Спосіб виготовлення щетинних виробів та обладнання для його виготовлення
Формула / Реферат
1. Способ изготовления щетинных изделий из синтетических нитей путем подачи жгута параллельных одна другой длинномерных синтетических нитей в направитель, отрезания от жгута отдельного пучка нитей и закрепления нерабочих концов нитей пучка в щетинодержателе, отличающийся тем, что, с целью повышения качества получаемых изделий, одновременно с подачей жгута в направитель его проводят через зажимное приспособление, расположенное в зоне отрезания, а перед отрезанием жгута осуществляют перемещение зажимного приспособления из зоны отрезания по длине жгута для образования рабочих концов нитей, и фиксацию нерабочего конца пучка в зажимном приспособлении, после чего производят закругление нитей на рабочем конце пучка путем механического воздействия вращающимся рабочим органом симметрично нити пучка или путем химического воздействия, затем размещают пучки в дополнительном направителе с выравниванием рабочих концов кусков, придают рабочим концам пучков определенную форму путем осевого смещения нитей пучка рабочими концами из дополнительного направителя в форму, подравнивают нерабочие концы, после чего осуществляют операцию закрепления нерабочих концов нитей в щетинодержателе и удаляют форму, освобождая рабочие концы пучков.
2. Устройство для изготовления щетинных изделий из синтетических нитей, содержащее направитель для подачи бесконечных жгутов нитей с каналами по числу жгутов, режущий механизм для отделения пучков от жгутов и средство для удержания пучков при закреплении их нерабочих концов в щетинодержателе, отличающееся тем, что, с целью повышения качества изделий, оно снабжено зажимным приспособлением, расположенным в ряд с направителем по направлению подачи жгута, средством для обработки рабочих концов нитей с приводом вращения, механизмом придания определенной формы рабочему концу пучков, содержащим форму с глухими отверстиями по числу пучков, основание с поршнем, установленным с возможностью осевого перемещения в канале иа-правителя и воздействия на нерабочие концы пучков до упора их рабочих концов в дно отверстий формы, дополнительным направителем для размещения нерабочих концов пучков и средством поступательного перемещения пучков в каналах для размещения их концов заподлицо с торцами зажимного приспособления и дополнительного направителя.
3. Устройство по п.2, отличающееся тем, что дополнительный направитель имеет каналы по числу жгутов, основание механизма придания определенной формы рабочему концу пучков содержит дополнительные поршни, при этом число поршней соответствует числу каналов дополнительного направителя, а поршни имеют разную длину, соответствующую разному пути перемещения пучка в канале направителя.
