Ковзне обладнання та спосіб його виготовлення
Номер патенту: 87724
Опубліковано: 10.08.2009
Автори: Хасльхофер Йозеф, Венідопплер Біргіт, Гангль Вольфганг
Формула / Реферат
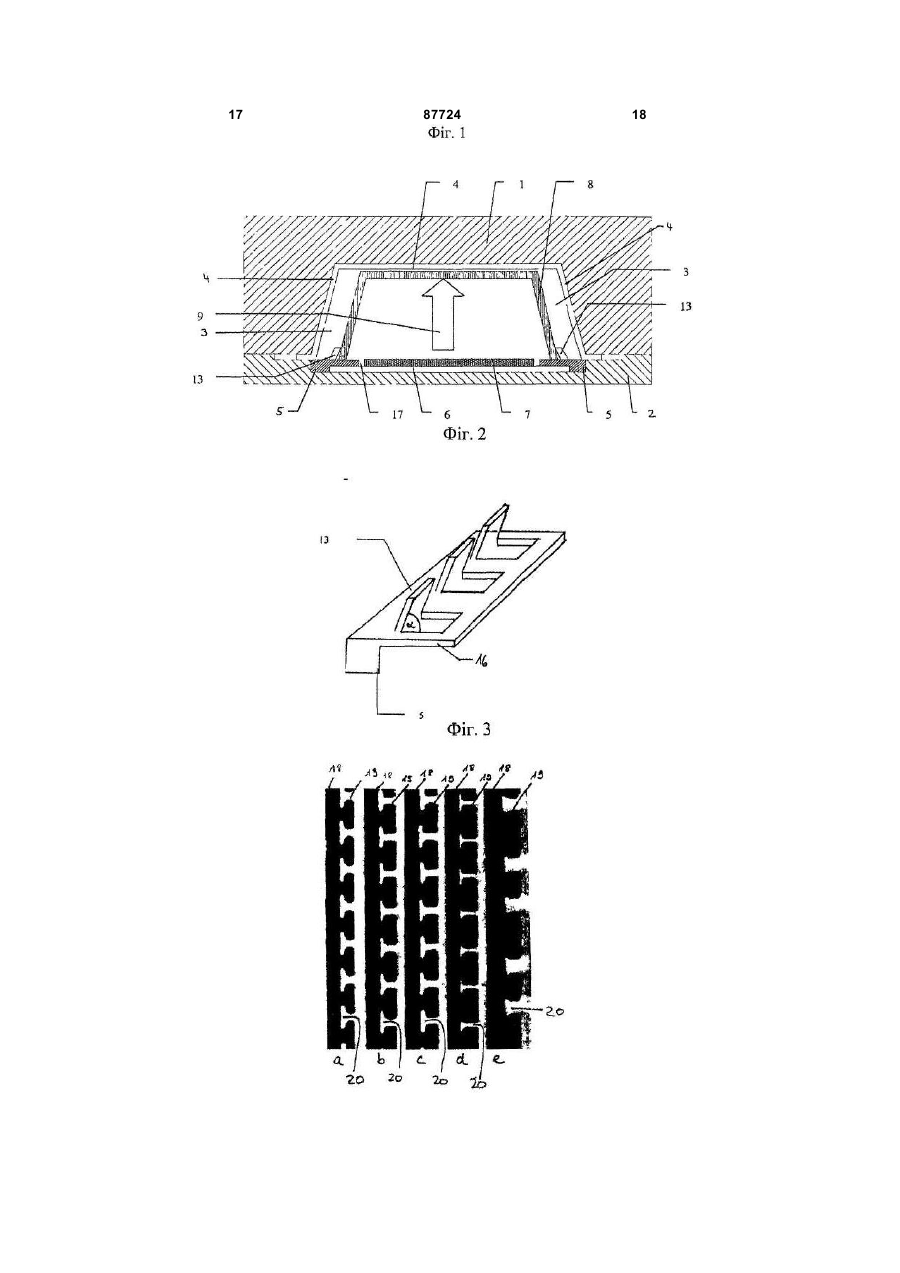
1. Спосіб виготовлення ковзного обладнання, при якому до форми з дном та кришкою, яка відповідає ковзному обладнанню, вставляють профільні канти, які мають пристрої для кріплення, нижній пояс та верхній або середній пояс, який має принаймні один пласт, що складається зі склопластику, який має ґратчасту структуру, потім форму заповнюють у процесі впорскування полімерної піни, під час якого полімерна піна проникає у ґратчасту структуру та крізь неї, а верхній або середній пояс з'єднують з профільними кантами за допомогою пристроїв для кріплення та фіксують у формі.
2. Спосіб за п. 1, який відрізняється тим, що нижній пояс та/або верхній або середній пояс має два пласти зі склопластику.
3. Спосіб за п. 1 або 2, який відрізняється тим, що шар зі склопластику містить окремі частини волокна, які втягуються та розташовані упоперек до напрямку згину.
4. Спосіб за пунктом 3, який відрізняється тим, що окремі частини волокна, які втягуються та розташовані упоперек до напрямку згину, з'єднуються у пучки.
5. Спосіб за одним із пп. 1-4, який відрізняється тим, що як пластик використовують епоксид, поліефір або поліуретан.
