Установка для безперевного виготовлення і обробки полотна з волокнистого матеріалу

Формула / Реферат
1. Установка для непрерывного изготовления и отделки листового полотна из волокнистого материала, включающая обогреваемое прессующее устройство в виде непрерывно действующего двухленточного отделочного пресса с рабочими поверхностями, образующими зазор для прессования полотна из слой-ковра, содержащего по меньшей мере смешанные с одним связующим средством стружки, волокна или другие частички, содержащие лигноцеллюлозу и/или целлюлозу, средство в виде вальцов для нанесения по меньшей мере одностороннего покрытия на полотно и приспособление для тиснения и/или профилирования, отличающаяся тем, что, с целью экономичности работы установки, вальцы средства для нанесения по меньшей мере одностороннего покрытия на полотно из слой-ковра установлены с возможностью контакта своими рабочими поверхностями с рабочей поверхностью обогреваемого прессующего устройства непосредственно перед входом в зазор для прессования.
2. Установка по п. 1, отличающаяся тем, что приспособление для тиснения и/или профилирования представляет собой ленту двухленточного отделочного пресса.
3. Установка по п. 1, отличающаяся тем, что приспособление для тиснения и/или профилирования образовано одной профилированной лентой, охватывающей подающие ролики со стороны входа в пресс и отводящие ролики со стороны выхода из пресса.
4. Установка по п. 1, отличающаяся тем, что средство для нанесения покрытия смонтировано с возможностью возвратно-поступательного перемещения в направлении перемещения лент отделочного пресса.
Текст
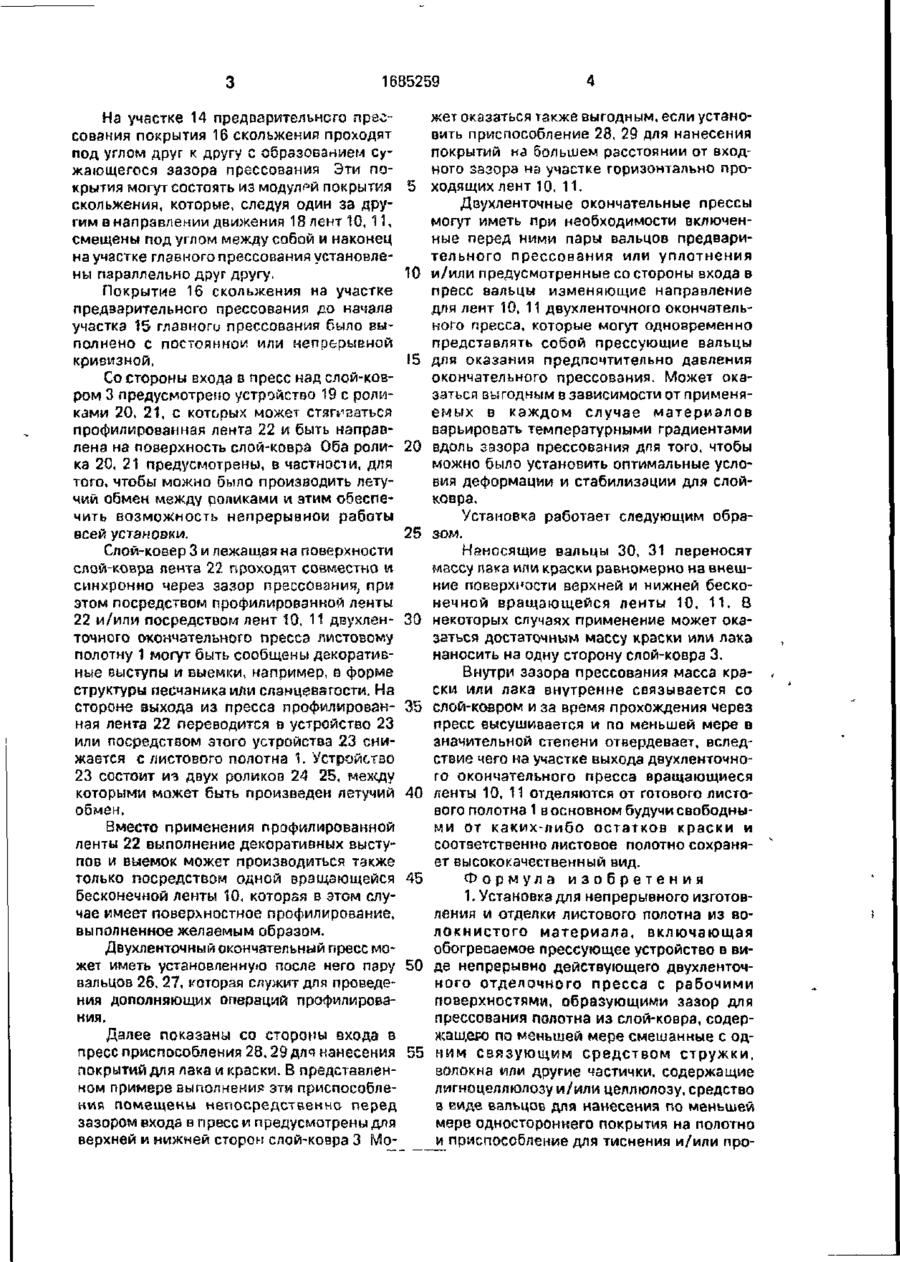
Изобретение относится к целлюлознобумажной промышленности, в частности к установам для непрерывного ияготс&пениз и отделки листового полотна из волокнистого материала. Цель изобретения - экономичность работы установки. Наносящие вальцы переносят массу лака или краски равномерно на внешние поверхности верхней и нижней бесконечных вращающихся лент. Внутри зазора прессования мзссэ краски или лака внутренне СБЯзьшается со слоем-ковром, за время прохождения через пресс высушивается и по меньшей мере в значительной степени отвердевает, вследствие чего на ^участке выхода двухленточного окончательного пресса вращающиеся ленты отделяются от готового листового полотна. 3 З.П.