4. Устройство по п.2, отличающееся тем, что зажимное приспособление расположено в ряд с направителем по направлению подачи жгута, а режущий механизм расположен перед зажимным приспособлением.
5. Устройство по п.2, отличающееся тем, что средство для обработки рабочих концов расположено перед зажимным приспособлением по отношению к направлению подачи жгута.
6. Устройство по пп.2 и 3, отличающееся тем, что основание с поршнем и дополнительный направитель установлены в ряд за зажимным приспособлением по отношению к направлению подачи жгута.
7. Устройство по пп.1-6, отличающееся тем, что оно имеет распорную пластину, установленную между зажимным приспособлением и формой для получения длины нерабочих концов пучков, необходимой для закрепления в щетинодержатель.
Текст
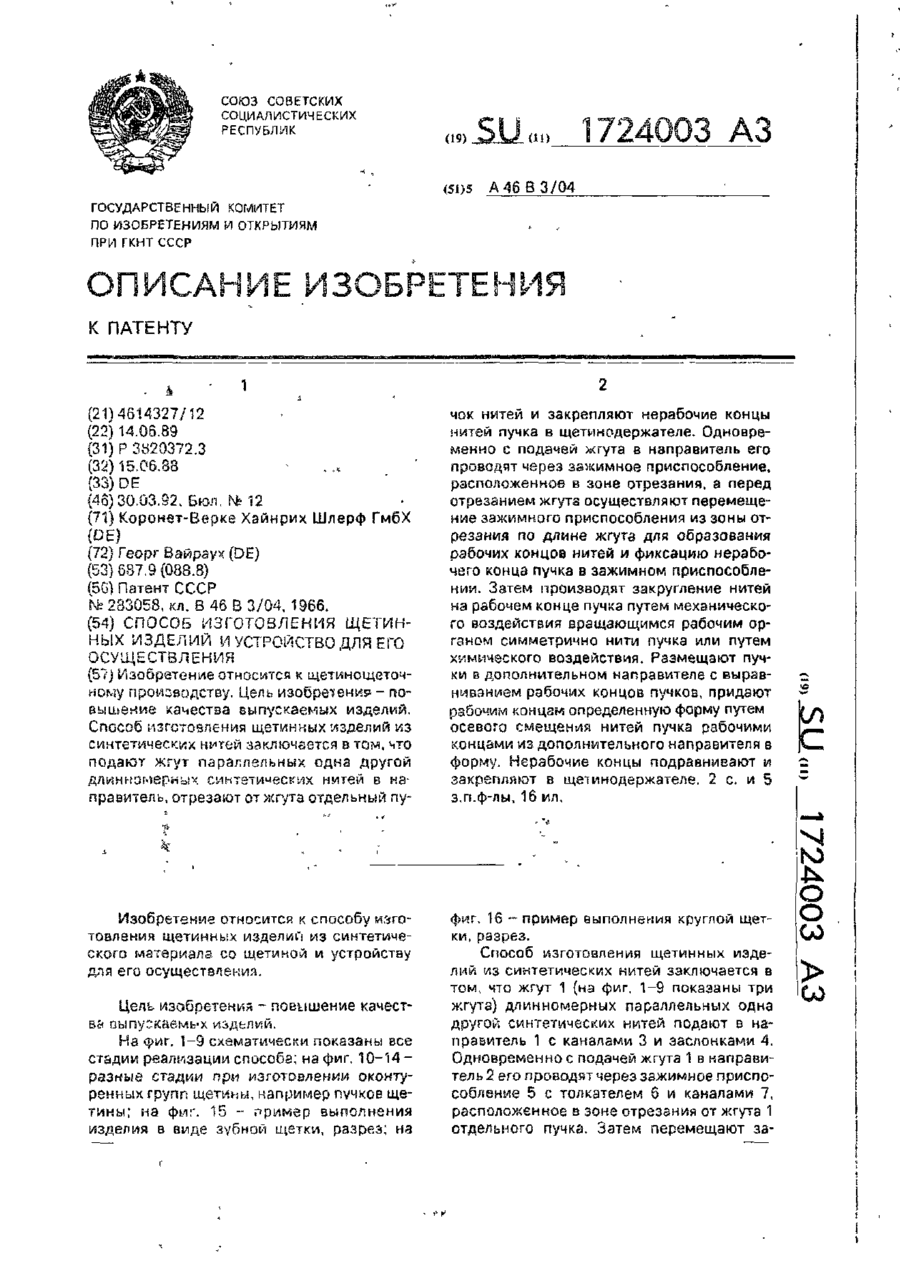
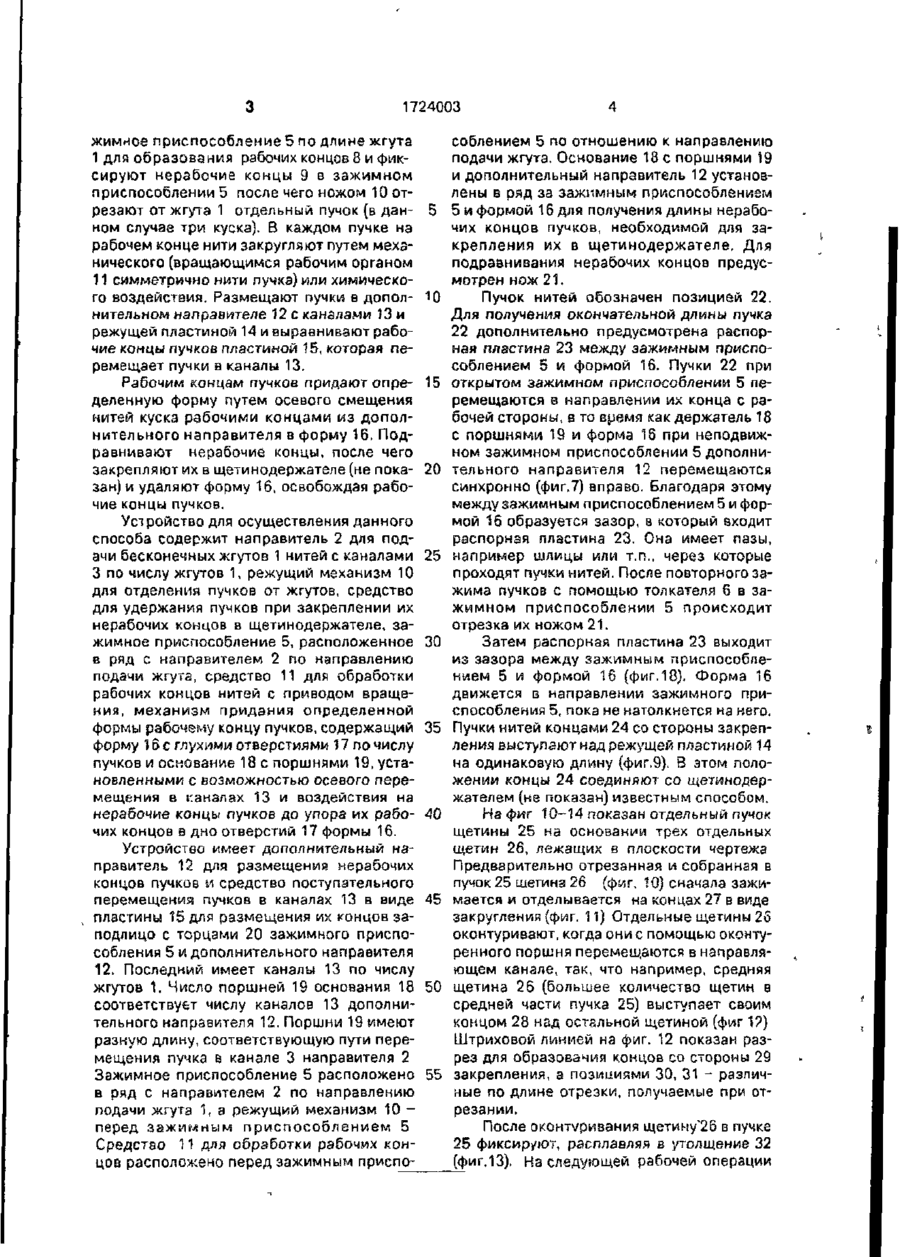
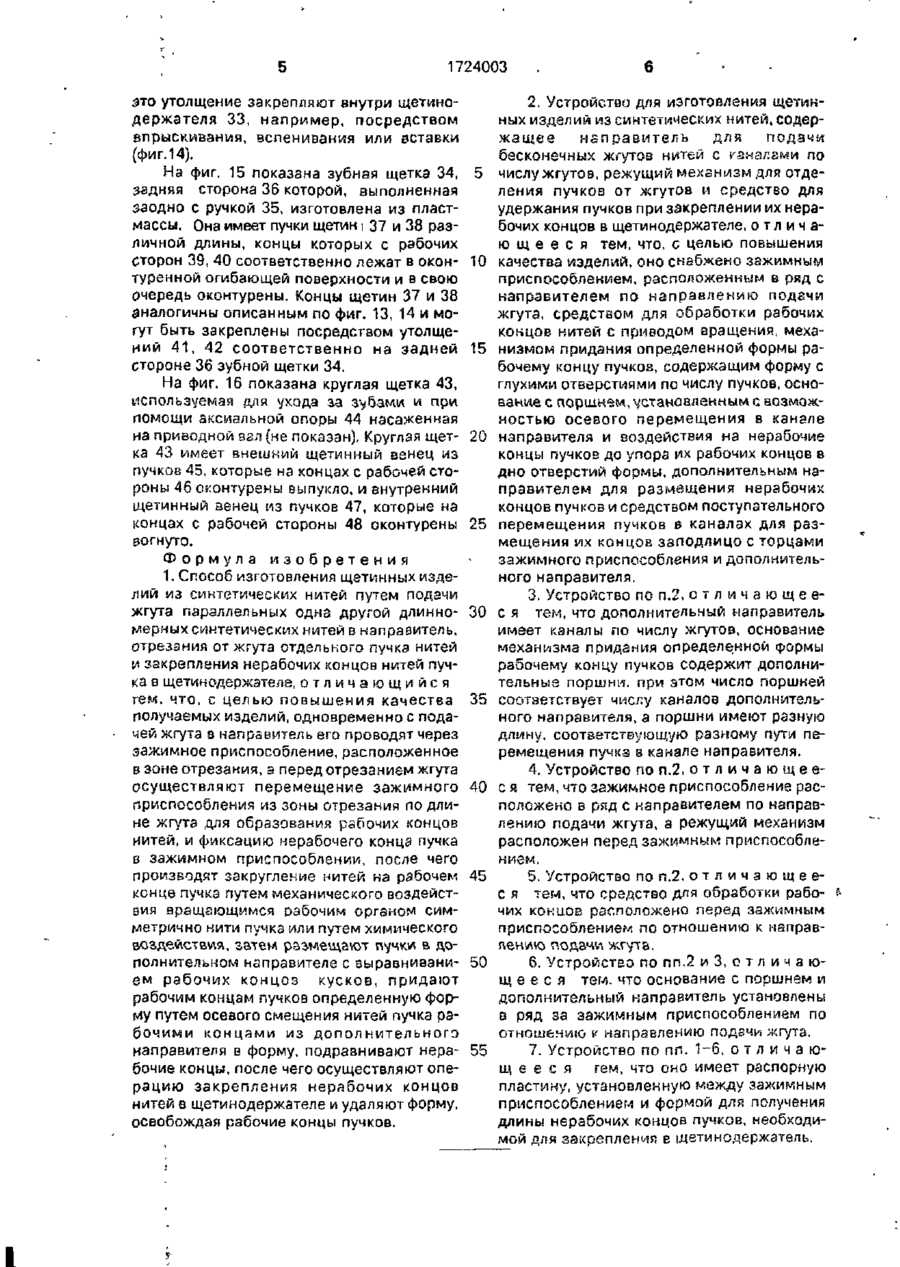
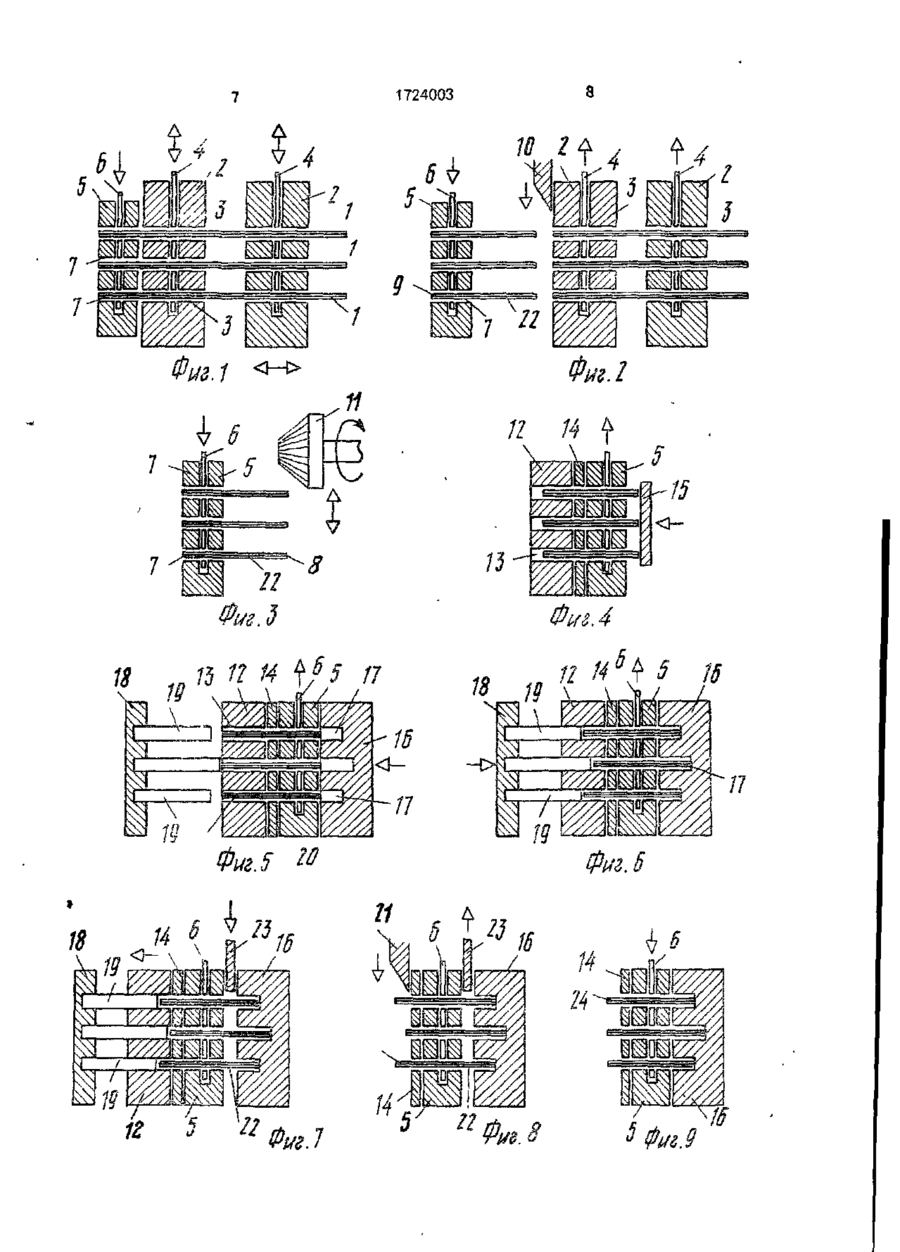
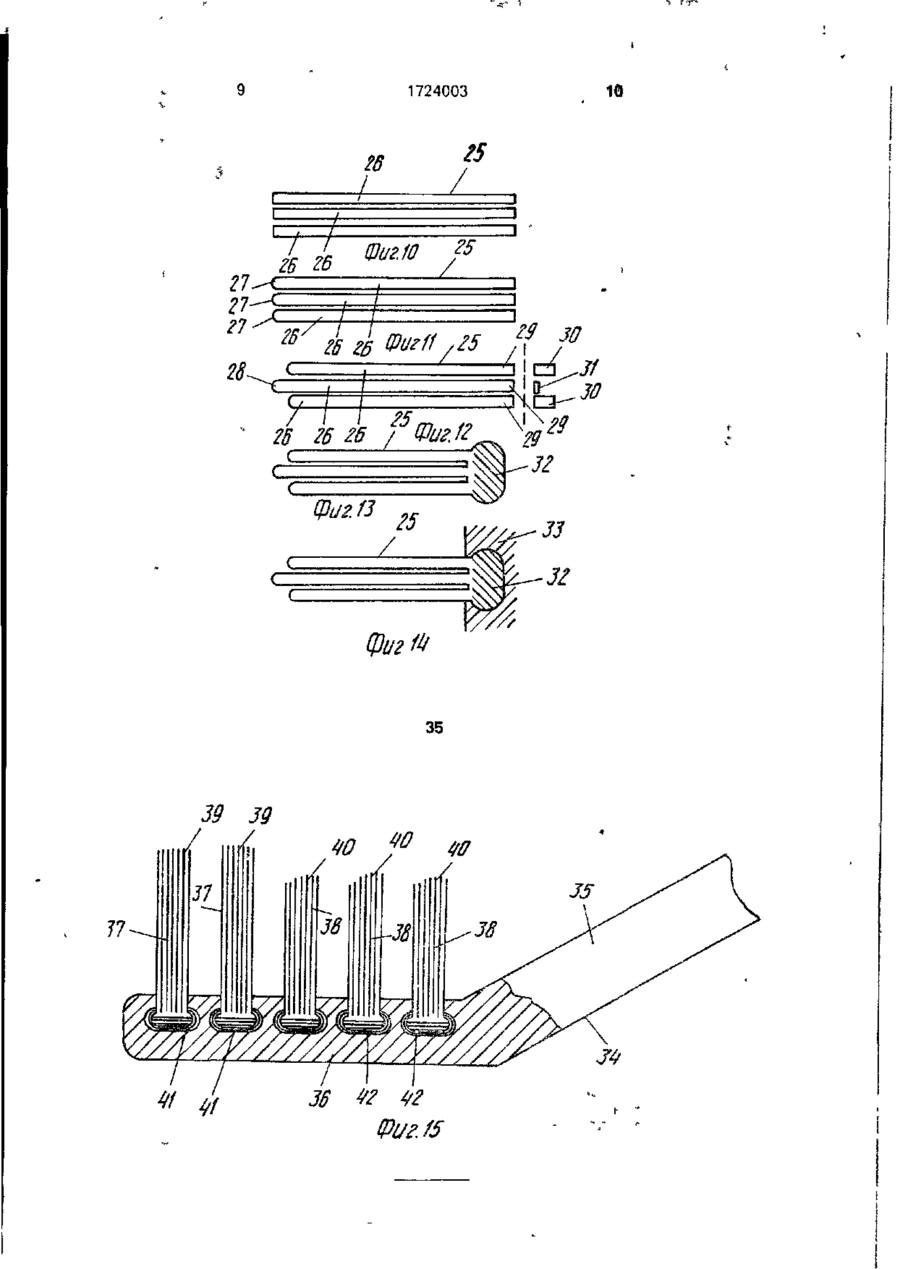
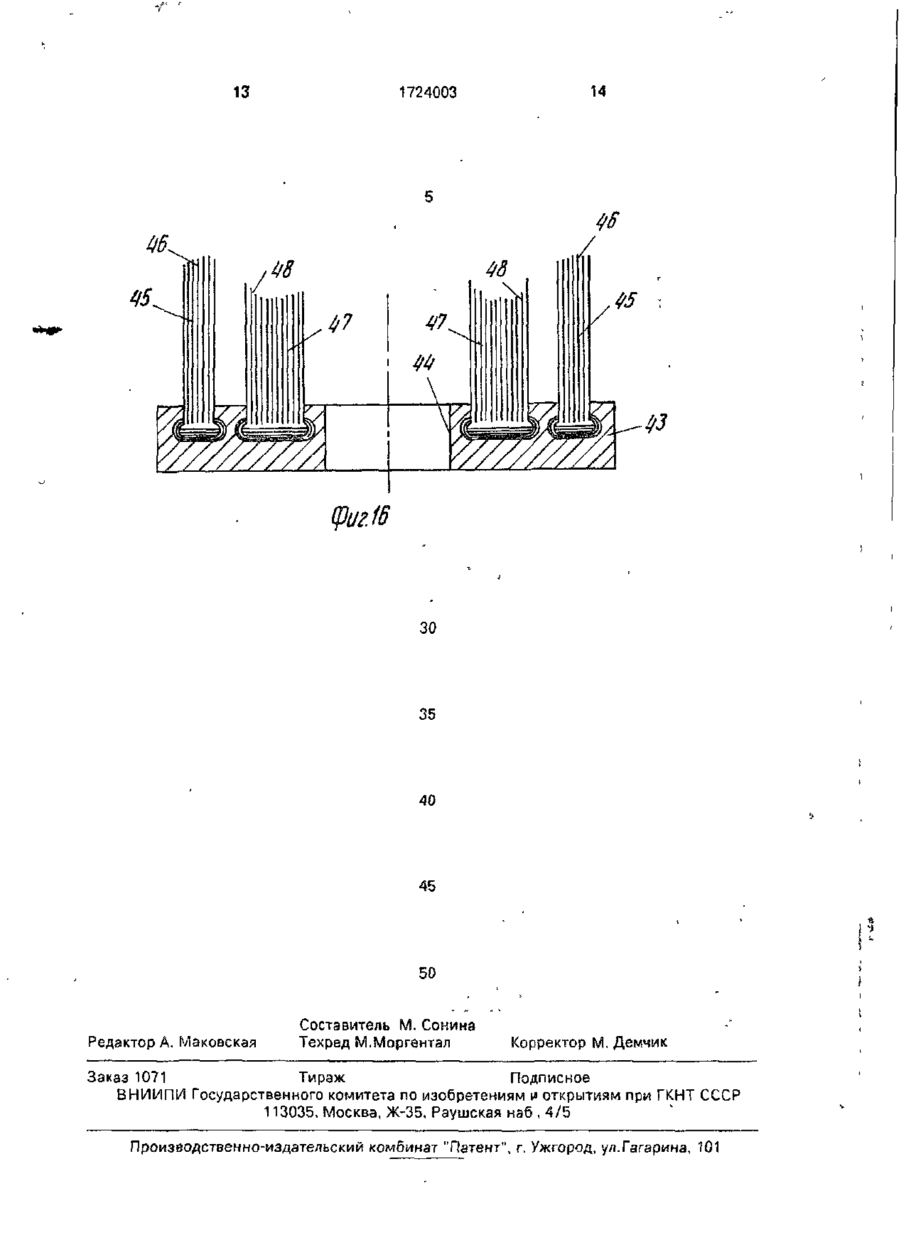
Изобретение относится к щетинощеточному производству. Цель изобретение - повышение качества выпускаемых изделий. Способ изготовления щетинных изделий кз синтетических нитей заключается з том, что подают жгут параллельных одна другой длинномерных синтетических нитей в налравитель, отрезают от жгута отдельный пу чок нитей и закрепляют нерабочие концы нитей лучка в щетинодержателе. Одновременно с подачей жгута в направитель его проводят через зажимное приспособление, расположенное в зоне отрезания, а перед отрезанием жгута осуществляют перемещение зажимного приспособления из зоны отрезания по длине жгута для образования рабочих концов нитей и фиксацию нерабочего конца пучка в зажимном приспособлении. Затем производят закругление нитей на рабочем конце пучка путем механического воздействия вращающимся рабочим органом симметрично нити пучка или путем химического воздействия. Размещают пучки в дополнительном направителе с выравниванием рабочих концов пучков, придают рабочим концам определенную форму путем осевого смещения нитей пучка рабочими концами из дополнительного направителя в форму. Нерабочие концы подравнивают и закрепляют в щетинодержателе. 2 с. и 5 з.п.