Спосіб перемішування сталі у ковші
Номер патенту: 76460
Опубліковано: 15.08.2006
Автори: Хлопонін Віктор Ніколаєвіч, Шумахер Едгард Е., Шумахер Евальд А., Зінковскій Іван Васільєвіч
Формула / Реферат
1. Спосіб перемішування сталі у ковші, що включає продування сталі знизу газом або газопорошковою сумішшю через передбачені продувні пристрої, принаймні один з яких зміщений відносно вертикальної осі ковша в напрямку його стінки, який відрізняється тим, що одночасно з продуванням здійснюють обертання ковша відносно його вертикальної осі, при цьому напрямок обертання періодично змінюють на протилежний.
2. Спосіб за п. 1, який відрізняється тим, що обертання ковша здійснюють на кут α, не менший 360°, при цьому продування здійснюють через продувні пристрої, що розташовані на радіусі дна ковша.
3. Спосіб за п. 1, який відрізняється тим, що обертання ковша здійснюють на кут α, не менший 180°, при цьому продування здійснюють через продувні пристрої, що розташовані на діаметрі дна ковша.
4. Спосіб за п. 1, який відрізняється тим, що обертання ковша здійснюють на кут α, не менший 90°, при цьому продування здійснюють через продувні пристрої, що розташовані на взаємно перпендикулярних діаметрах дна ковша.
5. Спосіб за п. 1, який відрізняється тим, що обертання ковша здійснюють на кут, не менший ніж 360°- α, при цьому продування здійснюють через продувні пристрої, що розташовані в секторі ковша з центральним кутом α.
Текст
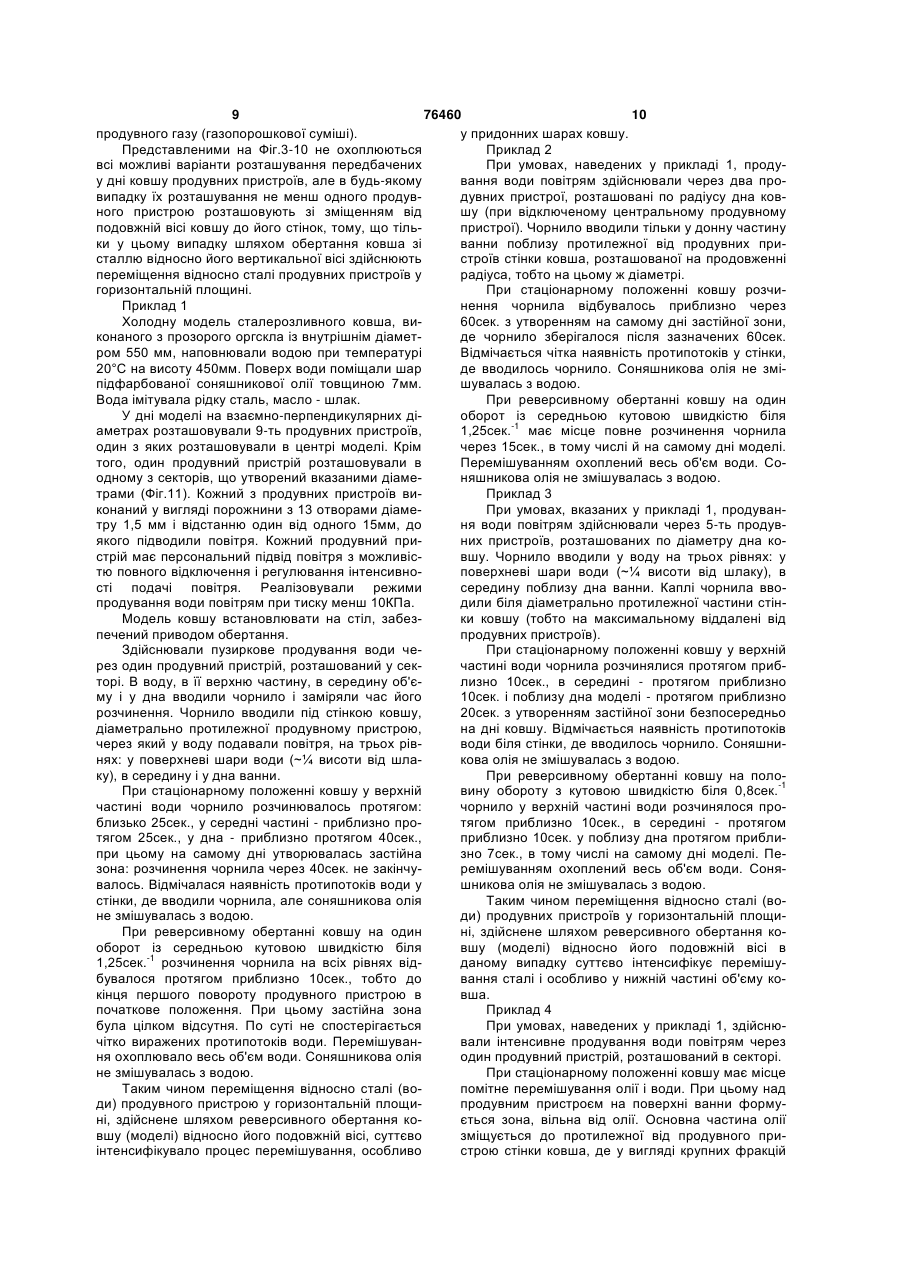
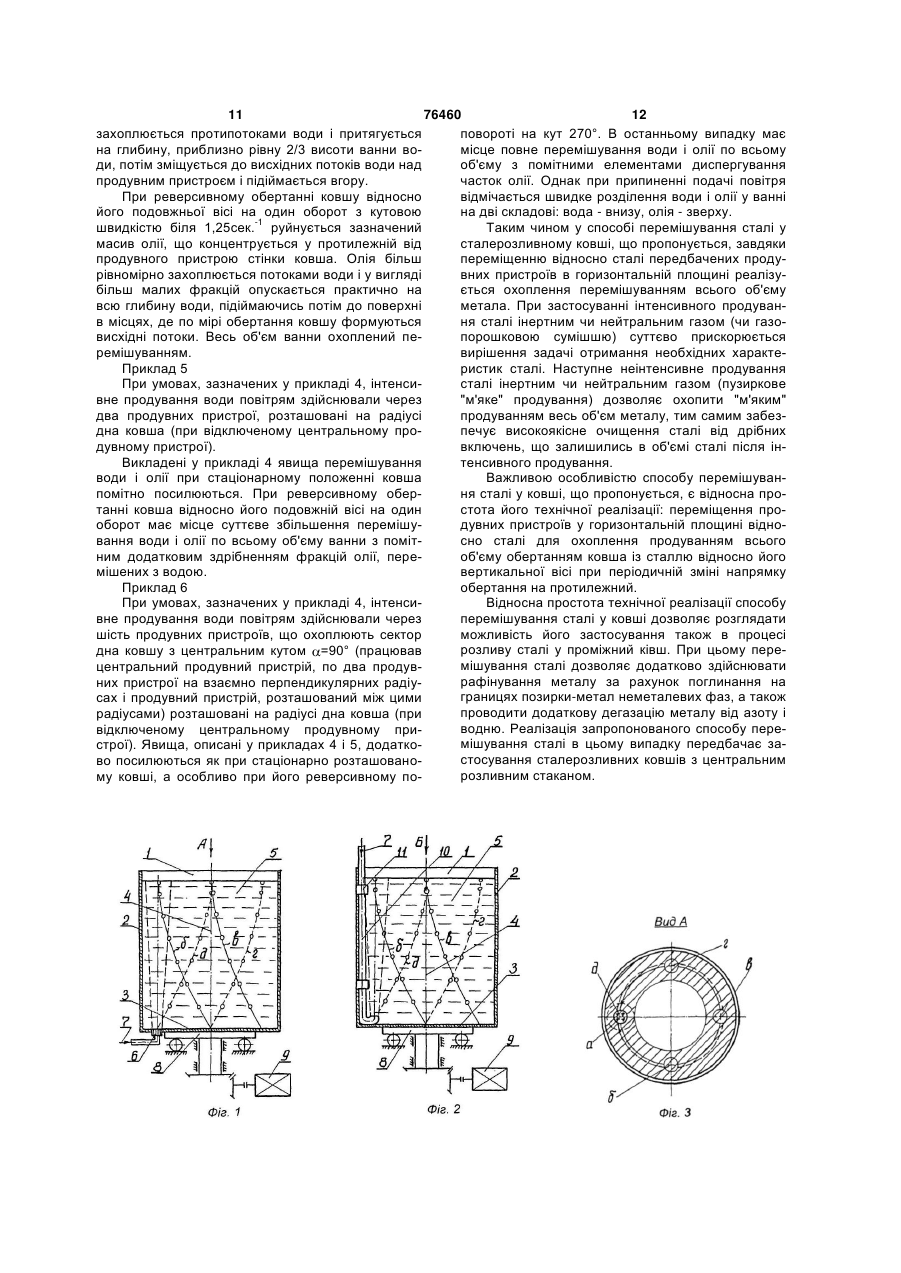
1. Спосіб перемішування сталі у ковші, що включає продування сталі знизу газом або газопорошковою сумішшю через передбачені продувні пристрої, принаймні один з яких зміщений відносно вертикальної осі ковша в напрямку його стінки, який відрізняється тим, що одночасно з продуванням здійснюють обертання ковша відносно його вертикальної осі, при цьому напрямок обертання періодично змінюють на протилежний. 2. Спосіб за п. 1, який відрізняється тим, що обертання ковша здійснюють на кут α, не менший 360°, при цьому продування здійснюють через продувні пристрої, що розташовані на радіусі дна ковша. 3. Спосіб за п. 1, який відрізняється тим, що обертання ковша здійснюють на кут α, не менший 180°, при цьому продування здійснюють через продувні пристрої, що розташовані на діаметрі дна ковша. 4. Спосіб за п. 1, який відрізняється тим, що обертання ковша здійснюють на кут α, не менший 90°, при цьому продування здійснюють через продувні пристрої, що розташовані на взаємно перпендикулярних діаметрах дна ковша. 5. Спосіб за п. 1, який відрізняється тим, що обертання ковша здійснюють на кут, не менший ніж 360°- α, при цьому продування здійснюють через продувні пристрої, що розташовані в секторі ковша з центральним кутом α. (19) UA (21) 20031110601 (22) 18.04.2002 (24) 15.08.2006 (86) PCT/RU02/00180, 18.04.2002 (31) 2001110779 (32) 24.04.2001 (33) RU (46) 15.08.2006, Бюл. № 8, 2006 р. (72) Шумахер Евальд А., DE, Хлопонін Віктор Ніколаєвіч, RU, Шумахер Едгард Е., DE, Зінковскій Іван Васільєвіч, RU (73) ТЕХКОМ ІМПОРТ-ЕКСПОРТ ГмбХ, DE (56) SU, 557 867, A, 15.05.1977 SU, 629 889, A, 25.10.1978 SU, 1 044 638, A, 30.09.1983 SU, 1 211 304, A, 15.02.1986 Заявка UA, 94032282, A, 26.12.1995 Заявка UA, 2003108902, 15.12.2003 GB, 760 561, A, 31.10.1956 FR, 2 506 332, A, 26.11.1982 CZ, 286 188, B6, 16.02.2000 CN, 1 294 199, A, 09.05.2001 Эль-Кадах Н., Зекели Дж. Турбулентность и перемешивание в технологических процессах ковшовой металлургии//Инжекционная металлургия. Пер. с англ. под. ред. д.т.н. М.Ф. Сидоренко.- М.: Металлургия, 1986.- С.90-91, 140-145 Кузнецов Ю.М. Способ интенсификации перемешивания металла в ковше при продувке газом// Сталь.-1999.- №12. - С.17-19 C2 2 (11) 1 3 76460 4 бок зазвичай приймають рівну двом. В той же час, рошкової суміші) у ківш. Інші ділянки об'єму сталі у відомі установки, на яких вдмухування аргону ковші перемішуються в меншій мірі і ступінь перездійснюють через 16 горизонтальних фурм. мішування знижується тим більш суттєво, чим далі Процес перемішування сталі, прискорення знаходиться цей об'єм сталі від зазначеної ділянки цього процесу, охоплення процесом перемішуванподачі газу у ківш. При цьому, практично цілком не ня більшої частини об'єму сталі у ковші відіграють охоплюються перемішуванням придонні ділянки визначальну роль у досягненні цілей ковшової сталі. Звичайно, зазначене знижує ефективність металургії: гомогенізації розплаву, прискорення