ф-ЛЫ, 1 ИЛ. ющий плоский орган 7 движется к зазору 8 двухленточного пресса 9, Кроме того, установка содержит верхнюю бесконечную вращающуюся ленту 10, а также нижнюю бесконечную вращающуюся ленту 11, между которыми слой-ковер 3 движется в направлении стрелки б и во время процесса прохождения подвергается операциям предварительного и основного прессования, а также калибровки. На противоположной от слой-ковра 3 стороне 12 лент 10 и 11 по всему участку 13 прессования, который состоит из участка 14 предварительного прессования «участка 15 главного прессования, а также калибровки, прилегает слой покрытий 16 скольжения, который, например, может быть из резины, навулканизированной на опору 17 на участке 13 прессования. 1685259 На участке 14 предварительного прессования покрытия 16 скольжения проходят под углом друг к другу с образованием Сужающегося зазора прессования Эти покрытия могут состоять из модулей покрытия 5 скольжения, которые, следуя один за другим внапрзвлении движения 18 лент 10,11, смещены под углом между собой и наконец на участке главного прессования установлены параллельно друг другу. 10 Покрытие 16 скольжения на участке предварительного прессования до начала участка 15 главного прессования было выполнено с постоянное или непрерывной кривизной. 15 Со стороны входа а пресс над слой-ковром 3 предусмотрено устройство 19 с роликами 20, 21, с которых может стяг^азться профилированная лента 22 и быть направлена на поверхность слой-ковра Оба роли- 20 ка 20, 21 предусмотрены, в частности, для того, чтобы можно было производить летучий обмен между роликами и этим обеспечить возможность непрерывной работы всей установки. 25 Слой-ковер 3 и лежащая на поверхности слой-ковра лента 22 проходят совместно и синхронно через зазор прессования^ при этом посредством профилированной ленты 22 и/или посредством лент 10, 11 двухлен- 30 точного окончательного пресса листовому полотну 1 могут быть сообщены декоративные выступы и выемки, например, в форме структуры песчаника или сланцеватости. На стороне выхода из пресса профилирован- 35 ная лента 22 переводится в устройство 23 или посредством этого устройства 23 снижается с листового полотна 1. Устройство 23 состоит из двух роликов 24 25, между которыми может быть произведен летучий 40 обмен. Вместо применения профилированной ленты 22 выполнение декоративных выступов и выемок может производиться также только посредством одной вращающейся 45 бесконечной ленты 10, которая в этом случае имеет поверхностное профилирование, выполненное желаемым образом. Двухленточный окончательный пресс может иметь установленную после него пару 50 вальцов 26. 