Спосіб виготовлення кільцевого волокнистого каркаса, зокрема для одержання виробів із композитного матеріалу
Номер патенту: 54502
Опубліковано: 17.03.2003
Автори: Куп Домінік, Лесерф Бернар, Олрі П'єр, Гурман Жан-Мішель
Формула / Реферат
1. Спосіб виготовлення кільцевого волокнистого каркаса шляхом закручування у гвинтову спіраль з плоскими витками волокнистого полотна у вигляді піддатливої до деформації стрічки, який відрізняється тим, що він включає такі операції, як утворення стрічки двома накладеними одна на одну основами, що мають один напрям волокнистих елементів, кожна з яких складається із паралельних один одному волокнистих елементів, причому напрям орієнтації двох основ утворює кути протилежних знаків з поздовжнім напрямом стрічки, а дві основи з'єднані одна з одною таким чином, що створюють здатні до деформації елементарні вічка, волокнисте полотно у вигляді стрічки закручують, деформуючи шляхом зміни геометрії елементарних вічок, для перетворення стрічки у гвинтову спіраль з плоскими витками, при цьому елементарні вічка деформуються із зміною свого радіального розміру з його збільшенням у напрямі внутрішнього діаметра витків, так що можуть бути зведені до мінімуму зміни маси одиниці площі від внутрішнього до зовнішнього діаметра витків, та накладають один на одний плоскі деформовані витки шляхом закручування полотна по спіралі таким чином, щоб одержати кільцевий волокнистий каркас.
2. Спосіб по пункту 1, який відрізняється тим, що напрями орієнтації двох основ стрічки утворюють з поздовжнім напрямом стрічки кути, однакові за абсолютною величиною.
3. Спосіб по будь-якому із пунктів 1 або 2, який відрізняється тим, що напрям орієнтації двох основ стрічки утворює з поздовжнім напрямом стрічки кути протилежних знаків абсолютної величини між 30° та 60°.
4. Спосіб по будь-якому із пунктів 1-3, який відрізняється тим, що напрям орієнтації двох основ стрічки утворює з поздовжнім напрямом стрічки кути , що дорівнюють +45° та -450.
5. Спосіб по будь-якому із пунктів 1-4, який відрізняється тим, що основи стрічки з'єднують одна з одною шляхом пров'язування.
6. Спосіб по пункту 5, який відрізняється тим, що основи стрічки з'єднують одна з одною шляхом пров'язування, причому пров'язувальна система утворює зигзаг на одній поверхні й петельний стовпчик на протилежній поверхні.
7. Спосіб по будь-якому із пунктів 1-4, який відрізняється тим, що основи стрічки з'єднують одна з одною шляхом зшивання.
8. Спосіб по будь-якому із пунктів 5-7, який відрізняється тим, що основи стрічки з'єднують одна з одною за допомогою нитки із матеріалу, який може бути знищений.
9. Спосіб по будь-якому із пунктів 1-4, який відрізняється тим, що основи стрічки з'єднують одна з одною за допомогою обробки голками.
10. Спосіб по будь-якому із пунктів 1-9, який відрізняється тим, що плоско накладені один на одного витки, утворені за допомогою закручування полотна по гвинтовій лінії, з'єднують один з одним.
11. Спосіб по пункту 10, який відрізняється тим, що з'єднання накладених один на одний витків виконують шляхом обробки голками.
12. Спосіб по пункту 11, який відрізняється тим, що обробку голками виконують у процесі закручування полотна по гвинтовій лінії.
13. Спосіб по будь-якому із пунктів 1-12, який відрізняється тим, що деформацію полотна у вигляді стрічки виконують шляхом пропускання між двома дисками обертання, між якими полотно утримується вздовж його поздовжніх кромок.
14. Спосіб по пункту 13, який відрізняється тим, що полотно затискують вздовж його поздовжніх кромок.
15. Спосіб по будь-якому із пунктів 1-12, який відрізняється тим, що деформацію полотна у вигляді стрічки виконують при контакті з принаймні одним вальцем у формі зрізаного конуса.
16. Спосіб по будь-якому із пунктів 1-15, який відрізняється тим, що полотно у вигляді піддатливої до деформації стрічки отримують шляхом поздовжнього розрізання стрічки більшої ширини.
Текст
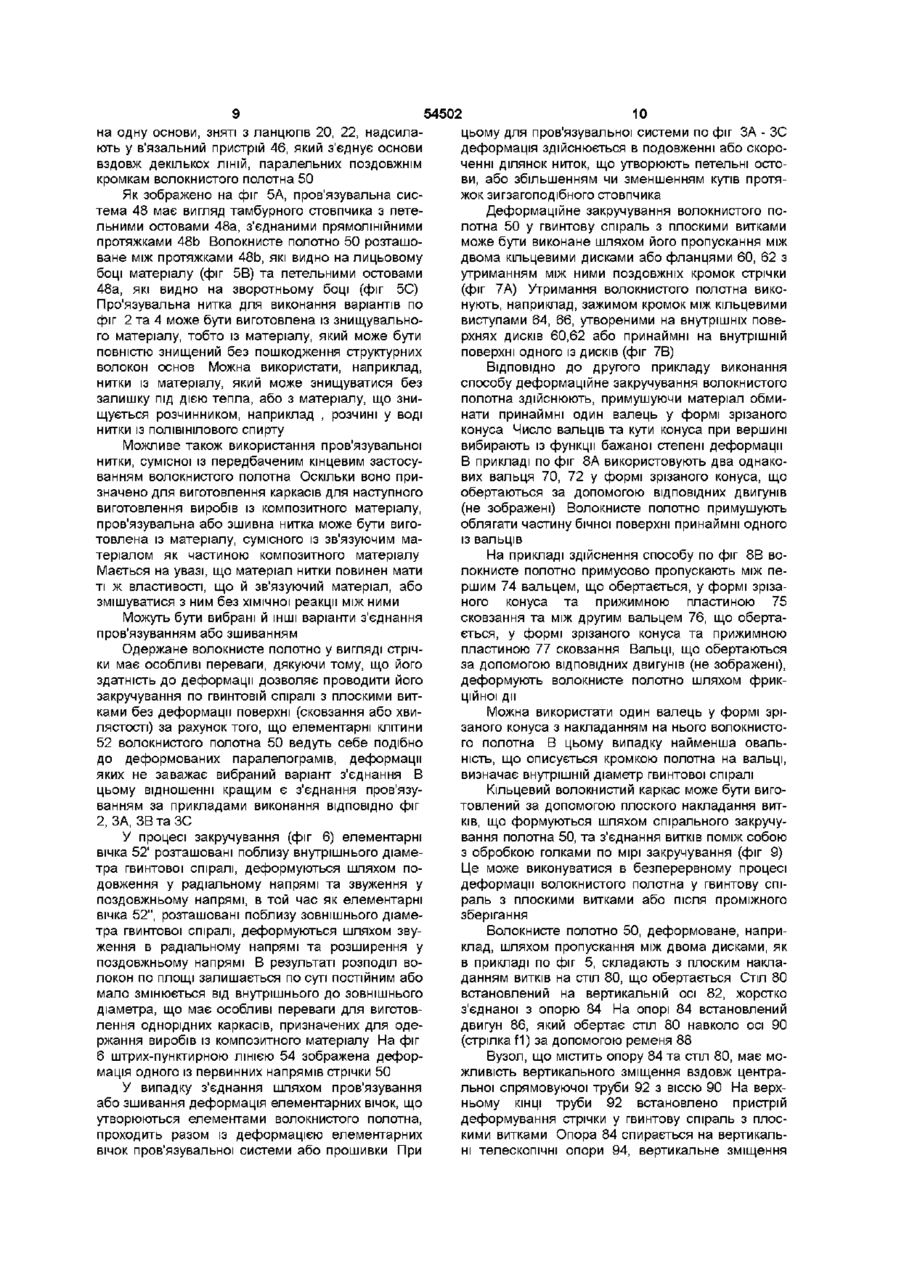
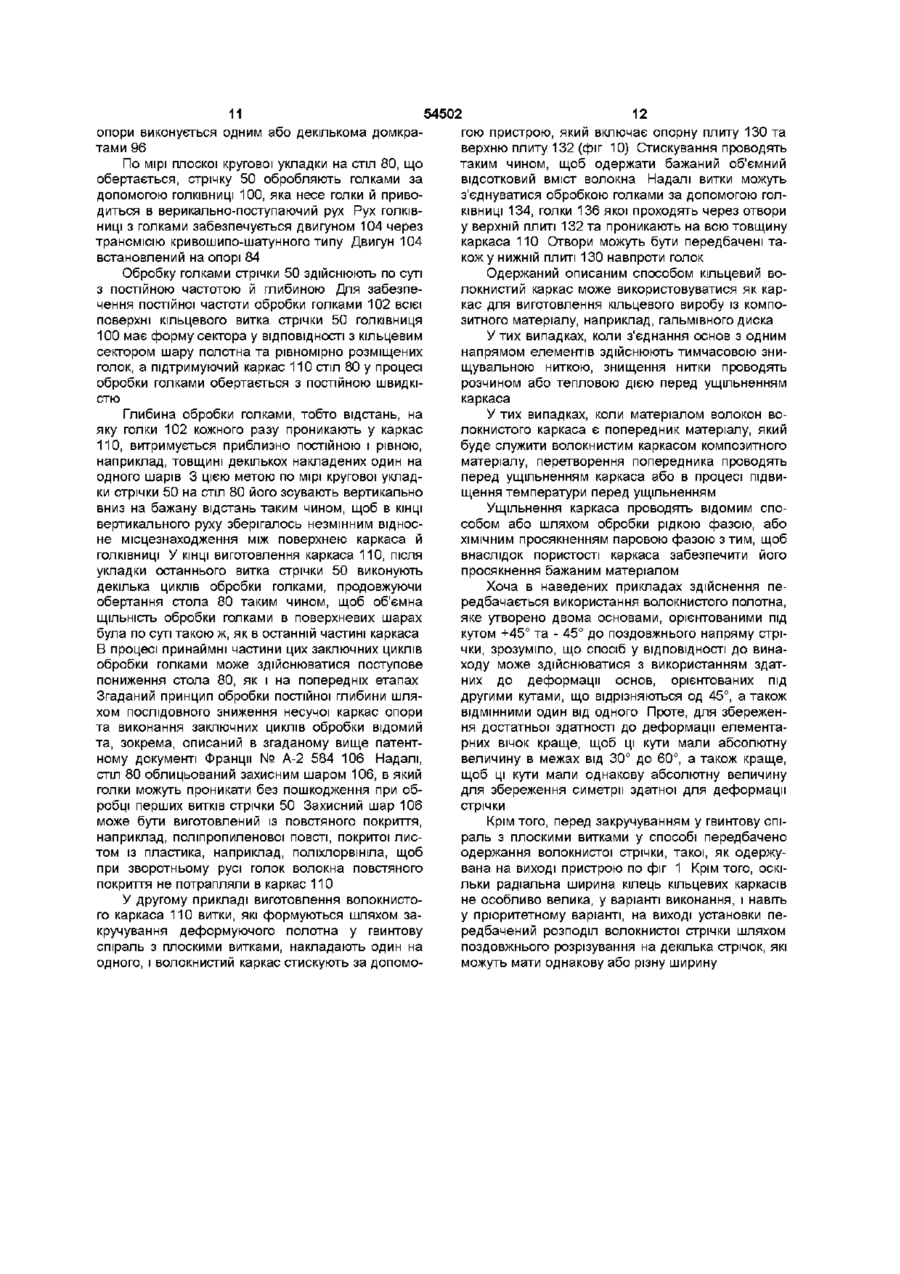
1 Спосіб виготовлення кільцевого волокнистого каркаса шляхом закручування у гвинтову спіраль з плоскими витками волокнистого полотна у вигляді піддатливої до деформації стрічки, який відрізняється тим, що він включає такі операції, як утворення стрічки двома накладеними одна на одну основами, що мають один напрям волокнистих елементів, кожна з яких складається із паралельних один одному волокнистих елементів, причому напрям орієнтації двох основ утворює кути протилежних знаків з поздовжнім напрямом стрічки, а дві основи з'єднані одна з одною таким чином, що створюють здатні до деформації елементарні вічка, волокнисте полотно у вигляді стрічки закручують, деформуючи шляхом зміни геометрії елементарних вічок, для перетворення стрічки у гвинтову спіраль з плоскими витками, при цьому елементарні вічка деформуються із зміною свого радіального розміру з його збільшенням у напрямі внутрішнього діаметра витків, так що можуть бути зведені до мінімуму зміни маси одиниці площі від внутрішнього до зовнішнього діаметра витків, та накладають один на