Спосіб виготовлення різноманітного нетканого матеріалу із широким діапазоном заданих властивостей та комплекс пристроїв для виготовлення різноманітного нетканого матеріалу
Номер патенту: 86522
Опубліковано: 27.04.2009
Автори: Харьковська Мирослава Вікторівна, Хоменко Михайло Гаврилович




Формула / Реферат
1. Спосіб виготовлення різноманітних видів нетканого матеріалу із широким діапазоном заданих властивостей, що включає механічне й аеродинамічне формування волокнистого полотна з суміші, що включає бікомпонентні волокна, голкопробивання й теплову прокатку на каландрі, при цьому теплову обробку голкопробивного матеріалу проводять при режимах, що забезпечують термоскріплення, який відрізняється тим, що виконують наступні операції у такій послідовності: щонайменше два види волокон подають через ваговий механізм у заданому процентному співвідношенні на конвеєр, змішують волокна, замаслюють і відокремлюють випадкові частки металу, потім суміш волокон розкривають і подають пневмотранспортуванням на завантажувальний пристрій чесальної машини, у якому його накопичують, вирівнюють, потім зважують по зонах на стрічковому конвеєрі й подають сформовану й зважену масу на повторне розкриття волокон у чесальній машині, потім формують два волокнистих шари, накладають один на одний, з'єднують між собою та із з'єднаних волокнистих шарів поперечним укладанням під непрямим кутом формують об'ємний багатошаровий килим заданої ширини й товщини, ущільнюють, виконують попереднє голкопробивання, розширюють, розтягують і виконують основне голкопробивання, нагрівають і готовий нетканий матеріал підготовляють до транспортування.
2. Спосіб за п. 1, який відрізняється тим, що при формуванні двох волокнистих шарів, один з них рандомізують, а другий формують, знімаючи ватку з, в основному, подовжньо спрямованими волокнами, після чого ці два волокнистих шари з різним напрямком волокон накладають один на одний, з'єднують між собою та із з'єднаних волокнистих шарів з різним напрямком волокон поперечним укладанням під непрямим кутом формують об'ємний багатошаровий килим заданої ширини й товщини, ущільнюють, виконують попереднє голкопробивання, розширюють і витягають, виконують основне голкопробивання, нагрівають неткане полотно гарячими каландрами.
3. Спосіб за п. 2, який відрізняється тим, що нетканий матеріал каландрують при температурі каландрів від 225 °С до 260 °С і швидкості переміщення від 16 м/хв до 20 м/хв, забезпечують термоусадку й калібрують товщину нетканого матеріалу, при цьому контролюють температуру за показниками датчиків.
4. Спосіб за п. 2, який відрізняється тим, що нетканий матеріал нагрівають каландром з однієї сторони.
5. Спосіб за п. 1 і п. 2, який відрізняється тим, що при підготовці до транспортування готовий нетканий матеріал акумулюють у накопичувачі вільновисячими петлями, обрізують, намотують і упаковують.
6. Спосіб за п. 1 і п. 2, який відрізняється тим, що після основного голкопробивання полотно нагрівають безконтактним опроміненням інфрачервоними променями, причому температуру нагрівання інфрачервоних випромінювачів установлюють від 100 °С до 700 °С і контролюють температуру нетканого матеріалу за показниками датчиків.
7. Спосіб за п. 6, який відрізняється тим, що нетканий матеріал нагрівають із однієї сторони.
8. Спосіб за п. 6, який відрізняється тим, що нетканий матеріал нагрівають із двох сторін.
9. Спосіб за п. 2 і п. 6, який відрізняється тим, що каландрують нагрітий інфрачервоними променями нетканий матеріал при температурі каландрів від 225 °С до 260 °С, виконують загладжування пор на поверхні нетканого матеріалу.
