Спосіб виготовлення нетканого голкопробивного матеріалу
Номер патенту: 28053
Опубліковано: 26.11.2007
Автори: Белявцев Олександр Миколайович, Файнер Дмитро Ісакович
Формула / Реферат
1. Спосіб виготовлення нетканого голкопробивного матеріалу, що включає розпушування, емульсування суміші, вилежування, формування полотна на чесальних машинах, термофіксацію, просочення полотна сполучним, сушіння і охолодження, який відрізняється тим, що після вилежування формують поздовжні й поперечні прочоси, які укладають у не менш ніж п'ять прочосів, обробляють голкопробиванням у два етапи, при цьому перед другим етапом додають зміцнюючі нитки, потім вирівнюють матеріал шляхом натягу, каландрують з наступним просоченням сполучного, після чого матеріал сушать й обробляють на холодному каландрі.
2. Спосіб за п. 1, який відрізняється тим, що емульсування здійснюють складом ліманол у кількості 0,15-16 мас. % від маси волокна шляхом розпилення.
3. Спосіб за п. 1, який відрізняється тим, що розпушування проводять до одержання сировини з об'ємною щільністю 16-18 кг/м3.
4. Спосіб за п. 1, який відрізняється тим, що вилежування здійснюють протягом 4-5 годин.
5. Спосіб за п. 1, який відрізняється тим, що полотно формують із 5-7 прочосів.
6. Спосіб за п. 1, який відрізняється тим, що голкопробивання здійснюють не менш ніж у два етапи - попередній й основний.
7. Спосіб за п. 1, який відрізняється тим, що як зміцнююче волокон використовують скловолокно.
8. Спосіб за п. 1, який відрізняється тим, що адгезійне з'єднання волокон здійснюють на каландрах при температурі 212-220 °С, швидкості руху полотна 12,6-12,9 м/хв., часі контакту 12-16 сек.
9. Спосіб за п. 1, який відрізняється тим, що вирівнювання здійснюють при натягу 900-1100 Н/М.
10. Спосіб за п. 1, який відрізняється тим, що термофіксацію здійснюють при температурі 218-230 °С упродовж 16-18 сек.
11. Спосіб за п. 1, який відрізняється тим, що як сполучні використовують стиролакрилонітрильний латекс.
12. Спосіб за п. 1, який відрізняється тим, що остаточне сушіння виконують при температурі 140-180-210 °С упродовж 70-80 сек.
Текст
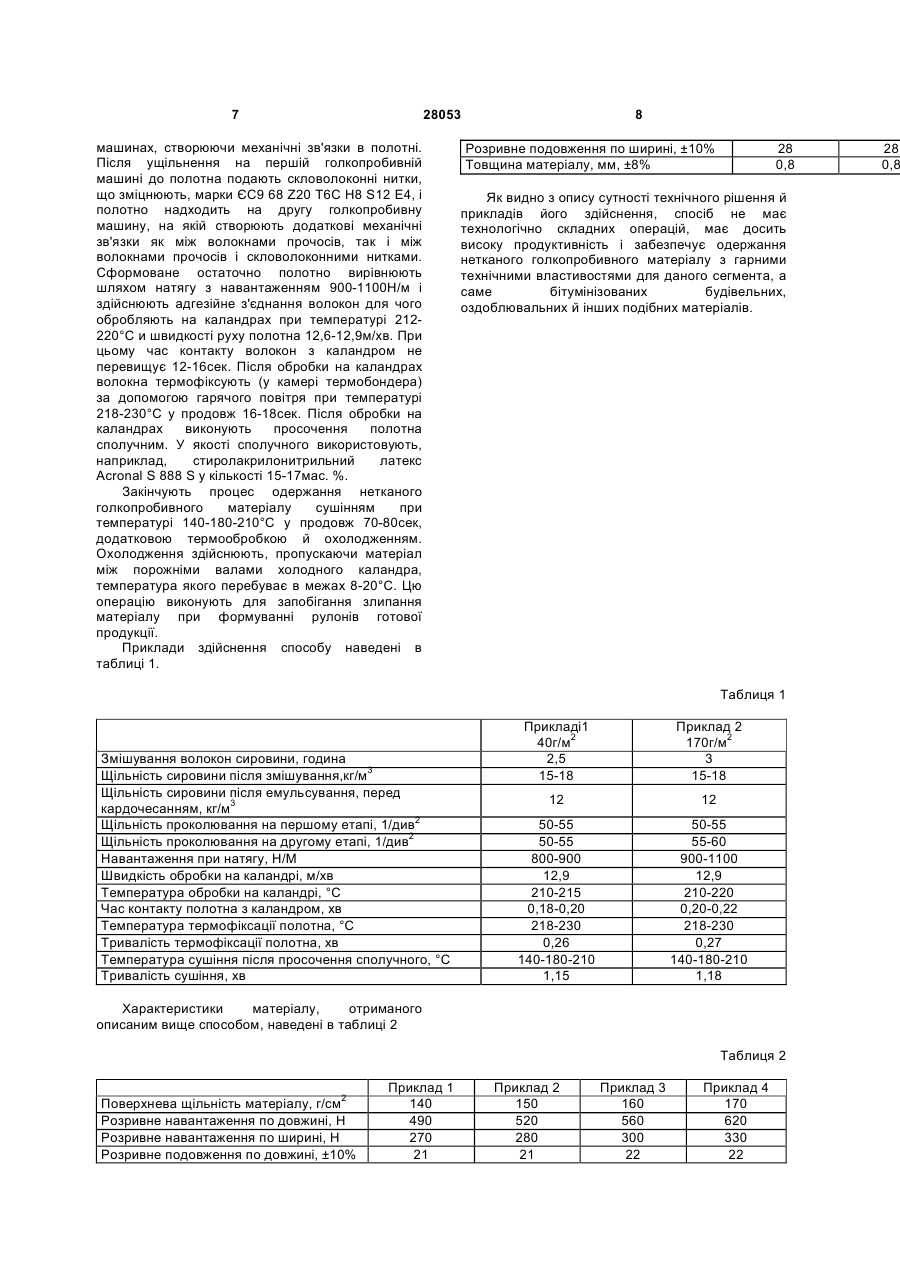
1. Спосіб виготовлення нетканого голкопробивного матеріалу, що включає розпушування, емульсування суміші, вилежування, формування полотна на чесальних машинах, термофіксацію, просочення полотна сполучним, сушіння і охолодження, який відрізняється тим, що після вилежування формують поздовжні й поперечні прочоси, які укладають у не менш ніж п'ять прочосів, обробляють голкопробиванням у два етапи, при цьому перед другим етапом додають зміцнюючі нитки, потім вирівнюють матеріал шляхом натягу, каландрують з наступним просоченням сполучного, після чого матеріал сушать й обробляють на холодному каландрі. 2. Спосіб за п. 1, який відрізняється тим, що емульсування здійснюють складом ліманол у кількості 0,15-16 мас. % від маси волокна шляхом розпилення. U 2 28053 1 3 нетканих матеріалів. М.: Легпромбытиздат, 1993, 353с.]