один плоскі деформовані витки шляхом закручування полотна по спіралі таким чином, щоб одержати кільцевий волокнистий каркас 2 Спосіб по пункту 1, який відрізняється тим, що напрями орієнтації двох основ стрічки утворюють з поздовжнім напрямом стрічки кути, однакові за абсолютною величиною 3 Спосіб по будь-якому із пунктів 1 або 2, який відрізняється тим, що напрям орієнтації двох основ стрічки утворює з поздовжнім напрямом стрічки кути протилежних знаків абсолютної величини між 30° та 60° 4 Спосіб по будь-якому із пунктів 1-3, який відрізняється тим, що напрям орієнтації двох основ стрічки утворює з поздовжнім напрямом стрічки кути , що дорівнюють +45° та -45° 5 Спосіб по будь-якому із пунктів 1-4, який відрізняється тим, що основи стрічки з'єднують одна з одною шляхом пров'язування 6 Спосіб по пункту 5, який відрізняється тим, що основи стрічки з'єднують одна з одною шляхом пров'язування, причому пров'язувальна система утворює зигзаг на одній поверхні й петельний стовпчик на протилежній поверхні 7 Спосіб по будь-якому із пунктів 1-4, який відрізняється тим, що основи стрічки з'єднують одна з одною шляхом зшивання 8 Спосіб по будь-якому із пунктів 5-7, який відрізняється тим, що основи стрічки з'єднують одна з одною за допомогою нитки із матеріалу, який може бути знищений 9 Спосіб по будь-якому із пунктів 1-4, який відрізняється тим, що основи стрічки з'єднують одна з одною за допомогою обробки голками 10 Спосіб по будь-якому із пунктів 1-9, який відрізняється тим, що плоско накладені один на одного витки, утворені за допомогою закручування полотна по гвинтовій лінії, з'єднують один з одним 11 Спосіб по пункту 10, який відрізняється тим, що з'єднання накладених один на одний витків виконують шляхом обробки голками 12 Спосіб по пункту 11, який відрізняється тим, що обробку голками виконують у процесі закручування полотна по гвинтовій лінії 13 Спосіб по будь-якому із пунктів 1-12, який відрізняється тим, що деформацію полотна у вигляді стрічки виконують шляхом пропускання між двома дисками обертання, між якими полотно утримується вздовж його поздовжніх кромок 14 Спосіб по пункту 13, який відрізняється тим, що полотно затискують вздовж його поздовжніх кромок 15 Спосіб по будь-якому із пунктів 1-12, який відрізняється тим, що деформацію полотна у вигляді стрічки виконують при контакті з принаймні од о о ю ю З 54502 4 ним вальцем у формі зрізаного конуса 16 Спосіб по будь-якому із пунктів 1-15, який відрізняється тим, що полотно у вигляді піддатливої до деформації стрічки отримують шляхом поздовжнього розрізання стрічки більшої ширини Винахід належить до способу виготовлення кільцевих волокнистих виробів, зокрема каркасів, призначених для виготовлення кільцевих виробів із композитних матеріалів Частковою, але не єдиною галуззю застосування винаходу є виготовлення кільцевих каркасів фрикційних дисків гальм та зчеплення, виконаних із композитного матеріалу, особливо із вуглецьвуглецевого композитного матеріалу (звичайно позначається С/С) Кільцеві вироби із композитного матеріалу, такі як гальмівні або фрикційні диски, виготовляють із волокнистого каркаса, ущільненого за допомогою зв'язуючого матеріалу Для дисків із композитного матеріалу С/С каркас виготовляється із вуглецевого волокна або волокна із попередника вуглецю, тобто волокна, яке перетворюється в вуглецеве волокно шляхом термообробки після виготовлення каркаса Вихідним матеріалом для отримання вуглецевого волокна є, зокрема, попередньо окислений поліакрилонітрил (ПАН) Ущільнення каркаса може здійснюватися шляхом просякнення рідиною - попередником вуглецю, наприклад, смолою, та перетворення вихідного рідкого матеріалу термообробкою, або шляхом ХІМІЧНОГО просякнення паровою фазою чи нагріванням В останньому випадку каркас занурюють у рідкий вихідний зв'язуючий матеріал і нагрівають , наприклад, шляхом контакту із індуктивними ланцюгами або прямим приєднанням до індуктора таким чином, що вихідний матеріал випаровується в контакті з каркасом і може проникати в нього за рахунок пористості каркаса для формування зв'язуючого матеріалу гментів Сегменти вирізають із полотна з орієнтацією волокон у двох напрямах Втрати матеріалу при цьому менші, ніж при вирізанні цілих кілець, але залишаються значними Крім того, спосіб досить складний у реалізації та автоматизації, особливо із-за необхідності такого розміщення сегментів, щоб лінії стиків між сегментами шарів не накладалися один на одного У патентному документі Франції № А-2 584 107 описаний спосіб вирізання кільцевих каркасів із рулону, який формують шляхом намотування та одночасного зшивання стрічки полотна Спосіб досить простий при виконанні і дає незначні втрати волокнистого матеріалу Проте, ВІДПОВІДНО ДО фрикційних дисків та на відміну від інших описаних способів у даному випадку шари каркаса розташовуються перпендикулярно до робочих фрикційних поверхонь, що в деяких випадках не є оптимальним Другий відомий спосіб приготування волокнистих каркасів для кільцевих виробів із композитного матеріалу заключається в використанні стрічки