Зв’язка абразивного інструменту
Номер патенту: 17831
Опубліковано: 03.06.1997
Автори: Шило Анатолій Юхимович, Бондарев Костянтин Євгенович
Формула / Реферат
1. Связка абразивного инструмента, содержащая стекло и в качестве наполнителя графит, отличающаяся тем, что в качестве стекла она содержит свинцовоборатное стекло и в качестве наполнителя дополнительно - электрокорунд при следующем соотношении компонентов, мас.%:
2. Связка по п. 1, отличающаяся тем, что свинцовоборатное стекло имеет следующий состав, мас.%:
Текст
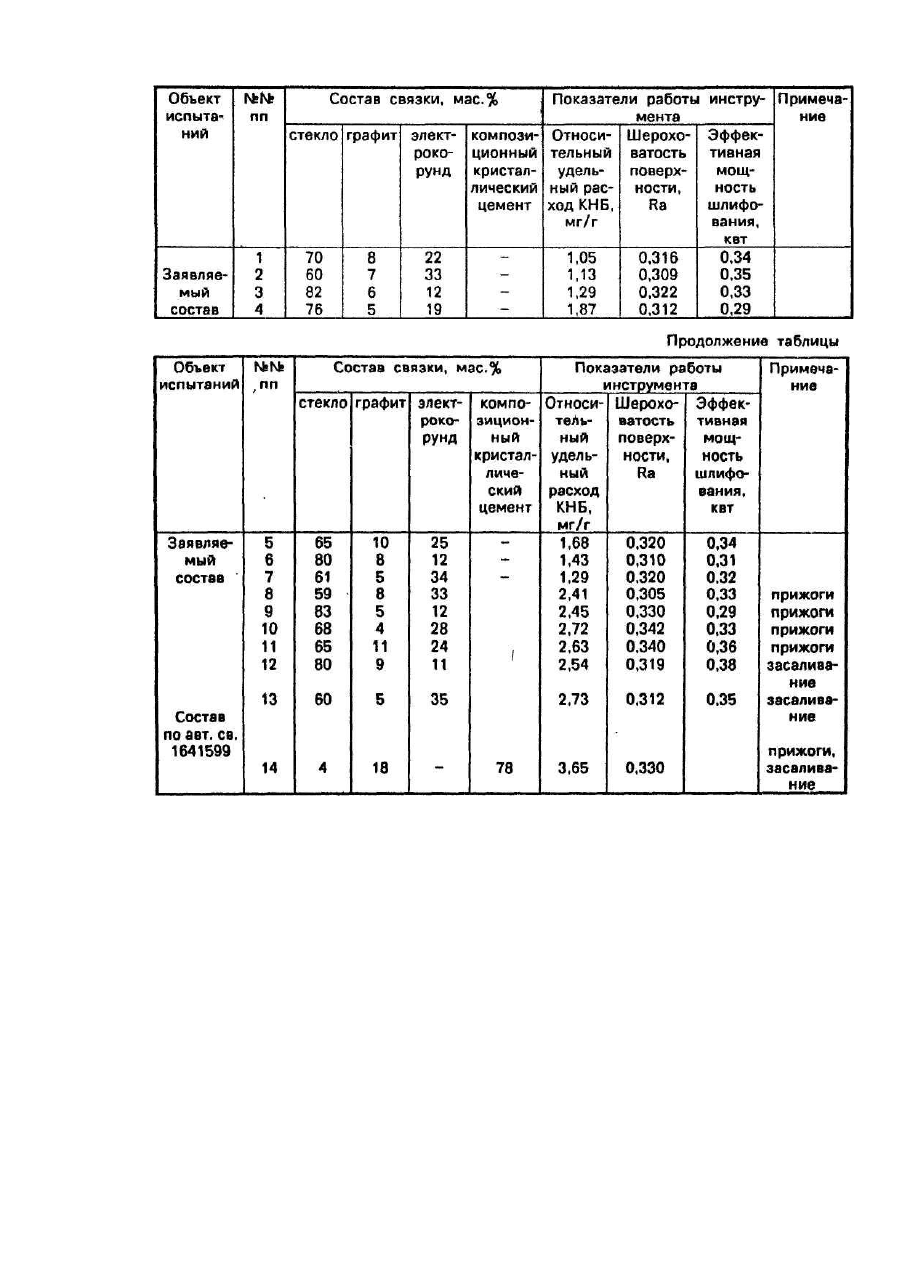
Изобретение относится к связкам абразивного инструмента из алмазов, кубического нитрида бора, который может использоваться при обработке труднообрабатываемых материалов. Известна наиболее близкая по технической сути к заявляемой связка абразивного инструмента (авт.св. №1641599, кл. В 24 D 3/14, С 08 С 10/00, опубл. 15.04.91, Бюл. №14), содержащая, мас.%: боросиликатное стекло 2-11 и в качестве наполнителя - графит 11-31, композиционный стеклокристаллический цемент 59-82. Эта связка используется для изготовления абразивного инструмента, применяемого при шлифовании труднообрабатываемых быстрорежущих сталей. Инструмент на основе этой связки обеспечивает высокопроизводительное шлифование сталей, однако имеет относительно большой расход абразива. Это связано с тем, что в результате термообработки при изготовлении инструмента боросиликатное стекло сплавляется с композиционным стеклокристаллическим цементом и в этом расплаве растворяется графит. В результате этого происходит разупрочнение материала связки, что приводит к повышенному расходу абразива. В основу изобретения поставлена задача такого совершенствования состава связки абразивного инструмента, при котором за счет изменения состава наполнителя и количественного состава всех компонентов обеспечивается уменьшение расхода абразива при шлифовании труднообрабатываемых металлических материалов и, как следствие, повышение эффективности шлифования в целом. Для решения этой задачи связка абразивного инструмента, содержащая стекло и в качестве наполнителя графит согласно изобретению в качестве стекла содержит свинцовоборатное стекло, а в качестве наполнителя дополнительно - электрокорунд при следующем соотношении компонентов, мас.%: причем наиболее эффективно заявляемая связка работает при использовании свинцовоборатного стекла следующего состава, мас.