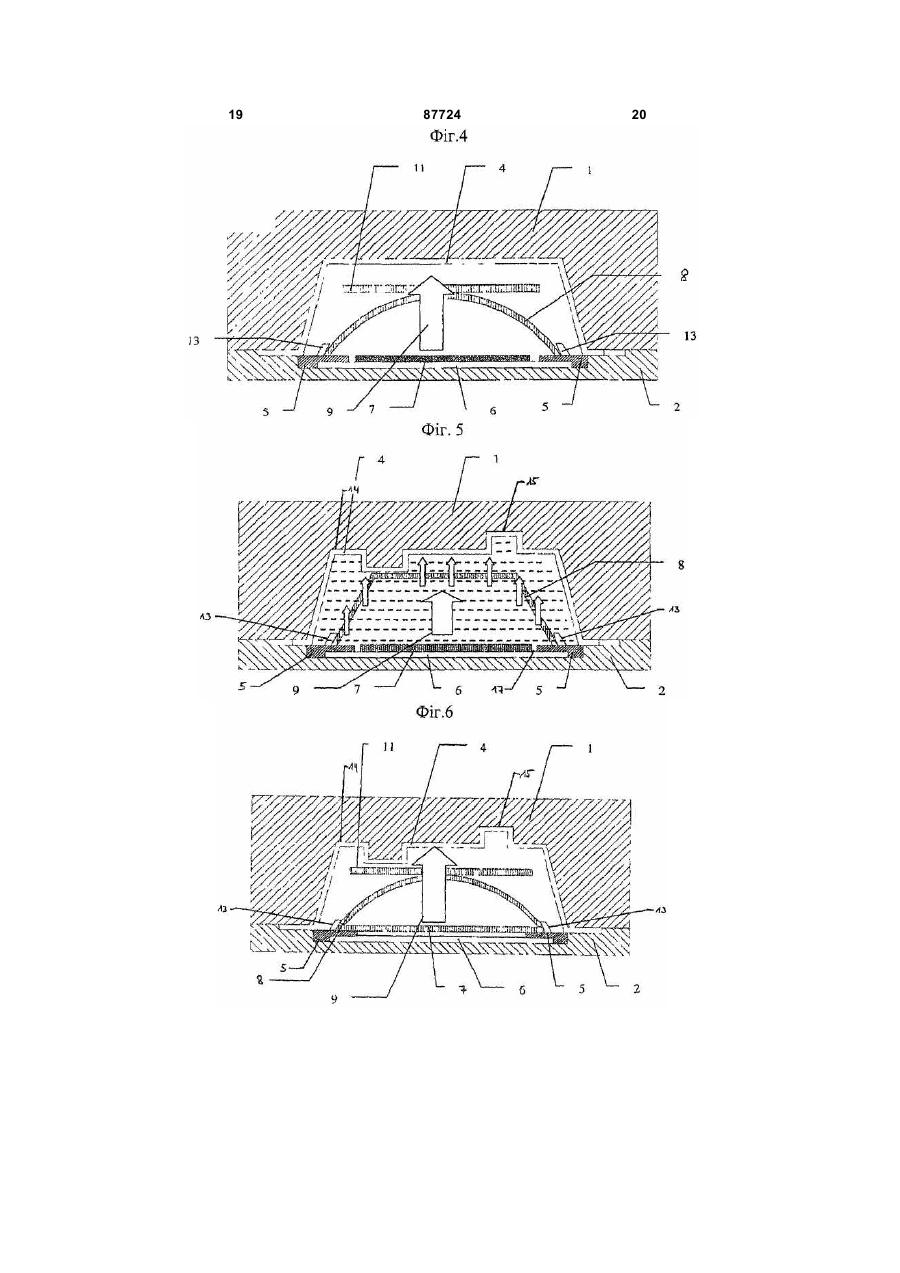
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що верхній або середній пояс має дугоподібну структуру та містить на поверхні додатковий армуючий елемент або трапецієподібну структуру.
7. Спосіб за одним із пп. 1-6, який відрізняється тим, що пристрої для кріплення мають накладки профільних кантів, які розташовані під кутом a<90° до бокової поверхні канта.
8. Спосіб за одним із пп. 1-7, який відрізняється тим, що у форму з дном та кришкою, яка відповідає ковзному обладнанню, вставляють два профільні канти один навпроти одного, нижній пояс та верхній або середній пояс, потім форму заповнюють у процесі впорскування полімерної піни, при цьому принаймні один з профільних кантів має накладки, які у напрямку до протилежного профільного канта утворюють кут a<90° до лінії, паралельної до нижньої частини ковзного обладнання, та верхній або середній пояс перед вимиванням з'єднують знімним з'єднанням з профільними кантами за допомогою цих накладок та фіксують у формі.
9. Спосіб за пунктом 8, який відрізняється тим, що обидва профільні канти мають накладки, які у напрямку до протилежного профільного канта утворюють кут a<90° до лінії, паралельної до нижньої частини ковзного обладнання.
10. Спосіб за одним із пп. 1-9, який відрізняється тим, що профільні канти складаються зі сталі.
11. Спосіб за одним із пп. 1-10, який відрізняється тим, що форму заповнюють поліуретановою полімерною піною, поліефірною або епоксидною піною.