полотна у формі гвинтової спіралі, плоско накрученої з накладанням витків один на одного Полотно може бути тканиною, утвореною спіральними нитками основи та радіальними уточними нитками Як описано в патентних документах Франції № А-2 490 687 та № А-2 643 656, полотну надають форму гвинтової спіралі шляхом подачі ниток основи за допомогою вальців у формі зрізаного конуса з роздільних бобін, установлених на снувальній рамі У виготовленому таким способом полотні відстань між радіальними уточними нитками збільшується по ширині гвинтової спіралі від внутрішнього діаметра до зовнішнього Для збереження однорідної структури полотна по всій ширині в згаданих вище документах пропонується вводити додаткові уточні нитки, що проходять лише частково по ширині полотна від зовнішнього діаметра Таке рішення пов'язане із значним подорожчанням виготовлення й викликає дефекти полотна Друге рішення, описане в патентному документі Франції № 95 14 000, заключається в збільшенні маси основи на одиниці площі спірального полотна від внутрішнього до зовнішнього діаметра для приблизної компенсації зменшення ЩІЛЬНОСТІ утка в загальній об'ємній ЩІЛЬНОСТІ каркаса Хоча цей спосіб не такий дорогий, як збільшення ЩІЛЬНОСТІ уточних ниток в напряму до зовнішнього діаметра, рішення залишається досить складним, так як вимагає використання ниток основи різних номерів та/або змінної маси одиниці площі поміж внутрішнім та ЗОВНІШНІМ діаметром Широко відомий спосіб виготовлення волокнистих каркасів для виробів із композитного матеріалу заключається в накладанні та зшиванні шарів або пластів волокнистого полотна з орієнтацією волокон у двох напрямах Волокнисте полотно може бути, наприклад, тканиною У відомих випадках тканина покрита мережею волокон, які можуть протягуватися голками крізь шари, що накладаються, і це особливо стосується тканин з неміцними волокнами, які важко зшиваються без розривів, зокрема, із вуглецевих волокон Такий спосіб описаний у патентних документах Франції № А2584106 та № А-2584109 ВІДПОВІДНО ДЛЯ виготовлення плоских та кругових каркасів Кільцевий каркас для диска може бути вирізаний із товстої пластини, утвореної накладеними один на одного та зшитими шарами Втрати матеріалу досягають при цьому 50% , що викликає дуже великі втрати при виготовленні каркасів із вуглецевого волокна або попередника вуглецю В європейській заявці № А-0 232 059 для зниження втрат пропонується виготовляти каркас шляхом накладання та зшивання кільцевих шарів , кожний із яких утворений набором із декількох се ВІДПОВІДНО ДО другого способу волокнисті каркаси для кільцевих виробів із композитного матеріалу, зокрема, для фрикційних дисків, виготовляють шляхом закручення по гвинтовій спіралі трубчастих плоско складених шнурів Трубчаті 54502 шнури можуть бути прямими, як описано у європейському патентному документі № А-0 528 336 При закручуванні по гвинтовій спіралі трубчасті шнури деформуються На стадії виготовлення шнура можуть добавлятися поздовжні нитки для поліпшення розмірної стабільності каркаса та компенсації змін поверхневої ЩІЛЬНОСТІ між внутрішнім та ЗОВНІШНІМ діаметром накрученого трубчастого шнура Використання накручених у гвинтову спіраль трубчастих шнурів пропонується також у європейській заявці № А-0 683 261 Рішення дозволяє розширити межі здатності до деформації трубчастих шнурів при їх закручуванні по гвинтовій спіралі Проте зміна поверхневої ЩІЛЬНОСТІ також вимагає компенсації шляхом добавки поздовжніх ниток або шляхом накладання деяких плоско складених шнурів малої ширини між внутрішнім та ЗОВНІШНІМ діаметром Згадані рішення роблять виготовлення каркасів відносно складним, а отже і дорогим, і в той же час не дають повного задовільного розв'язання проблеми змінної ЩІЛЬНОСТІ одиниці площі матеріалу Таким чином, задача, на розв'язання якої направлений винахід, є створення способу, який дозволяє виготовляти кільцеві каркаси для виробів із композитного матеріалу без суттєвих втрат матеріалу і з збереженням приблизно постійної ЩІЛЬНОСТІ на одиницю площі між внутрішнім та ЗОВНІШНІМ діаметром каркаса Другою задачею, яку розв'язує винахід, є створення способу, реалізація якого вимагає менших затрат порівняно з відомими способами рівня техніки при досягненні подібних результатів Поставлена задача розв'язана за рахунок того, що запропонований спосіб виготовлення кільцевого волокнистого каркаса шляхом закручення по гвинтовій спіралі з плоским витками волокнистого полотна у вигляді здатної до деформації стрічки, включає такі етапи - забезпечує одержання волокнистого полотна у вигляді здатної до деформації стрічки, утвореної двома накладеними одна на одну основами, кожна з яких складається із паралельних один одному волокнистих елементів, причому напрям орієнтації двох основ утворює кути протилежних знаків з поздовжнім напрямом стрічки, а дві основи з'єднують одну з одною таким чином, що утворюють здатні до деформації елементарні вічка, - волокнисте полотно у вигляді стрічки закручують при и деформації шляхом зміни геометрії елементарних вічок для перетворення стрічки у