застосування вказаного перемішування сталі у процесів розкислення, видалення неметалургійних досягненні вже встановлених цілей ковшової мевключень, а також десульфурації і дефосфорації талургії. сталі (останнє - шляхом інжектування у сталь гаСпосіб перемішування, що пропонується, не зопорошкових матеріалів). має вказаних недоліків. В ньому забезпечена поВідомий спосіб перемішування сталі, що дача газу (газопорошкової суміші) з охопленням включає введення до сталі розчинного газу, який всього об'єму сталі у ковші, таким чином здійснюпри вакуумуванні виділяється в сталі у вигляді ється максимальне перемішування сталі у ковші, дрібних пухирців, які спливають на поверхню сталі можливе при застосуванні подачі газу (газопорош[см., наприклад, "Сталеплавильне виробництво на кової суміші) у ківш в ролі інструмента перемішупорозі третього тисячоріччя", додаток №7 до журвання сталі. При цьому в якості газу використовуналу "Новини чорної металургії за кордоном", ється інертний чи нейтральний газ, склад 2000, стор.25]. порошкової суміші визначається даним технічним Головним недоліком способу є відносно високі завданням по доведенню сталі до необхідних хавитрати, що необхідні для його здійснення, в зв'язрактеристик. ку з тим, що реалізація способу передбачає викоПерераховані технічні результати досягаються ристання циркуляційного вакуумування (процес завдяки тому, що у способі перемішування сталі у NK-PERM фірми "Nippon Kokan"). ковші, котрий включає продування сталі знизу гаВідомий спосіб перемішування сталі у ковші, зом чи газопорошковою сумішшю через передбаякий включає перемішування сталі електромагнітчені продувні пристрої, по меншій мірі одно з яких ними силами [см., наприклад, "Інжекційна металузміщене відносно вертикальної вісі ковшу в наргія". Пер. з англ., під ред. Сидоренко М. В. М.: прямку йогостінки, відповідно винаходу одночасно Металургія, 1986р., с.90]. з продуванням здійснюють обертання ковшу відОсновним недоліком способу є висока вартість носно його вертикальної вісі, при цьому напрямок обладнання, що при цьому використовується, яка обертання періодично змінюють на протилежний. не завжди виправдовує отриманий при цьому поПри обертанні ковшу на кут 360°- продування зитивний ефект від перемішування сталі. здійснюють через продувні пристрої, які розташоВідомий спосіб перемішування сталі у ковші вані на радіусі дна ковшу чи через продувні припри продуванні газом, який включає підвід газу у строї, що розміщені у секторі ковшу з центральним метал через продувні пристрої у вигляді занурюєкутом .; при обертанні ковшу на кут не менш 180° мих в метал фурм з диском [см., наприклад, продування здійснюють через продувні пристрої, Сталь, №12, 1999р., с.17-19]. що розташовані на діаметрі дна ковшу; при оберОсновний недолік способу полягає у неможлитанні ковшу на кут не менш 90°, продування здійсвості при його реалізації охопити весь об'єм метанюють через продувні пристрої, що розташовані лу у ковші, що знижує ефективність перемішуванна взаємно-перпендикулярних діаметрах дна ковня металу. ша. Відомий спосіб перемішування сталі у ковші, Спосіб перемішування сталі у ковші, що прощо включає продувку сталі знизу газом чи газопопонується, пояснений схематичними кресленнями. рошковою сумішшю через передбачені продувні На Фіг.1 приведено схему реалізації способу пристрої, як мінімум одно з яких зміщено від перемішування сталі у ковші при підводі газу чи центру ковша [см., наприклад, вказане джерело газопорошкової суміші через багатопорожнисті "Інжекційна металургія", с.142-143 і рис.12]. При продувні пристрої, що розміщені у дні ковша. реалізації відомого способу газ підводять у нижню На Фіг.2 - аналогічна Фіг.1 схема приведена частину ковшу через пористі пробки у його дні чи для випадку підвода газу чи газопорошкової суміші крізь занурюєму фурму (газопорошкову суміш). через введену у сталь фурму. За суттєвими ознаками цей відомий спосіб пеНа Фіг.3 - вид по стрілці А на ківш на Фіг.1. ремішування сталі у ковші є найбільш близьким до На Фіг.4 - вид по стрілці Б на ківш на Фіг.2. того, що пропонується, тому прийнятий за проНа Фіг.5 - вид по стрілці А на ківш на Фіг.1 у тотип. випадку розташування продувних пристроїв по Одною з важливих якостей цього відомого радіусу ковша та їх переміщення відносно сталі способу у порівнянні з розглянутими раніше, є його шляхом обертання ковшу на один оборот. відносна дешевина і простота у реалізації. Однак, На