Спосіб виготовлення кільцевого волоконного елемента та установка для його здійснення

Формула / Реферат
1. Спосіб виготовлення кільцевого волоконного елемента, який містить такі етапи:
забезпечують перше волоконне полотно, сформоване з елементів по суті одного напряму,
формують поперечне перше кільцеве полотно шляхом укладання першого волоконного полотна по черзі в одному напрямі і в протилежному напрямі між коаксіальними зовнішнім круглим кільцем і внутрішнім круглим кільцем з утриманням полотна на цих кільцях,
забезпечують друге волоконне полотно, сформоване з елементів по суті одного напряму,
формують окружне друге кільцеве полотно шляхом укладання другого волоконного полотна в окружному напрямі між зовнішнім і внутрішнім кільцями,
зв'язують поперечне і окружне кільцеві полотна одне з одним, і
приводять поперечне і окружне кільцеві полотна в обертання навколо осі зовнішнього і внутрішнього кілець для виконання великої кількості повних оборотів з отриманням безпосередньо з вказаних елементів одного напряму товстого кільцевого волоконного елемента, який містить шари, утворені поперечним полотном, які перемежовуються і зв'язані з шарами, утвореними окружним полотном.
2. Спосіб за п. 1, який відрізняється тим, що перше волоконне полотно укладають із зменшенням його ширини між зовнішнім кільцем і внутрішнім кільцем, а окружне полотно формують з густиною, яка зменшується між зовнішнім кільцем і внутрішнім кільцем.
3. Спосіб за п. 1, який відрізняється тим, що поперечне кільцеве полотно укладають так, щоб дати йому по суті постійну щільність вздовж будь-якого кола.
4. Спосіб за п. 1, який відрізняється тим, що перше кільцеве полотно укладають таким чином, що волоконні елементи поперечного кільцевого полотна утворюють кут в межах від 45° до 75 ° з дотичною до окружного напряму в середньому колі поперечного кільцевого полотна.
5. Спосіб за п. 4, який відрізняється тим, що вказаний кут складає приблизно 60°.
6. Спосіб за п. 1, який відрізняється тим, що перше волоконне полотно формують з розподіленого джгута або множини розподілених джгутів, розташованих один поряд з іншим.
7. Спосіб за п. 1, який відрізняється тим, що друге волоконне полотно формують з розподіленого джгута або множини розподілених джгутів, розташованих один поряд з іншим.
8. Спосіб за п. 1, який відрізняється тим, що кільцеве поперечне полотно утримують на зовнішньому кільці і внутрішньому кільці за допомогою штирків, встановлених на цих кільцях.
9. Спосіб за п. 8, який відрізняється тим, що поперечне і окружне полотна приводять в обертання за допомогою зовнішнього кільця і внутрішнього кільця.
10. Спосіб за п. 1, який відрізняється тим, що поперечне і окружне кільцеві полотна формують на горизонтальній кільцевій опорі, яка розташована між зовнішнім кільцем і внутрішнім кільцем і яку послідовно опускають у міру формування кільцевого волоконного елемента.
11. Спосіб за п. 10, який відрізняється тим, що після формування кільцевого волоконного елемента його від'єднують шляхом відносного вертикального зсуву між кільцевою опорою і зовнішнім кільцем і внутрішнім кільцем.
12. Спосіб за п. 1, який відрізняється тим, що скріплення між поперечним і окружним кільцевими полотнами проводять послідовно у міру їх укладання.
13. Спосіб за п. 1, який відрізняється тим, що скріплення між поперечним і окружним кільцевими полотнами здійснюють шляхом голкопробивання.
14. Спосіб за п. 1, який відрізняється тим, що окружне кільцеве полотно укладають після укладання поперечного кільцевого полотна і безпосередньо перед скріпленням полотен одне з одним.
15. Установка для виготовлення товстого кільцевого волоконного елемента, яка містить шари, утворені волоконним поперечним полотном, які перемежовуються і зв'язані з шарами, утвореними окружним волоконним полотном, яка містить:
пристрій для подачі першого волоконного полотна і його укладання на кільцеву опору по черзі в одному напрямі і в протилежному напрямі між коаксіальними зовнішнім круглим кільцем і внутрішнім круглим кільцем, розташованим на кожній стороні від кільцевої опори, для формування поперечного першого кільцевого полотна,
елементи для утримання поперечного кільцевого полотна на зовнішньому і внутрішньому кільцях,
пристрій для подачі другого волоконного полотна на кільцеву опору і його укладання в окружному напрямі між зовнішнім і внутрішнім кільцями для формування окружного другого кільцевого полотна,
пристрій для скріплення поперечного і окружного кільцевих полотен одне з одним, і
пристрій для приведення поперечного і окружного кільцевих полотен в обертання навколо осі зовнішнього і внутрішнього кілець.
16. Установка за п. 15, яка відрізняється тим, що пристрій для подачі і укладання першого волоконного полотна містить:
пристрій для подачі першого волоконного полотна, і
орган, що створює човник і виконаний з можливістю поворотно-поступального руху між положенням за межами зовнішнього кільця і положенням всередині внутрішнього кільця і з можливістю дії на перше волоконне полотно для його подачі до внутрішнього кільця із зменшенням ширини полотна.
17. Установка за п. 16, яка відрізняється тим, що орган, який створює човник, містить криволінійну ділянку для упору в перше волоконне полотно для подачі його до внутрішнього кільця з наданням полотну кривизни в області внутрішнього кільця, відповідної кривизні внутрішнього кільця.
18. Установка за п. 15, яка відрізняється тим, що елементи для утримання поперечного полотна виконані у вигляді штирків, встановлених на зовнішньому кільці і внутрішньому кільці.
19. Установка за п. 18, яка відрізняється тим, що додатково містить притискні елементи у вигляді рухомих криволінійних стрижнів, сприяючих насадженню першого волоконного полотна на штирки шляхом надання тиску на перше волоконне полотно.
20. Установка за п. 15, яка відрізняється тим, що пристрій для приведення в обертання містить зовнішнє кільце і внутрішнє кільце.
21. Установка за п. 15, яка відрізняється тим, що кільцева опора виконана з можливістю вертикального переміщення.
22. Установка за п. 15, яка відрізняється тим, що пристрій для скріплення виконаний у вигляді голкопробивного пристрою, розташованого по напряму руху безпосередньо позаду пристрою для подачі другого волоконного полотна на кільцеву опору.
