Спосіб вулканізації напірних довгомірних рукавів з еластичного матеріалу
Номер патенту: 13886
Опубліковано: 25.04.1997
Автори: Афанасьєв Євген Сергійович, Зінченко Анатолій Іванович, Хіцький Петро Миколайович
Формула / Реферат
Способ вулканизации напорных длинномерных рукавов из эластичных материалов, включающий заполнение рукавов водой, их герметизацию и обработку водяным паром под давлением, отличающийся тем, что герметизацию рукавов осуществляют таким образом, чтобы давление внутри них превышало наружное на 0,1-0,5 атм.
Текст
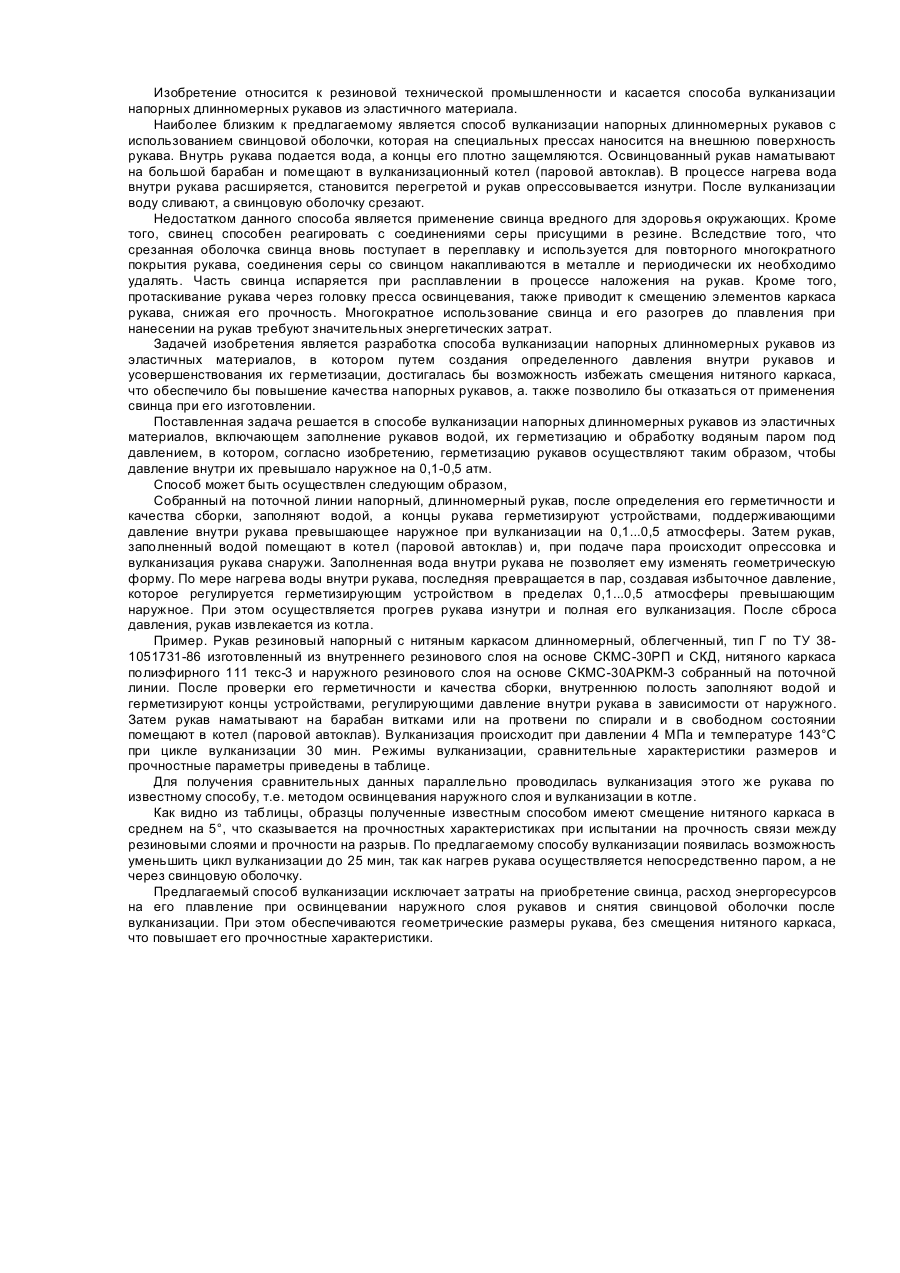
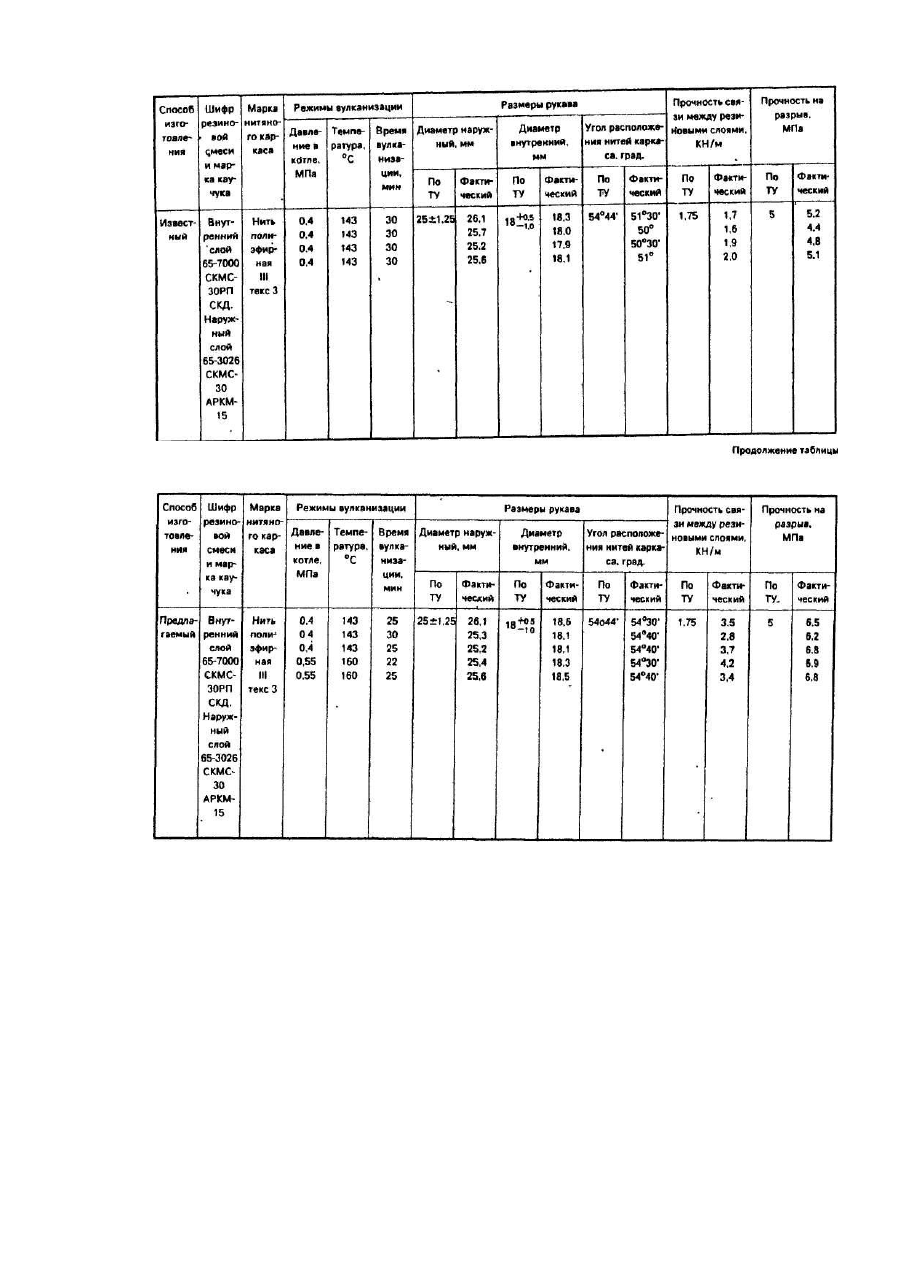
Изобретение относится к резиновой технической промышленности и касается способа вулканизации напорных длинномерных рукавов из эластичного материала. Наиболее близким к предлагаемому является способ вулканизации напорных длинномерных рукавов с использованием свинцовой оболочки, которая на специальных прессах наносится на внешнюю поверхность рукава. Внутрь рукава подается вода, а концы его плотно защемляются. Освинцованный рукав наматывают на большой барабан и помещают в вулканизационный котел (паровой автоклав). В процессе нагрева вода внутри рукава расширяется, становится перегретой и рукав опрессовывается изнутри. После вулканизации воду сливают, а свинцовую оболочку срезают. Недостатком данного способа является