27, которая служит для проведения дополняющих операций профилирования. Далее показаны со стороны входа в пресс приспособления 28,29 для нанесения 55 покрытий для лака и краски. В представленном примере выполнения эти приспособлений помещены непосредственно перед зазором входа в пресс и предусмотрены для верхней и нижней сторон слой-ковра 3 Мо жет оказаться также выгодным, если установить приспособление 28, 29 для нанесения покрытий на большем расстоянии от входного зазора на участке горизонтально проходящих лент 10. 11. Двухленточные окончательные прессы могут иметь при необходимости включенные перед ними пары вальцов предварительного прессования или уплотнения и/или предусмотренные со стороны входа в пресс вальцы изменяющие направление для лент 10, 11 двухленточного окончательного пресса, которые могут одновременно представлять собой прессующие вальцы для оказания предпочтительно давления окончательного прессования. Может оказаться выгодным в зависимости от применяем ых в каждом случае материалов варьировать температурными градиентами вдоль зазора прессования для того, чтобы можно было установить оптимальные условия деформации и стабилизации для слойковра. Установка работает следующим обрззом. Наносящие вальцы 30, 31 переносят массу лзка или краски равномерно на внешние поверхности верхней и нижней бесконечной вращающейся леиты 10, 11. В некоторых случаях применение может оказаться достаточным массу краски или лака наносить на одну сторону слой-ковра 3. Внутри зазора прессования масса краски или лака внутренне связывается со слой-коаром и за время прохождения через пресс высушивается и по меньшей мере в значительной степени отвердевает, вследствие чего на участке выхода двухленточного окончательного пресса вращающиеся ленты 10, 11 отделяются от готового листового полотна 1 в основном будучи свободными от каких-либо остатков краски и соответственно листовое полотно сохраняет высококачественный вид. Формула изобретения 1. Установка для непрерывного изготовления и отделки листового полотна из волокнистого материала, включающая обогреваемое прессующее устройство в виде непрерывно действующего двухленточного отделочного пресса с рабочими поверхностями, образующими зазор для прессования полотна из слой-ковра, содержащею по меньшей мере смешанные с одним связующим средством стружки, волокна или другие частички, содержащие лигноцеллюлозу и/или целлюлозу, средство а виде вальцов для нанесения по меньшей мере одностороннего покрытия на полотно и приспособление для тиснения и/или про 