Фіг.6 - вид по стрілці А на ківш на Фіг.1 у способу властивий суттєвий недолік, який полягає випадку розташування продувних пристроїв по в тому, що в процесі продування газом (газопородіаметру дна ковша та їх переміщення відносно шковою сумішшю) сталь не в однаковій мірі пересталі шляхом обертання ковшу на пів обороту. мішується по об'єму ковша. Інтенсивне перемішуНа Фіг.7 - вид по стрілці А на ківш на Фіг.1 у вання має місце тільки у стовпі сталі (що випадку розташування продувних пристроїв на розбігається по мірі наближення до поверхні), який взаємно-перпендикулярних діаметрах дна ковша розташований над ділянкою подачі газу (газопота їх переміщення відносно сталі шляхом обер 5 76460 6 тання ковшу на четвертину обороту. оброблення сталі, яке може полягати у продуванні На Фіг.8 - вид по стрілці А на Фіг.1 у випадку металу інертними газами, в десульфурації і модирозташування продувних пристроїв в секторі з фікуванні сталі шляхом продуванні сталі у ковші газопорошковою сумішшю відповідного складу. центральним кутом та їх переміщення відносно Ківш 1 встановлюють на обертальний стіл 8, до сталі шляхом обертання ковшу на кут 360°- . продувних пристроїв 6 підводять газ 7 (чи газопоНа Фіг.9 - вид аналогічний Фіг.8, але для секрошкову суміш) і шляхом його подачі в сталь здійтора з центральним кутом =90°. снюють позаагрегатне оброблення сталі, основа На Фіг.10 - вид по стрілці А на Фіг.1 у випадку якого полягає у використанні ефекту перемішуіншого варіанту розташування у дні ковшу передвання сталі у ковші. баченого продувного пристрою і його переміщення З моменту подачі газу (газопорошкової суміші) відносно сталі шляхом реверсивного обертання в сталь приводом 9 здійснюють обертання ковшу 1 ковшу на цілий оборот. відносно його вертикальної вісі 4. Величина кута На Фіг.11 приведено розміщення продувних обертання ковша залежить від конкретного викопристроїв у дні ковшу на холодній моделі, що реанання передбачених продувних пристроїв 6, точлізує запропонований спосіб. ніше від охоплення їх дією ділянки сталі у нижній Періодичне зміна напрямку обертання ковша частині (у дна 3) ковша 1 при його стаціонарному на Фіг.3-10 показана стрілками з безперервними положенні. лініями в одному напрямку і з пунктирними лініями При обертанні ковша 1 відносно його вертика- для реверса. льної вісі 4 сталь 5 завдяки інерційним силам Сталерозливний ківш 1 (Фіг.1) виконаний у випрактично залишається на місці, у той час як стінгляді тіла обертання із стінками 2 та дном 3. Верки 2 дна 3 ковша 1 переміщуються. Обертання дна тикальна вісь ковшу 4. У ковші в рідкому стані зна3, в якому розташовані продувні пристрої 6, при ходиться сталь 5. Знизу зі сталлю контактує положенні сталі 5, яке практично не змінюється, продувний пристрій 6 через який у сталь подають рівноцінне переміщенню відносно сталі 5 продувінертний чи нейтральний газ, чи газопорошкову них пристроїв 6 у горизонтальній площині. В свою суміш необхідного складу 7. Ківш встановлений на чергу переміщення відносно сталі 5 продувних обертальному столі 8 з приводом обертання 9. пристроїв 6 у горизонтальній площині змінює всю Продувний пристрій може бути також виконаний у картину перемішування сталі у ковші: від локальвигляді опущеної в метал теплоізольованої фурми ного, в районі дії продувного пристрою 6, (у випад10 (Фіг.2), що надійно прикріплена до стінки ковшу ку стаціонарного положення ковшу), до розповсюза допомогою кріпильних пристроїв 11. Продувний дження дії продувного пристрою 6 на сталь 5 по пристрій 6 може бути виконаний у вигляді пористої всьому її об'єму на шляху переміщення продувних вогнетривкої вставки чи вогнетривкої пробки з ряпристроїв відносно сталі у горизонтальній площидом порожнин (на Фіг.3, 5-10 вихід порожнин умоні. Зазначене складає загальну сутність способу вно позначений у вигляді хрестиків). При цьому перемішування сталі у ковші, що пропонується. така вставка (пробка) може бути одна (Фіг.3), чи їх При реалізації даного способу перемішування може бути декілька (Фіг.5-10). У цьому випадку сталі у ковші відсутня необхідність у великих швивставки (пробки) можуть бути розташовані на радкостях обертання ковша, а достатньо 3...15 ободіусі дна ковшу (Фіг.5); на діаметрі дна ковшу ротів на хвилину ( =0,3...1,5c-1), у зв'язку з тим, що (Фіг.6); на взаємно-перпендикулярних діаметрах при обертанні ковшу об'єм сталі в ньому можуть дна ковшу (Фіг.7); охоплювати сектор дна ковшу з захопити тільки