12. Спосіб за одним із пп. 1-11, який відрізняється тим, що принаймні одну частину верхнього або середнього поясу накривають термопластичною фольгою, яка під час заповнення пристосовується до зовнішньої структури ковзного обладнання, яка залежить від кришки форми.
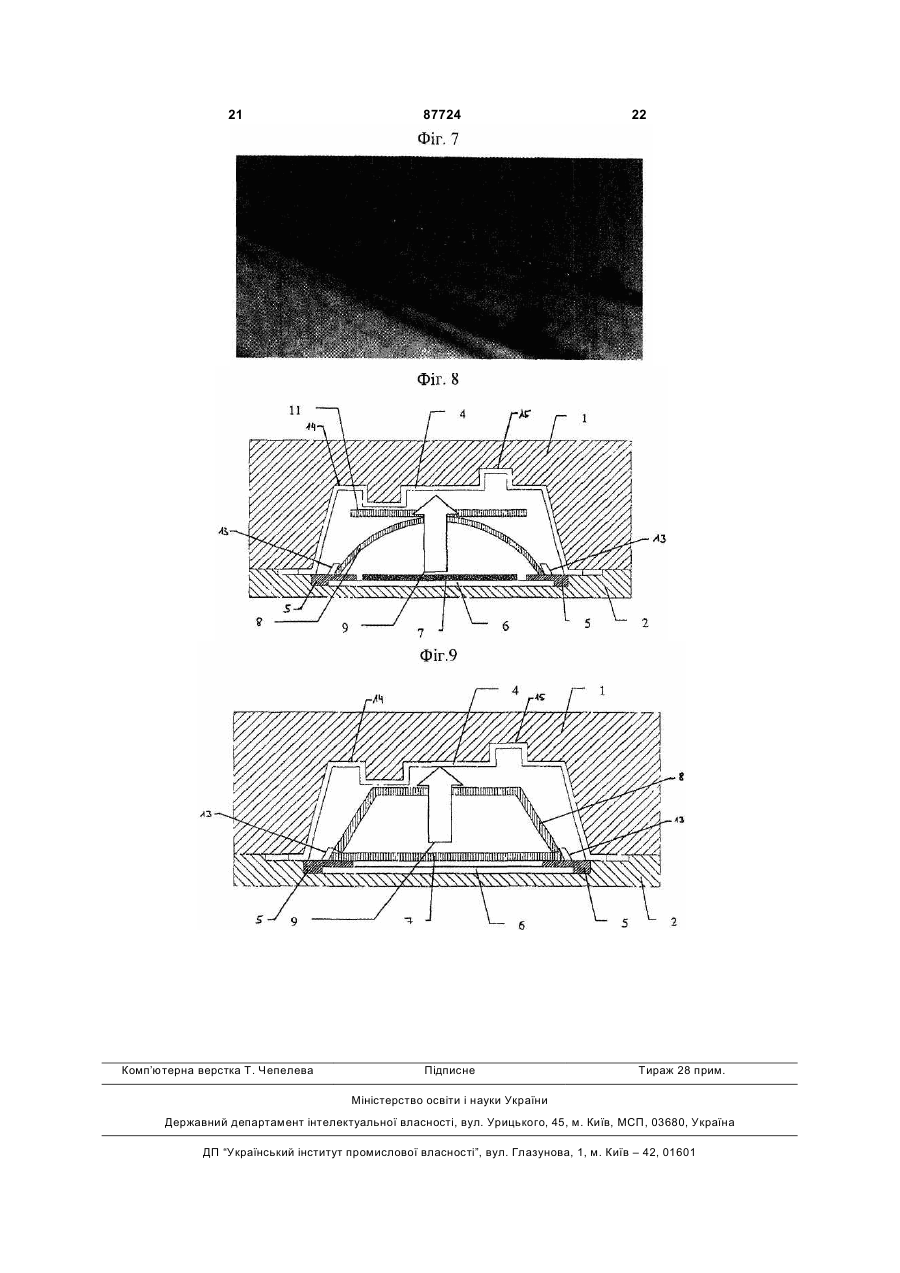
13. Спосіб за одним із пп. 1-12, який відрізняється тим, що кришка форми має принаймні один тривимірний структурний елемент.
14. Ковзне обладнання, виготовлене по способу за пп. 1-13.