. Однак незалежно від призначення нетканого матеріалу будь-який матеріал у своєму сегменті повинен мати комплекс гарних фізико-хімічних властивостей, а спосіб виготовлення також гарними техніко-економічними показниками. Для одержання найбільш кращого комплексу фізико-хімічних і споживчих властивостей нетканого матеріалу у відповідному сегменті необхідно правильно вибрати структуру матеріалу й спосіб формування бажаної структури. Спосіб, як правило, включає, наприклад, такі дії як підготовка й змішування волокна, чесання, замаслювання, формування волокнистого шару, голкопробивання, термоусадку й може характеризуватися ефективністю розпушення сировини, ефективністю тріпання, складом емульсії й сполучного, коефіцієнтом нерівномірності розподілу волокна, швидкістю прочосу, лінійною швидкістю руху полотна, температурою термічної обробки й т.п. Відомий спосіб одержання нетканого матеріалу, що включає одержання волокнистого полотна, його голкопробивання, термопресування на гарячих каландрах [див. опис до патенту РФ №2182613, М.кл. D04H1/48, опубл. 20.05.2002p.]. Полотно одержують на валічній чесальній машині, при цьому для одержання полотна використовують біокомпонентні волокна з лінійною щільністю 0,64текс, з температурою плавлення сердечника 110°С и оболонки 180°С, при температурі термообробки 90-110°С у продовж 12хв, щільність проколювання становить 3550пр/см2 і глибина до 2мм. Отриманий таким способом матеріал має поверхневу щільність 100-150г/м2, товщину 0,290,56мм, об'ємну щільність 0,205-0,424г/см3, повітропроникність 67,359-133,164дм3/см2.с, пилевловлюючу здатність 0,565-0,583. Однак продуктивність способу низька, не більше 3-5м/хв. Відомий також спосіб одержання нетканого голкопробивного матеріалу, що включає формування волокнистого полотна, голкопробивання й теплову прокатку на каландрі [див. опис до патенту РФ №2246565, М. кл. D04H1/48, опубл. 20.02.2005p.]. При цьому теплову обробку голкопробивного матеріалу проводять при температурі валка 130-220°С з кращою швидкістю прокатки на каландрі 3-5м/мин. У результаті здійснення способу одержують нетканий голкопробивний матеріал, виконаний з волокнистого полотна, отриманого з поліефірного волокна лінійної щільності 0,17-2,0текс або суміші біокомпонентних волокон, що характеризується щільністю голкопробивання 50-250пр/см2 і 2 поверхневою щільністю 400г/м . Пропонований спосіб дозволяє одержати міцність нетканого матеріалу до 160-180Н по довжині й до 53-65Н по ширині при твердості 6,06,7сН по довжині й 3,3-3,8сН по ширині. Як й у попередньому випадку, спосіб має низьку продуктивність 3-5м/хв, яка визначається швидкістю прокатки матеріалу на каландрі. 28053 4 Відомий також спосіб виробництва нетканого полотна з поверхневою щільністю 100г/м2 і шириною 2м, при якому полотно одержують шляхом екструзії полімерних ниток товщиною 7дтекс. Отримане полімерне полотно, зміцнене скляними нитками, піддають голкопробиванню, створюючи 50пр/см2 при глибині 12мм. Після голкопробивання полотно обробляють на каландрі по S-подібному шляху при температурі 235°С и тиску 25da/см зі швидкістю 13м/хв, що забезпечує контакт між двома роликами протягом 15сек [див. опис до патенту США №5118550, М. кл. B05D1/14, від 02.06.1992р.]