Текст
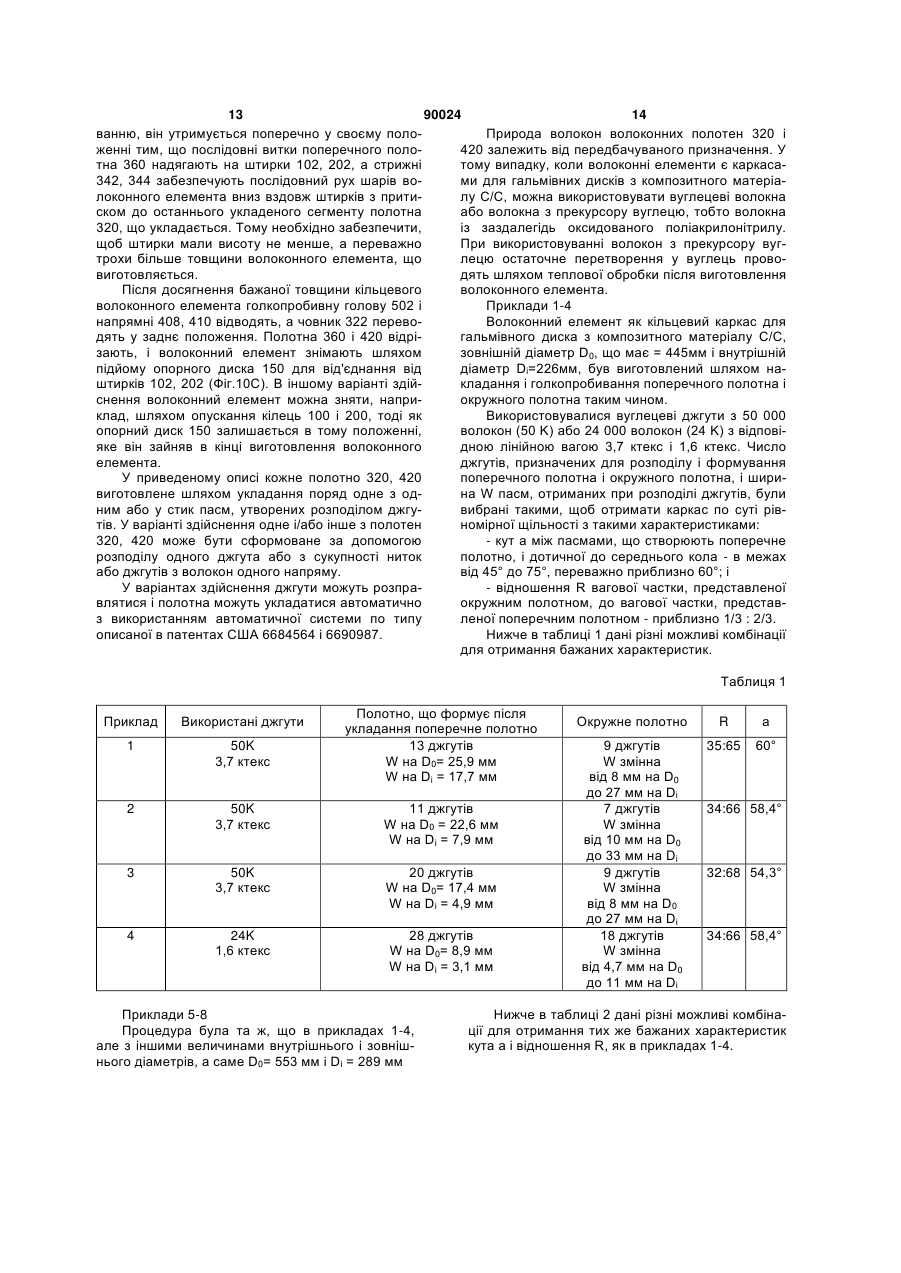
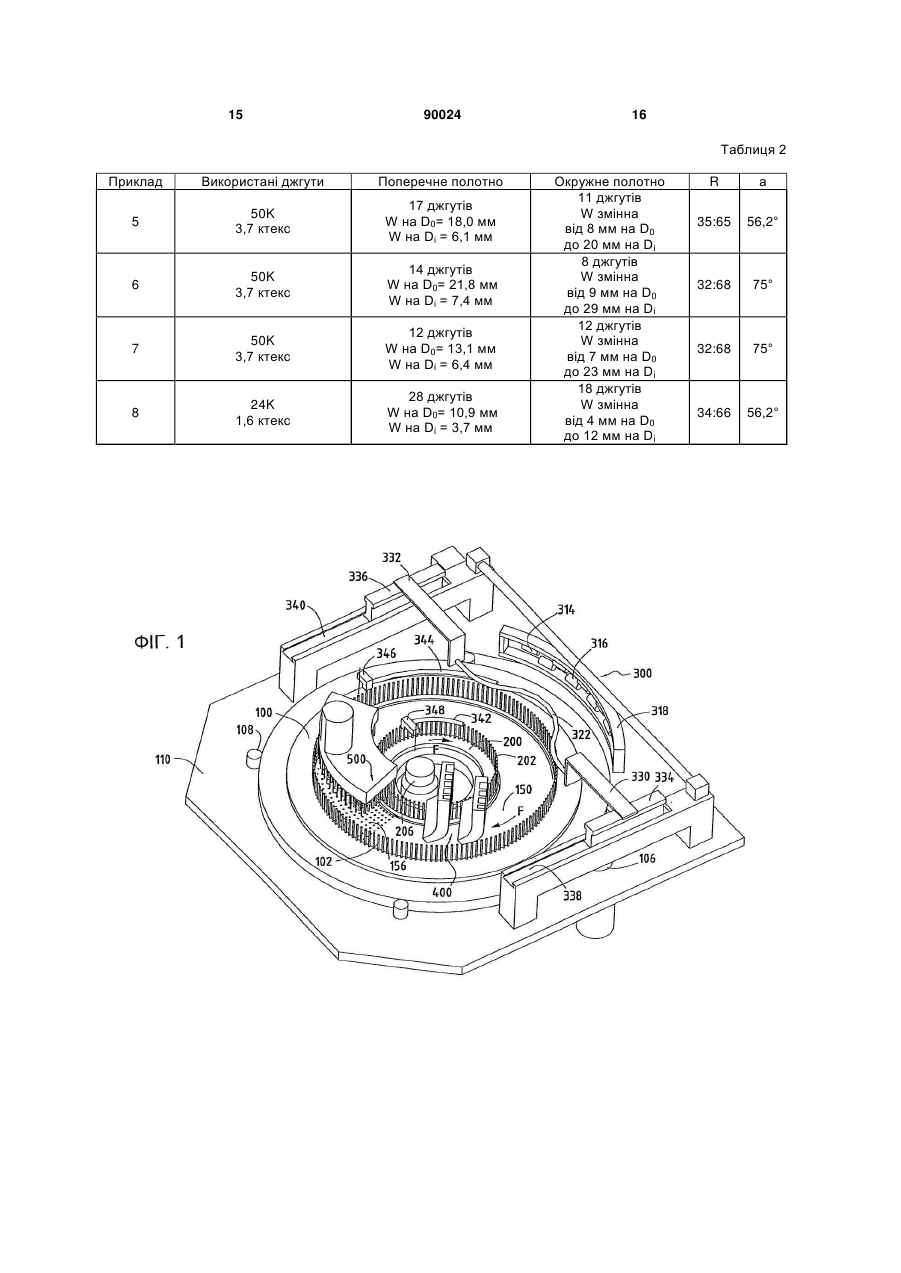
1. Спосіб виготовлення кільцевого волоконного елемента, який містить такі етапи: забезпечують перше волоконне полотно, сформоване з елементів по суті одного напряму, формують поперечне перше кільцеве полотно шляхом укладання першого волоконного полотна по черзі в одному напрямі і в протилежному напрямі між коаксіальними зовнішнім круглим кільцем і внутрішнім круглим кільцем з утриманням полотна на цих кільцях, забезпечують друге волоконне полотно, сформоване з елементів по суті одного напряму, формують окружне друге кільцеве полотно шляхом укладання другого волоконного полотна в окружному напрямі між зовнішнім і внутрішнім кільцями, зв'язують поперечне і окружне кільцеві полотна одне з одним, і приводять поперечне і окружне кільцеві полотна в обертання навколо осі зовнішнього і внутрішнього кілець для виконання великої кількості повних оборотів з отриманням безпосередньо з вказаних елементів одного напряму товстого кільцевого волоконного елемента, який містить шари, утворені поперечним полотном, які перемежовуються і зв'язані з шарами, утвореними окружним полотном. 2. Спосіб за п. 1, який відрізняється тим, що перше волоконне полотно укладають із зменшенням його ширини між зовнішнім кільцем і внутрішнім кільцем, а окружне полотно формують з густиною, 2 (19) 1 3 90024 4 13. Спосіб за п. 1, який відрізняється тим, що орган, що створює човник і виконаний з можливісскріплення між поперечним і окружним кільцевими тю поворотно-поступального руху між положенням полотнами здійснюють шляхом голкопробивання. за межами зовнішнього кільця і положенням все14. Спосіб за п. 1, який відрізняється тим, що редині внутрішнього кільця і з можливістю дії на окружне кільцеве полотно укладають після уклаперше волоконне полотно для його подачі до внудання поперечного кільцевого полотна і безпосетрішнього кільця із зменшенням ширини полотна. 17. Установка за п. 16, яка відрізняється тим, що редньо перед скріпленням полотен одне з одним. 15. Установка для виготовлення товстого кільцеорган, який створює човник, містить криволінійну вого волоконного елемента, яка містить шари, ділянку для упору в перше волоконне полотно для утворені волоконним поперечним полотном, які подачі його до внутрішнього кільця з наданням перемежовуються і зв'язані з шарами, утвореними полотну кривизни в області внутрішнього кільця, окружним волоконним полотном, яка містить: відповідної кривизні внутрішнього кільця. 18. Установка за п. 15, яка відрізняється тим, що пристрій для подачі першого волоконного полотна і його укладання на кільцеву опору по черзі в оделементи для утримання поперечного полотна ному напрямі і в протилежному напрямі між коаксівиконані у вигляді штирків, встановлених на зовальними зовнішнім круглим кільцем і внутрішнім нішньому кільці і внутрішньому кільці. 19. Установка за п. 18, яка відрізняється тим, що круглим кільцем, розташованим на кожній стороні від кільцевої опори, для формування поперечного додатково містить притискні елементи у вигляді першого кільцевого полотна, рухомих криволінійних стрижнів, сприяючих насаелементи для утримання поперечного кільцевого дженню першого волоконного полотна на штирки полотна на зовнішньому і внутрішньому кільцях, шляхом надання тиску на перше волоконне полопристрій для подачі другого волоконного полотна тно. 20. Установка за п. 15, яка відрізняється тим, що на кільцеву опору і його укладання в окружному напрямі між зовнішнім і внутрішнім кільцями для пристрій для приведення в обертання містить зовформування окружного другого кільцевого полотнішнє кільце і внутрішнє кільце. 21. Установка за п. 15, яка відрізняється тим, що на, пристрій для скріплення поперечного і окружного кільцева опора виконана з можливістю вертикалькільцевих полотен одне з одним, і ного переміщення. 22. Установка за п. 15, яка відрізняється тим, що пристрій для приведення поперечного і окружного кільцевих полотен в обертання навколо осі зовніпристрій для скріплення виконаний у вигляді голшнього і внутрішнього кілець. копробивного пристрою, розташованого по напря16. Установка за п. 15, яка відрізняється тим, що му руху безпосередньо позаду пристрою для попристрій для подачі і укладання першого волокондачі другого волоконного полотна на кільцеву опоного полотна містить: опору. пристрій для подачі першого волоконного полотна, Даний винахід стосується способу виготовлення тривимірних кільцевих волоконних елементів. Приватною областю використовування винаходу є виготовлення товстих кільцевих волоконних заготовок, які утворюють армуючу конструкцію кільцевих виробів з композитного матеріалу, особливо гальмівних дисків, таких як диски з матеріалу вуглець/вуглець або С/С (каркас з волокон вуглецю, ущільнений вуглецевою матрицею) для гальм літаків. Звичайний процес виготовлення кільцевих волоконних каркасів полягає в накладенні і з'єднанні двомірних шарів для утворення товстих листів, з яких вирізують каркаси. Такий описаний процес, наприклад, в патентах США 4790052 і 5792715, зв'язаний з істотним недоліком - великою кількістю відходів матеріалу. Цей недолік усугубляється тим, що волокна є дорогим матеріалом, особливо у разі використовування волокон вуглецю або прекурсору вуглецю. Пропонувалися різні рішення, направлені на усунення цього недоліку і на отримання волоконної конструкції у формі, максимально наближеній до бажаної кільцевої форми. Так, в патентах США 6009604 і 5662855 запропоновано виготовляти каркаси шляхом накладення і з'єднання шарів, утворених тасьмою, плоско навитої для утворення спіралі. В патентах США 6363593 