Текст
1. Спосіб виготовлення ковзного обладнання, при якому до форми з дном та кришкою, яка відповідає ковзному обладнанню, вставляють профільні канти, які мають пристрої для кріплення, нижній пояс та верхній або середній пояс, який має принаймні один пласт, що складається зі склопластику, який має ґратчасту структуру, потім форму заповнюють у процесі впорскування полімерної піни, під час якого полімерна піна проникає у ґратчасту структуру та крізь неї, а верхній або середній пояс з'єднують з профільними кантами за допомогою пристроїв для кріплення та фіксують у формі. 2. Спосіб за п. 1, який відрізняється тим, що нижній пояс та/або верхній або середній пояс має два пласти зі склопластику. 3. Спосіб за п. 1 або 2, який відрізняється тим, що шар зі склопластику містить окремі частини волокна, які втягуються та розташовані упоперек до напрямку згину. 4. Спосіб за пунктом 3, який відрізняється тим, що окремі частини волокна, які втягуються та розташовані упоперек до напрямку згину, з'єднуються у пучки. 5. Спосіб за одним із пп. 1-4, який відрізняється тим, що як пластик використовують епоксид, поліефір або поліуретан. 6. Спосіб за одним із пп. 1-5, який відрізняється тим, що верхній або середній пояс має дугоподіб 2 (19) 1 3 Цей винахід описує спосіб виготовлення ковзного обладнання, при якому у форму, яка відповідає ковзному обладнанню, та яка має дно та кришку, вставляються профільні канти, нижній пояс та верхній з середнім поясом, а потім форма вимивається в процесі впорскування полімерної піни. Також у винаході описується обладнання, яке виготовляється цим способом. Під ковзним обладнанням розуміється, зокрема, спорядження для зимового спорту, напр. лижі та сноуборди. Для виготовлення ковзного обладнання використовуються ґратчасті ламінати, які особливо зручно фіксуються профільними кантами, при чому спосіб виготовлення значно спрощується. Виготовлення ковзного обладнання в цілому може здійснюватись двома принципово різними способами. Найстарішим класичним способом виготовлення ковзного обладнання, зокрема для лижного спорту, є «сендвічний» спосіб. При цьому способі окремі пласти та частини лиж запресовуються між двома листами сталі у нагрівальному пресі. Підошва, ремінь (склопластик/СП, дерево, алюмінієві або сталеві сплави), серцевина зі склеєних брусків дерева або жорсткого поліуретанового пінопласту (ПУР-пінопласт), вставки наконечників та задні частини з гуми або еластомеру, підсилення серцевини у місці кріплення, натяжний ремінь з СП, алюміній та захисне покритті на дерев'яних пластинах, наприклад, поліамід (ПА), акрилбутилстирол (АБС), ТПЕ (термопластичні еластомери) з пластами клею, які знаходяться між ними, у процесі пресування накладаються один на одного приблизно у вказаній послідовності та спресовуються між собою, при чому надлишковий клей або клейка речовина виступає з країв. Для того, щоб надати лижам стандартну ширину, заготовка лижі піддається профільному фрезуванню та кінцевій обробці. Цей спосіб виготовлення є надзвичайно складним та тому сьогодні застосовується лише у дуже маленьких обсягах у для виробництва дуже дорогих лиж. Другий спосіб передбачає технологію впорскування піни за допомогою термоактивних матеріалів. При впорскуванні піни термоактивний матеріал (оптимально поліуретан (ПУР)-пінопласт) впорскується між стиком нижнього пояса (ПЕ (поліетилен)+ СП (склопластик), верхнього пояса (ПА (поліамід) або ТПЕ (термопластичний еластомер) або АБС-пластик+ СП), які поміщені у підготовлену форму, як правило підігріту розбірну алюмінієву касету. При затвердінні утворюється серцевина лижі та одночасно проходить склеювання серцевини зі заздалегідь уставленими складовими частинами лижі. Цей спосіб робить можливим інтенсивне за часом але менш витратне та, таким чином, більш економічне виготовлення. АТ-А 400 307 також описує спосіб виготовлення лиж впорскуванням піни. При цьому способі частину форми здебільшого утворює верхній або середній пояс. Таким чином, верхній або середній пояс уже повинен бути виготовлений окремим 87724 4 способом точно у формі, передбаченій для спорядження зимового спорту. Далі верхній або середній пояс щільно приєднується до серцевини за допомогою вдавленої полімерної піни, яка, у свою чергу, тісно зв'язана з нижнім поясом. Ці відомі способи придатні для виготовлення лиж із поверхнею, яка повинна бути пласкою. Проте існує попит на лижі та інше ковзне обладнання, яке не повинно мати пласку поверхню, а матиме тривимірні елементи. Зокрема, досвідченим лижникампотрібні лижі с покращеними властивостями, наприклад, для отримання задоволення від обертів у повітрі, тривалої швидкості та реакції балансування на ребрах лиж. Для покращення цих властивостей лиж обмеження щодо пласких поверхонь є перешкодою, адже в цьому випадку можливі зміни лиж лише у внутрішній структурі бокових згинів та ін. Високоякісні лижі та інше ковзне обладнання з тривимірними елементами на поверхні можуть виготовлятись способом впорскування полімерної піни, але це вимагає великих витрат. Для цього, як правило, спочатку верхньому або середньому поясу надається така форма, яка точно