применение свинца вредного для здоровья окружающих. Кроме того, свинец способен реагировать с соединениями серы присущими в резине. Вследствие того, что срезанная оболочка свинца вновь поступает в переплавку и используется для повторного многократного покрытия рукава, соединения серы со свинцом накапливаются в металле и периодически их необходимо удалять. Часть свинца испаряется при расплавлении в процессе наложения на рукав. Кроме того, протаскивание рукава через головку пресса освинцевания, также приводит к смещению элементов каркаса рукава, снижая его прочность. Многократное использование свинца и его разогрев до плавления при нанесении на рукав требуют значительных энергетических затрат. Задачей изобретения является разработка способа вулканизации напорных длинномерных рукавов из эластичных материалов, в котором путем создания определенного давления внутри рукавов и усовершенствования их герметизации, достигалась бы возможность избежать смещения нитяного каркаса, что обеспечило бы повышение качества напорных рукавов, а. также позволило бы отказаться от применения свинца при его изготовлении. Поставленная задача решается в способе вулканизации напорных длинномерных рукавов из эластичных материалов, включающем заполнение рукавов водой, их герметизацию и обработку водяным паром под давлением, в котором, согласно изобретению, герметизацию рукавов осуществляют таким образом, чтобы давление внутри их превышало наружное на 0,1-0,5 атм. Способ может быть осуществлен следующим образом, Собранный на поточной линии напорный, длинномерный рукав, после определения его герметичности и качества сборки, заполняют водой, а концы рукава герметизируют устройствами, поддерживающими давление внутри рукава превышающее наружное при вулканизации на 0,1...0,5 атмосферы. Затем рукав, заполненный водой помещают в котел (паровой автоклав) и, при подаче пара происходит опрессовка и вулканизация рукава снаружи. Заполненная вода внутри рукава не позволяет ему изменять геометрическую форму. По мере нагрева воды внутри рукава, последняя превращается в пар, создавая избыточное давление, которое регулируется герметизирующим устройством в пределах 0,1...0,5 атмосферы превышающим наружное. При этом осуществляется прогрев рукава изнутри и полная его вулканизация. После сброса давления, рукав извлекается из котла. Пример. Рукав резиновый напорный с нитяным каркасом длинномерный, облегченный, тип Г по ТУ 381051731-86 изготовленный из внутреннего резинового слоя на основе СКМС-30РП и СКД, нитяного каркаса полиэфирного 111 текс-3 и наружного резинового слоя на основе СКМС-30АРКМ-3 собранный на поточной линии. После проверки его герметичности и качества сборки, внутреннюю