ф-лы, 16 ил. Изобретение относится к способу изготовления щетинных изделий из синтетического материала со щетиной и устройству для его осуществления. фиг, 16 - пример выполнения круглой щетки, разрез. Способ изготовления щетинных изделий из синтетических нитей заключается в том, что жгут 1 (на фиг. 1-9 показаны три жгута) длинномерных параллельных одна другой синтетических нитей подают в направитель 1 с каналами 3 и заслонками 4. Одновременно с подачей жгута 1 в направитель 2 его проводят через ззжимное приспособление 5 с толкателем б и каналами 7, расположенное в зоне отрезания от жгута 1 отдельного пучка. Затем перемещают за Цель изобретения - повышение качества оыпу'каемь-х изделий. На фиг. 1-9 схематически показаны все стадии реализации способа; на фиг. 10-14разные стадии при изготовлении оконтуренных групп щетины, например пучков щетины; на фиг. 15 - пример выполнения изделия в виде зубной щетки, разрез; на С 1724003 жимное приспособление 5 по длине жгута I для образования рабочих концов 8 и фиксируют нерабочие концы 9 в зажимном приспособлении 5 после чего ножом 10 отрезают от жгута 1 отдельный пучок (в дан- 5 ном случае три куска). В каждом пучке на рабочем конце нити закругляют путем механического (вращающимся рабочим органом I1 симметрично нити пучка) или химического воздействия. Размещают пучки в допол- 10 нительном нзлравителе 12 с каналами 13 и режущей пластиной 14 и выравнивают рабочие концы пучков пластиной 15, которая перемещает пучки в каналы 13. Рабочим концам пучков придают опре- 15 деленную форму путем осевого смещения нитей куска рабочими концами из дополнительного направителя в форму 16. Подравнивают нерабочие концы, после чего закрепляют их в щетинодержателе (не пока- 20 зан) и удаляют форму 16, освобождая рабочие концы пучков. Устройство для осуществления данного способа содержит направитель 2 для подачи бесконечных жгутов 1 нитей с каналами 25 3 по числу жгутов 1, режущий механизм 10 для отделения пучков от жгутов, средство для удержания пучков при закреплении их нерабочих концов в щетинодержателе, зажимное приспособление 5, расположенное 30 в ряд с напрзвителем 2 по направлению подачи жгута, средство 11 для обработки рабочих концов нитей с приводом вращения, механизм придания определенной формы рабочему концу пучков, содержащий 35 форму 16с глухими отверстиями 17 по числу пучков и основание 18 с поршнями 19, установленными с возможностью осевого перемещения в каналах 13 и воздействия на нерабочие концы пучков до упора их рабо- АО чих концов в дно отверстий 17 формы 16. Устройство имеет дополнительный направитель 12 для размещения нерабочих концов пучков и средство поступательного перемещения пучков в каналах 13 в виде 45 пластины t5 для размещения их концов заподлицо с торцами 