Спосіб виготовлення плетених конструкцій
Формула / Реферат
1. Спосіб виготовлення плетених конструкцій, який полягає в тому, що елементи конструкції плетуть між собою, при цьому встановлюють елементи в конструкції уздовж двох, головним чином, взаємно перпендикулярних напрямків, який відрізняється тим, що як елементи конструкції, що встановлюються при плетінні як мінімум уздовж одного напрямку, використовують смуги з гофрованим профілем, причому елементи конструкції, що перетинають смуги з гофрованим профілем, встановлюють в западинах цих смуг.
2. Спосіб виготовлення плетених конструкцій за п. 1, який відрізняється тим, що як всі елементи конструкції при плетінні використовують смуги з гофрованим профілем.
3. Спосіб виготовлення плетених конструкцій за п. 1, який відрізняється тим, що смуги з гофрованим профілем виготовляють з гофрованої фанери, при цьому гофровану фанеру розпилюють на смуги.
4. Спосіб виготовлення плетених конструкцій за п. 1, який відрізняється тим, що смуги з гофрованим профілем виготовляють з листів деревного шпону, при цьому листи деревного шпону гнуть і одночасно склеюють в гофрований деревний матеріал, після чого розпилюють його на смуги.
5. Спосіб виготовлення плетених конструкцій за п. 1, який відрізняється тим, що смуги з гофрованим профілем виготовляють з деревини, при цьому фрезують дерев'яну заготовку та надають їй гофрованого профілю, після чого розпилюють її на смуги.
Текст
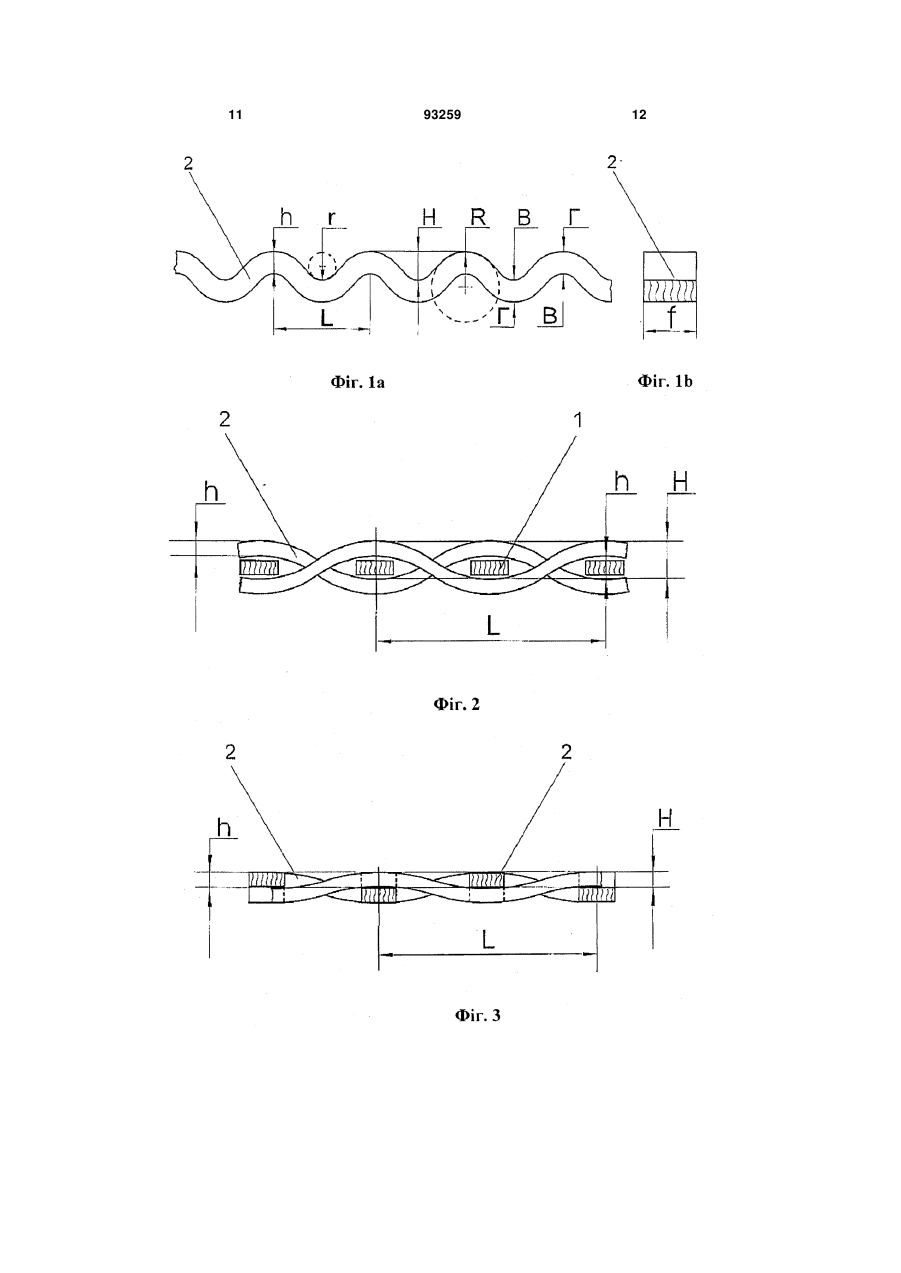
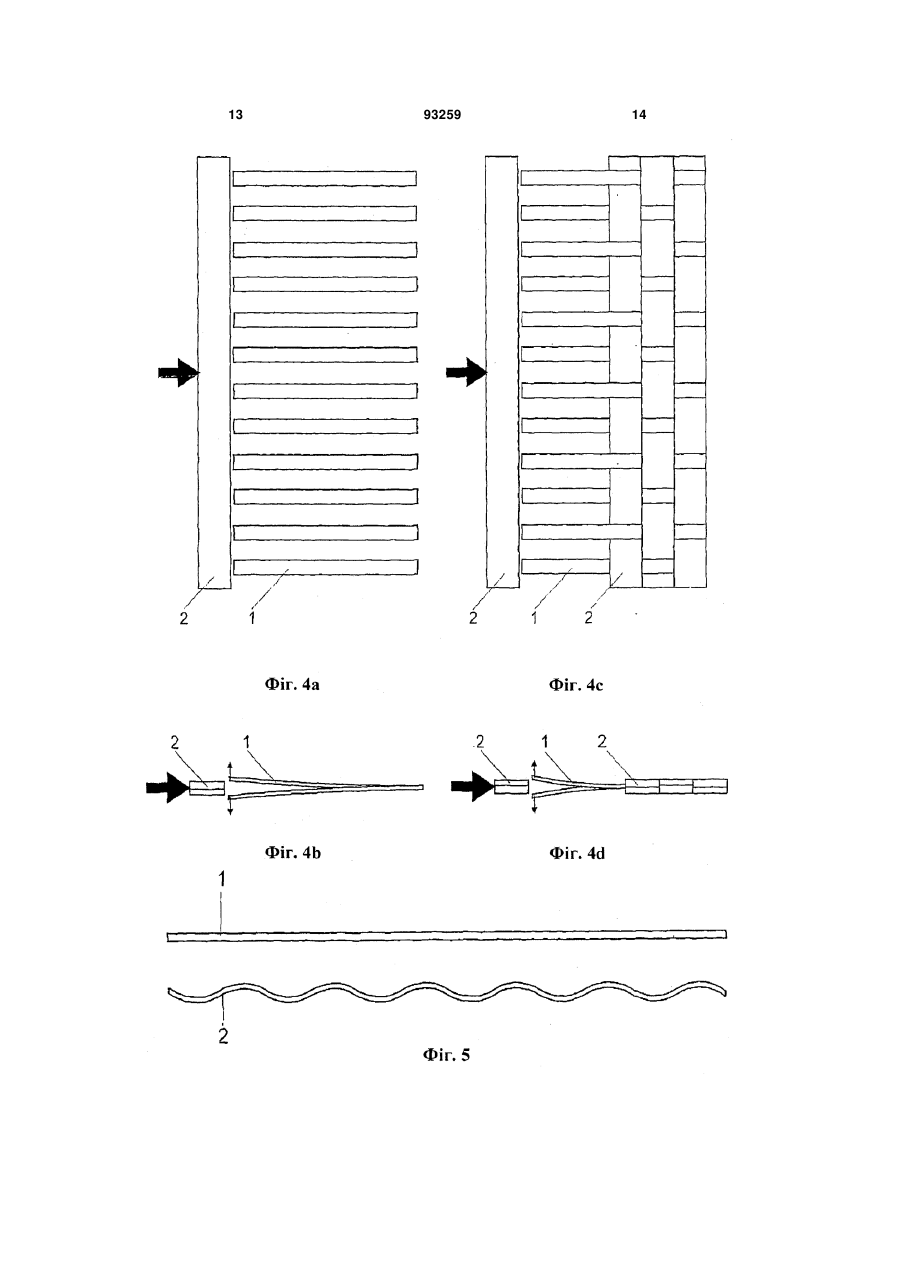
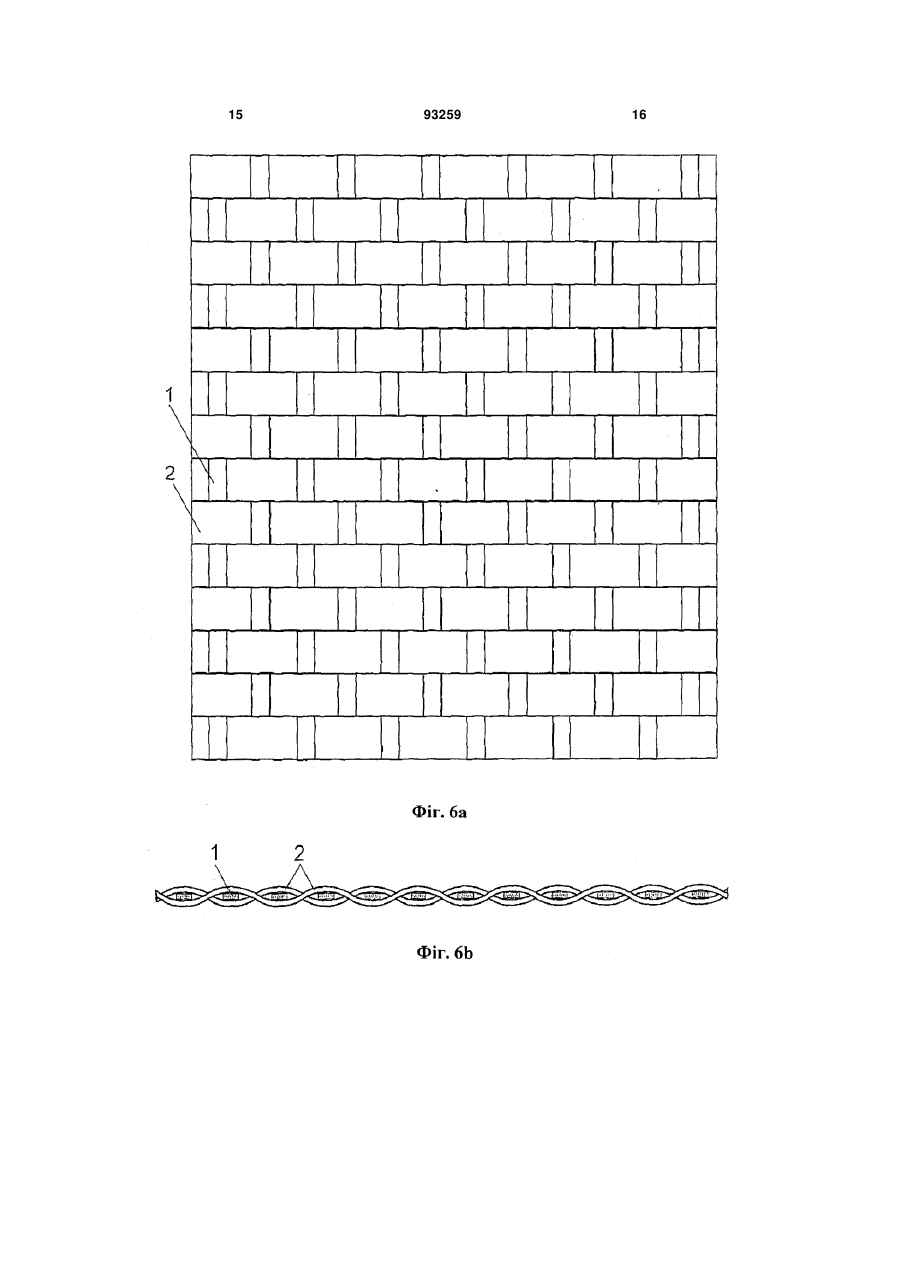
1. Спосіб виготовлення плетених конструкцій, який полягає в тому, що елементи конструкції плетуть між собою, при цьому встановлюють елементи в конструкції уздовж двох, головним чином, взаємно перпендикулярних напрямків, який відрізняється тим, що як елементи конструкції, що встановлюються при плетінні як мінімум уздовж одного напрямку, використовують смуги з гофрованим профілем, причому елементи конс C2 2 (19) 1 3 цій полягає в тому, що елементи конструкції у вигляді тонких стрічок з деревного матеріалу плетуть між собою, в основному механізованим способом, що дозволяє спростити технологію виготовлення меблів та інших виробів з елементами плетіння [2]. Недоліком способу виготовлення ротангового полотна є те, що отримувані з його допомогою плетені конструкції мають дуже низьку несучу здатність, внаслідок чого завжди виконують тільки декоративні функції, після їх фіксації на жорсткому каркасі. Відомі також конструкції, виконані методом плетіння з деревного шпону, наприклад перегородки, ширми, вентиляційні решітки, решітки радіаторів опалення, що виконують захисні і водночас декоративні функції [3]. Спосіб виготовлення таких плетених конструкцій, у сукупності істотних ознак, є найближчим аналогом до способу виготовлення плетених конструкцій, що заявляється. Спосіб полягає в тому, що елементи конструкції плетуть між собою, при цьому встановлюють елементи в конструкцію уздовж двох, головним чином взаємно перпендикулярних напрямків. Крім того, як елементи, що утворюють конструкцію, при плетінні використовують смуги. Крім того, смуги виготовлені з деревного шпону [4]. Деревний шпон є матеріалом, що отримується механізованим способом. Листи шпону мають постійний розмір по товщині і легко можуть бути розпилені уздовж волокон на смуги рівної ширини, придатні для плетіння. Однак, оскільки при плетінні до елементів конструкції докладаються зусилля, направлені на