. У результаті одержують нетканий голкопробивний матеріал з поверхневою щільністю 107г/м2, з межею міцності 18,0da і відносним подовженням 2,2% при 20°С, а також, відповідно, 5,2da й 2,2% при 180°С. Спосіб забезпечує продуктивність 13м/хв, однак він технологічно дуже складний, оскільки припускає одержання безперервних ниток полотна безпосередньо з розплаву полімеру. Найбільш близьким до рішення, що заявляють, по призначенню, технічній сутності й досягає результату при використанні є спосіб одержання нетканого матеріалу, який включає розпушування, емульсування суміші, вилежування, формування полотна на чесальних машинах, просочення полотна сполучним, сушіння, термообробку й охолодження [див. опис до патенту РФ №2057217, М.кл. D04H1/64, опубл. 27.03.1996p.]. Спосіб передбачає змішування волокна й обробку полотна водяним розчином складу, що містить неіоногенну поверхневоактивну речовину, кремній-органічну сполуку або їхню суміш і дубильну речовину. Обробку зазначеним складом або сполучають із емульсуванням, або проводять після формування полотна. Пропонований спосіб дозволяє одержати міцність нетканого матеріалу до 160-180Н по довжині й до 53-65Н по ширині при твердості 6,06,7сН по довжині й 3,3-3,8сН по ширині. Однак спосіб не забезпечує необхідної продуктивності, оскільки включає обробку водяним розчином, що містить близько 6,0мас. % розчинених у ній компонентів й узятому в кількості до 15мас. % від маси волокон. Тому метою технічного рішення, що заявляють, є підвищення продуктивності способу одержання нетканого голкопробивного матеріалу при одночасному забезпеченні високих споживчих властивостей матеріалу. В основу корисної моделі поставлена задача поліпшення способу одержання нетканого матеріалу. Внаслідок формування після вилежування поздовжніх і поперечних прочосів, укладання їх у не менш як п'ять шарів, обробки голкопробиванням у два етапи, додавання при цьому перед другим етапом ниток, які зміцнюють, вирівнювання матеріалу шляхом натягу, каландрирування з наступним просоченням сполучним перед термофіксацією, сушіння й обробки на холодному каландрі, забезпечують новий технічний результат, який полягає в тім, що 5 формується надійне адгезійне й механічне скріплення всіх шарів матеріалу, що забезпечує підвищені термомеханічні характеристики. За рахунок цього з'являється можливість збільшити продуктивність способу. Поставлена задача вирішується тим, що у відомому способі одержання нетканого матеріалу, який включає розпушування, емульсування суміші, вилежування, формування полотна на чесальних машинах, просочення полотна сполучним, сушіння, термофіксацію й охолодження, відповідно до корисної моделі, після вилежування формують поздовжні й поперечні прочоси, укладають їх у не менш як п'ять шарів, обробляють голкопробиванням у два етапи, при цьому перед другим етапом голкопробивання додають нитки, які зміцнюють, потім