20 зажимного приспособления 5 и дополнительного направителя 12. Последний имеет каналы 13 по числу жгутов 1. Число поршней 19 основания 18 50 соответствует числу каналов 13 дополнительного направителя 12. Поршни 19 имеют разную длину, соответствующую пути перемещения пучка в канале 3 направителя 2 Зажимное приспособление 5 расположено 55 в ряд с направителем 2 по направлению подачи жгута 1, а режущий механизм 10 перед зажимным приспособлением 5 Средстао 11 для обработки рабочих концов расположено перед зажимным приспо соблением 5 по отношению к направлению подачи жгута. Основание 18 с поршнями 19 и дополнительный направитель 12 установлены в ряд за зажимным приспособлением 5 и формой 16 для получения длины нерабочих концов пучков, необходимой для закрепления их в щетинодержателе. Для подравнивания нерабочих концов предусмотрен нож 21. Пучок нитей обозначен позицией 22. Для получения окончательной длины пучка 22 дополнительно предусмотрена распорная пластина 23 между зажимным приспособлением 5 и формой 16. Пучки 22 при открытом зажимном приспособлении 5 перемещаются s направлении их конца с рабочей стороны, в то время как держатель 18 с поршнями 19 и форма 16 при неподвижном зажимном приспособлении 5 дополнительного направителя 12 перемещаются синхронно (фиг.7) вправо. Благодаря этому между зажимным приспособлением 5 и формой 16 образуется зазор, в который входит распорная пластина 23. Она имеет пазы, например шлицы или т.п., через которые проходят пучки нитей. После повторного зажима пучков с помощью толкателя 6 в зажимном приспособлении 5 происходит отрезка их ножом 21. Затем распорная пластина 23 выходит из зазора между зажимным приспособлением 5 и формой 16 (фиг.18). Форма 16 движется в направлении зажимного приспособления 5, пока не натолкнется на него, Пучки нитей концами 24 со стороны закрепления выступают над режущей пластиной 14 на одинаковую длину (фиг.9). В этом положении концы 24 соединяют со щетинодержателем (не показан) известным способом. На фиг 1 0 - 1 4 п о к а з а н отдельный пучок щетины 2 5 на основании трех отдельных щ е т и н 26, л е ж а щ и х в плоскости чертежа Предварительно отрезанная и собранная в пучок 25 щетина 26 (фиг, 10) сначала зажимается и отделывается на концах 27 в виде закругления (фиг. 11) Отдельные щетины 25 о к о н т у р и в а ю т , когда о н и с п о м о щ ь ю оконтуренного п о р ш н я перемещаются в направляю щ е м канале, так, что н а п р и м е р , средняя щетина 2 6 (большее количество щетин в средней части пучка 25) выступает своим к о н ц о м 28 над остальной щ е т и н о й (фиг 1?) Ш т р и х о в о й линией на фиг. 12 показан разрез для образования концов со стороны 29 з а к р е п л е н и я , а п о з и ц и я м и 30, 31 - различные по длине о т р е з к и , получаемые п р и отрезании. После оконтуривания щетину'26 в пучке 25 ф и к с и р / ю т , расплавляя в утолщение 32 (фиг.13). Н а с л е д у ю щ е й рабочей операции 1724003 утолщение закрепляют внутри щетинодержателя 33, например, посредством впрыскивания, вспенивания или вставки (фиг. 14). На фиг. 15 показана зубная щетка 34, задняя сторона 36 которой, выполненная заодно с ручкой 35, изготовлена из пластмассы. Она имеет пучки щетин і 37 и 38 различной длины, концы которых с рабочих сторон 39, 40 соответственно лежат в оконтуренной огибающей поверхности и в свою очередь оконтурены. Концы щетин 37 и 38 аналогичны описанным по фиг. 13, 14 и могут быть закреплены посредством утолщений 41, 42 соответственно на задней стороне 36 зубной щетки 34. На фиг. 16 показана круглая щетка 43, используемая для ухода за зубами и при помощи аксиальной опоры 44 насаженная на приводной зал (не показан). Круглая щетка 43 имеет внешний щетинный венец из пучков 45, которые на концах с рабочей стороны 46 оконтурены выпукло, и внутренний щетинный венец из пучков 47, которые на концах с рабочей стороны 48 оконтурены вогнуто. Формула изобретения 1. Способ изготовления щетинных изделий из синтетических нитей путем подачи жгута параллельных одна другой длинномерных синтетических нитей в напраеитель, отрезания от жгута отдельного пучкэ нитей и закрепления нерабочих концов нитей пучка в щетинодержатела, о т л и ч а ю щ и й с я гем. что, с целью повышения качества получаемых изделий, одновременно с подачей жгута з направитель его проводят через зажимное приспособление, расположенное в зоне отрезания, э перед отрезанием жгута осуществляют перемещение зажимного приспособления из зоны отрезания по длине жгутэ для образования рабочих концов нитей, ІЛ фиксацию нерабочего конца пучка в зажимном приспособлении, после чего производят закругление нитей на рабочем конце пучка путем механического воздействия вращающимся рабочим органом симметрично нити пучка или путем химического воздействия, затем размещают пучки в дополнительном иаправителес выравниванием рабочих концов кусков, придают рабочим концам пучков определенную форму путем осевого смещения нитей пучка рабочими концами из дополнительного иалравителя в форму, подравнивают нерабочие концы, после чего осуществляют операцию закрепления нерабочих концов нитей в щетин оде ржателе и удаляют форму, освобождая рабочие концы пучков. 