%: Причинно-следственная связь между заявляемой совокупностью признаков и достигаемым техническим результатом состоит в следующем. Графит и электрокорунд взаимодействуют со стеклом. В результате этого при температурах изготовления инструмента происходит частичное восстановление свинца из оксида свинца, входящего в стекло. Образовавшийся свинец играет роль твердой смазки, существенно снижая коэффициент трения на границе абразивный инструмент - обрабатываемое изделие. Кроме этого, растворение наполнителей в стекле приводит к повышению его прочности. Коэффициенты диффузии наполнителей в стекло лежат в пределах 1,3×10-7 - 9,7·10-8 см2/с. Энергия активации диффузии составила 9,3-16,0 кДж/моль. В результате взаимодействия между компонентами связки образуется композит с высокой прочностью удержания абразивов в связке, что обеспечивает значительное снижение расхода абразива при работе инструмента (прочность удержания, например, кубонита в стекле равна 150,5 МПа, а в заявляемой связке 213,7 МПа). Для экспериментальной проверки работоспособности заявляемой связки были изготовлены шлифовальные круги формы 12А2-45° 125x5x3x32 из кубонита КР 80/63 150-ной концентрации. Выбор определенного вида и зернистости абразива, а также размера и формы инструмента на достигаемый результат существенного влияния не оказывает. Компоненты связки смешивались в течение 1 часа. Затем к ним добавлялся кубонит марки КР 80/63 и смешивался с шихтой связки в течение 30 мин. Шихту с кубонитом засыпали в пресс-форму и брикетировали при давлении 80 МПа. Термообработку изделия проводили при температуре 540°С в течение 1 часа. Давление горячей допрессовки составило 40 МПа. Полученное кубонитовое кольцо соединяли с корпусом склеиванием. Сравнительные испытания кубонитовых шлифовальных кругов проводились на станке модели ЗА64Д при шлифовании с содовым раствором образцов стали Р6М5 HRCa 64-66 сечением 6x30мм при интенсивности шлифования 600мм /мин. Пример 1. Шлифовальный круг указанной выше характеристики изготавливался из компонентов связки в соотношении, мас.%: свинцовоборатное стекло-70, графит-8 и электрокорунд-22. Свинцовоборатное стекло имело состав, мас.%: РbО-80, В2О3-20. В таблице приведены результаты испытаний шлифовальных кругов на связке заявляемого состава с оптимальным (п.1), граничными (п.2-7) соотношениями компонентов и при выходе за заявляемые границы (п.8-13), а также кругов на связке по прототипу, изготовленных на том же оборудовании и по тем же технологическим режимам (п.14). Из таблицы видно, что удельный расход кубонита снизился в 1,9-3,4 раза. Шероховатость обработанной поверхности и эффективная мощность шлифования остались практически на том же уровне.