їх деформацію вигину до малих радіусів кривизни для того, щоб надати їм гофрованого профілю, необхідного для виконання плетіння, проявляються негативні властивості деревини як матеріалу для плетіння. На відміну від інших матеріалів, що використовуються при виготовленні плетених конструкцій, деревина має більшу жорсткість і недостатню гнучкість. Гнучкість матеріалу проявляється при дії сил, направлених на деформацію вигинання цього матеріалу. При цьому основним показником, що визначає величину діючої сили, необхідної для вигинання матеріалу, є модуль пружності Е. Наприклад, модуль пружності E при вигинанні для бука становить E 12ГПа, а для вербової лози, що традиційно використовується при виготовленні плетених виробів, модуль пружності становить E 1ГПа. Для елементу плетеної конструкції виготовленого з деревини, як і для всіх твердих матеріалів в межах пружних деформацій, згідно з законом Гука, модуль пружності E дорівнює: E= F/Ae, де F - сила, докладена до елементу плетеної конструкції; А - площа поперечного перетину елементу; е - відносна деформація в елементі. Таким чином, при плетінні величина зусилля, направленого на деформацію вигинання елементу конструкції, пропорціональна модулю пружності матеріалу елементу, його товщині і величині відносної деформації, що виникає при вигинанні, котра тим більша, чим менший створюваний при ви 93259 4 гинанні радіус кривизни елементу конструкції. З цієї причини виконати плетіння описаним способом виготовлення плетених конструкцій можливо тільки при умові малої товщини смуг шпону, так як для вигинання смуг великої товщини до малих радіусів кривизни будуть необхідні дуже великі фізичні зусилля, направлені на те, щоб надати їм гофрованого профілю, необхідного для виконання плетіння. Крім того, при збільшені товщини смуг шпону, що вигинається, збільшується мінімально допустимий радіус кривизни r в гофрованому профілі смуг, так як: r=h/2e, (1) де е - допустима відносна деформація розтягування уздовж волокон; h - товщина смуги. Виконання умови (1) дозволяє виконати вигинання смуги без її руйнування (розриву волокон) [5]. Таким чином, недоліком описаного способу виготовлення плетених конструкцій є те, що при використанні в ході його здійснення як елементів конструкції смуг великої товщини, наприклад, для виготовлення плетених конструкцій, що мають підвищену міцність і несучу здатність, необхідно докладати значні фізичні зусилля. Крім того, мінімальний радіус кривизни, що виникає в елементах конструкції при плетінні, обмежений умовою (1), що також є недоліком описаного способу. Позбавитись від вказаних недоліків описаного способу можливо шляхом зменшення деформацій, що виникають в елементах конструкції при плетінні. Технічним результатом, який забезпечується винаходом, що заявляється, є зменшення зусиль, необхідних для виконання плетіння. Додатковим технічним результатом, який забезпечується винаходом, що заявляється, є підвищення міцності і несучої здатності плетених конструкцій. Суть способу виготовлення плетених конструкцій, що заявляється, полягає в тому, що елементи конструкції плетуть між собою, при цьому встановлюють елементи в конструкції уздовж двох, головним чином взаємно перпендикулярних напрямків. Крім того, як елементи конструкції, що встановлюються при плетінні, як мінімум уздовж одного напрямку, використовують смуги з гофрованим профілем, причому елементи конструкції, що перетинають смуги з гофрованим профілем, встановлюють