і 6367130 запропоновано використовування полотнища спірального навивання з накладених один на одного витків, сполучених один з одним. Ці рішення вимагають виготовлення волоконної тканини (тасьми або спірального полотнища), яка є напівфабрикатом між нитками або джгутами волокон і кільцевим каркасом, що підлягає виготовленню. Для того, щоб уникнути цього проміжного етапу, в патентному документі WO 98/49382 запропоновано поміщати неорганізовану масу волокон на кільцеву опору і зв'язувати їх шляхом обробки голками або голкопробивання. Проте в документі нічого не сказано про засоби, які необхідно використовувати на практиці для отримання кільцевого задовільного каркаса, щонайменше, відносно рівномірності. В той же час в певних областях використовування, таких як використовування каркасів як каркаси гальмівних дисків в авіації, вимоги до рівномірності дуже високі, також як і вимоги до контролю якості механічних характеристик. В патентному документі США 2005/0172465 запропоновано формувати кільцевий каркас шляхом дозованої і керованої подачі коротких волокон 5 90024 6 на кільцевий стіл, що обертається, з послідовним перечного кільцевого полотна. Переважно цей кут голкопробиванням. При цьому можна одержувати складає приблизно 60°. При цьому одержують каркаси рівномірної структури, проте ціною проміволоконний елемент з поперечним полотном, в жного етапу отримання коротких волокон. якому волоконні елементи перетинаються в трьох Задача одного з аспектів винаходу полягає у напрямах, утворюючи між собою кути величиною створенні способу, який забезпечує можливість приблизно 60°. виготовлення кільцевого волоконного елемента Переважно кільцеве поперечне полотно утрибезпосередньо з ниток або джгутів, що є на ринку, мують на зовнішньому і внутрішньому кільцях за тим самим обмежуючи текстильні операції для допомогою штирків, встановлених на цих кільцях. зниження до можливого мінімуму вартості виготоТакож переважно поперечне і окружне полотвлення. на приводять в обертання за допомогою зовнішВідповідно до винаходу рішення поставленої нього і внутрішнього кілець. задачі досягається за рахунок способу, який склаЗгідно з наступною особливістю способу попедається з таких етапів: речне і окружне кільцеві полотна формують на - забезпечують перше волоконне полотно, горизонтальній кільцевій опорі, яка розташована сформоване з елементів по суті одного напряму, між зовнішнім і внутрішнім кільцями і яку послідов- формують поперечне перше кільцеве полотно опускають по мірі формування кільцевого волоно шляхом укладання першого волоконного полоконного елемента. Після формування кільцевого тна по черзі в одному напрямі і в протилежному волоконного елемента він може бути від'єднаний напрямі між коаксіальними зовнішнім круглим кішляхом відносного вертикального зсуву між кільльцем і внутрішнім круглим кільцем з утриманням цевою опорою і зовнішнім і внутрішнім кільцями. полотна на цих кільцях, Переважно скріплення між поперечним і окру- забезпечують друге волоконне полотно, жним кільцевими полотнами проводять послідовно сформоване з елементів по суті одного напряму, по мірі їх укладання, причому це скріплення здійс- формують окружне друге кільцеве полотно нюють, наприклад, шляхом голкопробивання. шляхом укладання другого волоконного полотна в Згідно з наступною особливістю способу окруокружному напрямі між зовнішнім і внутрішнім кіжне кільцеве полотно укладають після того, як льцями, було укладене поперечне кільцеве полотно, і без- зв'язують поперечне і окружне кільцеві полопосередньо перед скріпленням полотен один з тна один з одним, і одним. - приводять поперечне і окружне кільцеві поВ іншому аспекті задачею винаходу є створенлотна в обертання навколо осі зовнішнього і внутня установки для здійснення способу. Рішення цієї рішнього кілець для виконання великої кількості задачі досягається за рахунок створення установповних оборотів з метою отримання безпосередки, яка містить: ньо з вказаних елементів одного напряму товстого - пристрій для подачі першого волоконного кільцевого волоконного елемента, що містить шаполотна і його укладання на кільцеву опору по ри, які утворені поперечним полотном, переміжні і черзі в одному напрямі і в протилежному напрямі зв'язані з шарами, утвореними окружним полотміж коаксіальними зовнішнім круглим кільцем і ном. внутрішнім круглим кільцем, розташованим на Це перше волоконне полотно, а також друге кожній стороні від кільцевої опори, для формуванволоконне полотно можуть бути утворені нитками ня поперечного першого кільцевого полотна, або джгутами або по суті пасмами, які отримані - елементи для утримання поперечного кільрозподілом джгута, або множиною таких пасм, цевого полотна на зовнішньому і внутрішньому розташованих одне поряд з іншим. Таким чином кільцях, можна одержувати кільцевий волоконний елемент - пристрій для подачі другого волоконного побезпосередньо з ниток або джгутів практично без лотна на кільцеву опору і його укладання в окружвідходів. ному напрямі між зовнішнім і внутрішнім кільцями Згідно з особливістю винаходу перше володля формування окружного другого кільцевого конне полотно укладають із зменшенням його шиполотна, рини між зовнішнім кільцем і внутрішнім кільцем, а - пристрій для скріплення поперечного і окруокружне полотно формують із щільністю, яка змежного кільцевих полотен один з одним, і ншується між зовнішнім кільцем і внутрішнім кіль- пристрій для приведення поперечного і окруцем. Переважно поперечне кільцеве полотно укжного кільцевих полотен в обертання навколо осі ладають так, щоб додати йому по суті постійну зовнішнього і внутрішнього кілець. щільність вздовж