вирівнюють матеріал шляхом натягу, каландрирують з наступним просоченням сполучним, після чого матеріал сушать й обробляють на холодному каландрі. Емульсування здійснюють складом ліманол у кількості 0,15-16мас. % від маси волокна шляхом розпилення. Розпушування проводять до одержання сировини з об'ємною щільністю 15-18кг/м3. Вилежування здійснюють протягом 4-5 годин. Полотно формують із 5-7 прочосів. Голкопробивання здійснюють не менш чим у два етапи - попередній й основний. У якості волокон, які зміцнюють, використовують скловолокно. Адгезійне з'єднання волокон здійснюють на каландрах при температурі 212-220°С, швидкості руху полотна 12,6-12,9м/хв, часу контакту 1216сек. Вирівнювання здійснюють при натягу 9001100Н/м. Термофіксацію здійснюють при температурі 218-230°С у продовж 16-18сек. У якості сполучного використовують стиролакрилонитрильний латекс. Остаточне сушіння виконують при температурі 140-180-210°С у продовж 70-80сек. Відома можливість формування волокнистих полотен з повздовжно-поперечною орієнтацією волокон [див. Бершев Е.Н. й ін. Технологія виробництва нетканих матеріалів. М.: Вид-во Легка й харчова промисловість, 1982, с.86], коли на прочіс із поздовжньою орієнтацією волокон, вироблений декількома чесальними машинами, настилають прочіс із поперечною орієнтацією волокон. Відзначено, що волокнисті полотна з повздовжньо-поперечною орієнтацією волокон повинні відрізнятися високою міцністю при розтяганні в поздовжньому й поперечному напрямках, стабільністю розмірів й еластичністю. При цьому вказується, що для виготовлення таких полотен необхідне складне розміщення встаткування і є певні труднощі при обслуговуванні ланцюжка машин [див. там же]. Відома також можливість виробництва голкопробивних нетканих матеріалів, що включає готування суміші волокон, утворення волокнистого полотна, голкопробивання, просочення сполучним, сушіння й термообробку. Відзначено також, що 28053 6 іноді для забезпечення необхідної міцності голкопробивного матеріалу застосовують каркасний матеріал у вигляді тканого полотна, сітки, плівки й ін, що розташовують під волокнистим полотном або в середині полотна [див. там же стор.270-271]. Пропоноване рішення принципово відрізняється від відомих способів тим, що пропонує нову послідовність відомих прийомів одержання нетканого матеріалу, доповнену новими операціями, такими як "...додавання ниток, які зміцнюють,...", "...вирівнювання матеріалу шляхом натягу...", які в сполученні із "... з'єднанням волокон шляхом адгезії...", "...термофіксацією..." й "...обробкою на холодному каландрі...", забезпечує прискорений темп виробництва з одночасним забезпеченням таких властивостей готового продукту як підвищена міцність й опірність усадці при порівняно високій швидкості одержання продукту на відміну від прототипу. Пропонований спосіб промислово застосуємий, оскільки використаний в серійному виробництві нетканого матеріалу марки РУНО RF. Автоматизоване виробництво дозволяє витримувати задані параметри способу в зазначених інтервалах, що