5 ' 1685259 3. Установка п о п , 1 , о т л . и ч а ю щ а я филирования, о т л и ч а ю щ а я с я тем, что. с я тем, что приспособление длч тиснения с целью экономичности работы установки, и/или профилирования образовано одной вэльцы средства для нанесения по меньшей профи; ировзнной лентой, охватывающей мере одностороннего покрытия на полотно подающие ролики со стороны входа э пресс из слой-ковра установлены с возможностью и отводящие ролики со стороны выхода из контакта своими рабочими поверхностями с пресса. рабочей поверхностью обогреваемого прессующего устройства непосредственно пе4. Установка по п. 1 , о т л и ч а ю щ а я ред входом в зазор для прессования. с я тем, что средство для нанесения покры2. Установка по п. 1, о т л и ч а ю щ а я - 10 тия смонтировано с возгложностьга возвратно-поступательмого перемещения в с я тем, что приспособление для тиснения направлении перемещения лент отделочнои/или профилирования представляет собой го пресса ленту двухленточного отделочного пресса. 70 -is: Редактор О.Спесивых Составитель И.Карандеева Техред М.Моргентал Корректор М.Кучерявая Заказ 3517 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент",'г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for continuous producing and processing sheet of fiber material
Назва патенту російськоюУстановка для непрерывного изготовления и обработки полотна из волокнистого материала
МПК / Мітки
МПК: B29C 43/22
Мітки: матеріалу, виготовлення, обробки, полотна, безперевного, установка, волокнистого
Код посилання
<a href="https://ua.patents.su/4-6314-ustanovka-dlya-bezperevnogo-vigotovlennya-i-obrobki-polotna-z-voloknistogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Установка для безперевного виготовлення і обробки полотна з волокнистого матеріалу</a>
Спосiб виготовлення двошарового волокнистого клейового прокладного матерiалу переважно для деталей одягу
Номер патенту: 571
Опубліковано: 15.12.1993
Автори: Будаш Юрій Олександрович, Маласай Дмитро Петрович, Березненко Микола Петрович, Зубович Клара Аронівна, Романкевич Олег Володимирович
МПК: A41D 27/02
Мітки: виготовлення, одягу, двошарового, прокладного, деталей, переважно, волокнистого, спосіб, клейового, матеріалу
Формула / Реферат:
Способ изготовления двухслойного волокнистого клеевого прокладочного материала, преимущественно для деталей одежды, при котором по меньшей мере один волокнистый слой выполняют в виде нетканого холста, соединяют слои между собой и придают им клеящие свойства, отличающийся тем, что процесс изготовления одного из волокнистых слоев совмещают с процессом придания ему клея щей способности посредством введения в его структуру клеевых волокон в...