в западинах цих смуг. Як всі елементи конструкції при плетінні можна використовувати смуги з гофрованим профілем. Смуги з гофрованим профілем можна виготовляти з гофрованої фанери, при цьому гофровану фанеру розпилюють на смуги. Смуги з гофрованим профілем можна виготовляти з листів деревного шпону, при цьому листи деревного шпону гнуть і одночасно склеюють в гофрований пакет і потім розпилюють його на смуги. Смуги з гофрованим профілем можна виготовляти з деревини, при цьому фрезують дерев'яну заготовку, надаючи їй гофрованого профілю, а потім розпилюють її на смуги. 5 Технічний результат: зменшення зусиль, необхідних для виконання плетіння, досягається за рахунок того, що в способі виготовлення плетених конструкцій, що заявляється, як елементи конструкції, що встановлюються при плетінні як мінімум уздовж одного напрямку, використовують смуги з гофрованим профілем. Крім того, елементи конструкції, що перетинають смуги з гофрованим профілем, встановлюють в западинах цих смуг. Це дозволяє не вигинати елементи плетеної конструкції до малих радіусів кривизни для того, щоб надати їм гофрованого профілю, необхідного для виконання плетіння. Таким чином, зменшуються зусилля, направлені на деформацію елементів і виконання плетіння. Технічний результат: підвищення міцності і несучої здатності плетених конструкцій, досягається за рахунок того, що в способі виготовлення плетених конструкцій, що заявляється, як елементи конструкції, які встановлюються при плетінні як мінімум уздовж одного напрямку, використовують смуги з гофрованим профілем. Крім того, елементи конструкції, що перетинають смуги з гофрованим профілем, встановлюють в западинах цих смуг. Це дозволяє не вигинати елементи плетеної конструкції до малих радіусів кривизни для того, щоб надати їм гофрованого профілю, необхідного для виконання плетіння. Отже, при цьому в елементах конструкції не виникають критичні деформації, які можуть привести до їх руйнування. Таким чином, в способі виготовлення плетених конструкцій, що заявляється, гнучкість елементів конструкції при плетінні стає не критичною, з'являється можливість використовувати елементи з товщиною, що значно перевищує товщину елементів, що використовуються у відомих способах виготовлення плетених конструкцій. Суть винаходу пояснюється такими графічними матеріалами. Фіг.1 - параметри смуги з гофрованим профілем. Фіг.2 - фрагмент плетеної конструкції, виготовлений зі смуг деревного шпону з прямим і гофрованим профілем, в розрізі, і параметри її елементів. Фіг.3 - фрагмент плетеної конструкції, виготовлений зі смуг деревного шпону з гофрованим профілем, в розрізі, і параметри її елементів. Фіг.4 - схема виготовлення плетеної конструкції, за прикладом 1 і прикладом 3, вигляд зверху і збоку. Фіг.5 - профіль смуг, що використовуються в прикладі 1 і 3 як елементи конструкції. Фіг.6 - загальний вигляд плетеної конструкції за прикладом 1 і прикладом 3, вигляд зверху і збоку. Фіг.7 - схема виготовлення плетеної конструкції, за прикладом 2, вигляд зверху і збоку. Фіг.8 - профіль смуг, що використовуються в прикладі 2 як елементи конструкції. Фіг.9 - загальний вигляд плетеної конструкції за прикладом 2, вигляд зверху і збоку. Фіг.10 схема виготовлення гофрованого деревного матеріалу з деревного шпону гнуттям з одночасним склеюванням: встановлення пакету з листів шпону в прес-форму. Фіг.11 - схема виготовлення гофрованого деревного матеріалу з деревного шпону гнуттям з одночасним