відповідатиме потрібній тривимірній поверхні лижі або ковзного обладнання. Підготовлений таким способом верхній або середній пояс вставляється у форму для виготовлення лижі або ковзного обладнання, а впорскування полімерної піни проводиться звичайним методом. Цей спосіб є витратним та дорогим, та включає, як мінімум, два робочі процеси, а саме окреме формування верхнього та середнього поясу, як правило ручне знімання верхнього та середнього поясу з форми та попередня вставка заздалегідь підготовленого верхнього або середнього поясу у форму для виготовлення лижі. Для вирішення цієї проблеми DE-A 34 37 865, наприклад, пропонує спосіб, при якому верхній або середній пояс не жорстко закріплений, а є гнучким. Тому, в основному досить плаский, верхній або середній пояс може вставлятись прямо в стандартну форму для виготовлення лиж, яка містить вирізи для тривимірних елементів на поверхні лижі. За допомогою того, що верхній або середній пояс не є жорстким, він точно втискується в заглиблення або у тривимірні елементи при впорскуванні полімерної піни. У рукописі також описується, як може використовуватись верхній або середній пояс з відносно високою жорсткістю, яка є настільки високою, що не деформується від тиску полімерної піни. При використанні такого матеріалу на верхньому або середньому поясі виготовляються наскрізні отвори, які надають змогу полімерній піні проникати через цей жорсткий верхній або середній пояс та надавати потрібної форми гнучкій полімерній масі, яка знаходиться зверху, таким чином вони проникають у вирізи або тривимірні елементи поверхні лижі, у результаті чого формується потрібна гладка поверхня. Проте такий верхній або середній пояс повинен виготовлятись для будь-якої геометрії та розміру ковзного обладнання, так як він повинен точно відповідати формі. Спільним для усіх способів впорскування полімерної піни є те, що як нижній так і верхній або середній пояс окремо виготовляються, наприклад, 5 87724 6 у формі препрега, щоб точно вставлятись у форму оформленні необхідно клопітливо та точно готувадля того щоб при впорскуванні полімерної піни ти елементи жорсткості, адже без цього не забеззалишатись позиційно стабільним. Проте це обпечується фіксація у формі. межує вибір нижніх поясів, а ще більшою мірою Таким чином відомі у техніці оформлення завобмежує вибір верхніх та середніх поясів, проте жди вимагають дуже дорогої внутрішньої конструдля верхніх та середніх поясів допускаються некції для фіксації армуючих матеріалів. значні відхилення. Крім того, використовувана фоКовзне обладнання для зимового спорту має рма повинна бути придатною для точного прийому спеціальний профільний кант для того щоб покраверхнього або середнього поясу, що вимагає осощувати стійкість, стабільність та поведінку під час бливої форми, як наприклад, описано у DE-A 34 37 руху ковзного обладнання. Якщо ковзне облад865. Зокрема при способі виготовлення лиж з тринання для зимового спорту виготовляється спосовимірними елементами на поверхні може виникати бом впорскуванням полімерної піни, профільні потреба більшої свободи вибору верхнього або канти вставляються у форму та з'єднуються з лисереднього поясу. жею вимиванням піни. Наприклад, оптимальні Таким чином виникає потреба у способі вигопрофільні канти представлені у ЕР-А 601 024. товлення ковзного обладнання, зокрема лиж, які Профільний кант має бокову поверхню з насічками не потребують окремого попереднього виготовабо отворами, за допомогою яких профільний кант лення спеціально сформованого нижнього поясу може особливо міцно зчіплятись або скріплювата, зокрема, верхнього або середнього поясу та тись з лижею. паралельно допускає більшу різноманітність форм Як відомо, бокові повздовжні стінки лиж фікта вимірів використовуваних верхніх або середніх суються за допомогою профільних кантів спеціапоясів та також нижніх поясів. Було б більш оптильної форми. Наприклад AT 391 273 описує лижу, мально, якщо б у способі виготовлення ковзного у якої повздовжні бокові стінки притискаються до обладнання, зокрема лиж, також використовувазовнішньої форми за допомогою виступів, які знались верхні або середні пояси, які не точно підгаходяться на поверхні профільних кантів. Таким няються до форми та розмірів форми для виготочином запобігається можливе сповзання бокових влення лиж. повздовжніх стінок у процесі вимивання. Схожа Крім того, може виникати потреба, щоб ковзне конструкція також описана у AT 366 270, яка у обладнання, зокрема лижі, мали б якомога меншу цьому відношенні відрізняється від названих вище вагу, зокрема дитячі лижі. Нижній пояс та верхній патентних описів лише тим, що й верхній пояс зчіабо середній пояси суттєво збільшують вагу лиж. плюється з боковими повздовжніми стінками. ЩоЗ іншого боку, пояси повинні мати достатні механідо верхнього пояса, то він має звичайну пласку чні властивості, так щоб нижній пояс та верхній структуру. Цей тип кріплення верхнього поясу не або середній пояс при якомога меншій вазі давали придатний для фіксації негладкого верхнього поб по можливості кращі механічні властивості ковзясу та може використовуватись лише для лиж, які ного обладнання. Оптимальною є вага армуючого мають повздовжні бокові стінки. матеріалу СП з приблизно 2000гр/м2 або менше, У AT 391 273 та AT 366 270 не описуються наприклад приблизно 1200гр/м2, а вага армуючого верхній або середній пояси, які виготовлені зі матеріалу дитячих лиж повинна складати біля склопластику з ґратчастою структурою. 