будь-якого кола. Завдяки цьому Переважно пристрій для подачі і укладання забезпечується можливість одержувати по суті першого волоконного полотна містить: однорідний волоконний елемент, при цьому збі- пристрій для подачі першого волоконного льшення щільності поперечного полотна через полотна, і звуження першого волоконного полотна до внут- створюючий човник орган, виконаний з можрішнього кільця компенсується зменшенням щільливістю поворотно-поступального руху між полоності окружного полотна. женням за межами зовнішнього кільця і положенЗгідно з іншою особливістю способу перше ням всередині внутрішнього кільця і з можливістю волоконне полотно укладають таким чином, що дії на перше волоконне полотно для його подачі волоконні елементи поперечного кільцевого полодо внутрішнього кільця із зменшенням ширини тна утворюють кут в межах від 45° до 75° з дотичполотна. ною до окружного напряму в середньому колі по 7 90024 8 Переважно створюючий човник орган містить сті декількох десятків. Штирки 202 виступають векриволінійну ділянку для упору в перше волоконне ртикально вгору від верхньої поверхні кільця 200 в полотно для подачі його до внутрішнього кільця з безпосередній близькості до його зовнішньої кромдоданням полотну кривизни в області внутрішньоки. Верхні поверхні кілець 100 і 200 лежать по суті го кільця, відповідній кривизні внутрішнього кільця. в одній горизонтальній площині. Також переважно елементи для утримання Кільця 100 і 200 приводяться в обертання напоперечного полотна виконані у вигляді штирків, вколо осі А. Обертальний привід може здійснювавстановлених на зовнішньому і внутрішньому кільтися за допомогою фрикційних коліс 106, 206, взацях. ємодіючих відповідно із зовнішньою бічною Згідно з іншою особливістю установка додатповерхнею кільця 100 і внутрішньою бічною повеково містить притискні елементи у вигляді рухомих рхнею кільця 200. Фрикційні колеса 106, 206 прикриволінійних стрижнів, сприяючих насадженню водяться відповідними моторами або одним мотопершого волоконного полотна на штирки шляхом ром через трансмісію (привідні засоби не надання тиску на перше волоконне полотно. показані). В іншому варіанті кільця 100, 200 моПереважно пристрій для приведення в обержуть приводитися в обертання за допомогою зубтання містить зовнішнє і внутрішнє кільця. частих коліс, що зчіпляються із зубчастими вінцяТакож переважно кільцева опора виконана з ми, утвореними відповідно на зовнішній і можливістю вертикального переміщення. внутрішній бічних кромках кілець 100 і 200. Ролики Згідно з наступною особливістю установки (такі як ролики 108 для кільця 100) і напрямні дозв'язувальний пристрій виконаний у вигляді голкоріжки (не показані) направляють і підтримують пробивного пристрою, розташованого по напряму кільця 100 і 200 відносно станини 110 установки. руху безпосередньо позаду пристрою для подачі Кільцевий диск 150 виконаний неповоротним, другого волоконного полотна на кільцеву опору. але рухомим по вертикалі з опорою на вертикальні Короткий опис креслень штоки 152 виконавчих пристроїв 154 (Фіг.3), наДалі з посиланнями на прикладені креслення приклад, трьох виконавчих пристроїв, дія яких сибудуть детально описані приклади здійснення винхронізована для збереження горизонтального находу, які не є обмежуючими. На кресленнях: положення диска 150. Фіг.1 схемно зображує в перспективі установку Крім того, установка по Фіг.1 додатково місдля здійснення способу згідно з винаходом, тить пристрій 300 подачі і укладання першого воФіг.2 схемно зображує установку по Фіг.1 на локонного полотна для формування поперечного виді зверху, полотна, що проходить між кільцями 100 і 200; Фіг.3 зображує в перспективі і в розрізі частину пристрій 400 подачі і накладення другого волоконустановки по Фіг.1, ного полотна для формування окружного шару, що Фіг.4 схемно зображує частину установки по проходить між кільцями 100 і 200; і зв'язувальний Фіг.1, представляючи зокрема пристрій для подачі пристрій 500 для з'єднання поперечного і окружноі укладання, призначений для формування попего полотен. Пристрій 400 подачі і накладення розречного полотна, ташований по напряму руху позаду пристрою 300 Фіг.5 зображує подачу пасм, які формують поподачі і укладання і безпосередньо перед зв'язуперечне полотно, вальним пристроєм 500. Термін «по напряму руху» Фіг.6 схемно зображує частину установки по використовується тут по відношенню до напряму Фіг.1, показуючи поперечне полотно в процесі фообертання кілець 100 і 200 (стрілки F). рмування, Як показано на Фіг.4-6, пристрій 300 подачі і Фіг.7A-7G зображують послідовні етапи процеукладання одержує множину пасм 302 (Фіг.5-6), су укладання при формуванні поперечного полотутворених розподілом відповідних джгутів. Кожне на, пасмо огинає ряд натяжних роликів 303 і тяговий Фіг.8 зображує ділянку одержуваного поперечпристрій з привідним колесом 304, які встановлені ного полотна, на плиті 305. Далі кожне пасмо огинає ролик 306, Фіг.9 і 9А дуже схемно зображують частину створюючий регулятор натягнення і встановлений установки, представляючи зокрема пристрій для з можливістю вільного переміщення у вертикальподачі і укладання, призначений для формування ному прорізі 307 плити 305. Такий пристрій подачі окружного полотна, сам по собі добре відомий. Фіг.10А-10С схемно зображують частину устаДва ряди 314, 316 роликів встановлені на рамі новки, показуючи кільцевий волоконний елемент 318, яка підтримується станиною 110. Ці ролики на двох етапах його виготовлення і потім на етапі приймають пасма 302 під натягненням для їх об'єзняття після виготовлення. днання і формування волоконного полотна 320 Показана на Фіг.1 установка містить два горишляхом розташування пасм одне поряд з іншим зонтальні круглі кільця із загальною вертикальною (Фіг.6). Ролики двох розташованих один над одним віссю А - зовнішнє кільце 100 і внутрішнє кільце рядів 314, 316 розміщені в шаховому порядку, а 200, між якими розташована горизонтальна кільряди проходять по дузі кола з центром на осі А цева опора або опорний кільцевий диск 150. для полегшення укладання полотна 320 на дугоЗовнішнє кільце 100 несе круговий ряд штирків вий сектор. 