5 10 15 20 25 30 35 40 45 50 55 2. Устройство для изготовления щетинных изделий из синтетических нитей, содержащее нёправитеяь для подачи бесконечных жгутов нитей с гзналами по числу жгутов, режущий механизм для отделения пучков от жгутов и средство для удержания пучков при закреплении их нерабочих концов в щетинодержателе, о т л и ч а ю щ е е с я тем, что, с целью повышения качества изделий, оно снабжено зажимным приспособлением, расположенным в ряд с направителем по направлению подачи жгута, средством для обработки рабочих концов нитей с приводом вращения, механизмом придания определенной формы рабочему концу пучков, содержащим форму с глухими отверстиями по числу пучков, основание с поршнем, установленным с возможностью осевого перемещения в канале направителя и воздействия на нерабочие концы пучков до упора их рабочих концов в дно отверстий формы, дополнительным направителем для размещения нерабочих концов пучков и средством поступательного перемещения пучков в каналах для размещения их концов заподлицо с торцами зажимного приспособления и дополнительного направителя. 3. Устройство по п.2, о т л и ч а ю щ е е с я тем, что дополнительный управитель имеет каналы по числу жгутов, основание механизма придания определенной формы рабочему концу пучков содержит дополнительные поршни, при этом число поршней соответствует числу каналов дополнительного направителя, а поршни имеют разную длину, соответствующую разному пути перемещения пучка в канале направителя. 4. Устройство по п.2, о т л и ч а ю щ е е с я тем, что зажимное приспособление расположено в ряд с направителем по направлению подачи жгута, а режущий механизм расположен перед зажимным приспособлением. 5. Устройство по п.2, о т л и ч а ю щ е е с я тем, что средство для обработки рабочих концов расположено перед зажимным приспособлением по отношению к направлению подачи жгута. 6. Устройство по пп.2 и 3, о т л и ч з ющ е е с я тем. что основание с поршнем и дополнительный каправитель установлены в ряд за зажимным приспособлением по отношению v направлению подзчи жгута. 7. Устройство по пп. 1-6, о т л и ч а ю щееся гем, что оно имеет распорную пластину, установленную между зажимным приспособлением и формой для получения длины нерабочих концов пучков, необходимой для закрепления в щетинодержатель. 1724003 4 M л \ 2 J 631 ШШ 7 2 W 15 П 14 18 1 \ 5 го Фиг. 5 5 Фаг.9 1724003 18 28^
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for manufacturing brush ware
Назва патенту російськоюСпособ изготовления щетинных изделий и оборудования для его изготовления
МПК / Мітки