полость заполняют водой и герметизируют концы устройствами, регулирующими давление внутри рукава в зависимости от наружного. Затем рукав наматывают на барабан витками или на протвени по спирали и в свободном состоянии помещают в котел (паровой автоклав). Вулканизация происходит при давлении 4 МПа и температуре 143°С при цикле вулканизации 30 мин. Режимы вулканизации, сравнительные характеристики размеров и прочностные параметры приведены в таблице. Для получения сравнительных данных параллельно проводилась вулканизация этого же рукава по известному способу, т.е. методом освинцевания наружного слоя и вулканизации в котле. Как видно из таблицы, образцы полученные известным способом имеют смещение нитяного каркаса в среднем на 5°, что сказывается на прочностных характеристиках при испытании на прочность связи между резиновыми слоями и прочности на разрыв. По предлагаемому способу вулканизации появилась возможность уменьшить цикл вулканизации до 25 мин, так как нагрев рукава осуществляется непосредственно паром,а не через свинцовую оболочку. Предлагаемый способ вулканизации исключает затраты на приобретение свинца, расход энергоресурсов на его плавление при освинцевании наружного слоя рукавов и снятия свинцовой оболочки после вулканизации. При этом обеспечиваются геометрические размеры рукава, без смещения нитяного каркаса, что повышает его прочностные характеристики.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vulcanization of pressure lengthy sleeves from elastic material