склеюванням: пресування. Фіг.12 - схема виготовлення деревної заготовки з гофрованим профілем фрезуванням, вигляд звер 93259 6 ху. Фіг.13 - схема виготовлення деревної заготовки з гофрованим профілем фрезуванням, вигляд збоку. В способі виготовлення плетених конструкцій, який заявляється, запропоновано використовувати при плетінні, як елементи, що встановлюються як мінімум уздовж одного напрямку, смуги з гофрованим профілем, а елементи конструкції, що перетинають смуги з гофрованим профілем, встановлюють в западинах цих смуг. Гофрований профіль смуг сформований таким чином, що зовнішньо він практично не відрізняється від профілю, який отримують прямолінійні елементи конструкції в процесі їх плетіння один з одним у відомих способах виготовлення плетених конструкцій [4] і визначається кількома параметрами. На фіг.1 показані: 2 - елемент конструкції у вигляді смуги з гофрованим профілем. L - крок чергування гофр, h - товщина смуги, f - ширина смуги, H - висота гофри, r - мінімальний радіус кривизни смуги, R - максимальний радіус кривизни смуги. В - западини гофрованого профілю. Г - горби гофрованого профілю. Крок чергування гофр L визначає мінімальну відстань між елементами, що перетинають смуги з гофрованим профілем в плетеній конструкції. Товщина смуги h, як і її ширина f визначає її міцність. Висота гофри H відповідає глибині западини В. Висоту гофри H задають при формуванні смуги з гофрованим профілем, враховуючи товщину, ширину і форму профілю елементів конструкції, які будуть перетинати смуги з гофрованим профілем при плетінні. При цьому величина H вибирається так, щоб елементи конструкції не зазнавали вигинаючих моментів зі сторони смуг з гофрованим профілем, після виготовлення конструкції. Наприклад, на фіг.2 показаний розріз фрагмента плетеної конструкції, виготовленої за заявленим способом з елементів рівної товщини h, виконаних у вигляді смуг з гофрованим профілем 2 і смуг з прямим профілем 1, які перетинають смуги 2, при цьому висота гофр H 2h. На фіг.3 показаний розріз фрагмента плетеної конструкції, виготовленої за заявленим способом, в якій всі елементи 2 є смугами з гофрованим профілем і мають товщину h, при цьому висота гофр H h. Мінімальний радіус кривизни смуги r, обмежений умовою (1), враховується при формуванні смуги гофрованого профілю методом гнуття і одночасного склеювання [6]. При цьому мінімальний радіус кривизни r визначає допустимі співвідношення між значеннями L i H в гофрованому профілі, так як, виходячи з геометричних співвідношень, в гофрованому профілі смуги виконується приблизна рівність: r L 2 /16 Н. Максимальний радіус кривизни поверхні R відповідає вибраним параметрам L, h і H і не має обмежень. Заявлений спосіб виготовлення плетених конструкцій здійснюють таким чином. Елементи конструкції у вигляді прутів, стрічок, смуг з прямим профілем або смуг з гофрованим профілем встановлюють в ряд, горизонтально і паралельно один до одного з кроком L/2, уздовж першого напрямку. Потім виконують плетіння, з цією метою по черзі 7 розводять вгору і вниз їх кінці з однієї сторони, і заводять між ними горизонтально елемент у вигляді смуги з гофрованим профілем з кроком L. При цьому встановлюють його уздовж другого напрямку, головним чином перпендикулярного до першого напрямку. Потім пересувають його до другої сторони елементів, встановлених уздовж першого напрямку, причому елементи конструкції, що перетинають смуги з гофрованим профілем, при плетінні