1100гр/м2 або менше, напр. біля 750гр/м2. Крім Завданням даного винаходу є представлення того, значні вимоги висуваються до матеріалу ниспособу впорскування полімерної піни для виготожнього поясу, та до верхнього або середнього повлення ковзного обладнання, яке не матиме згаясу. даних недоліків та за допомогою якого просто моКовзне обладнання, яке виготовляється за дожна виготовляти ковзне обладнання, зокрема помогою додаткового армуючого матеріалу, предлижі, які поєднуватимуть першокласні механічні ставлене, напр. у ЕР-А 0 729 769. У цьому випадку властивості з низькою вагою. Таким чином має перед вимиванням піною у формі розміщується бути представлений спосіб, який даватиме змогу попередньо підготовлений армуючий елемент та виготовляти ковзне обладнанням з укріпленою але фіксується за допомогою додаткового пристрою простою внутрішньою конструкцією та незначною для кріплення, який кріпиться на нижньому поясі. вагою та також дозволятиме формування тривиміFR-A 2 696 126 також описує лижі, у яких у форму рних елементів. перед вимиванням піною поміщується окремо підЦе завдання виконується за допомогою предготовлений армуючий елемент, при чому кріпленмета формули винаходу. Отже винахід представня до нижнього поясу і, таким чином, до форми, ляє оптимальний спосіб виготовлення ковзного відбувається за допомогою магніту. ЕР-А 1417 989 обладнання та, таким чином, власне ковзне облаописує лижі, які на нижньому та/або верхньому днання. поясі обладнані додатковим елементом кріплення, Таким чином винахід описує, зокрема, спосіб які переважно фіксуються принаймні одним поровпорскування полімерної піни для виготовлення жнім предметом, прикріпленим між верхнім та никовзного обладнання, а саме лиж та сноубордів, у жнім поясом. якому верхній або середній пояс складається приЕР 729 769 показує спосіб виготовлення лиж, наймні з одного пласту склопластику, який має при якому прутоподібні елементи фіксуються у ґратчасту структуру та, таким чином, може пропусформу елементами жорсткості перед вимиванням кати полімерну піну, яка вводиться в процесі впорпіною. Елементи жорсткості мають отвори, через скування. які проникає полімерна піна. Елементи жорсткості Як несподівано виявилось, склопластик такого під тиском фіксуються у формі. Навіть у цьому типу легко набуває потрібної форми - форми дуги 7 87724 8 або трапеції, які є оптимальними верхніми або Склопластик здебільшого має окремі частинки середніми поясами. Не зважаючи на зміну форми, волокна, які лежать під кутом до напряму згину та склопластик зберігає підсилюючі властивості та легко втягуються. Для досягнення підвищеної міцгнучкість. Тому використанням цього склопластику ності склопластику ці частини волокна з'єднуються можна досягнути аналогічних переваг, які раніше у пучки у особливо оптимальної форми. досягались за допомогою використання дорогих, Волокна у склопластику (армуючі матеріали) спеціально виготовлених у певній формі, тривиміможуть містити синтетичні або натуральні волокрних елементів, як наприклад, описано у ЕР 729 на, наприклад, волокна скла, вуглеводів або ара769. мідів (ароматичних поліамідів) або металічних Значна перевага склопластику полягає у також дротів. Згідно з винаходом бажано використовувау тому, що він може просто фіксуватись у формі ти скловолокно або вуглеводне волокно. Особличерез профільні краї, за допомогою чого значно во оптимальним є використання волокна зі склоспрощується процес виготовлення. Зокрема більпластиком та ґратчастою структурою у якості ше не потрібно, як у сучасному виробництві, викотекстилю. ристовувати для кожної форми спеціально пристоТиповим придатним текстилем є, наприклад, сований армуючий елемент (напр. спеціально волокна природного походження або тканини. При пристосований верхній або середній пояс). Верхні цьому крок сітки склопластику потрібно підібрати або середні пояси, які виготовляються простим достатньо великим, для того щоб забезпечити механічним способом (вигинання або «надлам» наскрізне проникання полімерної піни. При цьому волокна склопластику) підходять практично до крок сітки (тобто частка отворів) має бути у діапабудь-якої форми для виготовлення ковзного облазоні від 1% до 99%, але оптимальним діапазоном днання або можуть просто пристосовуватись до є від 20% до 60%. Типовим стилем тканин є полопотрібної форми, наприклад, за допомогою місцетняне переплетення. вого фрезування. При цьому маса поверхні волокон склопластиСклопластик з ґратчастою структурою такого ку у цілому маю складати 10-2500гр/м2, краще 40роду називається ґратчастим ламінатом та у рам2000гр/м2. При цьому нитки вуглецю повинні склаках цього опису обидва терміни будуть використодатись з від 3000 до 320000, краще з від 6000 до вуватись як синоніми. Використання ґратчастого 80000 а найкраще з від 