмінієвого листа 70. Спочатку з наприклад, при використанні комп'ютерного керулиста формують порожній циліндр 71 із закритим вання даним процесом. Перевагою такої операції є кінцем, який шляхом повторного витягання трансстворення температурного градієнта, коли при формують у другий циліндр 72 меншого діаметра, підйомі плунжера і пуансона розширення заготовщо має довшу бічну стінку. Потім циліндр 72 витяки відбувається поступово від дна до верхньої чагають з утворенням циліндра 73, який далі витягастини. Було показано, що така технологія веде до ють у ще довший та тонший циліндр 74. поліпшення формівності у порівнянні з раніше Зрозуміло, що винахід не обмежується спосоописаними способами, у яких розширення відбубами і варіантами, описаними вище на конкретних валося фактично одночасно по всій довжині загоприкладах, але може бути реалізований й іншими товки. шляхами в межах його суті. 19 76459 20 21 Комп’ютерна верстка Т. Чепелева 76459 Підписне 22 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forming a metal article of container type
Назва патенту російськоюСпособ формования металлического изделия типа контейнера
МПК / Мітки
МПК: B21D 51/26, B21D 26/02
Мітки: формування, типу, спосіб, металевого, контейнера, виробу
Код посилання
<a href="https://ua.patents.su/11-76459-sposib-formuvannya-metalevogo-virobu-tipu-kontejjnera.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування металевого виробу типу контейнера</a>
Спосіб визначення напружень в поверхневому шарі металевого виробу і пристрій для його реалізації
Номер патенту: 30516
Опубліковано: 15.11.2000
Автори: Юськів Василь Миколайович, Дзюбик Андрій Романович, Палаш Володимир Миколайович
МПК: H01L 35/28, H01L 35/32, G01L 1/20
Мітки: поверхневому, визначення, шарі, напружень, виробу, металевого, пристрій, спосіб, реалізації
Формула / Реферат:
1. Спосіб визначення напружень в поверхневому шарі металевого виробу, згідно якого вимірюють значення контактної термоелектрорушійної сили, в залежності від величини якої визначають напруження, відрізняється тим, що в еталонному зразку вільному від напружень, з того ж матеріалу, що і металевий виріб, визначають термоелектрорушійну силу, яка виникає при контакті нагрітого термозонду з поверхнею зразка, створюють напружений стан і змінюючи...
Контейнер і виштовхувач виробу з контейнера
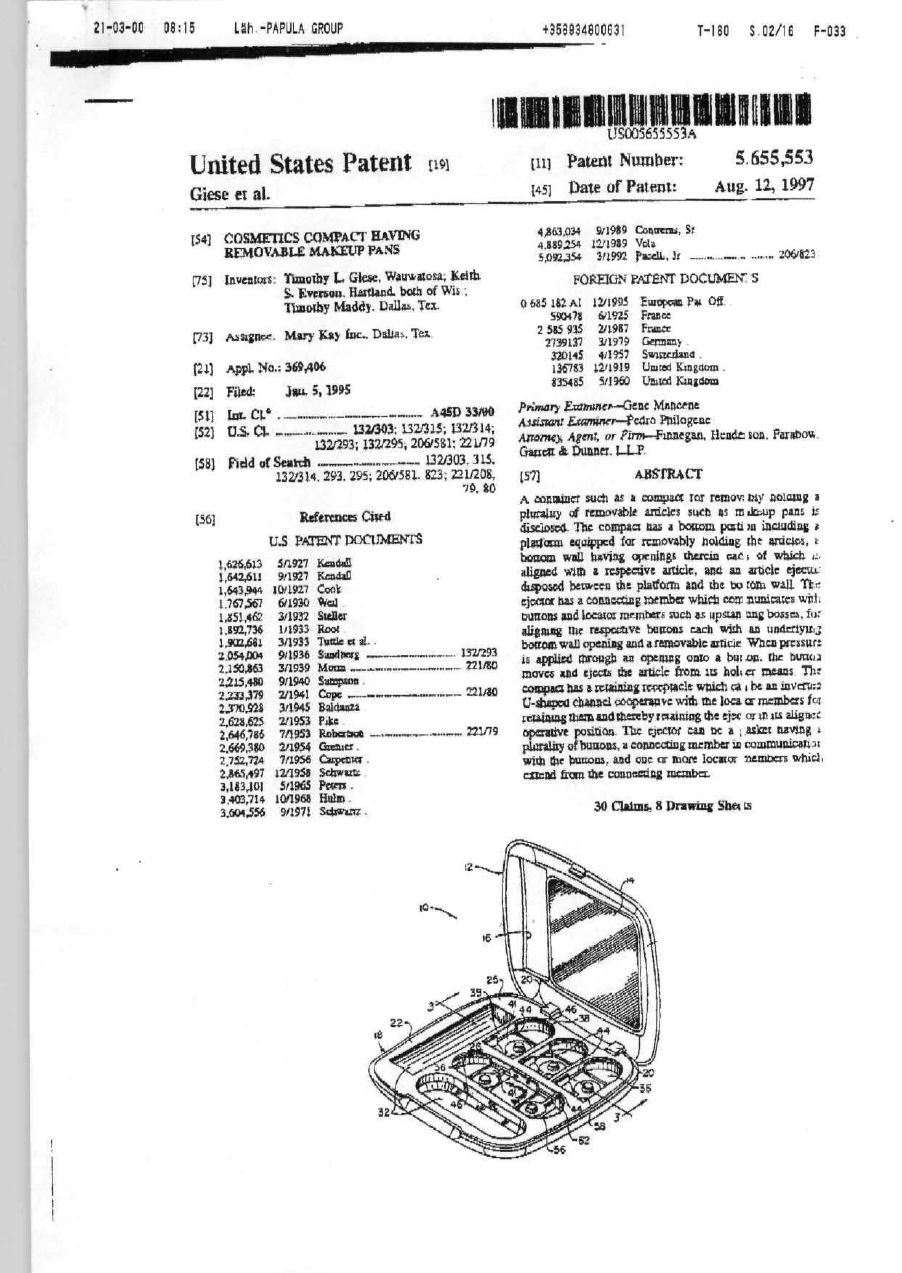
Номер патенту: 32601
Опубліковано: 15.02.2001
Автори: Еверсон Кіт С., Медді Тімоті, Джіз Тімоті Л.