гвинтову спіраль з плоскими витками, при цьому елементарні вічка деформуються із зміною свого радіального розміру з його збільшенням у напряму внутрішнього діаметра витків, так що може бути зведена до мінімуму зміна маси одиниці площі від внутрішнього до зовнішнього діаметру витків, та - накладають один на одного плоскі деформовані витки шляхом закручення полотна по гвинтовій спіралі таким чином, щоб одержати кільцевий волокнистий каркас Переважно, напрям орієнтації двох основ утворює із поздовжніми напрямами стрічки кути протилежних знаків, що мають абсолютні величини, краще , між 30° та 60° з тим, щоб забезпечити 6 здатність елементарних вічок до деформації в поздовжньому та поперечному напрямах ВІДПОВІДНО до пріоритетного прикладу здійснення ці кути рівні +45° та - 45° З'єднання основ поміж собою виконують із збереженням можливості деформації елементарних вічок біля їх вершини, наприклад, шляхом зшивання або пров'язування за допомогою нитки, що проходить від однієї поверхні полотна до другої и поверхні, або ж за допомогою попередньої обробки голками чи локалізованої обробки голками Таке полотно має особливі переваги, так як його здатність до деформації дозволяє закручувати його по гвинтовій спіралі з плоскими витками без утворення потовщень або хвилястості поверхні та з приблизно рівномірним розподілом волокнистих елементів основ, що надає гвинтовій спіралі ЩІЛЬНІСТЬ поверхні, яка залишається в допустимих межах між внутрішнім та ЗОВНІШНІМ діаметром без необхідності компенсації Переваги має також варіант виконання, в якому плоско накладені один на одного витки з'єднують між собою З'єднання витків здійснюється, наприклад, обробкою голками Обробку голками можна виконувати після накручування і, в деяких випадках, ущільнення кільцевого каркаса або в процесі накручування Деформацію полотна у вигляді стрічки можна проводити шляхом його пропускання між двома дисками обертання з утриманням між дисками, наприклад, шляхом зжимання вздовж поздовжніх кромок полотна, або з застосуванням принаймні одного вальця у формі зрізаного конуса Таким чином, забезпечується можливість виготовлення кільцевого волокнистого каркаса без втрат волокнистого матеріалу і з збереженням невеликих змін ЩІЛЬНОСТІ волокна між внутрішнім та ЗОВНІШНІМ діаметром без введення додаткових елементів, як це було необхідно в способах рівня техніки, тобто набагато простішим способом Надалі винахід буде описаний більш детальніше на прикладах виконання із зносками на креслення, на яких Фіг 1 схематично зображує пристрій для виготовлення волокнистого полотна у формі деформованої стрічки для виконання способу у ВІДПОВІДНОСТІ до винаходу, Фіг 2, ЗА, ЗВ та ЗС ілюструють з'єднання шляхом пров'язування волокнистого полотна, яке може використовуватися для виконання способу у ВІДПОВІДНОСТІ до винаходу, Фіг 4, 5А та 5 С ілюструють другий приклад з'єднання шляхом пров'язування волокнистого полотна, яке може використовуватися для виконання способу у ВІДПОВІДНОСТІ до винаходу, Фіг 6 схематично зображує частковий вигляд, який ілюструє деформацію волокнистого полотна, виготовленого на обладнанні по фіг 1, при закручуванні у гвинтову спіраль з плоскими витками, Фіг 7А та 7В зображує у схематичному вигляді пристрій закручування волокнистого полотна у гвинтову спіраль при виконанні способу у ВІДПОВІДНОСТІ до винаходу, Фіг 8А та 8В зображує у схематичному вигляді два інших пристрої закручування волокнистого полотна у гвинтову спіраль при виконанні способу 54502 у ВІДПОВІДНОСТІ до винаходу, Фіг 9 зображує у схематичному вигляді варіант виконання способу виготовлення кільцевого волокнистого каркаса у ВІДПОВІДНОСТІ ДО винаходу, і Фіг 10 зображує у схематичному вигляді другий варіант виконання способу виготовлення кільцевого каркаса у ВІДПОВІДНОСТІ ДО винаходу Використане у способі по винаходу волокнисте полотно виготовляють шляхом накладання та з'єднання двох основ, кожна з яких утворена паралельними волокнистими елементами одного напряму Вказана основа може бути виготовлена відомим способом шляхом розкладки та формування із джгутів волокна або, як показано далі в опису, шляхом паралельної протяжки джгутів з різних бобін Варто відзначити, що спосіб виготовлення волокнистого волокна з основами, орієнтованими в декількох напрямах, із основ з одним напрямом джгутів волокна, що отримуються шляхом розкладки джгутів волокна, описаний у заявці Франції № 97 03 832 "Спосіб та машина для виготовлення полотна з основами, орієнтованими в декількох напрямах", поданої 28 03 97 Зміст заявки включений у даний опис ж зноска На фіг 1 у схематичному вигляді показаний пристрій, в який вводяться дві основи 10, 12 з одним напрямом джгутів волокна і який виготовляє волокнисте полотно у вигляді стрічки шляхом накладання двох основ, що утворюють кути протилежних знаків до поздовжньої осі стрічки В зображеному прикладі ці кути складають +45°та-45° Основи 10, 12 з одним напрямом джгутів волокна напряму виготовляють із волокон матеріалу, вибраних у ВІДПОВІДНОСТІ з передбачуваним використанням волокнистого каркаса у вигляді