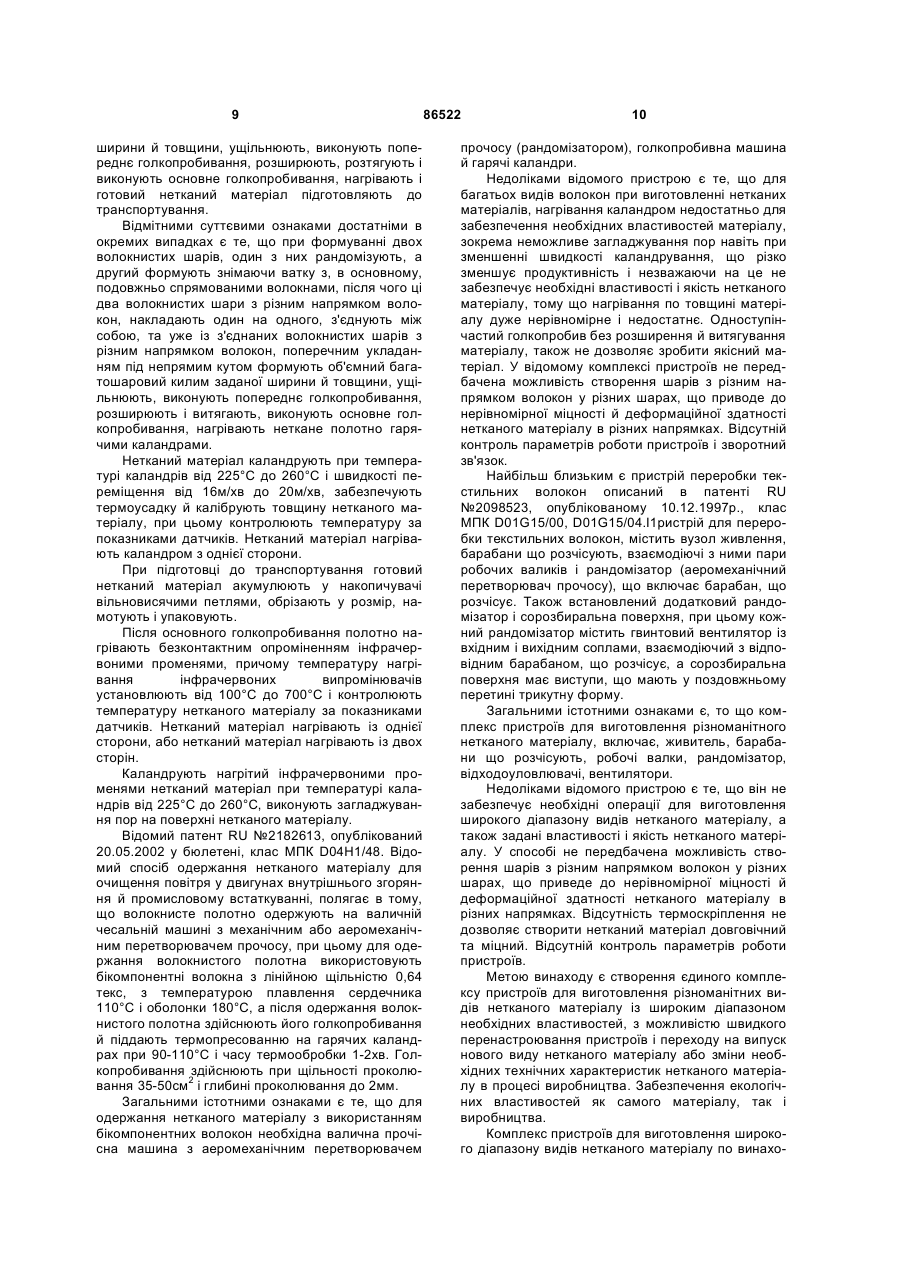
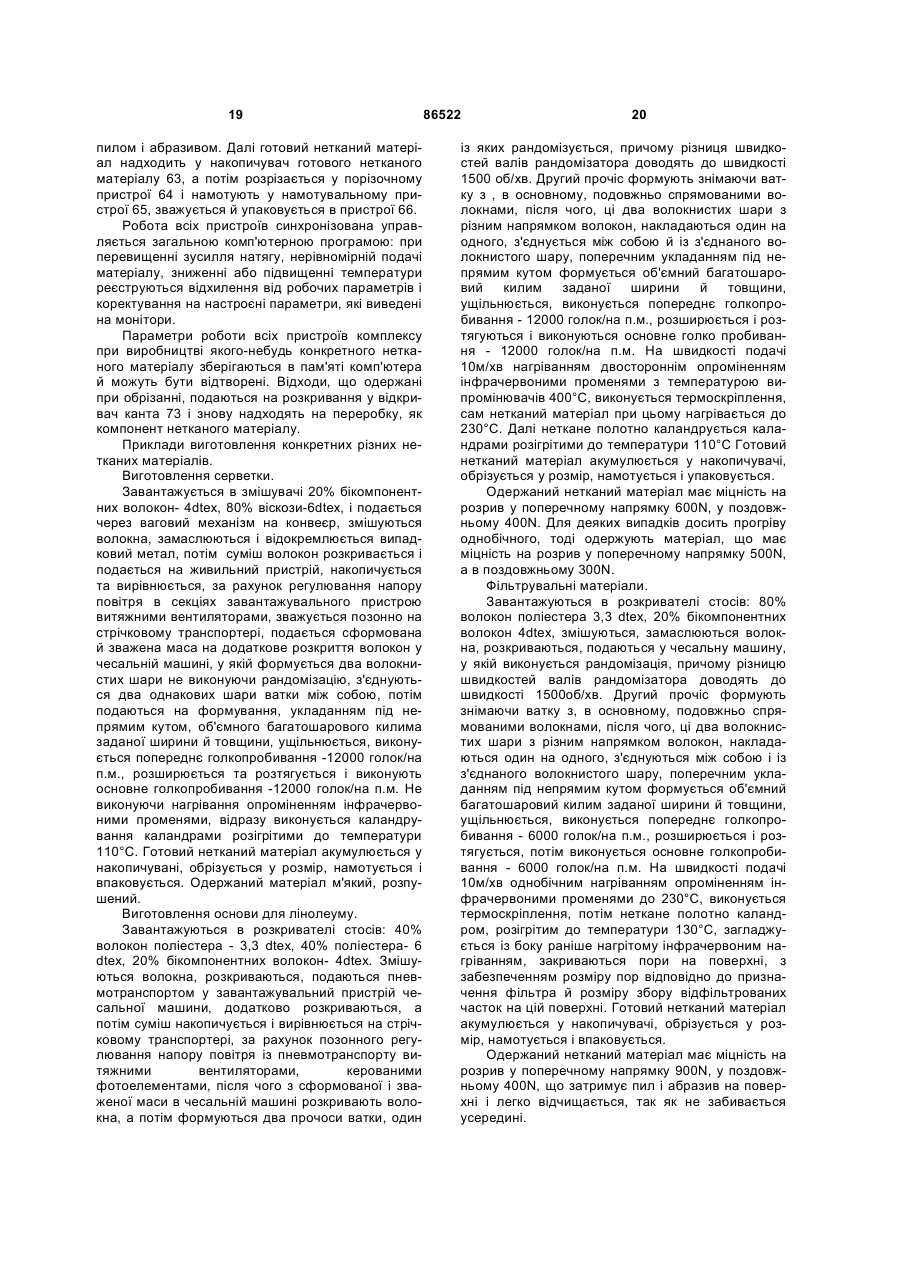
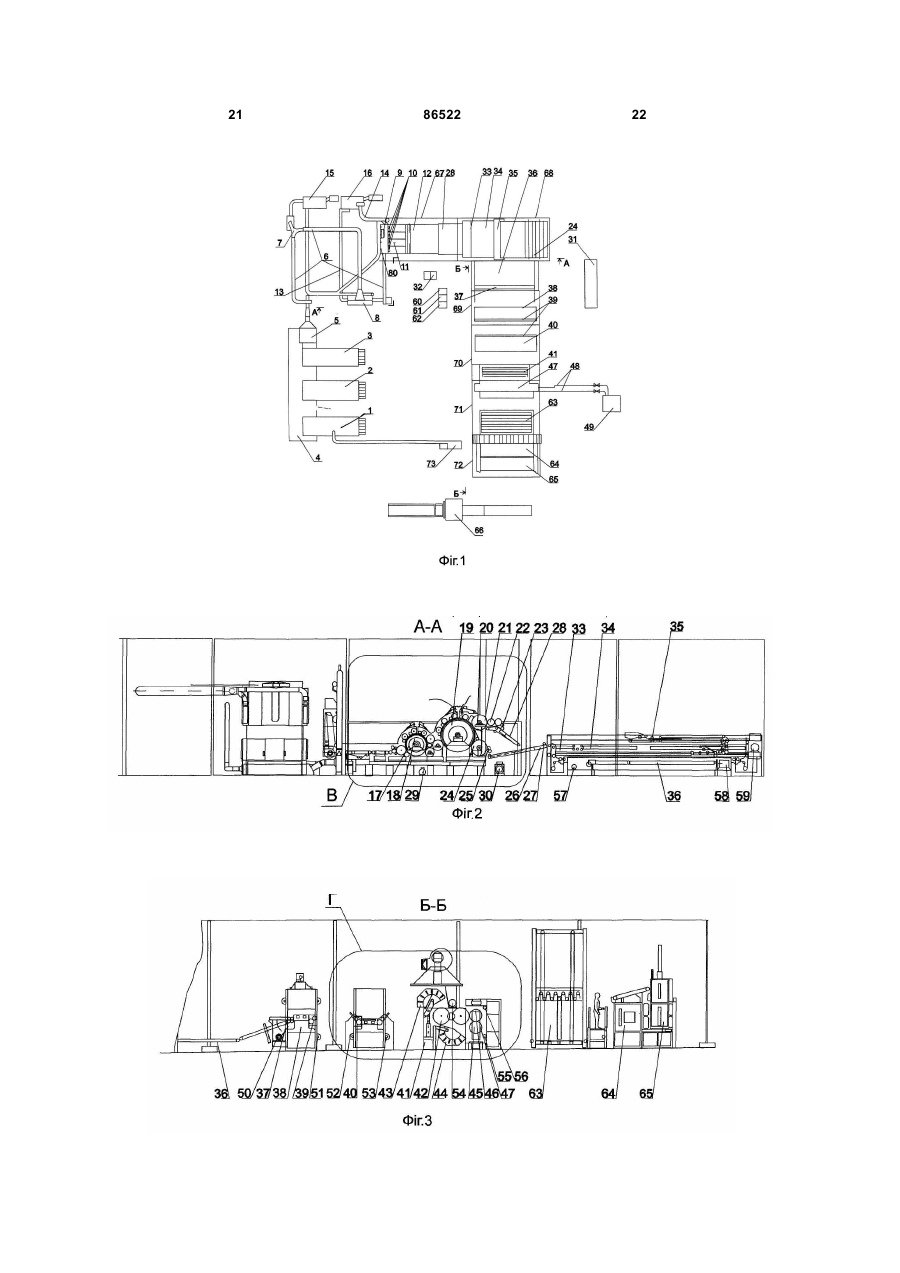
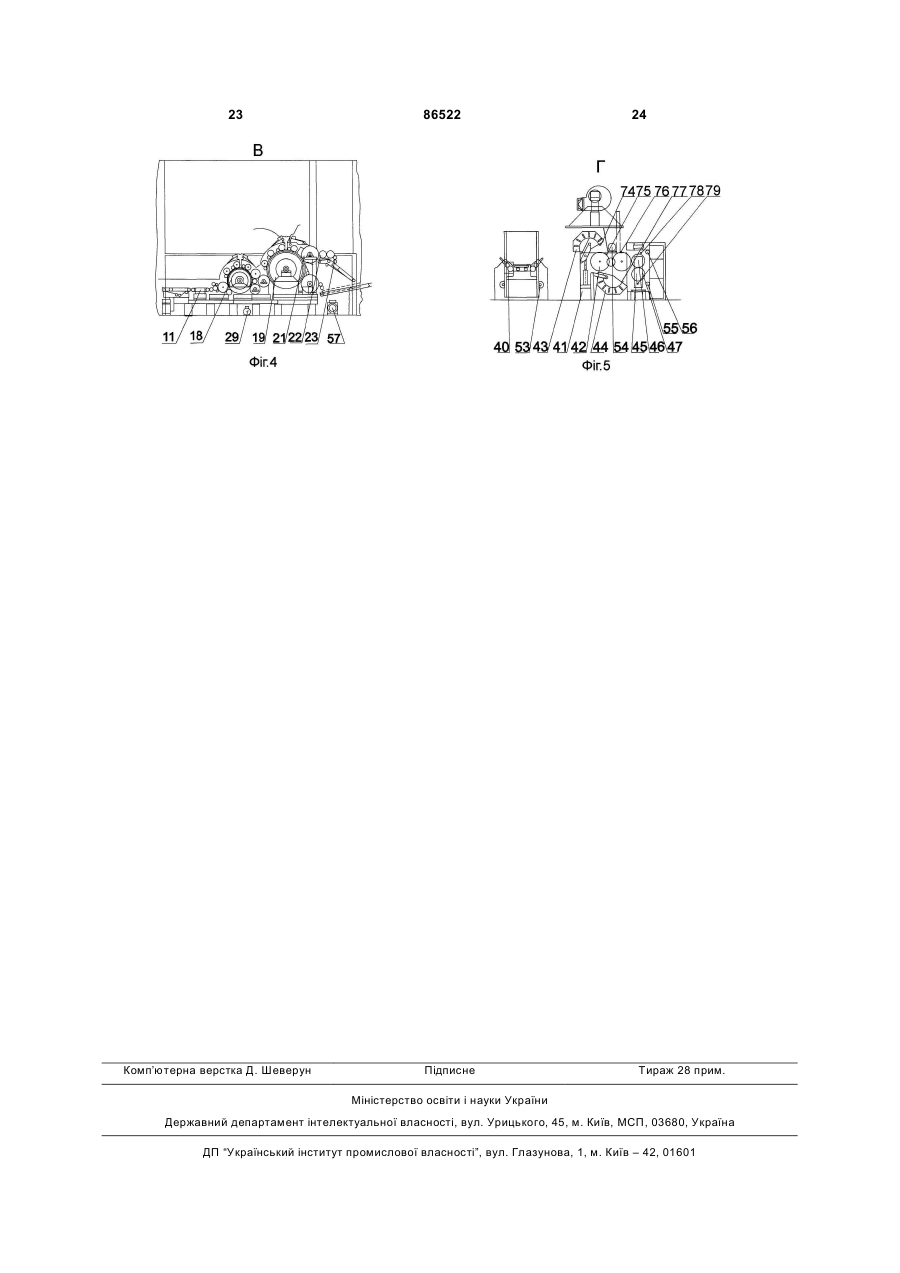
10. Комплекс пристроїв для виготовлення різноманітного нетканого матеріалу, що містить живильник, барабани, що розчісують, робочі валки, рандомізатор, відходоуловлювачі, вентилятори, який відрізняється тим, що комплекс додатково містить послідовно з'єднані між собою конвеєрами, пневмотранспортерами, загальною електросистемою керування з можливістю синхронізації й керування по заданій комп'ютерній програмі, контрольованій датчиками, такі пристрої і їх вузли в загальному складі: пристрій живлення, який містить щонайменше два розкривачі стосів з ваговими механізмами, загальний для них поперечний конвеєр, замаслювач, металодетектор, що встановлений у трубі пневмотранспортера, вертикальний