встановлюють в западинах цих смуг. Потім кінці елементів, встановлених уздовж першого напрямку, розводять в зворотні сторони, і аналогічно встановлюють наступний елемент у вигляді смуги з гофрованим профілем, орієнтований уздовж другого напрямку, і так цикл повторюють. Таким чином, при виготовленні плетеної конструкції заявленим способом, елементи конструкції плетуть між собою, як елементи конструкції, що встановлюються при плетінні як мінімум уздовж одного напрямку, використовують смуги з гофрованим профілем. При цьому елементи конструкції, що перетинають смуги з гофрованим профілем, встановлюють в западинах цих смуг. Це дозволяє не вигинати елементи конструкції до малих радіусів кривизни і відповідно не докладати зусиль, направлених на те, щоб надати елементам конструкції гофрованого профілю, необхідного для виконання плетіння. Таким чином, забезпечується технічний результат: зменшення зусиль, необхідних для виконання плетіння. Крім того, в елементах не виникають деформації, які можуть привести до їх руйнування, що дозволяє виконати конструкцію з підвищеною міцністю і несучою здатністю з елементів з більшою товщиною. Таким чином, забезпечується технічний результат: підвищення міцності і несучої здатності плетених конструкцій Приклади конкретного виконання. Приклад 1 На фіг. 4 показана схема прикладу виготовлення плетеної конструкції за заявленим способом, в якій конструкцію виготовляють з таких елементів. 1 - елементи, що встановлюються уздовж першого напрямку, у вигляді смуг з прямим профілем, виготовлені з деревини. 2 - елементи, що встановлюються уздовж другого напрямку, у вигляді смуг з гофрованим профілем, виготовлені з гофрованої фанери. Виготовлення плетеної конструкції здійснюють таким чином: на стандартному деревообробному устаткуванні виготовляють з деревини смуги 1 з прямим профілем товщиною 5 мм, шириною 12 мм і довжиною, що визначається розмірами конструкції. Листи гофрованої фанери [7] товщиною 5мм, висотою гофр 11 мм і кроком чергування гофр 75 мм, розпилюють упоперек гофр на багатопильному ділильному верстаті ЦДК-5 на смуги 2 з гофрованим профілем шириною 30 мм. Елементи 1 у вигляді смуг з прямим профілем в кількості, що визначається розмірами конструкції, встановлюють в ряд, горизонтально і паралельно один до одного з кроком 37.5 мм уздовж першого напрямку. Потім по черзі розводять вгору і вниз кінці елементів 1 з одної сторони, і заводять між ними горизонтально елемент 2 у вигляді смуги з 93259 8 гофрованим профілем. При цьому встановлюють його уздовж другого напрямку перпендикулярно до елементів 1 так, щоб його западини були розташовані напроти елементів 1. Потім просувають елемент 2 до другої сторони елементів 1. Потім кінці елементів 1 розводять у зворотні сторони, і аналогічно встановлюють наступний елемент 2 у вигляді смуги з гофрованим профілем, і так цикл повторюють. Складання продовжують аналогічно на довжину елементів 1. На фіг.5 показаний профіль смуг 1 і 2, що використовуються в описаному прикладі як елементи конструкції. На фіг.6 показаний загальний вигляд отриманої плетеної конструкції. Приклад 2 На фіг.7 показана схема прикладу виготовлення плетеної конструкції за заявленим способом, в якій конструкцію виготовляють з таких елементів. 1 - елементи, що встановлюються уздовж першого напрямку, у вигляді смуг з гофрованим профілем, виготовлені з деревного шпону. 