сили рідинного тертя між шарами центральним кутом (Фіг.8), в тому числі з =90° сталі у дна 3 та стінок 2 ковшу, які, як відомо, є (Фіг.9); або бути довільно розташованими (якщо це незначними. обґрунтовано) на дні ковшу (Фіг.10). Пористі вставПри реалізації даного способу перемішування ки чи вогнетривкі пробки можуть реалізовувати сталі у ковші відсутня необхідність у постійному скрите і відкрите продування сталі. Суворо кажучи обертанні ковшу, в зв'язку з тим, що по-перше, їх форма не обов'язково повинна бути круглою. постійне обертання ковшу 1 поступово призведе Все зазначене не змінює сутності запропонованого до обертання сталі 5, по-друге, постійне обертанспособу перемішування сталі. ня ковша призводе до необхідності вирішення На Фіг.3-10 пунктиром показана ділянка сталі у складної технічної задачі по підведенню газу (гаковші, яка охоплена дією продувних пристроїв при зопорошкової суміші) до продувного пристрою 6. стаціонарному положенні ковшу, заштрихована При реалізації даного способу перемішування ділянка сталі у ковші знизу і доверху охоплена сталі у ковші відсутня необхідність у реалізації дією продувних пристроїв при реалізації цього обертань ковшу на величину, більшу його одного способу. Сама по собі дія продувних пристроїв оберту (360°), в зв'язку з тим, що при обертанні може бути інтенсивною, наприклад, на початку ковшу на один оборот продувний пристрій 6, наоброблення сталі у ковші, і не інтенсивною (пузирвіть виконаний у вигляді тільки однієї вставки ковою, "м'якою"), наприклад, наприкінці оброблен(пробки) на Фіг.1 і 3, а тим більше у вигляді сукупня сталі у ковші. Реалізація вказаних режимів роності вставок (пробок), що розташовані по радіусу боти продувних пристроїв не зачіпає суті дна ковша (Фіг.5), і займають своє початкове позапропонованого способу перемішування сталі у ложення, тобто охоплюють своєю дією весь об'єм ковші. сталі у ковші. Стає очевидною необхідність поверСпосіб перемішування сталі у ковші реалізунення продувних пристроїв 6 у початкове полоють наступним шляхом. ження відносно сталі, тобто реверс обертання Сталерозливний ківш 1 (Фіг.1) після наповненковшу. Відмова від такого технічного рішення (тобня рідкою сталлю 5 подають для позаагрегатного 7 76460 8 то від зміни напрямку обертання на протилежний) Фіг.1 і 2 у вигляді кривих б, в, г і д з пузирками, означає необґрунтоване ускладнення технічної відповідних положенням б, в, г, і д продувного задачі подачі газу (газопорошкової суміші) до пропристрою 6 на Фіг.3 і 4. При реверсі обертання дувних пристроїв без підвищення ефекту переміковшу криві б, в, г і д на Фіг.1 будуть мати відхишування сталі. Зазначене обумовлює у даному лення в зворотному напрямку. Таким чином протяспособі реалізацію зміни напрямку обертання на гом циклу реверсивного обертання ковшу у нашопротилежний. му випадку струмінь газу (газопорошкової суміші) 7 Це обертання із зміною напрямку обертання охоплює знизу і догори область сталі 5 у ковші 1, ковшу 1 може бути реалізовано електромеханічщо заштрихована на Фіг.2-10. З простого співставним приводом (Фіг.1 і 2), гідромеханічними (за долення пунктирів (кругів) на Фіг.3-10, що окреслюпомогою гідроциліндрів і рейкового механізму) ють область безпосередньої дії продувного примеханізмами, кривошипно-шатунними та іншими строю 6 по перемішуванню сталі 5 у відомому механізмами. У кожного з цих варіантів приводів є способі, і заштрихованої області на Фіг.3-10 охоппереваги й недоліки, які тут не аналізуються, в лення продуванням газом сталі у ковші при реалізв'язку з тим, що реалізація приводу не змінює суті зації даного способу видно суттєве розширення запропонованого способу перемішування сталі у перемішування сталі у ковші в нашому випадку. ковші. Варіанти виконання передбачених продувних Виходячи з того, що переміщення відносно пристроїв на Фіг.5-10 розширюють можливості сталі 5 передбачених продувних пристроїв 6 в перемішування сталі у ковші завдяки горизонтальгоризонтальній площині здійснюють шляхом ревеному переміщенню декількох продувних пристроїв рсивного обертання ковшу відносно його подовжвідносно сталі. ній вісі 4, при реалізації даного способу по меншій У варіанті на Фіг.5 передбачені продувні примірі один продувний пристрій повинен бути зміщестрої розташовані на радіусі дна 3 ковшу 1 і при ний від подовжній вісі 4 (це відоме з практики обреверсивному обертанні на один оборот продувні роблення сталі у ковші технічне рішення). пристрої 