Установка для безперевного одержання сталі
Номер патенту: 5578
Опубліковано: 28.12.1994
Автори: Джампетро Бенедетті, Фульвіо Фазано
МПК: B22D 33/00, C21B 3/00
Мітки: сталі, безперевного, одержання, установка
Формула / Реферат:
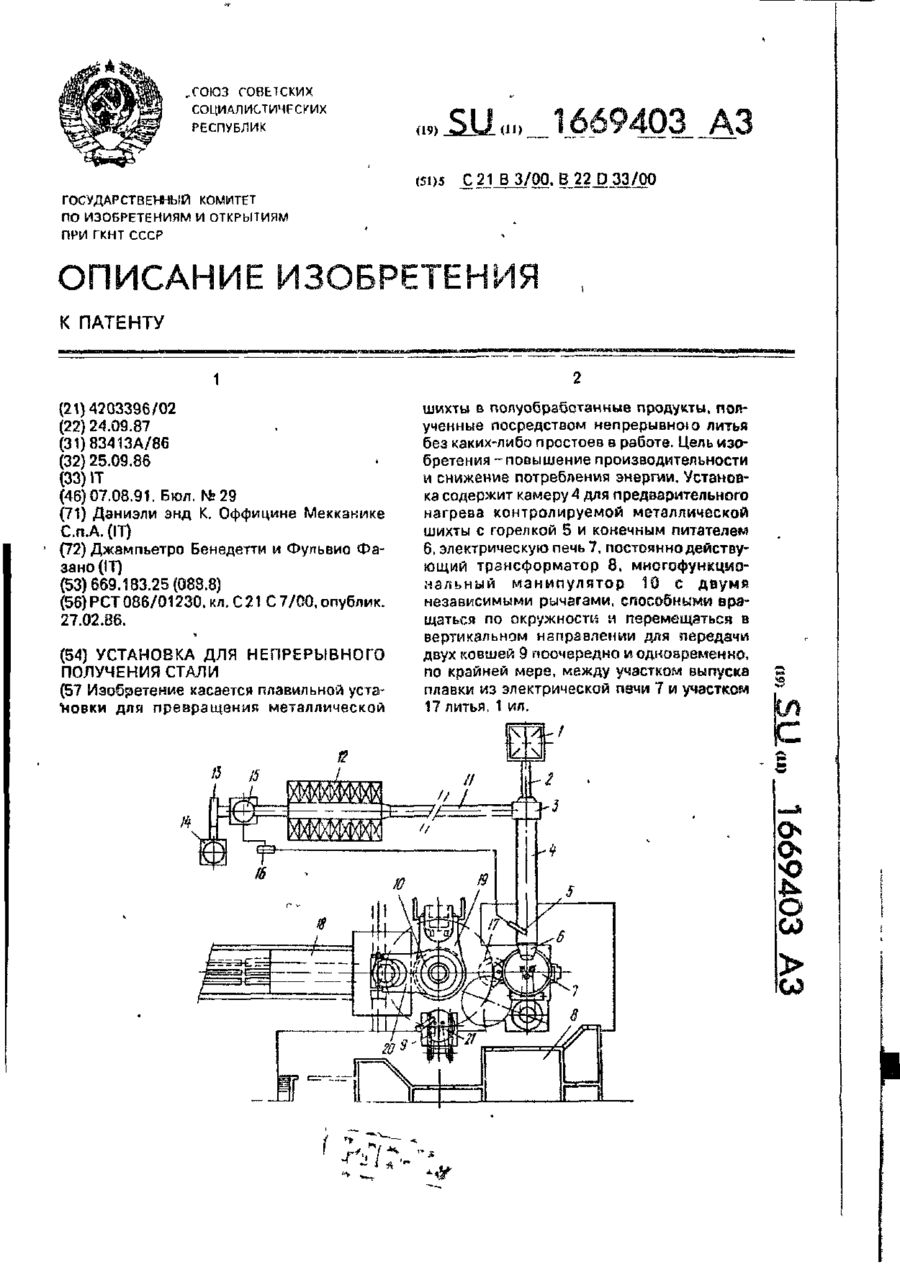
Установка для непрерывного получения стали, включающая камеру предварительного нагрева металлической шихты с горелкой и конечным питателем, электрическую печь и трансформатор, отличающаяся тем, что, с целью повышения производительности и снижения потребление энергии, она снабжена многофункциональным манипулятором, установленным между позициями выпуска металла из печи и разливки и имеющим два независимых рычага, выполненных с...
Установка для виготовлення та вибивки форм із сипучого матеріалу при литті по моделям, що газифікуються
Номер патенту: 1402
Опубліковано: 25.03.1994
Автори: Лозенко Віктор Іванович, Сінчугов Олександр Юр'євич, Валігура Анатолій Іванович, Шульга Василь Тимофійович, Шинський Олег Йосипович, Черненко Надія Георгієвна, Хотян Владімір Ільіч
МПК: B22C 9/04, B22D 29/00, B22C 7/00
Мітки: газифікуються, литті, установка, виготовлення, форм, матеріалу, вибивки, моделям, сипучого
Формула / Реферат:
Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям, содержащая от крытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока, отличающаяся тем, что она снабжена механизмом стыковки контейнера с бункером, представляющим собой направляющие, захватные органы и герметизирующий...
Спосіб одержання вуглецевого волокнистого матеріалу
Номер патенту: 1973
Опубліковано: 20.12.1994
Автори: Коваленко Раїса Власівна, Романкевич Олег Володимирович, Мірошниченко Ігор Константинович, Гордієнко Валерій Пантелеймонович, Плигань Олена Петрівна
МПК: D06M 101/18, D06M 10/00, D04H 1/54, D01F 9/14
Мітки: вуглецевого, спосіб, матеріалу, одержання, волокнистого
Формула / Реферат:
Способ получения углеродного волокнистого материала, включающий формирование прочесанного холста из карбоцепного волокна, его скрепление, окисление и последующую карбонизацию, отличающийся тем, что скрепление холста из полиэтиленового волокна осуществляют двухстадийным облучением ускоренными электронами, причем на первой стадии обработку проводят при 60-80°С до поглощенной дозы 0,75-1,0 МГр, а на второй - при 110-130°С до поглощенной дозы...