розкривач, завантажувальний пристрій із системою витяжних вентиляторів, з можливістю вирівнювання маси волокон, що сполучається зі стрічковим конвеєром чесального двопрочісного пристрою, що також містить повітрянодинамічний рандомізатор, що сполучається з головним барабаном, і знімний барабан формування прямого прочосу, ролики, що згущають, й приймальний конвеєр з обтискним роликом, з можливістю з'єднання двох волокнистих шарів і передачі на перетворювач прочосу, який містить компенсаційний транспортер і транспортер, що розкладає, конвеєр, що відводить багатошарове полотно, механізм ущільнення поверхневого шару багатошарового полотна, вузол попереднього пробивання голками, розширювально-розтягувальний вузол, вузол наступного пробивання голками, інфрачервоний безконтактний підігрівник, каландри, з'єднані трубами з підігрівником, накопичувач готового нетканого матеріалу, різальний та намотувальний пристрої, пристрій, що зважує й пакує.
11. Комплекс пристроїв за п. 10, який відрізняється тим, що пристрої або їх вузли розташовані в закритих порожнинах і з'єднані рукавами, що відсмоктують, з фільтрувальними відходоуловлювальними пристроями, причому вхідні патрубки рукавів, що відсмоктують, розташовані за межами зони переміщення ватки прочосу у вузлах скупчення волокон, що випали із загального потоку.
12. Комплекс пристроїв за п. 10, який відрізняється тим, що в чесальному пристрої встановлені стрічкові конвеєри, що зважують, сервомотори натягу стрічки конвеєра, й у приводі валків і барабанів установлені електродвигуни, які через блок частотних перетворювачів приєднані до системи керування, з можливістю плавного регулювання швидкостей обертання валків, барабанів і переміщення стрічок конвеєрів, і встановлені монітори з можливістю демонстрації на екрані швидкостей подачі конвеєрів, швидкостей обертання валків і барабанів, відхилень від заданих режимів роботи.
13. Комплекс пристроїв за п. 10, який відрізняється тим, що витяжні вентилятори підключені до фотоелементів з можливістю контролю й регулювання інтенсивності подачі ватки.
14. Комплекс пристроїв за п. 10, який відрізняється тим, що в приводі конвеєра, що подає, компенсаційного транспортера й транспортера, що розкладає, і конвеєра, що відводить, встановлені електродвигуни, які через блок частотних перетворювачів приєднані до системи керування, з можливістю плавного регулювання швидкості, й установлений монітор з можливістю демонстрації на екрані швидкостей переміщення нетканого матеріалу транспортерами й конвеєрами, ширини й товщини укладання полотна, відхилень від заданих режимів роботи.