стрічки Це можуть бути органічні або мінеральні волокна, наприклад, вуглецеві або керамічні волокна або волокна із попередника вуглецю або кераміки Волокна двох основ можуть бути різними по природі Можливе навіть використання волокна будь-якого характеру в кожній основі Стрічку формують шляхом подачі послідовних ділянок основи 10 під кутом + 45° до поздовжнього напряму стрічки, яку виготовляють, із суміжним розташуванням ділянок Кожна ділянка подається на довжину від однієї до другої поздовжньої кромки стрічки Таким же чином ПОСЛІДОВНІ ДІЛЯНКИ ОСНОВИ 12 подають під кутом -45° до поздовжнього напряму стрічки, що виготовляють, із суміжним розташуванням ділянок, при цьому ділянки основи 12 розташовані поверх ділянок основи 10 У приведеному прикладі здійснюються елементи 11, 12, що утворюють кожну основу, натягнуті між двома нескінченними ланцюгами 20, 22 з клинами, що синхронно рухаються КІНЦІ ОСНОВ 10,12 направляються каретками 14,16, які знімають елементи з ВІДПОВІДНИХ бобін (не вказані) і здійснюють звортньо-поступальний рух між поздовжніми кромками стрічки, яку виготовляють На кожному КІНЦІ шляху кареток основи зміщуються навколо клинів ланцюга з переходом на наступні клини Керування просуванням ланцюгів з кпинами здійснюється безперервно або циклічно в координації з 8 подачею основ таким чином, щоб наступні ділянки основ прилягали одна до одної Установка такого типу відома, наприклад, із патента США № А-4 677 831, так що не потребує детальнішого її опису Виготовлена шляхом накладання основ 10, 12 стрічка знімається з ланцюгів 20, 22 з клинами на виході верхньої гілки конвеєра і надходить у пристрій ЗО з'єднання В приведеному прикладі виконання з'єднання виконують зшиванням за допомогою голчастого бруска 32, який проходить по всій ширині стрічки, що виготовляється, яка проходить над перфорованою пластиною 34 з отворами, розташованими перпендикулярно голкам голчастого бруска 32 Розподіл ГОЛОК на голчастому бруску 32 підбирається таким чином, щоб забезпечити локалізоване зшивання так, що з'єднання основ утворює елементарні вічка, здатні до деформації, наприклад, по типу паралелограмів З'єднання основ надає волокнистому полотну у вигляді одержаної стрічки 50 достатнє зчеплення для того, щоб її можна було намотувати для зберігання на барабан 38, який приводиться двигуном 40 синхронно ланцюгам 20,22 з кпинами Між пристроєм ЗО з'єднання та барабаном кромки стрічки 50 обрізають за допомогою рухомих дискових ножиць 36а, 36Ь На фіг 2, ЗА та ЗВ показаний кращий варіант виконання з'єднання основ ВІДПОВІДНО ДО ЦЬОГО варіанта з'єднання здійснюють не зшиванням, а пров'язуванням Накладені одна на одну основи, зняті з ланцюгів 20, 22 з клинами, подають у в'язальний пристрій 42, який здійснює пров'язування, тобто переплетіння на двох рівнях за допомогою нитки, що проходить від однієї до другої поверхні волокнистого полотна 50 (фіг 2) На фіг ЗА детально показана використана пров'язувальна система 44, в той час як на фіг ЗВ та ЗС зображені лицьовий та зворотний бік волокнистого полотна 50, з'єднаного пров'язуванням Як видно на фіг ЗА, в'язальна система утворює переплетені остови 44а, які витягнуті у поздовжньому напрямі волокнистого полотна 50 й утворюють велику КІЛЬКІСТЬ паралельних петельних стовпчиків, та V-подібних або зигзагоподібних протяжок 44Ь, з'єднуючих петельні остови між сусідніми рядами Волокнисте полотно 50 знаходиться між протяжками 44Ь, на лицьовому боці (фіг ЗВ) та петельними остовами 44а на зворотньому боці (фіг ЗС), що надає пров'язувальній системі вид зигзагоподібного стовпчика на одному боці та тамбурного стовпчика на другому боці Пров'язувальна система охоплює велику КІЛЬКІСТЬ НИТОК кожної основи у ВІДПОВІДНОСТІ з вибраним голчатим кроком Точки переплетіння між зигзагоподібними протяжками 44Ь та остовами 44а, такі ж як точки А, В, С, D на фіг ЗВ та ЗС, визначають вершини здатних до деформації елементарних вічок У даному випадку це означає, що здатними до деформації є як елементарні вічка, утворені пров'язувальною системою, так і елементарні вічка, що визначаються точками перетину між джгутами основ та утворюючими здатні до деформації паралелограми На фіг 4 зображений другий приклад виконання, ВІДПОВІДНО до якого з'єднання між основами також виконують пров'язуванням Накладені одна 54502 на одну основи, зняті з ланцюгів 20, 22, надсилають у в'язальний пристрій 46, який з'єднує основи вздовж декількох ЛІНІЙ, паралельних поздовжнім кромкам волокнистого полотна 50 Як зображено на фіг 5А, пров'язувальна система 48 має вигляд тамбурного стовпчика з петельними остовами 48а, з'єднаними прямолінійними протяжками 48Ь Волокнисте полотно 50 розташоване між протяжками 48Ь, які видно на лицьовому боці матеріалу (фіг 5В) та петельними остовами 48а, які видно на зворотньому боці (фіг 5С) Про'язувальна нитка для виконання варіантів по фіг 2 та 4 може бути виготовлена із знищувального матеріалу, тобто із матеріалу, який може бути повністю знищений без пошкодження структурних волокон основ Можна використати, наприклад, нитки із матеріалу, який