2 - елементи, що встановлюються уздовж другого напрямку, у вигляді смуг з гофрованим профілем, виготовлені з деревного шпону. Виготовлення плетеної конструкції здійснюють таким чином. Пакет 3, складений з п'яти листів дерев'яного шпону з товщиною 1 мм, з нанесеним на них клеєм пресують в прес-формі 4 (фіг.10 і фіг.11), застосовуючи метод гнуття з одночасним склеюванням [6], при цьому отримують гофрований деревний матеріал товщиною 5 мм, висотою гофр 6 мм, кроком чергування гофр 75 мм. Розпилюють отриманий гофрований деревний матеріал упоперек гофр на багатопильному ділильному верстаті ЦДК-5 на смуги з гофрованим профілем шириною 15 мм і довжиною, що визначається розмірами конструкції, отримуючи при цьому елементи 1 і 2. Елементи 1 у вигляді смуг з гофрованим профілем у кількості, що визначається розмірами конструкції, встановлюють в ряд, горизонтально і паралельно один до одного з кроком 37.5 мм уздовж першого напрямку, зміщуючи їх так, щоб суміжно до їх западин знаходились горби сусідніх елементів 1 (фіг.7). Потім по черзі розводять вгору і вниз кінці елементів 1 з одної сторони, і заводять між ними горизонтально елемент 2 у вигляді смуги з гофрованим профілем. При цьому встановлюють його уздовж другого напрямку перпендикулярно до елементів 1 так, щоб його западини були розташовані напроти елементів 1. Потім просувають елемент 2 до другої сторони елементів 1, і встановлюють його в западинах елементів 1. Потім кінці елементів 1 розводять у зворотні сторони, і аналогічно встановлюють наступний елемент 2 у вигляді смуги з гофрованим профілем, і так цикл повторюють. Складання продовжують аналогічно на довжину елементів 1. На фіг.8 показаний профіль смуг 1 і 2, що використовуються в описаному прикладі як елементи конструкції. На фіг.9 показаний загальний вигляд отриманої плетеної конструкції. Приклад 3 На фіг. 4 показана схема прикладу виготов 9 лення плетеної конструкції за заявленим способом, в якій конструкцію виготовляють з таких елементів. 1 - елементи, що встановлюються уздовж першого напрямку, у вигляді смуг з прямим профілем, виготовлені з деревини. 2 - елементи, що встановлюються уздовж другого напрямку, у вигляді смуг з гофрованим профілем, виготовлені з деревини. Виготовлення плетеної конструкції здійснюють таким чином: на стандартному деревообробному устаткуванні виготовляють з деревини смуги 1 з прямим профілем товщиною 5 мм, шириною 12 мм і довжиною, що визначається розмірами конструкції. Фрезуванням надають дерев'яній заготовці 7 (фіг.12 і фіг.13) гофрованого профілю. З цією метою заготовку 7 у вигляді дошки товщиною 16 мм встановлюють пластом вниз і закріпляють на робочому столі (не показаний) фрезерного верстата ВФК-1. Потім опускають кінцеву фрезу 8 діаметром 75 мм на висоту 5 мм від поверхні робочого стола (не показаний) і встановлюють її напроти довгої сторони заготовки, біля її краю. Вмикають силовий привід фрези (не показаний), і здійснюють подачу заготовки 7 відносно кінцевої фрези 8 по траєкторії, що вказана пунктиром. Обертаючись і зміщуючись по вказаній траєкторії відносно заготовки, кінцева фреза 8 зрізає частину матеріалу заготовки 7 і формує при цьому на ній хвилястий профіль 9 з формою, що відповідає профілю фрези, і з кроком L = 75 мм, що відповідає траєкторії руху фрези. Після обробки одної сторони заготовку 7 перевертають, зміщують уздовж її довгої сторони на відстань L/2 і обробляють її другу сторону аналогічно до першої, при цьому заготовка набуває гофрованого профілю з висотою гофр H = 11 мм і товщиною h = 5 мм. Потім