МПК: A45D 33/00, A45D 40/00
Мітки: виробу, контейнер, контейнера, виштовхувач
Текст:
...sirucwre аьо ihc eo соваеспмі to mc side edge of one panel set^^ .n aod mc otb:r bottom wall 5P{ \хіщ connected 10 the side edge of ic осйег pjntl The rettimng means indudcs coopaMingfirstand second sesnon retaining means provided by at icafii two of tftc cootaiacr п й ч г й л т п к ПР T R P n e v\HTNG5 clcrocBte sdcctea &om the smifimre the amde cjeoor and ^^^^ DESOUmON QF THE Ш K^^TNCjb the bottom wall. ТЪс fTainmg means is adapted...
Спосіб вимірювання довжини протяжного металевого виробу та пристрій для його здійснення
Номер патенту: 24986
Опубліковано: 25.12.1998
Автори: Бушель Альберт Рафаілович, Совлуков Алєксандр Сєргєєвіч, Драпкін Ілля Аронович
МПК: G01B 15/00
Мітки: вимірювання, пристрій, довжини, виробу, протяжного, здійснення, металевого, спосіб
Формула / Реферат:
1. Способ измерения длины протяженного металлического изделия, в частности трубы, при котором изделие располагают изолированно вблизи металлического экрана параллельно ему, возбуждают электромагнитные сигналы в совокупности данных проводников как в длинной линии и измеряют характеристики распространения этих сигналов, по которым судят о длине изделия, отличающийся тем, что в качестве возбуждаемых электромагнитных сигналов используют...
Спосіб визначення напружень в поверхневому шарі металевого виробу і пристрій для його реалізації
Номер патенту: 68991
Опубліковано: 16.08.2004
Автори: Дзюбик Андрій Романович, Палаш Роман Володимирович, Кузьо Ігор Володимирович
МПК: H01L 35/28, H01L 35/32, G01L 1/20
Мітки: визначення, виробу, напружень, спосіб, реалізації, поверхневому, шарі, металевого, пристрій
Формула / Реферат:
1. Спосіб визначення напружень в поверхневому шарі металевого виробу, згідно з яким у вільному від напружень еталонному зразку з того ж матеріалу, що і металевий виріб, визначають термоелектрорушійну силу (ТЕРС), яка виникає при контакті нагрітого термозонда з поверхнею зразка, створюють напружений стан, і ступенево змінюючи його, кожен раз вимірюють значення ТЕРС, за якими будують градуйовану залежність величини ТЕРС від величини напружень в...
Клапанний вузол контейнера для напою, контейнер для напою і спосіб заповнення і випорожнення контейнера
Номер патенту: 71919
Опубліковано: 17.01.2005
Автори: Тімп Піт Хейн Віллем, ван Бал Патрік Міхаель
Мітки: клапанний, напою, контейнера, заповнення, спосіб, вузол, контейнер, випорожнення
Формула / Реферат:
1. Клапанний вузол контейнера для напою, зокрема газованого напою, такого як пиво, що містить корпус, канал для напою з клапанним елементом, функціональні засоби для переміщення клапанного елемента, причому згадані функціональні засоби містять перші з’єднувальні засоби для з’єднання каналу для напою із засобами розливу напою для випорожнення контейнера через клапанний елемент або вздовж нього та другі з’єднувальні засоби для з’єднання каналу...
Попередній патент: Постріл з керованим снарядом
Наступний патент: Спосіб перемішування сталі у ковші
Випадковий патент: Спосіб очистки води