забезпечує стабільність властивостей одержуваного продукту. Спосіб одержання нетканого матеріалу здійснюють у такий спосіб. Спочатку змішують волокнисту сировину, якщо передбачається виготовляти прочіс із суміші волокон. Змішування й розпушення здійснюють на тріпальних машинах протягом 2-3 годин до одержання однорідної маси щільністю 15-18кг/м3. Потім здійснюють емульсування суміші, для чого попередньо готовлять розчин, що складається із суміші антистатика 6-8% і води інше, у якості якого використовують ліманол у кількості 0,15-16мас. % від маси волокна. Суміш для емульсування у вигляді розпилу наносять на волокно в трубопроводах. Отриману однорідну масу вилежують у боксах протягом 4-5 годин при температурі 18-20°С. Після додавання в суміш волокон розчину для емульсування, здійснюють розпушування до одержання однорідної маси щільністю12-16кг/м3. Оброблена в такий спосіб сировина являє собою волокнисту масу, що складається з різних по розміру клаптиків волокон. Клаптики волокон різних видів недостатньо рівномірно розподілені в суміші, а окремі волокна переплутані між собою. Для одержання з неоднорідної маси продукту високої якості у вигляді волокнистого прочосу волокнисту масу обробляють на чесальних машинах для роз'єднання поплутаних клаптиків і пучків на окремі волокна, виділення бур'янистих домішок, часткового розпрямлення й орієнтації волокон в одному напрямку. Прочіс служить вихідною структурою для формування полотна, що знімають зі знімного барабана чесальної машини. Його укладають один на одного із заданим числом додавань за допомогою механічних транспортерів перетворювачів прочосів. Таким чином, відбувається формування полотна з 5-7 прочосів. Потім полотно ущільнюють на голкопробивних 7 28053 машинах, створюючи механічні зв'язки в полотні. Після ущільнення на першій голкопробивній машині до полотна подають скловолоконні нитки, що зміцнюють, марки ЄС9 68 Z20 Т6С Н8 S12 Е4, і полотно надходить на другу голкопробивну машину, на якій створюють додаткові механічні зв'язки як між волокнами прочосів, так і між волокнами прочосів і скловолоконними нитками. Сформоване остаточно полотно вирівнюють шляхом натягу з навантаженням 900-1100Н/м і здійснюють адгезійне з'єднання волокон для чого обробляють на каландрах при температурі 212220°С и швидкості руху полотна 12,6-12,9м/хв. При цьому час контакту волокон з каландром не перевищує 12-16сек. Після обробки на каландрах волокна термофіксують (у камері термобондера) за допомогою гарячого повітря при температурі 218-230°С у продовж 16-18сек. Після обробки на каландрах виконують просочення полотна сполучним. У якості сполучного використовують, наприклад, стиролакрилонитрильний латекс Acronal S 888 S у кількості 15-17мас. %. Закінчують процес одержання нетканого голкопробивного матеріалу сушінням при температурі 140-180-210°С у продовж 70-80сек, додатковою термообробкою й охолодженням. Охолодження здійснюють, пропускаючи матеріал між порожніми валами холодного каландра, температура якого перебуває в межах 8-20°С. Цю операцію виконують для запобігання злипання матеріалу при формуванні рулонів готової продукції. Приклади здійснення способу наведені в таблиці 1. 