12000 до 48000 окремих ламінату дає можливість як вимивання форми, в волокон. Для склопластику особливо підходять процесі якого верхній або середній пояс та/або волокна з 300-4800 тексами. нижній пояс можна пристосовувати до зовнішньої Щодо пластику, наприклад, можуть використоструктури ковзного обладнання, так що полімерна вуватись термопластичні полімери або полімери, піна повинна проникнути в ґратчасту структуру, так що тверднуть при високій температурі, бажано і вимивання форми, при якому верхній або середполімери, що тверднуть при високій температурі. ній пояс не пристосовується до зовнішньої форми Типовими полімерами, що тверднуть при високій ковзного обладнання, так що піна проникає крізь температурі, є наприклад, епоксиди, поліефіри, через ґратчасту структуру. Якщо описаний у винаефіри вінілу, ціанати вінілу, бісмалеміди, феноли ході спосіб використовуватиметься для виготовта системи «Novolak», при чому оптимальними є лення ковзного обладнання з тривимірною струкепоксидні смоли. Придатними епоксидними смотурованою поверхнею, то особливою перевагою є лами є, наприклад, епоксидні смоли типу EV, які те, що використання такого ґратчастого матеріалу виготовляє підприємство «Hexcel Holding», Патеж даватиме змогу вимивати тривимірні елеменшинг, Австрія. ти у процесі впорскування, не виготовляючи у Склопластики з ґратчастою структурою давно окремому виробничому процесі верхній або серевідомі та є у вільному продажу. Зараз вони викодній пояс, точно пристосований до зовнішньої фористовуються наприклад, як придатна до промирми. вання розпірка (дистанція), конструктивний елеЗа винаходом особлива перевага надається мент верхнього пояса, підсилення при зчепленні, тому, що принаймні верхній або середній пояс укріплення для досягнення пласких граничних поскладається зі склопластику з ґратчастою структуверхонь (геометрія робочої поверхні та верхньої рою. частини). Проте досі вони використовувались лиНижній пояс також бажано складається зі ше у формі пласких конструктивних елементів та склопластику з ґратчастою структурою, як описано не кріпились у якості верхнього або середнього вище. Але, як альтернатива, за винаходом, для поясу до профільних кантів. Згідно з винаходом нижнього поясу також може використовуватись придатним є склопластик з ґратчастою структузвичайний матеріал, напр. промислові продукти Gрою, наприклад матеріалом, описаним у ЕР-А 1 R84, G-R 64FP, G-EV 600В, G-EV 675В; G-EV 046 666 у якості препрега для пористих структур. 696R, які виготовляє фірма «Hexcel Holding», ПаОптимальними є, наприклад, продукти, які виробшинг, Австрія. ляє підприємство «Hexcel Holding» (Пашинг, АвстВикористання верхнього або середнього поясу рія) з маркуванням G-EV 552GI, G-EV 846 GI, G-EV з наскрізною ґратчастою структурою дає змогу 984GI, G-EV 1600GI. використовувати стандартні форми верхнього або Ще однією перевагою склопластику з ґратчассереднього поясу також при виготовленні ковзного тою структурою такого типу є те, що ковзне обладобладнання зі складними тривимірними елеменнання, яке виготовляється за допомогою склоплатами на поверхні і при цьому немає необхідності у стику, при дуже незначній вазі має надзвичайно додаткових виробничих процесах для надання високі механічні властивості. Зокрема, такі властиформи елементам. вості має склопластик з ґратчастою структурою 9 87724 10 вагою 2000 гр/м2 або менше, наприклад біля суватись верхній або середній пояс (перед вими1200гр/м2 та ще легші продукти, які підходять для ванням). дитячих лиж та мають вагу лише 1100 гр/м або Тому верхній або середній пояс фіксується менше, наприклад, приблизно 750гр/м2, та мають зйомним з'єднанням до профільних кантів через ще кращі механічні властивості, як показано у пристрої для кріплення та торкається профільних Таблиці на прикладі продуктів, які є у вільному кантів. Тому по цілком готовій лижі легко можна продажу. визначити, чи була вона виготовлена описаним у винаході способом, адже виготовлені цим спосоТаблиця бом лижі мають структуру, яка відрізняється від відомих лиж, та, таким чином така лижа є новою лижею. По лижах можна легко визначити, чи вони Міцність на Модуль пружмають верхній або середній пояс, який сформоварозрив [МРа] ності [GPa] ний із ґратчастого ламінату та торкається профіG-EV 552GI 0°:230±35 0°:9,1±1,4 льних кантів. Вага біля 748гр/м2 90°:270±41 90°:10±1,5 Згідно із винаходом, особливо бажаними приG-EV 846 GI 0°:130±19,5 0°:5,3±0,8 строями для кріплення є накладки профільних Вага біля 1032гр/м2 90°:390±59 90°:14,5±2,2 кантів. З огляду на те, що ґратчастий ламінат у G-EV 984GI 0°:430±64 0°:18,8±3,0 2 деформованому стані також зберігає свою гнучВага біля 1200гр/м кість, кріплення особливо легко проводиться затиG-EV 1600GI 0°:550±83 0°:24,3±3,6 сканням між накладками профільних кантів. ОдноВага біля 1990гр/м2 часно за допомогою накладок на профільних кантах покращується закріплення профільного Особливо оптимальну конструктивну форму канту у ковзному обладнанні після промивання. має нижній пояс та/або верхній або середній пояс, Також було виявлено, що фіксація верхнього поякий складається з декількох пластів, зокрема з ясу, який також може мати армуючий елемент, або двох або трьох пластів. Під особливо оптимальє армуючим елементом у формі, придатній до виними слід розуміти всіх пласти з описаного вище готовлення ковзного обладнання перед вимивансклопластику. ням, потім є достатньо стабільним, якщо профільні Склопластик із ґратчастою структурою також канти мають накладки, які зігнуті по відношенню до можна розглядати як полімерну матрицю, у яку профільних кантів, що знаходяться навпроти, тапоміщений склопластик. ким чином, що вони утворюють кут α