може знищуватися без залишку під дією тепла, або з матеріалу, що знищується розчинником, наприклад , розчині у воді нитки із ПОЛІВІНІЛОВОГО спирту Можливе також використання пров'язувальної нитки, сумісної із передбаченим кінцевим застосуванням волокнистого полотна Оскільки воно призначено для виготовлення каркасів для наступного виготовлення виробів із композитного матеріалу, пров'язувальна або зшивна нитка може бути виготовлена із матеріалу, сумісного із зв'язуючим матеріалом як частиною композитного матеріалу Мається на увазі, що матеріал нитки повинен мати ті ж властивості, що й зв'язуючий матеріал, або змішуватися з ним без хімічної реакції між ними Можуть бути вибрані й ІНШІ варіанти з'єднання пров'язуванням або зшиванням Одержане волокнисте полотно у вигляді стрічки має особливі переваги, дякуючи тому, що його здатність до деформації дозволяє проводити його закручування по гвинтовій спіралі з плоскими витками без деформації поверхні (сковзання або хвилястості) за рахунок того, що елементарні клітини 52 волокнистого полотна 50 ведуть себе подібно до деформованих паралелограмів, деформації яких не заважає вибраний варіант з'єднання В цьому відношенні кращим є з'єднання пров'язуванням за прикладами виконання ВІДПОВІДНО фіг 2, ЗА, ЗВтаЗС У процесі закручування (фіг 6) елементарні вічка 52' розташовані поблизу внутрішнього діаметра гвинтової спіралі, деформуються шляхом подовження у радіальному напрямі та звуження у поздовжньому напрямі, в той час як елементарні вічка 52", розташовані поблизу зовнішнього діаметра гвинтової спіралі, деформуються шляхом звуження в радіальному напрямі та розширення у поздовжньому напрямі В результаті розподіл волокон по площі залишається по суті постійним або мало змінюється від внутрішнього до зовнішнього діаметра, що має особливі переваги для виготовлення однорідних каркасів, призначених для одержання виробів із композитного матеріалу На фіг 6 штрих-пунктирною ЛІНІЄЮ 54 зображена деформація одного із первинних напрямів стрічки 50 У випадку з'єднання шляхом пров'язування або зшивання деформація елементарних вічок, що утворюються елементами волокнистого полотна, проходить разом із деформацією елементарних вічок пров'язувальної системи або прошивки При 10 цьому для пров'язувальної системи по фіг ЗА - ЗС деформація здійснюється в подовженні або скороченні ділянок ниток, що утворюють петельні остови, або збільшенням чи зменшенням кутів протяжок зигзагоподібного стовпчика Деформаційне закручування волокнистого полотна 50 у гвинтову спіраль з плоскими витками може бути виконане шляхом його пропускання між двома кільцевими дисками або фланцями 60, 62 з утриманням між ними поздовжніх кромок стрічки (фіг 7А) Утримання волокнистого полотна виконують, наприклад, зажимом кромок між кільцевими виступами 64, 66, утвореними на внутрішніх поверхнях дисків 60,62 або принаймні на внутрішній поверхні одного із дисків (фіг 7В) ВІДПОВІДНО ДО другого прикладу виконання способу деформаційне закручування волокнистого полотна здійснюють, примушуючи матеріал обминати принаймні один валець у формі зрізаного конуса Число вальців та кути конуса при вершині вибирають із функції бажаної степені деформації В прикладі по фіг 8А використовують два однакових вальця 70, 72 у формі зрізаного конуса, що обертаються за допомогою ВІДПОВІДНИХ двигунів (не зображені) Волокнисте полотно примушують облягати частину бічної поверхні принаймні одного із вальців На прикладі здійснення способу по фіг 8В волокнисте полотно примусово пропускають між першим 74 вальцем, що обертається, у формі зрізаного конуса та прижимною пластиною 75 сковзання та між другим вальцем 76, що обертається, у формі зрізаного конуса та прижимною пластиною 77 сковзання Вальці, що обертаються за допомогою ВІДПОВІДНИХ двигунів (не зображені), деформують волокнисте полотно шляхом фрикційної дії Можна використати один валець у формі зрізаного конуса з накладанням на нього волокнистого полотна В цьому випадку найменша овальність, що описується кромкою полотна на вальці, визначає внутрішній діаметр гвинтової спіралі Кільцевий волокнистий каркас може бути виготовлений за допомогою плоского накладання витків, що формуються шляхом спірального закручування полотна 50, та з'єднання витків поміж собою з обробкою голками по мірі закручування (фіг 9) Це може виконуватися в безперервному процесі деформації волокнистого полотна у гвинтову спіраль з плоскими витками або після проміжного зберігання Волокнисте полотно 50, деформоване, наприклад, шляхом пропускання між двома дисками, як в прикладі по фіг 5, складають з плоским накладанням витків на стіл 80, що обертається Стіл 80 встановлений на вертикальній осі 82, жорстко з'єднаної з опорю 84 На опорі 84 встановлений двигун 86, який обертає стіл 80 навколо осі 90 (стрілка f1) за допомогою ременя 88 Вузол, що містить опору 84 та стіл 80, має можливість вертикального зміщення вздовж центральної спрямовуючої труби 92 з віссю 90 На верхньому КІНЦІ труби 92 встановлено пристрій деформування стрічки у гвинтову спіраль з плоскими витками