8 Розривне подовження по ширині, ±10% Товщина матеріалу, мм, ±8% 28 0,8 Як видно з опису сутності технічного рішення й прикладів його здійснення, спосіб не має технологічно складних операцій, має досить високу продуктивність і забезпечує одержання нетканого голкопробивного матеріалу з гарними технічними властивостями для даного сегмента, а саме бітумінізованих будівельних, оздоблювальних й інших подібних матеріалів. Таблиця 1 Змішування волокон сировини, година Щільність сировини після змішування,кг/м3 Щільність сировини після емульсування, перед кардочесанням, кг/м3 Щільність проколювання на першому етапі, 1/див2 Щільність проколювання на другому етапі, 1/див2 Навантаження при натягу, Н/М Швидкість обробки на каландрі, м/хв Температура обробки на каландрі, °С Час контакту полотна з каландром, хв Температура термофіксації полотна, °С Тривалість термофіксації полотна, хв Температура сушіння після просочення сполучного, °С Тривалість сушіння, хв Прикладі1 40г/м2 2,5 15-18 Приклад 2 170г/м2 3 15-18 12 12 50-55 50-55 800-900 12,9 210-215 0,18-0,20 218-230 0,26 140-180-210 1,15 50-55 55-60 900-1100 12,9 210-220 0,20-0,22 218-230 0,27 140-180-210 1,18 Характеристики матеріалу, отриманого описаним вище способом, наведені в таблиці 2 Таблиця 2 Поверхнева щільність матеріалу, г/см2 Розривне навантаження по довжині, Н Розривне навантаження по ширині, Н Розривне подовження по довжині, ±10% Приклад 1 140 490 270 21 Приклад 2 150 520 280 21 Приклад 3 160 560 300 22 Приклад 4 170 620 330 22 28 0,8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of needle-punched fabric
Автори англійськоюBeliavtsev Oleksandr Mykolaiovych, Fainer Dmytro Isakovych
Назва патенту російськоюСпособ изготовления нетканого иглопробивного материала
Автори російськоюБелявцев Александр Николаевич, Файнер Дмитрий Исакович
МПК / Мітки
МПК: D01H 1/00
Мітки: голкопробивного, матеріалу, виготовлення, нетканого, спосіб
Код посилання
<a href="https://ua.patents.su/4-28053-sposib-vigotovlennya-netkanogo-golkoprobivnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення нетканого голкопробивного матеріалу</a>
Спосіб виготовлення нетканого голкопробивного матеріалу, армованого сіткою
Номер патенту: 27395
Опубліковано: 25.10.2007
Автори: Файнер Дмитро Ісакович, Белявцев Олександр Миколайович
МПК: D04H 1/54
Мітки: голкопробивного, матеріалу, нетканого, сіткою, армованого, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення нетканого голкопробивного матеріалу, армованого сіткою, що включає утворення першого й другого нетканих шарів, розташування сітки зі скловолокна між першим і другим шарами, каландрування зборки, утвореної першим, другим шарами й однією сіткою зі скловолокна, додавання зв'язуючого й сушіння зборки, при цьому перед каландруванням зборку, що складається з першого, другого нетканого шарів й сітки, попередньо голкопробивають...