6, переміщуючись відносно сталі 5, поПри реалізації даного способу перемішування дають газ по всьому об'єму сталі 5 у ковші 1 (на сталі у ковші перевагу відають розміщенню продуФіг.5 область охоплення сталі 5 дією газу 7 завних пристроїв у дні ковшу (Фіг.1). В той же час штрихована). можуть бути застосовані продувні фурми 10 (Фіг.2 і У варіанті на Фіг.6 передбачені продувні при4), що опускаються в ківш, які в даному випадку строї 6 розташовані на діаметрі дна 3 ковшу 1 і повинні бути надійно прикріплені до стінок ковшу при реверсивному обертанні ковшу на величину, за допомогою пристроїв кріплення 11 (Фіг.2). Зане менше половини обороту, продувні пристрої 6, стосування продувних фурм у даному випадку переміщуючись відносно сталі 5, подають газ по менш бажане за двома причинами: по-перше, їх всьому об'єму сталі 5 у ковші 1 (на Фіг.6 область наявність зменшує інерційні сили сталі, що утриохоплення 5 дією газу 7 заштрихована). Реалізація мують її від обертання при обертанні ковшу, поваріанту розташування продувних пристроїв на друге, кріплення фурм до стінок ковшу відноситься Фіг.6 не виключає реверсивного обертання ковшу до достатньо складних технічних завдань. 1 на один оборот чи на проміжні значення між поМатеріали Фіг.1 і 3 розкривають сутність даноловиною обороту і повним оборотом. Зазначене го способу перемішування сталі у ковші на прикдодатково підсилює перемішування сталі газом, ладі переміщення відносно сталі одного продувноале необхідність у такому обертанні ковшу не завго пристрою 6 у вигляді пробки, що розміщена у жди може бути виправданою. дні ковша зі зміщенням від подовжньої вісі 4 ковшу У варіанті на Фіг.7 передбачені продувні при1. Приклади реалізації на Фіг.5-10 не змінюють строї 6 розташовані на взаємно-перпендикулярних сутності даного способу, але на них продемонстдіаметрах дна ковшу і для ефективного перемішурована можливість підсилення ефекту перемішування сталі в цьому випадку достатньо ковшу навання сталі у ковші за рахунок інших варіантів видати реверсивне обертання не менш, ніж на конання передбачених продувних пристроїв. чверть обороту і таким чином охопити дією газу При подачі газу (газопорошкової суміші) 7 чевесь об'єм газу у ковші. Так само, як і у випадку на рез продувний пристрій 6 газ підіймається вгору, Фіг.6 при цьому варіанті виконання продувних притрохи розширюючи сферу охоплення сталі по мірі строїв не виключене переміщення продувних принаближення до її верхнього рівня (на Фіг.1-10 пунстроїв на кут обертання ковшу, більший чверті ктиром відмічена область перемішування сталі у обороту, але не більше одного обороту. ковші при стаціонарному положенні продувного У варіанті на Фіг.8 передбачені продувні припристрою 6). При обертанні ковшу 1 на один обострої розташовані в секторі з центральним кутом α рот продувний пристрій 6 послідовно займає поі для охоплення всього об'єму сталі у ковші дією ложення а-г і в положенні д повертається у початгазу у цьому випадку достатньо реверсивного кове положення а, після чого обертання обертання ковшу не менш, ніж на кут 360°- (і реверсують і пристрій 6 проходе ці положення в більш, до одного обороту ковша). Центральний кут зворотній послідовності. α сектору може бути змінений у більший чи менУ зв'язку з тим, що сталь 5 в процесі обертанший бік, відповідно у менший чи більший бік зміня ковшу 1 практично зберігає своє положення нюють кут обертання ковшу. через сили інерції, послідовний перехід продувноУ варіантах на Фіг.9 і 10 показані інші можливі го пристрою 6 з положення а через зазначені повипадки розташування передбачених продувних ложення б-д змінює картину проходження газом пристроїв на дні ковшу, відповідні їм кути обертан(газопорошковою сумішшю) сталі, що показано на ня ковшу і область сталі у ковші, охоплена дією 9 76460 10 продувного газу (газопорошкової суміші). у придонних шарах ковшу. Представленими на Фіг.3-10 не охоплюються Приклад 2 всі можливі варіанти розташування передбачених При умовах, наведених у прикладі 1, продуу дні ковшу продувних пристроїв, але в будь-якому вання води повітрям здійснювали через два провипадку їх розташування не менш одного продувдувних пристрої, розташовані по радіусу дна ковного пристрою розташовують зі зміщенням від шу (при відключеному центральному продувному подовжній вісі ковшу до його стінок, тому, що тільпристрої). Чорнило вводили тільки у донну частину ки у цьому випадку шляхом обертання ковша зі ванни поблизу