102 в кількості декількох десятків. Штирки 102 виПристрій 300 подачі і укладання містить також ступають вертикально вгору від верхньої поверхні укладальник або човник 322, виконаний з можликільця 100 в безпосередній близькості до його внувістю поступального руху по суті в радіальному трішньої кромки. Подібним же чином внутрішнє напрямі в обидві сторони між заднім положенням кільце 200 несе круговий ряд штирків 202 в кількоза межами зовнішнього кільця 100 і переднім по 9 90024 10 ложенням всередині внутрішнього кільця 200. На Далі укладання волоконного полотна 320 за своєму шляху між заднім і переднім положеннями допомогою човника 322 і стрижнів 342, 344 буде човник 322 проходить над кільцями 100 і 200. описано з посиланнями на Фіг.7A-7G і 8. На своєму шляху відзаднього положення до Як показано на Фіг.7А, сегмент 360 полотна переднього човник 322 направляє полотно 320 320 вже укладений і насаджений на штирки 102 і таким чином, що приводить його до внутрішнього 202 за допомогою стрижнів 342, 344, а човник 322 кільця 200 з одночасним звуженням для надання знаходиться у своєму задньому положенні. форми кільцевого сегменту тій ділянці полотна, Далі човник 322 переміщується до свого пеяка проходить між кільцями 100 і 200. Для цього реднього положення, протягуючи полотно 320 до човник 322 утворений стрижнем з криволінійною внутрішнього кільця 200 і проходячи над стрижнем центральною ділянкою 324, кривизна якого відпо342 (Фіг.7В). Човник 322 упирається своєю внутрівідає кривизні внутрішнього краю сегменту полотшньою стороною в полотно 320 і викликає посліна. Іншими словами, центральна ділянка 324 має довне звуження полотна з одночасним доданням форму дуги кола з центром на осі А, коли човник бажаної кривизни внутрішньому краю 362b сегме322 знаходиться в своєму передньому положенні. нту 362 полотна, що знов подається. Центральна ділянка сполучена з кінцями 326 і 328 Стрижні 342, 344 послідовно переміщуються човника криволінійними ділянками, обернутими описаним нижче чином. Спочатку вони повертаопуклими сторонами всередину човника для заються назустріч напряму руху, щоб повністю звібезпечення звуження полотна 320. льнитися від сегменту 362, так що полотно 320 Кінці 326, 328 човника сполучені з відповіднищільно натягується на штирки 102 під дією натягми кронштейнами 330, 332, прикріпленими до повнення полотна. Після цього стрижні переміщуютьзунів 334, 336, встановлених з можливістю постуся вгору і потім повертаються по напряму руху (в пального руху в напрямних 338, 340 ковзання на положення по Фіг.6), щоб з'явитися над сегментом станині 110. Повзуни 334, 336 приводяться у синх362 (Фіг.7C) і нарешті опускаються для насадженронний рух по напрямним 338, 340 привідними ня сегменту 362 на штирки 102, 202 з опорою на засобами (не показані), такими як виконавчі мехавнутрішнє і зовнішнє кільця (Фіг.7D). нізми, троси або конвеєрні стрічки, що приводятьДалі човник 322 переміщується до свого задся моторами. нього положення. Під дією натягнення, в пасмах, Пристрій 300 подачі і укладання містить також що створюють полотно 320, він охоплює стрижень два притискні елементи - зовнішній притискний 344, і новий сегмент 364 проходить між внутрішнім елемент 342 і внутрішній притискний елемент 344, і зовнішнім кільцями (Фіг.7E). виконані у вигляді криволінійних стрижнів. ПритисСтрижні 342, 344 знов повертаються назустріч кні елементи або криволінійні стрижні 342, 344 напряму руху, щоб повністю звільнитися від сегпризначені для насадження на штирки 102, 202 менту 364, так що полотно 320 щільно натягується країв кожного сегменту волоконного полотна 320, на штирки 202 під дією свого натягнення. Після укладеного між кільцями 100 і 200. Стрижень 342 цього стрижні переміщуються вгору і потім поверпроходить по дузі кола з центром на осі А і розтатаються по напряму руху, щоб з'явитися над сегшований безпосередньо зовні за рядом штирків ментом 364 (Фіг.7F) і нарешті опускаються для 102. Стрижень 342 має довжину, яка, щонайменнасадження сегменту 364 на штирки 102, 202 ше, дорівнює довжині зовнішнього краю сегменту (Фіг.7G). Це положення аналогічно положенню по укладеного волоконного полотна 320, а переважно Фіг.7А, і процес може бути продовжений описаним більше цієї довжини. Стрижень 344 проходить по способом. дузі кола з центром на осі А і розташований безПолотно 320 укладають з одночасним привепосередньо всередині за рядом штирків 202. денням кілець 100 і 200 в обертання. Обертальний Стрижень 344 має довжину, яка, щонайменше, рух може бути безперервним. При цьому слід задорівнює довжині внутрішнього краю сегменту безпечити, щоб стрижні 342, 344 мали достатню укладеного волоконного полотна 320, а переважно довжину для притискання до всієї ширини полотна більше цієї довжини. Стрижні 342, 344 переважно під час насадження його на штирки 102, 202. Можмають поперечний переріз у формі півмісяця і ливий також варіант циклічного повороту кілець обернені своєю плоскою стороною до відповідних 100 і 200, наприклад, із зупинками на час дії стриштирків 102, 202. жнів 342, 344 на полотно 320. На своїх задніх за напрямом руху кінцях стриЗавдяки