Автори англійськоюAfanasiev Yevhen Serhiiovych, Zinchenko Anatoli Ivanovych, Khitskyi Petro Mykolaiovych
Назва патенту російськоюСпособ вулканизации напорных длинномерных рукавов из эластичного материала
Автори російськоюАфанасьев Евгений Сергеевич, Зинченко Анатолий Иванович, Хицкий Петр Николаевич
МПК / Мітки
МПК: B29C 35/04, B29D 23/00
Мітки: спосіб, довгомірних, рукавів, еластичного, матеріалу, напірних, вулканізації
Код посилання
<a href="https://ua.patents.su/2-13886-sposib-vulkanizaci-napirnikh-dovgomirnikh-rukaviv-z-elastichnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб вулканізації напірних довгомірних рукавів з еластичного матеріалу</a>
Установка для вулканізації трубчатих гумотехнічних виробів

Номер патенту: 2760
Опубліковано: 26.12.1994
Автор: Маков Анатолій Генадійович
МПК: B29L 23/00, B29D 23/00, B29C 35/02
Мітки: установка, трубчатих, гумотехнічних, виробів, вулканізації
Формула / Реферат:
Установка для вулканизации трубчатых резинотехнических изделий, содержащая вулканизатор, раму с этажно расположенными на ней средствами для фиксирования изделий и средство для загрузки и выгрузки, отличающаяся тем, что, с целью повышения производительности установки и снижения металлоемкости и энергоемкости, каждое средство для фиксирования изделий выполнено в виде цилиндрических диафрагм, а вулканизатор — в виде набора трубчатых камер,...