МПК: A46B 3/00
Мітки: обладнання, виготовлення, виробів, щетинних, спосіб
Код посилання
<a href="https://ua.patents.su/6-7837-sposib-vigotovlennya-shhetinnikh-virobiv-ta-obladnannya-dlya-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення щетинних виробів та обладнання для його виготовлення</a>
Обладнання для виготовлення трубчастої гумокордної заготовки
Номер патенту: 6251
Опубліковано: 29.12.1994
Автори: Майборода Тимур Афанасійович, Гітніков Ара Гершович, Таталін Борис Федорович
МПК: B29C 35/02, B29D 30/06
Мітки: обладнання, гумокордної, заготовки, трубчастої, виготовлення
Формула / Реферат:
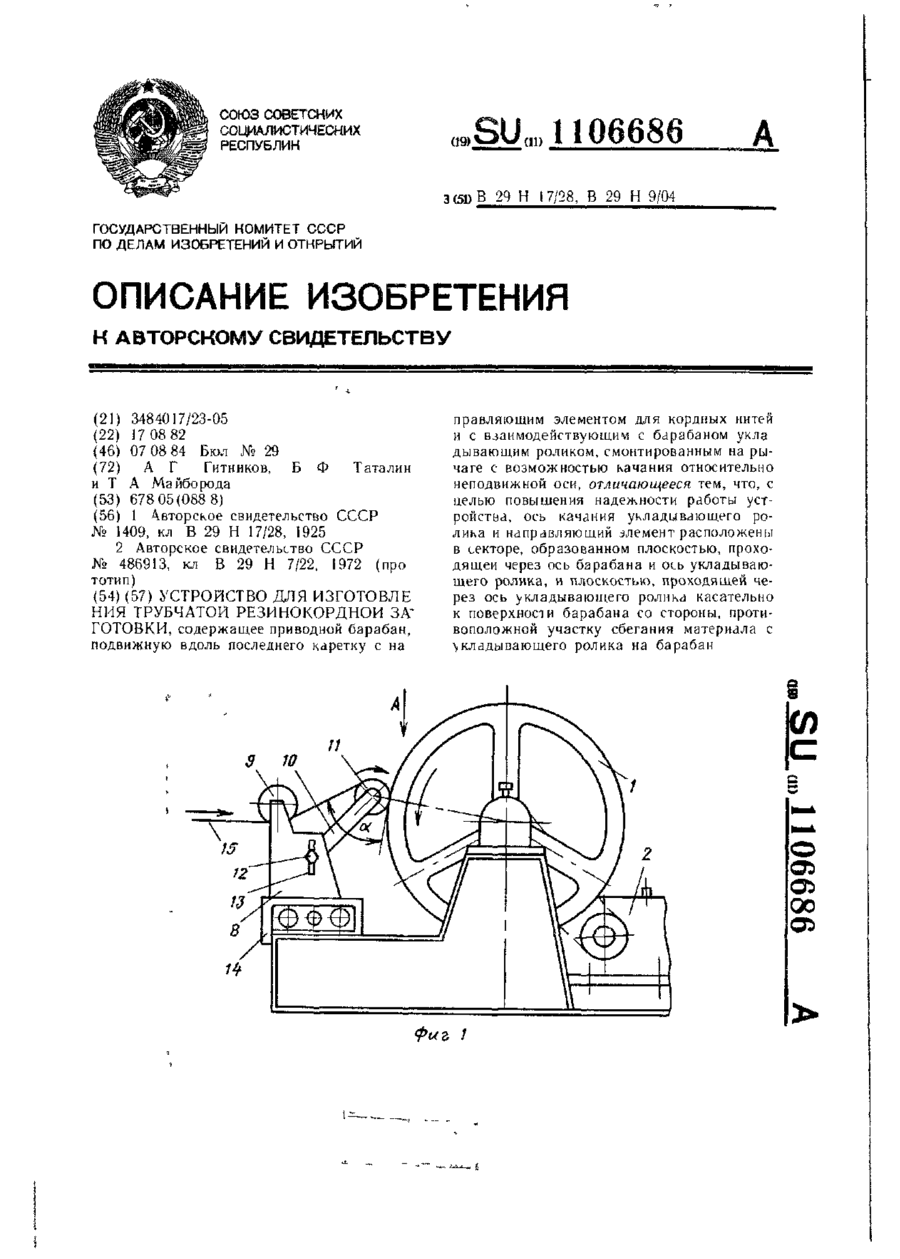
Устройство для изготовления трубчатой резинокордной заготовки, содержащее приводной барабан, подвижную вдоль последнего каретку с направляющим элементом для кордных нитей и с взаимодействующим с барабаном укладывающим роликом, смонтированным на рычаге с возможностью качания относительно неподвижной оси, отличающееся тем, что, с целью повышения надежности работы устройства, ось качания укладывающего ролика и направляющий элемент расположены...
Арматурна сітка для залізобетонних виробів та пристрій для її виготовлення
Номер патенту: 52
Опубліковано: 30.04.1993
Автори: Усков Андрій Миколайович, Гінзбург Володимир Григорович
Мітки: виготовлення, залізобетонних, арматурна, сітка, пристрій, виробів
Формула / Реферат:
1. Арматурная сетка для железобетонных изделий, включающая продольные и поперечные стержни, в последних из которых один конец каждого выполнен с отгибом, отличающаяся тем, что второй конец каждого поперечного стержня выполнен с отгибом в противоположную сторону первому, причем отгибы расположены под тупым углом к плоскости сетки, а отношение длин отгибов составляет 1:/3...5/.2. Устройство для изготовления арматурной сетки для...
Обладнання для термічного видалення задирок з виробів
Номер патенту: 657
Опубліковано: 15.12.1993
Автори: Пеньков Валерій Іванович, Крутіков Сергій Леонідович, Солов'євіч Валерій Валентинович
МПК: B23K 7/00
Мітки: видалення, виробів, обладнання, задирок, термічного
Формула / Реферат:
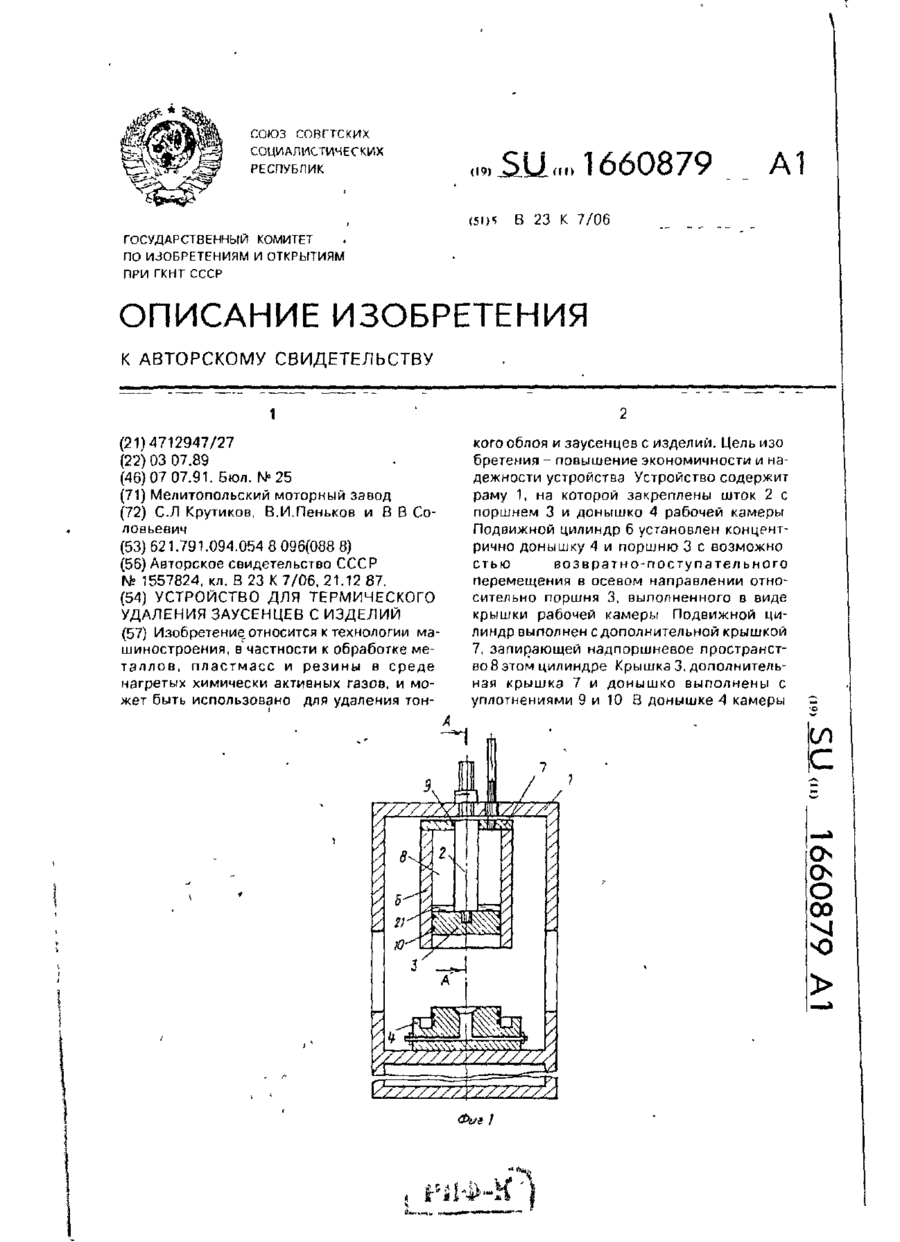
Формула изобретения1. Устройство для термического удаления заусенцев с изделий, содержащее неподвижную раму, выполненную с подвижным в осевом направлении цилиндром, рабочую камеру с впускным газовым клапаном и свечой зажигания, неподвижно установленные на раме концентрично цилиндру донышко для изделий и крышка, выполненные с уплотнениями на боковых поверхностях, наружные диаметры которых равны внутреннему диаметру цилиндра, и привод...