15. Комплекс пристроїв за п. 10, який відрізняється тим, що в приводах розширювально-розтягувального вузла й валках, що подають, вузлах голкопробивання встановлені електродвигуни, які через блок частотних перетворювачів приєднані до системи керування, з можливістю плавного регулювання швидкості обертання, і встановлений монітор, з можливістю демонстрації на екрані швидкостей подачі валків і частоти голкопробивання, відхилень від заданих режимів роботи.
16. Комплекс пристроїв за п. 10, який відрізняється тим, що в приводах валків, що подають, інфрачервоного підігрівника й каландра встановлені електродвигуни, які через частотний перетворювач приєднані до системи керування, з можливістю плавного регулювання швидкості, а в контрольних точках встановлені датчики з можливістю реєстрації температури і її регулювання через систему керування, також установлений монітор з можливістю демонстрації на екрані температури й швидкості подачі нетканого матеріалу, відхилень від заданих режимів роботи.
Текст
1. Спосіб виготовлення різноманітних видів нетканого матеріалу із широким діапазоном заданих властивостей, що включає механічне й аеродинамічне формування волокнистого полотна з суміші, що включає бікомпонентні волокна, голкопробивання й теплову прокатку на каландрі, при цьому теплову обробку голкопробивного матеріалу проводять при режимах, що забезпечують термоскріплення, який відрізняється тим, що виконують наступні операції у такій послідовності: щонайменше два види волокон подають через ваговий механізм у заданому процентному співвідношенні на конвеєр, змішують волокна, замаслюють і відокремлюють випадкові частки металу, потім суміш волокон розкривають і подають пнев 2 (19) 1 3 86522 4 висячими петлями, обрізують, намотують і упаковують. 6. Спосіб за п. 1 і п. 2, який відрізняється тим, що після основного голкопробивання полотно нагрівають безконтактним опроміненням інфрачервоними променями, причому температуру нагрівання інфрачервоних випромінювачів установлюють від 100°С до 700°С і контролюють температуру нетканого матеріалу за показниками датчиків. 7. Спосіб за п. 6, який відрізняється тим, що нетканий матеріал нагрівають із однієї сторони. 8. Спосіб за п. 6, який відрізняється тим, що нетканий матеріал нагрівають із двох сторін. 9. Спосіб за п. 2 і п. 6, який відрізняється тим, що каландрують нагрітий інфрачервоними променями нетканий матеріал при температурі каландрів від 225°С до 260°С, виконують загладжування пор на поверхні нетканого матеріалу. 10. Комплекс пристроїв для виготовлення різноманітного нетканого матеріалу, що містить живильник, барабани, що розчісують, робочі валки, рандомізатор, відходоуловлювачі, вентилятори, який відрізняється тим, що комплекс додатково містить послідовно з'єднані між собою конвеєрами, пневмотранспортерами, загальною електросистемою керування з можливістю синхронізації й керування по заданій комп'ютерній програмі, контрольованій датчиками, такі пристрої і їх вузли в загальному складі: пристрій живлення, який містить щонайменше два розкривачі стосів з ваговими механізмами, загальний для них поперечний конвеєр, замаслювач, металодетектор, що встановлений у трубі пневмотранспортера, вертикальний розкривач, завантажувальний пристрій із системою витяжних вентиляторів, з можливістю вирівнювання маси волокон, що сполучається зі стрічковим конвеєром чесального двопрочісного пристрою, що також містить повітрянодинамічний рандомізатор, що сполучається з головним барабаном, і знімний барабан формування прямого прочосу, ролики, що згущають, й приймальний конвеєр з обтискним роликом, з можливістю з'єднання двох волокнистих шарів і передачі на перетворювач прочосу, який містить компенсаційний транспортер і транспортер, що розкладає, конвеєр, що відводить багатошарове полотно, механізм ущільнення поверхневого шару багатошарового полотна, вузол попереднього пробивання голками, розширювально-розтягувальний вузол, вузол наступного пробивання голками, інфрачервоний безконтактний підігрівник, каландри, з'єднані трубами з підігрівником, накопичувач готового нетканого матеріалу, різальний та намотувальний пристрої, пристрій, що зважує й пакує. 11. Комплекс пристроїв за п. 10, який відрізняється тим, що пристрої або їх вузли розташовані в закритих порожнинах і з'єднані рукавами, що відсмоктують, з фільтрувальними відходоуловлювальними пристроями, причому вхідні патрубки рукавів, що відсмоктують, розташовані за межами зони переміщення ватки прочосу у вузлах скупчення волокон, що випали із загального потоку. 12. Комплекс пристроїв за п. 10, який відрізняється тим, що в чесальному пристрої встановлені стрічкові конвеєри, що зважують, сервомотори натягу стрічки конвеєра, й у приводі валків і барабанів установлені електродвигуни, які через блок частотних перетворювачів приєднані до системи керування, з можливістю плавного регулювання швидкостей обертання валків, барабанів і переміщення стрічок конвеєрів, і встановлені монітори з можливістю демонстрації на екрані швидкостей подачі конвеєрів, швидкостей обертання валків і барабанів, відхилень від заданих режимів роботи. 