протилежної від продувних присталлю відносно його вертикальної вісі здійснюють строїв стінки ковша, розташованої на продовженні переміщення відносно сталі продувних пристроїв у радіуса, тобто на цьому ж діаметрі. горизонтальній площині. При стаціонарному положенні ковшу розчиПриклад 1 нення чорнила відбувалось приблизно через Холодну модель сталерозливного ковша, ви60сек. з утворенням на самому дні застійної зони, конаного з прозорого оргскла із внутрішнім діаметде чорнило зберігалося після зазначених 60сек. ром 550 мм, наповнювали водою при температурі Відмічається чітка наявність протипотоків у стінки, 20°С на висоту 450мм. Поверх води поміщали шар де вводилось чорнило. Соняшникова олія не зміпідфарбованої соняшникової олії товщиною 7мм. шувалась з водою. Вода імітувала рідку сталь, масло - шлак. При реверсивному обертанні ковшу на один У дні моделі на взаємно-перпендикулярних діоборот із середньою кутовою швидкістю біля аметрах розташовували 9-ть продувних пристроїв, 1,25сек.-1 має місце повне розчинення чорнила один з яких розташовували в центрі моделі. Крім через 15сек., в тому числі й на самому дні моделі. того, один продувний пристрій розташовували в Перемішуванням охоплений весь об'єм води. Соодному з секторів, що утворений вказаними діаменяшникова олія не змішувалась з водою. трами (Фіг.11). Кожний з продувних пристроїв виПриклад 3 конаний у вигляді порожнини з 13 отворами діамеПри умовах, вказаних у прикладі 1, продувантру 1,5 мм і відстанню один від одного 15мм, до ня води повітрям здійснювали через 5-ть продувякого підводили повітря. Кожний продувний приних пристроїв, розташованих по діаметру дна кострій має персональний підвід повітря з можливісвшу. Чорнило вводили у воду на трьох рівнях: у тю повного відключення і регулювання інтенсивноповерхневі шари води (~¼ висоти від шлаку), в сті подачі повітря. Реалізовували режими середину поблизу дна ванни. Каплі чорнила ввопродування води повітрям при тиску менш 10КПа. дили біля діаметрально протилежної частини стінМодель ковшу встановлювати на стіл, забезки ковшу (тобто на максимальному віддалені від печений приводом обертання. продувних пристроїв). Здійснювали пузиркове продування води чеПри стаціонарному положенні ковшу у верхній рез один продувний пристрій, розташований у секчастині води чорнила розчинялися протягом прибторі. В воду, в її верхню частину, в середину об'єлизно 10сек., в середині - протягом приблизно му і у дна вводили чорнило і заміряли час його 10сек. і поблизу дна моделі - протягом приблизно розчинення. Чорнило вводили під стінкою ковшу, 20сек. з утворенням застійної зони безпосередньо діаметрально протилежної продувному пристрою, на дні ковшу. Відмічається наявність протипотоків через який у воду подавали повітря, на трьох рівводи біля стінки, де вводилось чорнило. Соняшнинях: у поверхневі шари води (~¼ висоти від шлакова олія не змішувалась з водою. ку), в середину і у дна ванни. При реверсивному обертанні ковшу на полоПри стаціонарному положенні ковшу у верхній вину обороту з кутовою швидкістю біля 0,8сек.-1 частині води чорнило розчинювалось протягом: чорнило у верхній частині води розчинялося проблизько 25сек., у середні частині - приблизно протягом приблизно 10сек., в середині - протягом тягом 25сек., у дна - приблизно протягом 40сек., приблизно 10сек. у поблизу дна протягом приблипри цьому на самому дні утворювалась застійна зно 7сек., в тому числі на самому дні моделі. Пезона: розчинення чорнила через 40сек. не закінчуремішуванням охоплений весь об'єм води. Сонявалось. Відмічалася наявність протипотоків води у шникова олія не змішувалась з водою. стінки, де вводили чорнила, але соняшникова олія Таким чином переміщення відносно сталі (воне змішувалась з водою. ди) продувних пристроїв у горизонтальній площиПри реверсивному обертанні ковшу на один ні, здійснене шляхом реверсивного обертання кооборот із середньою кутовою швидкістю біля вшу (моделі) відносно його подовжній вісі в 1,25сек.