розпилюють отриману заготовку упоперек гофр на багатопильному ділильному верстаті ЦДК-5 на смуги 2 з гофрованим профілем шириною f = 30мм. Елементи 1 у вигляді смуг з прямим профілем в кількості, що визначається розмірами конструкції, встановлюють в ряд, горизонтально і паралельно один до одного з кроком 37.5 мм уздовж першого напрямку (фіг. 4). Потім по черзі розводять вгору і вниз кінці елементів 1 з одної сторони, і заводять між ними горизонтально елемент 2 у вигляді смуги з гофрованим профілем. При цьому встановлюють його 93259 10 уздовж другого напрямку, перпендикулярно до елементів 1 так, щоб його западини були розташовані напроти елементів 1. Потім просувають елемент 2 до другої сторони елементів 1. Потім кінці елементів 1 першого напрямку розводять у зворотні сторони, і аналогічно встановлюють наступний елемент 2 у вигляді смуги з гофрованим профілем, і так цикл повторюють. Складання продовжують аналогічно на довжину елементів 1. На фіг.5 показаний профіль смуг 1 і 2, що використовуються в описаному прикладі як елементи конструкції. На фіг.6 показаний загальний вигляд отриманої плетеної конструкції. Оскільки використовувані в заявленому способі виготовлення плетених конструкцій елементи конструкції виконані з матеріалів, що випускаються промислово, і можуть бути виготовлені за відомими промисловими технологіями, заявлений спосіб може використовуватись в деревообробній промисловості, в будівництві, в виробництві меблів і предметів інтер'єру. Отримувані з його допомогою плетені конструкції знайдуть широке застосування при внутрішньому оздобленні приміщень, як екрани радіаторів опалення, легкі перегородки, стінні і стельові панелі, а також як елементи меблів і фільонок дверей. Автором виготовлена партія плетених конструкцій, вироби з яких проходять дослідну експлуатацію. ДЖЕРЕЛА ІНФОРМАЦІЇ. 1. Тарасенко В.М. Конструирование и производство плетѐной мебели. M., Лесная Пром. 1989. 2. Інтернет ресурс: www.abode.ru/comm/rattan.html. 3. Інтернет ресурс: http://catalog.haefele.ru/c/757.html. 4. Інтернет ресурс: www.traditions.ru/articles/basemethods.htm. 5. Хрулѐв В.H. Производство конструкций из дерева и пластмасс. M., Высшая школа, 1989. 6. Шумега С.С. Иллюстрированное пособие по производству столярно-мебельных изделий, M., 1991. 7. Наназашвили. И.X. Строительные материалы и изделия, справочное пособие, стр. 266 M., Аделант, 2005. 11 93259 12 13 93259 14 15 93259 16 17 93259 18 19 93259 20 21 93259 22 23 Комп’ютерна верстка А. Крулевський 93259 Підписне 24 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making wicker constructions
Автори англійськоюMerezhkin Vitalii Vasilievich
Назва патенту російськоюСпособ изготовления плетеных конструкций
Автори російськоюМережкин Виталий Васильевич
МПК / Мітки
Мітки: плетених, виготовлення, спосіб, конструкцій
Код посилання
<a href="https://ua.patents.su/12-93259-sposib-vigotovlennya-pletenikh-konstrukcijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плетених конструкцій</a>
Спосіб виготовлення замкнених безвузлових плетених сіток
Номер патенту: 53757
Опубліковано: 17.02.2003
Автор: Гришин Микола Савелійович
Мітки: сіток, безвузлових, виготовлення, замкнених, плетених, спосіб
Формула / Реферат:
1. Спосіб виготовлення замкнених безвузлових плетених сіток, який включає виготовлення місць з'єднання та/або сітьової стренги шляхом переміщення веретен по траєкторіях у вигляді вісімки з прокладанням їх по замкненому контуру, утвореному стуленими плетільними головками круг загального зміщуваного центру плетіння й витягування плетеного виробу синхронно процесу плетіння, який відрізняється тим, що на будь-якій стадії формування виробу довжину...