Спосіб виготовлення рулонного нетканого матеріалу
Номер патенту: 563
Опубліковано: 15.12.1993
Автори: Сергєєв Володимир Петрович, Губова Тамара Михайлівна, Калін Михайло Миколайович, Шусть Емма Олександрівна, Джигирис Дмитро Данилович, Гаврилюк Микола Семенович, Тутаков Олег Васильович, Божко Василь Іванович, Мироненко Аркадій Іванович, Чувашов Юрій Миколайович
МПК: D04H 1/58
Мітки: рулонного, матеріалу, спосіб, виготовлення, нетканого
Формула / Реферат:
1. Способ изготовления рулонного нетканого материала, включающий подготовку волокнистого сырья из основных волокон и связующих, формирование холста с одновременным введением связующих волокон, иглопрокалывание холста, нанесение защитной пленки и полимеризацию, отличающийся тем. что перед нанесением защитной пленки холст покрывают слоем из полихлорвиниловых волокон в количестве 5-10% от основных.2. Способ по п.1, отличающийся тем, что в...
Спосіб виготовлення нетканого матеріалу
Номер патенту: 19779
Опубліковано: 25.12.1997
Автори: Білозеров Борис Павлович, Архіпов Олєг Алєксандровіч, Замєтта Боріс Владіміровіч, Редько Віктор Олексійович, Налєвін Віктор Івановіч
МПК: D04H 1/40
Мітки: спосіб, нетканого, матеріалу, виготовлення
Формула / Реферат:
1. Способ изготовления нетканого материала, включающий обработку холста из волокон и/или нитей струями жидкости, совершающими возвратно-поступательное движение поперек холста, транспортируемого из перфорированной поверхности, отличающийся тем, что после обработки холста поперечными струями последний обрабатывают струями, расположенными в ряд на одинаковом расстоянии одна от другой в направлении транспортирования холста, а затем полученный...
Спосіб отримання нетканого фільтрувального матеріалу
Номер патенту: 8164
Опубліковано: 15.07.2005
Автори: Дзюба Сергій Вікторович, Добрянський Леонід Анатолійович, Пономарьов Володимир Львович
МПК: B01D 39/16, B01D 39/00
Мітки: отримання, матеріалу, нетканого, спосіб, фільтрувального
Формула / Реферат:
Спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру в полі високої напруги, що включає екструзію полімерного матеріалу волокноутворювальною головкою, дію на волокна розплаву потоком стисненого повітря у напрямку оправки, пошарове вкладання волокон на оправці у фільтрувальні шари, який відрізняється тим, що електрокінетичного потенціалу однойменного заряду надають волокну полімеру за рахунок впливу електричним полем,...
Спосіб виготовлення нетканого матеріалу, з’єднуваного в процесі формування, та пристрій для його здійснення
Номер патенту: 46838
Опубліковано: 17.06.2002
Автори: Лакруа Прайс В., Флек Алвін А., Вілліс Едвард К., Брігнола Едвард Л., Ціммерман Леон Ейч (покійний)
МПК: D04H 3/00, D01D 10/00, B29C 55/00, D01D 5/12, D01D 5/00
Мітки: формування, з'єднуваного, процесі, нетканого, виготовлення, здійснення, пристрій, матеріалу, спосіб
Формула / Реферат:
1. Спосіб виготовлення нетканого матеріалу, з'єднуваного в процесі формування, в якому розплавлений термопластичний полімерний матеріал, що обробляється в розплавленому стані, пропускають через, щонайменше, два екструзійних отвори для формування комплексної пряжі, комплексну пряжу піддають витягуванню, пропускають через зону закалювання, де відбувається її твердіння, збирають на утримуючому пристрої, де формують нетканий матеріал, і з'єднують...
Попередній патент: Хвилеріз
Наступний патент: Спосіб медикаментозної корекції холестатичного гепатозу вагітних легкого ступеня
Випадковий патент: Спосіб лікування хворих на вібраційну хворобу методом гіпербаричної оксигенації