-1 розчинення чорнила на всіх рівнях відданому випадку суттєво інтенсифікує перемішубувалося протягом приблизно 10сек., тобто до вання сталі і особливо у нижній частині об'єму кокінця першого повороту продувного пристрою в вша. початкове положення. При цьому застійна зона Приклад 4 була цілком відсутня. По суті не спостерігається При умовах, наведених у прикладі 1, здійснючітко виражених протипотоків води. Перемішуванвали інтенсивне продування води повітрям через ня охоплювало весь об'єм води. Соняшникова олія один продувний пристрій, розташований в секторі. не змішувалась з водою. При стаціонарному положенні ковшу має місце Таким чином переміщення відносно сталі (вопомітне перемішування олії і води. При цьому над ди) продувного пристрою у горизонтальній площипродувним пристроєм на поверхні ванни формуні, здійснене шляхом реверсивного обертання коється зона, вільна від олії. Основна частина олії вшу (моделі) відносно його подовжній вісі, суттєво зміщується до протилежної від продувного приінтенсифікувало процес перемішування, особливо строю стінки ковша, де у вигляді крупних фракцій 11 76460 12 захоплюється протипотоками води і притягується повороті на кут 270°. В останньому випадку має на глибину, приблизно рівну 2/3 висоти ванни вомісце повне перемішування води і олії по всьому ди, потім зміщується до висхідних потоків води над об'єму з помітними елементами диспергування продувним пристроєм і підіймається вгору. часток олії. Однак при припиненні подачі повітря При реверсивному обертанні ковшу відносно відмічається швидке розділення води і олії у ванні його подовжньої вісі на один оборот з кутовою на дві складові: вода - внизу, олія - зверху. швидкістю біля 1,25сек.-1 руйнується зазначений Таким чином у способі перемішування сталі у масив олії, що концентрується у протилежній від сталерозливному ковші, що пропонується, завдяки продувного пристрою стінки ковша. Олія більш переміщенню відносно сталі передбачених продурівномірно захоплюється потоками води і у вигляді вних пристроїв в горизонтальній площині реалізубільш малих фракцій опускається практично на ється охоплення перемішуванням всього об'єму всю глибину води, підіймаючись потім до поверхні метала. При застосуванні інтенсивного продуванв місцях, де по мірі обертання ковшу формуються ня сталі інертним чи нейтральним газом (чи газовисхідні потоки. Весь об'єм ванни охоплений пепорошковою сумішшю) суттєво прискорюється ремішуванням. вирішення задачі отримання необхідних характеПриклад 5 ристик сталі. Наступне неінтенсивне продування При умовах, зазначених у прикладі 4, інтенсисталі інертним чи нейтральним газом (пузиркове вне продування води повітрям здійснювали через "м'яке" продування) дозволяє охопити "м'яким" два продувних пристрої, розташовані на радіусі продуванням весь об'єм металу, тим самим забездна ковша (при відключеному центральному пропечує високоякісне очищення сталі від дрібних дувному пристрої). включень, що залишились в об'ємі сталі після інВикладені у прикладі 4 явища перемішування тенсивного продування. води і олії при стаціонарному положенні ковша Важливою особливістю способу перемішуванпомітно посилюються. При реверсивному оберня сталі у ковші, що пропонується, є відносна протанні ковша відносно його подовжній вісі на один стота його технічної реалізації: переміщення прооборот має місце суттєве збільшення перемішудувних пристроїв у горизонтальній площині відновання води і олії по всьому об'єму ванни з помітсно сталі для охоплення продуванням всього ним додатковим здрібненням фракцій олії, переоб'єму обертанням ковша із сталлю відносно його мішених з водою. вертикальної вісі при періодичній зміні напрямку Приклад 6 обертання на протилежний. При умовах, зазначених у прикладі 4, інтенсиВідносна простота технічної реалізації способу вне продування води повітрям здійснювали через перемішування сталі у ковші дозволяє розглядати шість продувних пристроїв, що охоплюють сектор можливість його застосування також в процесі розливу сталі у проміжний ківш. При цьому передна ковшу з центральним кутом =90° (працював мішування сталі дозволяє додатково здійснювати центральний продувний пристрій, по два продуврафінування металу за рахунок поглинання на них пристрої на взаємно перпендикулярних радіуграницях позирки-метал неметалевих фаз, а також сах і продувний пристрій, розташований між цими проводити додаткову дегазацію металу від азоту і радіусами) розташовані на радіусі дна ковша (при водню. Реалізація запропонованого способу перевідключеному центральному продувному примішування сталі в цьому випадку передбачає застрої). Явища, описані у прикладах 4 і 5, додаткостосування сталерозливних ковшів з центральним во посилюються як при стаціонарно розташованорозливним стаканом. му ковші, а особливо при його реверсивному по 13 Комп’ютерна верстка Т. Чепелева 76460 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for agitating steel in the ladle