Спосіб виготовлення тонколистових конструкцій підвищеної жорсткості
Номер патенту: 44322
Опубліковано: 25.09.2009
Автори: Шепелєв Анатолій Олександрович, Скуратовський Анатолій Кирилович, Головко Леонід Федорович, Новіков Микола Васильович, Сороченко Валерій Григорович
МПК: B23K 26/00
Мітки: підвищеної, жорсткості, виготовлення, конструкцій, тонколистових, спосіб
Формула / Реферат:
1. Спосіб виготовлення тонколистових конструкцій підвищеної жорсткості, що включає утворення в конструкціях елементів або вузлів жорсткості, який відрізняється тим, що елементи або вузли жорсткості утворюють обробкою визначених ділянок конструкцій формуванням у матеріалі залишкових напруг, які рівні за величиною та характером розподілу і протилежні за знаком максимальним робочим пружним напругам.2. Спосіб за п. 1, який відрізняється...
Спосіб виготовлення сталефібробетонних складчастих і полігональних конструкцій з сухими стиками
Номер патенту: 11901
Опубліковано: 16.01.2006
Автори: Степанюк Руслан Андрійович, Білозір Віталій Володимирович
Мітки: виготовлення, конструкцій, складчастих, полігональних, стиками, сухими, спосіб, сталефібробетонних
Формула / Реферат:
Спосіб виготовлення сталефібробетонних складчастих і полігональних конструкцій з сухими стиками, що включає кріплення верхніх клинів до бортів форми, вкладання арматури у форму, до днища якої кріпляться нижні клини, вивантаження, розрівнювання сталефібробетонної суміші у формі, ущільнювання сталефібробетонної суміші за допомогою, наприклад, вібрування, розпалублювання конструкції, піднімання конструкції з форми після досягання бетоном певної...
Спосіб виготовлення будівельних клеєних конструкцій
Номер патенту: 18876
Опубліковано: 15.11.2006
Автор: Шаварський Анатолій Миколайович
Мітки: конструкцій, будівельних, спосіб, клеєних, виготовлення
Формула / Реферат:
Спосіб виготовлення будівельних клеєних конструкцій, наприклад балконного, віконного або дверного блоків, що включає виготовлення деталей у формі бруса, обробку клеєм, укладання у притискний по двох координатах механізм та притискання з зусиллям по двох координатах, а також подачу наповнювача у порожнину між деталями будівельних конструкцій для утворення притискного зусилля по третій координаті, який відрізняється тим, що деталі у формі...
Спосіб виготовлення сталефібробетонних складчастих і полігональних конструкцій з сухими стиками
Номер патенту: 16841
Опубліковано: 15.08.2006
Автор: Білозір Віталій Володимирович
Мітки: складчастих, конструкцій, спосіб, виготовлення, стиками, сталефібробетонних, сухими, полігональних
Формула / Реферат:
Спосіб виготовлення сталефібробетонних складчастих і полігональних конструкцій з сухими стиками, що включає вкладання арматури у форму, до днища якої прикріплюють нижні клини, вивантаження, розрівнювання сталефібробетонної суміші у формі, кріплення верхніх клинів до бортів форми, ущільнення сталефібробетонної суміші, розпалублювання конструкції, піднімання конструкції з форми після досягнення бетоном певної міцності з утворенням під час...
Попередній патент: Спосіб одержання тетрахлориду титану
Наступний патент: Спосіб визначення характеристик чутливості вибухових речовин до вібрації
Випадковий патент: Робоче обладнання для реконструкції