13. Комплекс пристроїв за п. 10, який відрізняється тим, що витяжні вентилятори підключені до фотоелементів з можливістю контролю й регулювання інтенсивності подачі ватки. 14. Комплекс пристроїв за п. 10, який відрізняється тим, що в приводі конвеєра, що подає, компенсаційного транспортера й транспортера, що розкладає, і конвеєра, що відводить, встановлені електродвигуни, які через блок частотних перетворювачів приєднані до системи керування, з можливістю плавного регулювання швидкості, й установлений монітор з можливістю демонстрації на екрані швидкостей переміщення нетканого матеріалу транспортерами й конвеєрами, ширини й товщини укладання полотна, відхилень від заданих режимів роботи. 15. Комплекс пристроїв за п. 10, який відрізняється тим, що в приводах розширювальнорозтягувального вузла й валках, що подають, вузлах голкопробивання встановлені електродвигуни, які через блок частотних перетворювачів приєднані до системи керування, з можливістю плавного регулювання швидкості обертання, і встановлений монітор, з можливістю демонстрації на екрані швидкостей подачі валків і частоти голкопробивання, відхилень від заданих режимів роботи. 16. Комплекс пристроїв за п. 10, який відрізняється тим, що в приводах валків, що подають, інфрачервоного підігрівника й каландра встановлені електродвигуни, які через частотний перетворювач приєднані до системи керування, з можливістю плавного регулювання швидкості, а в контрольних точках встановлені датчики з можливістю реєстрації температури і її регулювання через систему керування, також установлений монітор з можливістю демонстрації на екрані температури й швидкості подачі нетканого матеріалу, відхилень від заданих режимів роботи. Винахід відноситься до галузі текстильної промисловості, зокрема до виробництва нетканих волокнистих матеріалів різного призначення, може бути використаний в легкій промисловості для ви готовлення деталей одягу та взуття, салфеток, в будівництві для виготовлення підоснови теплоізоляційного лінолеуму, в автомобілебудуванні - для виготовлення дверних карт, фільтрів та інше. 5 Відомий спосіб виготовлення нетканого полотна описаний у патенті RU №2073756, опублікованому 20.02.1997р., клас МПК D04H1/46 Спосіб виготовлення нетканого полотна, включає підготовку вихідної сировини, змішування, замащення, розкривання, чесання, формування полотна й скріплення полотна шляхом його голкопробивання до утворення нетканого полотна. У процесі підготовки вихідної сировини формують суміш із відходів виробництва об'ємної пряжі, відходів виробництва льону й інше наступного складу, мас. %: крутих кінців 5-25; кінці рівниці 10-40; кінці стрічки 15-45; відновлене волокно 15-45, з використанням джгута й кінців джгута, наприклад, із синтетичних волокон, ваговий зміст яких відповідно Р1 і Р2 вибирають стосовно вагового змісту інших компонентів у межах 1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making different non-woven fabric with broad range of given properties and complex of devices for production of different non-woven fabric
Автори англійськоюKharkovska Myroslava Viktorivna, Khomenko Mykhailo Havrylovych
Назва патенту російськоюСпособ изготовления различного нетканого материала с широким диапазоном заданных свойств и комплекс устройств для изготовления различного нетканого материала
Автори російськоюХарьковская Мирослава Викторовна, Хоменко Михаил Гаврилович
МПК / Мітки
МПК: B32B 5/12, D04H 1/46, D04H 1/70, D04H 1/40
Мітки: матеріалу, діапазоном, широким, заданих, нетканого, комплекс, пристроїв, властивостей, спосіб, виготовлення, різноманітного
Код посилання
<a href="https://ua.patents.su/12-86522-sposib-vigotovlennya-riznomanitnogo-netkanogo-materialu-iz-shirokim-diapazonom-zadanikh-vlastivostejj-ta-kompleks-pristrov-dlya-vigotovlennya-riznomanitnogo-netkanogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення різноманітного нетканого матеріалу із широким діапазоном заданих властивостей та комплекс пристроїв для виготовлення різноманітного нетканого матеріалу</a>
Спосіб виготовлення різноманітного нетканого матеріалу із широким діапазоном заданих властивостей
Номер патенту: 29517
Опубліковано: 10.01.2008
Автори: Хоменко Михайло Гаврилович, Харьковська Мирослава Вікторівна
МПК: D04H 1/46, B32B 5/12, D04H 1/70, D04H 1/40
Мітки: заданих, виготовлення, широким, властивостей, матеріалу, нетканого, спосіб, різноманітного, діапазоном
Формула / Реферат:
1. Спосіб виготовлення різноманітних видів нетканого матеріалу із широким діапазоном заданих властивостей, що включає механічне й аеродинамічне формування волокнистого полотна з суміші, що включає бікомпонентні волокна, голкопробивання й теплову обробку, при цьому теплову обробку голкопробивного матеріалу проводять при режимах, що забезпечують термоскріплення, який відрізняється тим, що виконують наступні операції, у такій послідовності: не...