Активатор вулканізації
Номер патенту: 14533
Опубліковано: 09.01.1997
Автори: Маслош Володимир Зіновійович, Микуленко Людмила Іванівна
Мітки: активатор, вулканізації
Формула / Реферат:
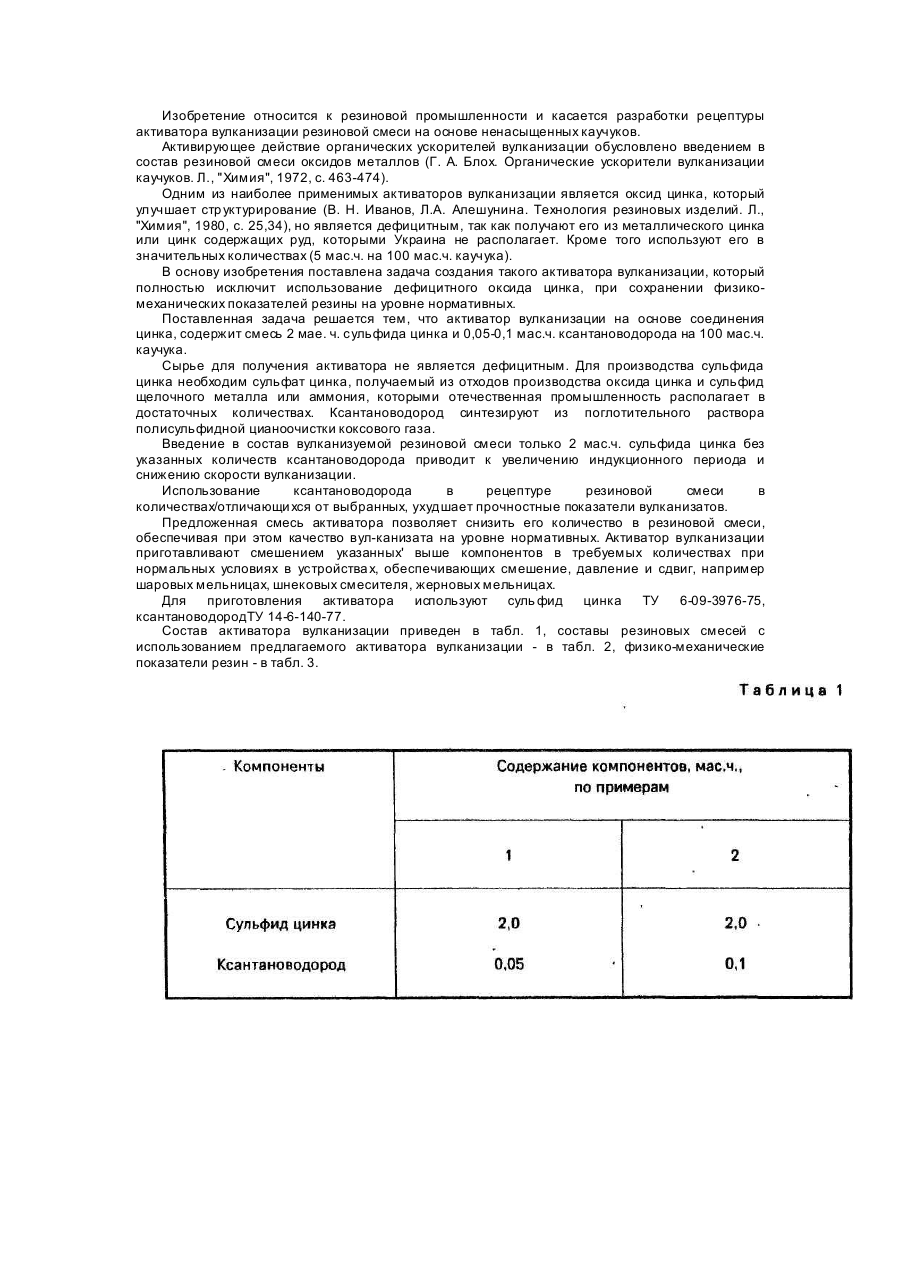
Активатор вулканизации, на основе соединения цинка, отличающийся тем, что он содержит смесь 2 мас.ч. сульфида цинка и 0,05-0,1 мас.ч. ксантановодорода на 100 мас.ч. каучука.
Активатор вулканізації
Номер патенту: 14715
Опубліковано: 04.02.1997
Автори: Маслош Володимир Зіновійович, Микуленко Людмила Іванівна
Мітки: активатор, вулканізації
Формула / Реферат:
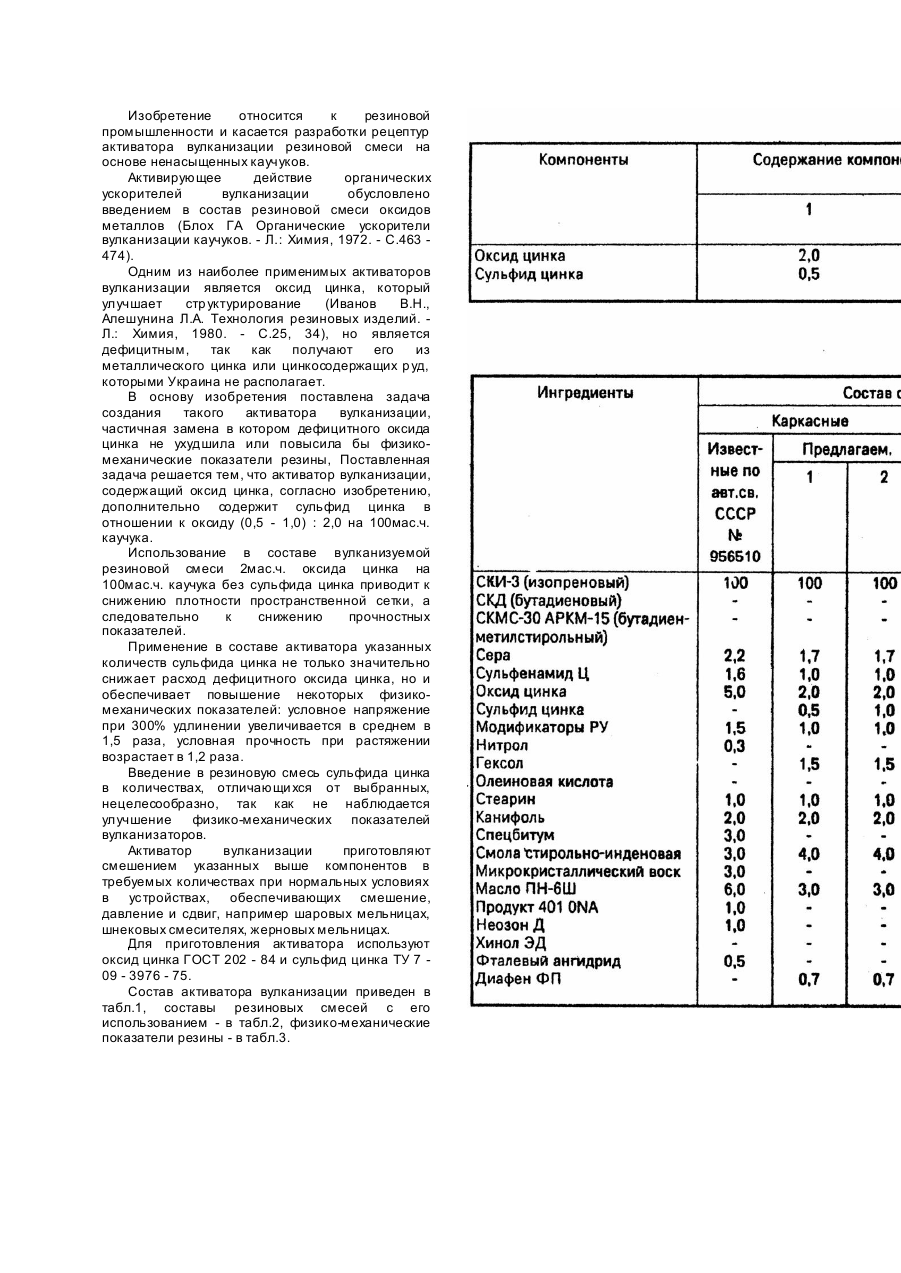
Активатор вулканизации, содержащий оксид цинка, отличающийся тем, что он дополнительно содержит сульфид цинка при отношении его к оксиду цинка равном (0,5-1,0) :2,0 на 100 мас.ч. каучука.
Ємність з еластичного матеріалу для рідини
Номер патенту: 767
Опубліковано: 15.12.1993
Автор: Бурлака Трохим Андрійович
МПК: B65D 88/16
Мітки: ємність, рідини, матеріалу, еластичного
Формула / Реферат:
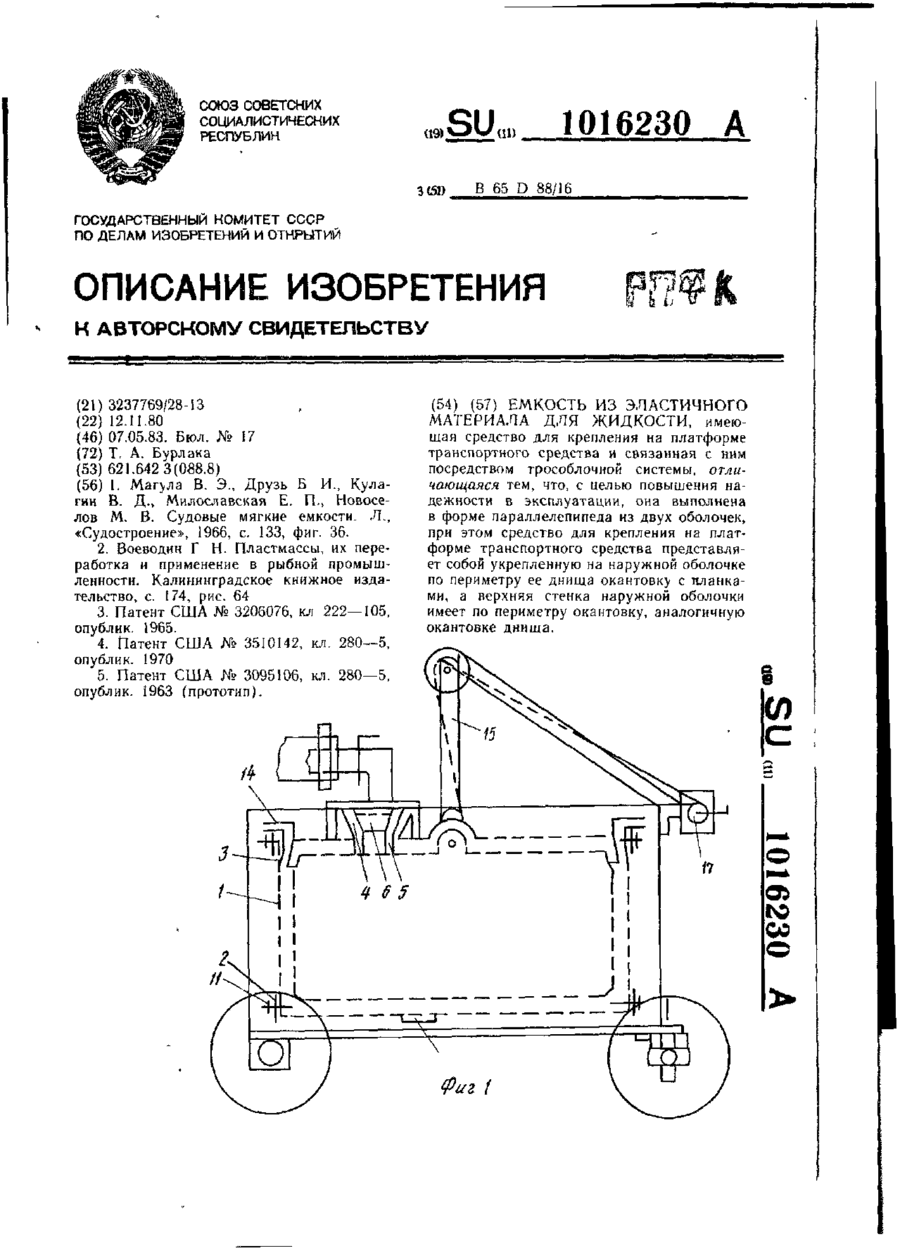