ефекту обертання кілець 100, 200 сежні 342, 344 встановлені в кронштейнах 346, 348 гменти 360, 362, 364 полотна 320, що послідовно (Фіг.2). Кронштейн 346 має горизонтальну частину, укладаються, перехрещуються, як це показано на яка проходить над кільцем 100 і прикріплену за Фіг.8. Переважно обертальний рух кілець 100, 200 межами кільця до вертикальної частини, яка проі поступальний рух човника 322 вибрані таким чиходить вниз до рівня нижче за опорний диск 150. ном, що для заданої ширини полотна 320 послідоКронштейн 348 має горизонтальну частину, яка вні зовнішні краї, такі як краї 360а і 362а, і послідопроходить над кільцем 200 і прикріплену всередині вні внутрішні краї, такі як краї 362b і 364b, кільця до вертикальної частини, яка проходить виявляються розташованими один поряд з іншим вниз до рівня нижче за опорний диск 150. Стрижні або у стик. При цьому одержують поперечне поло342, 344 виконані рухомими по вертикалі, а також тно 366, що проходить між кільцями 100 і 200 і має поворотними навколо осі А, як буде детально опищільність, яка по суті постійна вздовж лінії будьсано нижче. Для цього кронштейни 346, 348 моякого кола, але зростає від зовнішнього кільця 200 жуть приводитися виконавчими механізмами обедо внутрішнього кільця 100. Переважно також зартального і поступального руху. безпечити таку ширину полотна, щоб пасма 302 11 90024 12 сегментів, що послідовно укладаються, утворюваним шляхом захоплення волокон і переміщення їх ли кут а в межах від 45° до 75° з дотичною до сеу вертикальному напрямі (напрям Z) добре відореднього кола кільцевого сегменту. У найкращому мим способом. варіанті цей кут а складає приблизно 60°, як покаГолкопробивна головка проходить вздовж кізано на Фіг.8. льцевого сектора. Частина опорного диска 150, Пристрій 400 подачі і накладення (Фіг.9) одеррозташована під голкопробивною головкою, має жує множину пасм 402, утворених розподілом отвори 156 у відповідності із розстановкою голок джгутів. Пасма 402 огинають натяжні і підготовчі 504, так що голки проходять через ці отвори без пристрої (не показані), аналогічні пристроям по пошкодження диска. Фіг.5, і потім огинають відхилювальні ролики 406 і Голки розподілені так, щоб забезпечувати по направляються напрямними 408, 410 таким чином, суті рівномірну щільність опрацьовування між зовщо підводяться до верхньої поверхні опорного нішньою і внутрішньою кромками. диска 150 і розташовуються безпосередньо над Розташування зв'язувального пристрою 500 нею. Як показано більш крупно на Фіг.9А, напрямні безпосередньо позаду пристрою 400 по напряму 408, 410 виконані у вигляді гребенів. Кожна з них руху дозволяє надійно закріплювати полотно 420 утворює ряд проходів, орієнтованих по суті в радівідразу після його укладання і обмежує ризик дезальному напрямі між кільцями 100 і 200. Напрямні організації полотна 420 до його з'єднання з полот408, 410 розташовані близько одна до одної, прином 360. Таким чином, дане розташування перечому проходи в напрямній 408 розташовані в шаважне, але не є обов'язковим. Можливий варіант ховому порядку відносно проходів в напрямній здійснення, при якому окружне полотно укладають 410. Пасма, що виходять з напрямних 408, 410, перед формуванням поперечного полотна. примикають у стик одне до одного і утворюють По мірі обертання кілець 100, 200 створюється окружне полотно 420, що проходить між кільцями волоконна конструкція або волоконний елемент, 100 і 200. Пасма 402 підходять до напрямних 408, формований накладеними один на один шарами з 410 вертикально або під нахилом до опорного дичередуванням поперечного полотна 360 і окружноска 150. Напрямні 408, 410 і їх проходи виконані го полотна 420, які самі навиті з накладених один криволінійними, так що пасма 402 виходять з них на один поперемінних спіралей. Голкопробивання по суті по дотичній до горизонталі. Ширина прохопроводять шляхом проникнення голок на глибину дів в напрямних відповідає ширині пасм 402. Табільше товщини двох шарів, так що знов формоким чином, напрямні регулюють ширину і половані частини полотен 360 і 420 з'єднуються не ження пасм 402 для отримання окружного полотна тільки одна з одною, але і з лежачою нижче части420. ною кільцевого волоконного елемента, що виготоОскільки пристрій 400 розташований по навлюється. пряму руху позаду пристрою 300, окружне полотно Для забезпечення по суті рівномірного зв'язку 420 накладається зверху на поперечне полотно по всій товщині волоконного елемента бажано 360 на опорному диску 150 між кільцями 100, 200. забезпечити, щоб глибина голкопробивання була В прикладі здійснення по Фіг.8, в якому елементи по суті постійною. Для цього опорний диск 150 (пасма 302) полотна утворюють кут приблизно 60° переміщують вниз по мірі формування волоконноз окружним напрямом в середині кільцевого сегго елемента. На початку формування волоконного менту, додавання окружного полотна забезпечує елемента опорний диск 150 знаходиться на горивведення елементів (пасм 402), які на цьому рівні зонтальному рівні поблизу верхніх кінців штирків також утворюють кут величиною 60° з елементами 102, 202 (Фіг.10A). Далі опорний диск 150 переміполотна 360. Це означає, що після з'єднання пощується вниз (Фіг.10В), так що поперечні і окружні лотен армуючі елементи розташовані приблизно в полотна продовжують формуватися по суті на одконфігурації 3 х 60° ному і тому ж горизонтальному рівні. Глибина проПереважно полотну 420 додають щільність, никнення голок відповідає величині більше товщияка зменшується від зовнішнього кільця 100 до ни двох шарів, при цьому на початку процесу голки внутрішнього кільця 200 для компенсації збільпроходять через отвори 