Автори англійськоюKhloponin Viktor Nikolaevich, Zinkovskii Ivan Vasilievich
Назва патенту російськоюСпособ перемешивания стали в ковше
Автори російськоюХлопонин Виктор Николаевич, Зинковский Иван Васильевич
МПК / Мітки
МПК: C21C 7/072, B22D 11/117, B22D 1/00, C21C 7/064
Мітки: перемішування, спосіб, ковші, сталі
Код посилання
<a href="https://ua.patents.su/7-76460-sposib-peremishuvannya-stali-u-kovshi.html" target="_blank" rel="follow" title="База патентів України">Спосіб перемішування сталі у ковші</a>
Спосіб розкислення сталі у ковші
Номер патенту: 23218
Опубліковано: 19.05.1998
Автори: Несвіт Володимир Васильович, Бродський Сергій Сергійович, Челпан Леонід Миколайович, Моцний Валерій Васильович, Чуб Петро Іванович
МПК: C21C 7/076, B22D 27/00, C21C 7/064, C21C 7/06
Мітки: сталі, спосіб, ковші, розкислення
Формула / Реферат:
Спосіб розкислення сталі у ковші, що включає використання відомих стандартних розкислювачів, легуючих, шлакометалевих і/або оксидних матеріалів, газоподібних реагентів, способи їх вводу і контролю, який відрізняється тим що алюмокремнісвий шлак використовується в дві стадії з загальною витратою в межах 2,2 - 6,4кг/т сталі, при цьому на першій стадії в період сходу металу із сталеплавильного агрегату в ківш на струмінь вводять алюмокремнієвий...
Спосіб позапічної обробки сталі у ковші
Номер патенту: 35678
Опубліковано: 16.04.2001
Автори: Бузун Ігор Леонідович, Буга Ілля Дмитрович, Рогоз Ігор Борисович, Крутіков Василій Петрович, Курдюков Анатолій Андрійович, Ярославцев Юрій Григорович, Ромадикін Сергій Дмитрович
МПК: C21C 7/00
Мітки: сталі, спосіб, обробки, ковші, позапічної
Формула / Реферат:
1. Спосіб позапічної обробки сталі у ковші, що включає присадку алюмінію, перемішування інертним газом та підігрівання киснем, який відрізняється тим, що при швидкості нагрівання до 5°С/хв. перемішування інертним газом з питомою масовою витратою (0,01...0,05)нм3/т і підігрівання киснем з питомою масовою витратою (0,015... 0,15) нм3/t виконують послідовно за декілька прийомів, а при швидкості нагрівання більшій 5°С /хв. присадку...
Спосіб розкислення сталі у ковші
Номер патенту: 74784
Опубліковано: 15.02.2006
Автори: Чуб Петро Іванович, Чуб Євген Петрович, Моцний Валерій Васильович, Сітало Олександр Олексійович, Івко Володимир Вікторович
МПК: C21C 7/06
Мітки: спосіб, сталі, ковші, розкислення
Формула / Реферат:
Спосіб розкислення сталі у ковші, що включає введення до сталі відомих стандартних розкислювачів, який відрізняється тим, що стандартні розкислювачі вводять при початковому наповненні ковша сталлю з конвертера, вміст вуглецю в якій становить 0,02-0,04 мас.%, а з моменту потрапляння у ківш конвертерного шлаку проводять додаткове розкислення феросиліцієм з вмістом кремнію не менше 65 мас. % в кількості 0,82-0,41 кг/т, який присаджують на...
Спосіб нагрівання сталі в ковші незалежною електричною дугою
Номер патенту: 59273
Опубліковано: 15.08.2003
Автори: Стоянов Олександр Миколайович, Нізяєв Константин Георгієвич, Бойченко Борис Михайлович, Керницький Віктор Володимирович, Душа Віктор Михайлович
МПК: H05B 7/18
Мітки: нагрівання, спосіб, електричною, дугою, незалежною, ковші, сталі
Формула / Реферат:
Спосіб нагрівання сталі в ковші електричною дугою, що включає тепловий вплив електричної дуги на рідкий метал, який відрізняється тим, що електричну дугу запалюють у блоці між двома паралельно розташованими електродами, поміщеними в матеріал, що забезпечує їх електроізоляцію від рідкого металу, на повітрі і, після утворення газової порожнини в торці блока, занурюють у рідку сталь.
Спосіб очищення сталі в ковші
Номер патенту: 76140
Опубліковано: 17.07.2006
Автори: Вігмен Стівен Ленед, Блейд Уолтер, Махапатра Рама Баллав, Гросс Клей А.
МПК: C21C 7/064, C21C 7/06, C21C 7/076
Мітки: сталі, спосіб, ковші, очищення
Формула / Реферат:
1. Спосіб очищення сталі у ковші, що включає нагрівання шихтового і шлакоутворюючого матеріалу у ковші для формування розплаву сталі, покритого шлаком, що містить окисиди кальцію, кремнію, марганцю, та перемішування розплаву сталі шляхом введення в нього інертного газу, щоб викликати розкислення сталі кремнієм/марганцем та її знесірчення для одержання розплавленої сталі, що розкислена кремнієм/марганцем і має склад сірки менше 0,01 мас. %,...
Попередній патент: Спосіб формування металевого виробу типу контейнера
Випадковий патент: Спосіб імунокорекції дорослих хворих на вірусний гепатит а