Кристалізатор і спосіб безперевного вертикального лиття стальної стрічки
Номер патенту: 6339
Опубліковано: 29.12.1994
Автори: Ханс Штройбель, Манфред Колаковскі
МПК: B22D 11/00, B22D 11/04
Мітки: кристалізатор, лиття, стальної, спосіб, безперевного, вертикального, стрічки
Формула / Реферат:
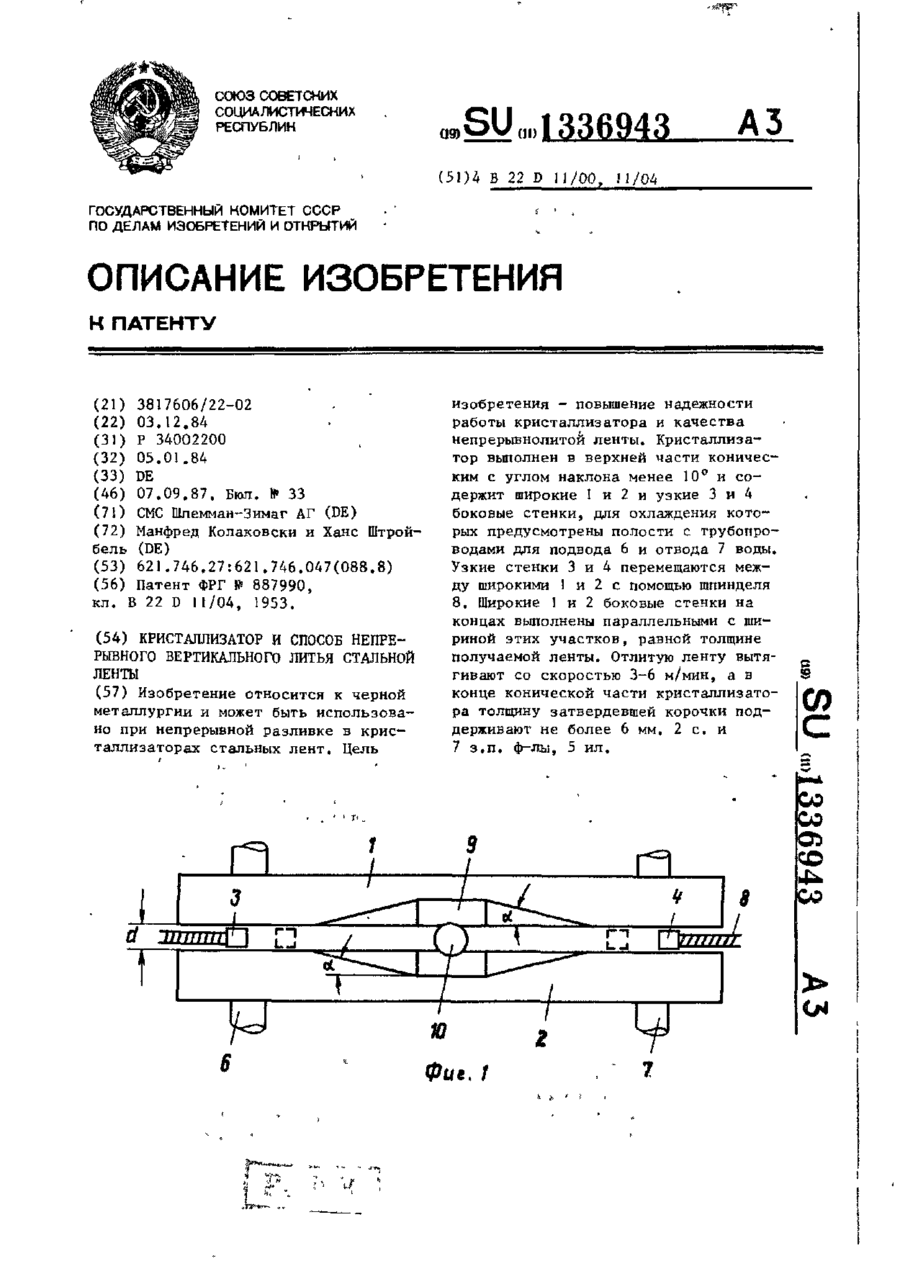
1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие и узкие боковые стенки, широкие боковые стенки которого в верхней части выполнены с углом наклона к вертикали менее 10°, сужеными книзу до размера получаемой ленты, и образуют рабочую полость конической формы, отличающийся тем, что, с целью повышения надежности работы кристаллизатора и качества непрерывнолитой ленты, концевые участки...
Попередній патент: Спосіб одержання метиловіх ефірів 2-гетаріл-3-метоксіакрілової кислоти
Наступний патент: Спосіб непреривного лиття чугуних тінкостінних труб і установка для його здійснення
Випадковий патент: Хімічна рецептура для захисту деревини від біотичних паразитів