(57) Емкость из эластичного материала для жидкости, имеющая средство для крепления на платформе транспортного средства и связанная с ним посредством трособлочной системы, отличающаяся тем, что, с целью повышения надежности в эксплуатации, она выполнена в форме параллелепипеда из двух оболочек, при этом средство для крепления на платформе транспортного средства представляет собой укрепленную на наружной оболочке по периметру ее днища...
Обладнання для вулканізації відновлених покришок

Номер патенту: 2680
Опубліковано: 26.12.1994
Автори: Мальцев Віктор Михайлович, Веріго Олександр Іосифович
МПК: B29C 35/04
Мітки: обладнання, покришок, відновлених, вулканізації
Формула / Реферат:
1. Устройство для вулканизации восстанавливаемых покрышек, содержащее дорн и эластичную камеру, сообщенную пароподво-дящими и конденсатоотводящими трубопроводами с парогенератором, имеющим средства для нагрева жидкости и регулирования, отличающееся тем, что, с целью упрощения конструкции и повышения надежности устройства в работе, средство для регулирования выполнено в виде упругого элемента, закрепленного в парогенераторе над зеркалом...
Попередній патент: Спосіб одержання твердих сплавів на основі карбідів цирконію та гафнію
Наступний патент: Вагодозувальний пристрій для феромагнітних компонентів шихти
Випадковий патент: Спосіб отримання фотографічних зображень для створення віртуальної комп'ютерної 3d моделі черепно-щелепно-лицевої ділянки