156 в опорному диску, а шення щільності полотна 360 і отримання загальпісля досягнення волоконним елементом певної ного полотна 360+420, що має рівномірну щільтовщини голки вже не доходять до нижнього шару ність по всій ширині. Для цього полотно 420 може волоконного елемента. бути сформовано з пасм, що мають однакову шиСлід зазначити, що як така техніка з'єднання рину, але отриманих з джгутів, вага яких зменшуволоконних шарів шляхом голкопробивання по мірі ється від зовнішнього до внутрішнього кільця. В їх накладення на опору з послідовним опусканням альтернативних варіантах пасма можуть бути опори для збереження постійної величини заглибутворені з джгутів однакової ваги, але із збільшенлення голок добре відома. Таким чином, в даних ням ширини (із збільшенням розподілу), як це поумовах опускання опорного диска 150 може проказано на Фіг.9, або комбінованим способом. водитися аналогічно тому, як це описано в згадаПереважно зв'язувальний пристрій 500 є приному патенті США 5792715, а управління глибистроєм для опрацьовування голками або голкопною проникнення голок - аналогічно тому, як це робивання. Він містить голкопробивну головку 502, описано в згаданому патенті США 6374469. Опусяка приводиться у вертикальний поворотнокання опорного диска 150 може проводитися безпоступальний рух, наприклад, кривошипноперервно або циклічно з кроком опускання після шатунним механізмом (не показаний). Головка 502 кожного повного обороту кілець 100 і 200. несе множину голок 504 з гачками, які служать для В процесі того, як формований волоконний того, щоб зв'язувати полотна 360 і 420 одне з оделемент піддається зв'язувальному голкопроби 13 90024 14 ванню, він утримується поперечно у своєму полоПрирода волокон волоконних полотен 320 і женні тим, що послідовні витки поперечного поло420 залежить від передбачуваного призначення. У тна 360 надягають на штирки 102, 202, а стрижні тому випадку, коли волоконні елементи є каркаса342, 344 забезпечують послідовний рух шарів воми для гальмівних дисків з композитного матеріалоконного елемента вниз вздовж штирків з притилу С/С, можна використовувати вуглецеві волокна ском до останнього укладеного сегменту полотна або волокна з прекурсору вуглецю, тобто волокна 320, що укладається. Тому необхідно забезпечити, із заздалегідь оксидованого поліакрилонітрилу. щоб штирки мали висоту не менше, а переважно При використовуванні волокон з прекурсору вугтрохи більше товщини волоконного елемента, що лецю остаточне перетворення у вуглець прововиготовляється. дять шляхом теплової обробки після виготовлення Після досягнення бажаної товщини кільцевого волоконного елемента. волоконного елемента голкопробивну голову 502 і Приклади 1-4 напрямні 408, 410 відводять, а човник 322 перевоВолоконний елемент як кільцевий каркас для дять у заднє положення. Полотна 360 і 420 відрігальмівного диска з композитного матеріалу С/С, зають, і волоконний елемент знімають шляхом зовнішній діаметр D0, що має = 445мм і внутрішній підйому опорного диска 150 для від'єднання від діаметр Di=226мм, був виготовлений шляхом наштирків 102, 202 (Фіг.10C). В іншому варіанті здійкладання і голкопробивання поперечного полотна і снення волоконний елемент можна зняти, наприокружного полотна таким чином. клад, шляхом опускання кілець 100 і 200, тоді як Використовувалися вуглецеві джгути з 50 000 опорний диск 150 залишається в тому положенні, волокон (50 K) або 24 000 волокон (24 K) з відповіяке він зайняв в кінці виготовлення волоконного дною лінійною вагою 3,7 ктекс і 1,6 ктекс. Число елемента. джгутів, призначених для розподілу і формування У приведеному описі кожне полотно 320, 420 поперечного полотна і окружного полотна, і ширивиготовлене шляхом укладання поряд одне з одна W пасм, отриманих при розподілі джгутів, були ним або у стик пасм, утворених розподілом джгувибрані такими, щоб отримати каркас по суті рівтів. У варіанті здійснення одне і/або інше з полотен номірної щільності з такими характеристиками: 320, 420 може бути сформоване за допомогою - кут а між пасмами, що створюють поперечне розподілу одного джгута або з сукупності ниток полотно, і дотичної до середнього кола - в межах або джгутів з волокон одного напряму. від 45° до 75°, переважно приблизно 60°; і У варіантах здійснення джгути можуть розпра- відношення R вагової частки, представленої влятися і полотна можуть укладатися автоматично окружним полотном, до вагової частки, представз використанням автоматичної системи по типу леної поперечним полотном - приблизно 1/3 : 2/3. описаної в патентах США 6684564 і 6690987. Нижче в таблиці 1 дані різні можливі комбінації для отримання бажаних характеристик. Таблиця 1 Полотно, що формує після укладання поперечне полотно 13 джгутів W на D0= 25,9 мм W на Di = 17,7 мм Приклад Використані джгути 1 50K 3,7 ктекс 2 50K 3,7 ктекс 11 джгутів W на D0 = 22,6 мм W нa Dі = 7,9 мм 3 50K 3,7 ктекс 20 джгутів W нa D0= 17,4 мм W нa Dі = 4,9 мм 4 24K 1,6 ктекс 28 джгутів W нa D0= 8,9 мм W нa Dі = 3,1 мм Приклади 5-8 Процедура була та ж, що в прикладах 1-4, але з іншими величинами внутрішнього і зовнішнього діаметрів, а саме D0= 553 мм і Dі = 289 мм Окружне полотно R а 9 джгутів W змінна від 8 мм на D0 до 27 мм на Dі 7 джгутів W змінна від 10 мм на D0 до 33 мм на Di 9 джгутів W змінна від 8 мм на D0 до 27 мм на Dі 18 джгутів W змінна від 4,7 мм на D0 до 11 мм на Dі 35:65 60° 34:66 58,4° 32:68 54,3° 34:66 58,4° Нижче в таблиці 2 дані різні можливі комбінації для отримання тих же бажаних характеристик кута а і відношення R, як в прикладах 1-4. 15 90024 16 Таблиця 2 Приклад Використані джгути Поперечне полотно 5 50K 3,7 ктекс 17 джгутів W нa D0= 18,0 мм W нa Dі = 6,1 мм 6 50K 3,7 ктекс 14 джгутів W на D0= 21,8 мм W на Dі = 7,4 мм 7 50K 3,7 ктекс 12 джгутів W нa D0= 13,1 мм W на Dі = 6,4 мм 8 24K 1,6 ктекс 28 джгутів W нa D0= 10,9 мм W на Dі = 3,7 мм Окружне полотно 11 джгутів W змінна від 8 мм на D0 до 20 мм на Dі 8 джгутів W змінна від 9 мм на D0 до 29 мм на Dі 12 джгутів W змінна від 7 мм на D0 до 23 мм на Dі 18 джгутів W змінна від 4 мм на D0 до 12 мм на Dі R а 35:65 56,2° 32:68 75° 32:68 75° 34:66 56,2° 17 90024 18 19 90024 20 21 90024 22 23 90024 24 25 Комп’ютерна верстка В. Мацело 90024 Підписне 26 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for production of annular fibrous structure