Спосіб виготовлення нетканого голкопробивного матеріалу
Номер патенту: 28053
Опубліковано: 26.11.2007
Автори: Файнер Дмитро Ісакович, Белявцев Олександр Миколайович
МПК: D01H 1/00
Мітки: виготовлення, спосіб, голкопробивного, матеріалу, нетканого
Формула / Реферат:
1. Спосіб виготовлення нетканого голкопробивного матеріалу, що включає розпушування, емульсування суміші, вилежування, формування полотна на чесальних машинах, термофіксацію, просочення полотна сполучним, сушіння і охолодження, який відрізняється тим, що після вилежування формують поздовжні й поперечні прочоси, які укладають у не менш ніж п'ять прочосів, обробляють голкопробиванням у два етапи, при цьому перед другим етапом додають зміцнюючі...
Спосіб виготовлення нетканого голкопробивного матеріалу
Номер патенту: 82457
Опубліковано: 10.04.2008
Автори: Файнер Дмитро Ісакович, Белявцев Олександр Миколайович
МПК: D01H 1/00
Мітки: голкопробивного, виготовлення, спосіб, матеріалу, нетканого
Формула / Реферат:
1. Спосіб виготовлення нетканого голкопробивного матеріалу, що включає розпушування, емульсування суміші, вилежування, формування полотна на чесальних машинах, термофіксацію, просочення полотна сполучним, сушіння і охолодження, який відрізняється тим, що після вилежування формують поздовжні й поперечні прочоси, які укладають у не менш ніж п'ять прочосів, обробляють голкопробиванням у два етапи, при цьому перед другим етапом додають зміцнюючі...
Спосіб виготовлення нетканого голкопробивного матеріалу
Номер патенту: 30872
Опубліковано: 11.03.2008
Автори: Файнер Дмитро Ісакович, Белявцев Олександр Миколайович
Мітки: спосіб, голкопробивного, виготовлення, нетканого, матеріалу
Формула / Реферат:
1. Спосіб виготовлення нетканого голкопробивного матеріалу, який включає розпушування, кардочесання, емульсування суміші, формування прочосів на чесальних машинах, голкопробивання, каландрування, термофіксацію, просочення полотна сполучним, сушіння й охолодження, який відрізняється тим, що після розпушування й кардочесання спочатку формують полотно із двох поздовжніх прочосів, на яке рівномірно укладають зміцнювальні нитки, й накривають його...
Спосіб виготовлення нетканого голкопробивного матеріалу, армованого сіткою
Номер патенту: 27395
Опубліковано: 25.10.2007
Автори: Белявцев Олександр Миколайович, Файнер Дмитро Ісакович
МПК: D04H 1/54
Мітки: матеріалу, виготовлення, голкопробивного, армованого, сіткою, спосіб, нетканого
Формула / Реферат:
1. Спосіб виготовлення нетканого голкопробивного матеріалу, армованого сіткою, що включає утворення першого й другого нетканих шарів, розташування сітки зі скловолокна між першим і другим шарами, каландрування зборки, утвореної першим, другим шарами й однією сіткою зі скловолокна, додавання зв'язуючого й сушіння зборки, при цьому перед каландруванням зборку, що складається з першого, другого нетканого шарів й сітки, попередньо голкопробивають...