Опора 84 спирається на вертикальні телескопічні опори 94, вертикальне зміщення 54502 12 11 опори виконується одним або декількома домкрагою пристрою, який включає опорну плиту 130 та тами 96 верхню плиту 132 (фіг 10) Стискування проводять таким чином, щоб одержати бажаний об'ємний По мірі плоскої кругової укладки на стіл 80, що відсотковий вміст волокна Надалі витки можуть обертається, стрічку 50 обробляють голками за з'єднуватися обробкою голками за допомогою ГОЛдопомогою ГОЛКІВНИЦІ 100, яка несе голки й привоКІВНИЦІ 134, голки 136 якої проходять через отвори диться в верикально-поступаючий рух Рух ГОЛКІВу верхній плиті 132 та проникають на всю товщину НИЦІ з голками забезпечується двигуном 104 через каркаса 110 Отвори можуть бути передбачені татрансмісію кривошипо-шатунного типу Двигун 104 кож у нижній плиті 130 навпроти голок встановлений на опорі 84 Обробку голками стрічки 50 здійснюють по суті Одержаний описаним способом кільцевий воз постійною частотою й глибиною Для забезпелокнистий каркас може використовуватися як карчення постійної частоти обробки голками 102 всієї кас для виготовлення кільцевого виробу із компоповерхні кільцевого витка стрічки 50 голківниця зитного матеріалу, наприклад, гальмівного диска 100 має форму сектора у ВІДПОВІДНОСТІ З кільцевим Утих випадках, коли з'єднання основ з одним сектором шару полотна та рівномірно розміщених напрямом елементів здійснюють тимчасовою зниголок, а підтримуючий каркас 110 стіл 80 у процесі щувальною ниткою, знищення нитки проводять обробки голками обертається з постійною швидкірозчином або тепловою дією перед ущільненням стю каркаса Глибина обробки голками, тобто відстань, на У тих випадках, коли матеріалом волокон вояку голки 102 кожного разу проникають у каркас локнистого каркаса є попередник матеріалу, який 110, витримується приблизно постійною і рівною, буде служити волокнистим каркасом композитного наприклад, товщині декількох накладених один на матеріалу, перетворення попередника проводять одного шарів 3 цією метою по мірі кругової укладперед ущільненням каркаса або в процесі підвики стрічки 50 на стіл 80 його зсувають вертикально щення температури перед ущільненням вниз на бажану відстань таким чином, щоб в КІНЦІ Ущільнення каркаса проводять відомим сповертикального руху зберігалось незмінним відноссобом або шляхом обробки рідкою фазою, або не місцезнаходження між поверхнею каркаса й ХІМІЧНИМ просякненням паровою фазою з тим, щоб ГОЛКІВНИЦІ У КІНЦІ виготовлення каркаса 110, після внаслідок пористості каркаса забезпечити його укладки останнього витка стрічки 50 виконують просякнення бажаним матеріалом декілька циклів обробки голками, продовжуючи Хоча в наведених прикладах здійснення пеобертання стола 80 таким чином, щоб об'ємна редбачається використання волокнистого полотна, ЩІЛЬНІСТЬ обробки голками в поверхневих шарах яке утворено двома основами, орієнтованими під була по суті такою ж, як в останній частині каркаса кутом +45° та - 45° до поздовжнього напряму стріВ процесі принаймні частини цих заключних циклів чки, зрозуміло, що спосіб у ВІДПОВІДНОСТІ до винаобробки голками може здійснюватися поступове ходу може здійснюватися з використанням здатпониження стола 80, як і на попередніх етапах них до деформації основ, орієнтованих під Згаданий принцип обробки постійної глибини шлядругими кутами, що відрізняються од 45°, а також хом послідовного зниження несучої каркас опори ВІДМІННИМИ один від одного Проте, для збережента виконання заключних циклів обробки відомий ня достатньої здатності до деформації елементата, зокрема, описаний в згаданому вище патентрних вічок краще, щоб ці кути мали абсолютну ному документі Франції № А-2 584 106 Надалі, величину в межах від 30° до 60°, а також краще, стіл 80 облицьований захисним шаром 106, в який щоб ці кути мали однакову абсолютну величину голки можуть проникати без пошкодження при обдля збереження симетрії здатної для деформації робці перших витків стрічки 50 Захисний шар 106 стрічки може бути виготовлений із повстяного покриття, Крім того, перед закручуванням у гвинтову спінаприклад, поліпропиленової повсті, покритої лисраль з плоскими витками у способі передбачено том із пластика, наприклад, поліхлорвшіла, щоб одержання волокнистої стрічки, такої, як одержупри зворотньому русі голок волокна повстяного вана на виході пристрою по фіг 1 Крім того, оскіпокриття не потрапляли в каркас 110 льки радіальна ширина кілець кільцевих каркасів не особливо велика, у варіанті виконання, і навіть У другому прикладі виготовлення волокнистоу пріоритетному варіанті, на виході установки пего каркаса 110 витки, які формуються шляхом заредбачений розподіл волокнистої стрічки шляхом кручування деформуючого полотна у гвинтову поздовжнього розрізування на декілька стрічок, які спіраль з плоскими витками, накладають один на можуть мати однакову або різну ширину одного, і волокнистий каркас стискують за допомо 13 54502 14 15 16 Фіг.4 54502 17 50 . Фіг.5а Фіг.5в Фіг.бс 18 19 20 54502 50 Фіг.7а .62 ( 5 0 С Фіг.7в 21 54502 22 23 24 54502 Фіг.9 134 136 110' _ —I— — _ Фіг.10 Підписано до друку 03 04 2003 р 130 Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing ring-shaped fibrous structures, in particular, for making articles of composite material