Автори англійськоюDelecroix Vincent, Duval RENAUD
Назва патенту російськоюСпособ изготовления кольцевого волоконного элемента и установка для его осуществления
Автори російськоюДелекруа Венсан, Дюваль Рено
МПК / Мітки
МПК: D04H 3/02
Мітки: виготовлення, здійснення, установка, елемента, волоконного, спосіб, кільцевого
Код посилання
<a href="https://ua.patents.su/13-90024-sposib-vigotovlennya-kilcevogo-volokonnogo-elementa-ta-ustanovka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кільцевого волоконного елемента та установка для його здійснення</a>
Спосіб виготовлення штучного скляного волоконного продукту і пристрій для його здійснення
Номер патенту: 89259
Опубліковано: 11.01.2010
Автор: Хансен Ларс Ельмекіллє
МПК: B32B 5/22, C03C 25/10, C03B 37/04, D04H 1/70
Мітки: виготовлення, здійснення, волоконного, продукту, пристрій, скляного, штучного, спосіб
Формула / Реферат:
1. Спосіб виготовлення штучного скляного (ШС) волокнистого продукту, при якому середній шар (32) розташований між суміжними шарами (33), який включає:- волокноформування з розплаву мінералів з використанням фільєри, що містить один або більше волокноформуючих роторів (1, 2, 3, 4), які обертаються відносно, по суті, горизонтальної осі; залучення волокон в повітря (5), переміщуване, по суті, горизонтально у вигляді скупчення...
Спосіб виготовлення самозатягувальних стропів із кільцевого джгута та інструмент для його здійснення
Номер патенту: 24065
Опубліковано: 31.08.1998
Автори: Паров Петро Георгійович, Гришин Микола Савелійович, Вакула Леонід Анатолійович, Полещук Валентин Михайлович
МПК: B21F 3/00
Мітки: самозатягувальних, здійснення, кільцевого, стропів, виготовлення, інструмент, спосіб, джгута
Формула / Реферат:
1. Способ изготовления самозатягивающихся стропов из кольцевого жгута, включающий удержание части контура кольца, образование петель и их сближение, отличающийся тем, что образование петель производят навивкой другой части кольца с натяжением на поворотную, перемещающуюся относительно жгута конусную оправку с заборной частью и после обвивки жгута заборной частью последнюю выводят из зацепления со жгутом, а образовавшиеся петли увеличивают до...
Спосіб виготовлення двопетлевого стропа з кільцевого джгута та пристрій для його здійснення
Номер патенту: 24979
Опубліковано: 25.12.1998
Автори: Беденок Олександр Іванович, Осокін Борис Федорович, Небесний Григорій Павлович, Гуров Володимир Миколайович, Чабань Григорій Максимович, Чеботарьов Анатолій Петрович, Гришин Микола Савелійович, Паров Петро Георгійович
МПК: B21F 37/00
Мітки: здійснення, кільцевого, двопетлевого, виготовлення, спосіб, джгута, стропа, пристрій
Формула / Реферат:
1. Способ изготовления двухпетлевого стропа из кольцевого жгута, включающий навивку кольцевого жгута из заданного жгута из заданного количества витков, набранного из непрерывной нити проволоки, закручивание концов нити вокруг тела жгута, деформирование кольцевого жгута в два перехода с формированием на первом переходе промежуточной фигуры и на втором переходе фигуры в виде двухпетлевой замкнутой спирали, отличающийся тем, что на первом...
Спосіб виготовлення спірального двовимірного волокнистого полотна та установка для його здійснення
Номер патенту: 84601
Опубліковано: 10.11.2008
Автор: Делокруа Вінсент
МПК: B32B 5/22, D04H 13/00
Мітки: спосіб, здійснення, установка, спірального, полотна, виготовлення, волокнистого, двовимірного
Формула / Реферат:
1. Спосіб виготовлення спірального двовимірного волокнистого полотна, який відрізняється тим, що включає етапи: - подання щонайменше одного поперечного волокнистого полотна (102) і його формування накладенням внапуск при переміщенні зазначеного полотна по суті в радіальному напрямку зворотно-поступальним чином по траєкторії між зовнішнім і внутрішнім периферійними краями полотна з розворотом поперечного полотна (102) на кожному кінці...
Спосіб виготовлення гірчичників та пристрій для його здійснення
Номер патенту: 6409
Опубліковано: 29.12.1994
Автори: Собетова Вікторія Борисівна, Кордюк Орест-Сятослав Якович, Собетов Борис Георгієвич, Обуханич Ростислав-Олександр Васильович, Шапірова Дінара Шамільєвна, Озеров Борис Георгієвич
Мітки: пристрій, виготовлення, гірчичників, спосіб, здійснення
Формула / Реферат:
(57) 1. Способ изготовления горчичников, заключающийся в нанесении горчичного порошка и клея на движущееся бумажное полотно и последующей ступенчатой сушки, отличающийся тем, что на предварительно нагретое до 40-50°С бумажное полотно наносят клеющую основу в виде водного раствора метилцеллюлозы, также предварительно нагретую до 40-45°С, на клеющую основу напыляют горчичный порошок, избыток которого удаляют, после чего протягивают полотно...
Попередній патент: Пристрій регенерації електродів електрофільтра
Наступний патент: Пристрій та спосіб для змішування рідкої фарби, а також спосіб забарвлення пластмас рідкою фарбою
Випадковий патент: Камера розрядна комбінованого типу