Обладнання для термічного видалення задирок з виробів
Номер патенту: 659
Опубліковано: 15.12.1993
Автори: Крутіков Сергій Леонідович, Горбань Віталій Михайлович, Пеньков Валерій Іванович
МПК: C21D 1/82
Мітки: задирок, термічного, обладнання, видалення, виробів
Формула / Реферат:
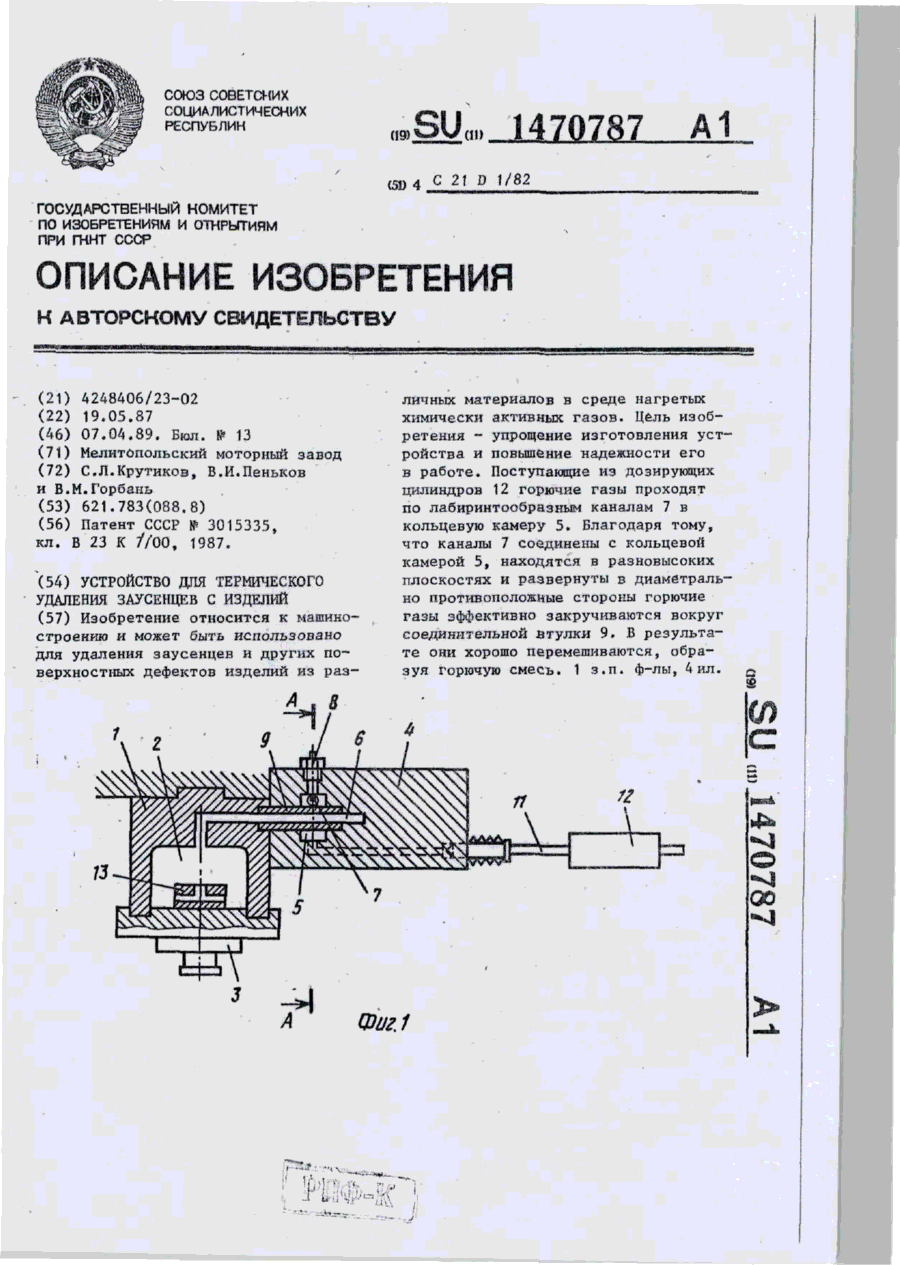
Формула изобретения1. Устройство для термического удаления заусенцев с изделий, содержащее корпус с камерой сгорания, соединительную втулку с наклонными отверстиями и газосмесителькый блок с кольцевой камерой и продольным и газоподводящими каналами для подвода газовой смеси в камеру сгорания, отличающееся тем, что с целью упрощения изготовления устройства и повышения надежности его работы, газоподводящие каналы соединены...
Стержень для армування бетону та спосіб його виготовлення
Номер патенту: 1688
Опубліковано: 25.10.1994
Автори: Авраменко Сонія Хабібулівна, Карпанова Валерія Євгенієвна, Семченко Віталій Антонович, Лобанов Юрій Павлович, Дроздова Валентина Іванівна, Недобор Любов Григоровна, Коканов Інокентій Іванович, Асланова Людмила Григоровна, Мучник Зоя Михайлівна
МПК: E04C 5/07
Мітки: виготовлення, стержень, армування, спосіб, бетону
Формула / Реферат:
1. Стержень для армирования бетона, выполненный из волокнистого наполнителя, скрепленного отвержденным полимерным связующим, отличающийся тем, что, с целью повышения его щелочестойкости, волокнистый наполнитель выполнен из пучка базальтовых нитей, а полимерное связующее образовано из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, мас.ч.:базальтовые нити ...
Попередній патент: Спосіб отримання кристалічної безводної 4,1-6-трихлор-4,1,6-тридеоксігалактосахарози
Наступний патент: Обладнання для одержання гранульованого добрива
Випадковий патент: Машина для контактного стикового зварювання труб