ДивитисяДодаткова інформація
Назва патенту англійськоюSliding equipment and method for its producing
Автори англійськоюHaslhofer Josef, Wenidoppler Birgit, Gangl Wolfgang
Назва патенту російськоюСкользящее оборудование и способ его изготовления
Автори російськоюХасльхофер Йозеф, Венидопплер Биргит, Гангль Вольфганг
МПК / Мітки
МПК: B29C 44/02, A63C 5/12, A63C 5/00
Мітки: ковзне, виготовлення, обладнання, спосіб
Код посилання
<a href="https://ua.patents.su/11-87724-kovzne-obladnannya-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Ковзне обладнання та спосіб його виготовлення</a>
Сульфокамфокаїн, спосіб його виготовлення і спосіб підготовки обладнання для виготовлення сульфокамфокаїну
Номер патенту: 32939
Опубліковано: 15.02.2001
Автори: Губар Віра Володимирівна, Перемот Зоя Павлівна, ЗИМІНА Олена Анатоліївна
МПК: A01N 31/04, A61K 31/125, A01N 25/30, A01N 31/08
Мітки: сульфокамфокаїну, обладнання, сульфокамфокаїн, виготовлення, спосіб, підготовки
Текст:
...води для ін'єкцій, а коли вміст компонентів нижче норми, необхідно додати розрахункову кількість субстанцій. РН розчину регулюють додаванням кристалів сульфокамфорної кислоти. 2. Тонка фільтрація розчину на фільтрах 8 " Мілліпор *' або " Палл". Перевірівши чистоту розчину за допомогою лампи - рефлектора, розчин сульфокамфокаїну 10% насосом 7 подають з проміжного збірника 5 на установку тонкої фільтрації 8. Розчин після тонкої фільтрації...
Спосіб виготовлення щетинних виробів та обладнання для його виготовлення
Номер патенту: 7837
Опубліковано: 26.12.1995
Автор: Георг Вайраух
МПК: A46B 3/00
Мітки: обладнання, щетинних, спосіб, виробів, виготовлення
Формула / Реферат:
1. Способ изготовления щетинных изделий из синтетических нитей путем подачи жгута параллельных одна другой длинномерных синтетических нитей в направитель, отрезания от жгута отдельного пучка нитей и закрепления нерабочих концов нитей пучка в щетинодержателе, отличающийся тем, что, с целью повышения качества получаемых изделий, одновременно с подачей жгута в направитель его проводят через зажимное приспособление, расположенное в зоне...
Застосування обладнання для виготовлення виробів із ніздрюватого бетону автоклавного тужавлення як обладнання для виготовлення виробів із ніздрюватого бетону неавтоклавного тужавлення
Номер патенту: 26424
Опубліковано: 25.09.2007
Автор: Опєкунов Вадим Вікторович
МПК: B28C 5/00
Мітки: тужавлення, виготовлення, неавтоклавного, автоклавного, застосування, виробів, бетону, ніздрюватого, обладнання
Формула / Реферат:
Застосування обладнання для виготовлення виробів із ніздрюватого бетону автоклавного тужавлення як обладнання для виготовлення виробів із ніздрюватого бетону неавтоклавного тужавлення.
Спосіб виготовлення обладнання для виробництва титанового прокату
Номер патенту: 26377
Опубліковано: 10.09.2007
Автор: Пономаренко Андрій Валентинович
МПК: B21B 1/46
Мітки: прокату, титанового, виготовлення, обладнання, спосіб, виробництва
Формула / Реферат:
Спосіб виготовлення обладнання для виробництва титанового прокату, що включає формування агрегату для виробництва титанового прокату з роторно-ливарної машини з дозувальним пристроєм, ножиців для різки, прокатного стану зі станиною та валками, штабелера, моталки та листоштампувального автомата, який відрізняється тим, що встановлюють дозувальний пристрій роторно-ливарної машини з змінною ділянкою безперервного розливання сировини по ширині в...
Масляний фільтр для двигунів, гідравлічного обладнання або автоматичних трансмісій і спосіб його виготовлення, гранули в формі рисових зерен
Номер патенту: 50716
Опубліковано: 15.11.2002
Автор: Лефебр Байрон
МПК: B01D 39/02, C10M 107/00, B29C 47/00, B01D 35/02
Мітки: обладнання, зерен, виготовлення, трансмісій, гідравлічного, фільтр, рисових, спосіб, масляній, форми, автоматичних, гранули, двигунів
Формула / Реферат:
1. Масляный фильтр для двигателей, гидравлического оборудования или автоматических трансмиссий, включающий в себя:кожух, имеющий первый и второй концы и ограничивающий внутренний объем, и имеющий отверстие, расположенное вблизи указанного второго конца;фильтрующий материал в виде частиц, содержащий свободные волокна, размещающиеся в указанном внутреннем объеме;термопластический материал, постепенно растворяющийся в масле...
Попередній патент: N-бензилспіро[індолін-3,4-(2-аміно-3-карбетокси-5-метил-4н-пірано[2,3-с]піразол)]-2-он, який проявляє антиоксидантну та гепатопротекторну активність
Наступний патент: Дозатор для в’язкопластичних мас
Випадковий патент: Рама ходової частини рейкового транспортного засобу