Автори англійськоюCoupe Dominique
Назва патенту російськоюСпособ изготовления кольцевых волокнистых каркасов, в частности, для получения изделий из композитного материала
Автори російськоюКуп Доминик
МПК / Мітки
МПК: F16D 69/02, D04H 3/02
Мітки: волокнистого, кільцевого, каркаса, одержання, виготовлення, спосіб, зокрема, композитного, виробів, матеріалу
Код посилання
<a href="https://ua.patents.su/12-54502-sposib-vigotovlennya-kilcevogo-voloknistogo-karkasa-zokrema-dlya-oderzhannya-virobiv-iz-kompozitnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кільцевого волокнистого каркаса, зокрема для одержання виробів із композитного матеріалу</a>
Спосіб виготовлення волокнистого матеріалу

Номер патенту: 33176
Опубліковано: 16.12.2002
Автори: Ночвай Поліна Григорівна, Петровська Людмила Володимирівна, Михайленко Валентина Вікторівна, Гура Павло Павлович, Піддубний Петро Васильович, Мороз Іван Кузьмович, Тищенко Володимир Володимирович
МПК: D21H 23/00
Мітки: матеріалу, виготовлення, спосіб, волокнистого
Формула / Реферат:
1. Спосіб виготовлення волокнистого матеріалу, який включає підготовку волокнистої суспензії, відливання, пресування і сушіння паперового полотна, нанесення на його поверхню проклеювальної речовини, який відрізняється тим, що проклеювальну речовину наносять на поверхню паперового полотна з вологоміцністю не менше 8%.2. Спосіб за п. 1, який відрізняється тим, що у волокнисту масу і/або в паперове полотно вводять коагулянт.З....
Спосіб одержання волокнистого матеріалу
Номер патенту: 45748
Опубліковано: 15.04.2002
Автори: Пахаренко Валерій Олександрович, Савченко Богдан Михайлович
МПК: D01F 6/88
Мітки: спосіб, волокнистого, одержання, матеріалу
Формула / Реферат:
1. Спосіб одержання волокнистого матеріалу, що передбачає пластикацію та формування суміші двох полімерів, один з яких є волокноутворюючим, через плоскощілинну фільєру, здійснення фільєрної витяжки з прийманням в охолодженій рідині із подальшим термоорієнтаційним витягуванням, який відрізняється тим, що як другий полімер обрано також волокноутворюючий полімер, а після термоорієнтаційного витягування здійснюють механічне...
Спосіб одержання вуглецевого волокнистого матеріалу
Номер патенту: 1973
Опубліковано: 20.12.1994
Автори: Гордієнко Валерій Пантелеймонович, Романкевич Олег Володимирович, Коваленко Раїса Власівна, Плигань Олена Петрівна, Мірошниченко Ігор Константинович
МПК: D06M 10/00, D06M 101/18, D04H 1/54, D01F 9/14
Мітки: матеріалу, волокнистого, вуглецевого, спосіб, одержання
Формула / Реферат:
Способ получения углеродного волокнистого материала, включающий формирование прочесанного холста из карбоцепного волокна, его скрепление, окисление и последующую карбонизацию, отличающийся тем, что скрепление холста из полиэтиленового волокна осуществляют двухстадийным облучением ускоренными электронами, причем на первой стадии обработку проводят при 60-80°С до поглощенной дозы 0,75-1,0 МГр, а на второй - при 110-130°С до поглощенной дозы...
Спосіб виготовлення теплоізоляційних блоків із вогнетривкого волокнистого матеріалу
Номер патенту: 29445
Опубліковано: 15.11.2000
Автори: Дергапуцька Лариса Олександрівна, Мартиненко Валерій Владленович, Серова Людмила Володимирівна
МПК: F27D 1/16, C04B 35/645, C04B 35/80
Мітки: волокнистого, вогнетривкого, теплоізоляційних, спосіб, блоків, матеріалу, виготовлення
Текст:
...плотности, теплопроводности и повышение термостабильности с сохранением прочности, вследствие чего упрощается сам способ изготовления, т.к. исключает применение связующего, приготовление гидромассы и сушку изделий, а также снижается материалоемкость тепловых агрегатов (замена плотных огнеупоров на легковесные волокнистые). C2 ______________________________ 29445 чем температура применения волокна. Этот способ можно осуществлять и на...
Установка для безперевного виготовлення і обробки полотна з волокнистого матеріалу

Номер патенту: 6314
Опубліковано: 29.12.1994
Автори: Ернст Брінкманн, Рольф Мунд
МПК: B29C 43/22
Мітки: безперевного, полотна, волокнистого, виготовлення, обробки, установка, матеріалу
Формула / Реферат:
1. Установка для непрерывного изготовления и отделки листового полотна из волокнистого материала, включающая обогреваемое прессующее устройство в виде непрерывно действующего двухленточного отделочного пресса с рабочими поверхностями, образующими зазор для прессования полотна из слой-ковра, содержащего по меньшей мере смешанные с одним связующим средством стружки, волокна или другие частички, содержащие лигноцеллюлозу и/или целлюлозу,...
Попередній патент: Носій даних для безконтактного прийому даних і енергії та спосіб його експлуатації
Наступний патент: Спосіб визначення витрати робочої речовини в тракті газотурбінної установки за складом вихлопних газів при діагностичних випробуваннях
Випадковий патент: Спосіб ведення виноградного куща