ДивитисяДодаткова інформація
Автори англійськоюShylo Anatolii Yukhymovych, Bondarev Kostiantyn Yevhenovych
Автори російськоюШило Анатолий Ефимович, Бондарев Константин Евгеньевич
МПК / Мітки
Мітки: абразивного, зв'язка, інструменту
Код посилання
<a href="https://ua.patents.su/2-17831-zvyazka-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Зв’язка абразивного інструменту</a>
Зв’язка абразивного інструменту
Номер патенту: 17839
Опубліковано: 03.06.1997
Автори: Бондарев Костянтин Євгенович, Шило Анатолій Юхимович, Бондарев Євген Костянтинович, Форносов Михайло Васильович, Коновалов Валерій Олексійович, Сідорко Сергій Анатолійович
Мітки: інструменту, зв'язка, абразивного
Формула / Реферат:
1. Связка абразивного инструмента, содержащая стекло и в качестве наполнителя цинк, отличающаяся тем, что в качестве стекла она содержит припоечное стекло, а в качестве наполнителя дополнительно - медь при следующем соотношении компонентов, мас.%:2. Связка по п. 1, отличающаяся тем, что припоечное стекло имеет следующий состав, мас.%: легкоплавкое стекло - 45, титанат свинца - 55, при этом легкоплавкое стекло имеет состав,...
Металева зв’язка для виготовлення абразивного інструменту
Номер патенту: 10416
Опубліковано: 25.12.1996
Автори: Муровський Валерій Олександрович, Островський Леонід Леонтійович
МПК: B24D 3/06
Мітки: зв'язка, абразивного, виготовлення, металева, інструменту
Формула / Реферат:
Металлическая связка для изготовления абразивного инструмента, содержащая железо, медь и олово, отличающаяся тем, что она дополнительно содержит молибден при следующем соотношении компонентов, мас.%:медь 10-15 олово 5-7молибден 2-4 железо остальное.
Зв’язка абразивного інструмента

Номер патенту: 17035
Опубліковано: 18.03.1997
Автори: Рубан Феодосій Григорович, Шепелев Анатолій Олександрович, Черних Валентина Петрівна
МПК: B24D 3/06
Мітки: абразивного, інструмента, зв'язка
Формула / Реферат:
1. Связка абразивного инструмента, содержащая боросиликатное стекло, алюминий, медь, титан и наполнители, отличающаяся тем, что она содержит в качестве наполнителей цинк и нитрид кремния, при следующем соотношении компонентов, мас.%:2. Связка по п.1, отличающаяся тем, что боросиликатное стекло имеет следующий состав, мас.%:
Металева зв’язка на основі міді для абразивного інструменту
Номер патенту: 1309
Опубліковано: 25.03.1994
Автори: Кубієвич Микола Володимирович, Дубовик Микола Павлович, Мельник Віталій Іванович, Хімач Олег Васильович, Кізіков Ернст Дмитрович, Ракіта Олександр Натанович, Муровський Валерій Олександрович
Мітки: міді, металева, інструменту, абразивного, основі, зв'язка
Формула / Реферат:
Металлическая связка на основе меди для абразивного инструмента, содержащая олово и гидрид титана, отличающаяся тем, что, с целью повышения износостойкости инструмента, она дополнительно содержит ниобий при следующем соотношении компонентов, мае. %:олово 13—18 гидрид титана 7—10 ниобий 1—5...
Металева зв’язка алмазно-абразивного інструменту
Номер патенту: 13157
Опубліковано: 28.02.1997
Автори: Волков Анатолій Євгенович, Райченко Олександр Іванович, Кудашов Василь Якович, Кононенко Валерія Василівна, Істоміна Тетяна Іванівна, Канаєв Олександр Олексійович, Буренков Геннадій Лук'янович, Попов Віктор Петрович
Мітки: інструменту, алмазно-абразивного, зв'язка, металева
Формула / Реферат:
(57)1. Металлическая связка алмазно-абразивного инструмента, содержащая а-твердый раствор олова в меди, отличающаяся тем, что она дополнительно содержит медь и интерметаллидные соединения меди и олова при следующем соотношении компонентов, об.%: Медь ...
Попередній патент: Подрібнювач-змішувач кормів
Наступний патент: Бетонна суміш
Випадковий патент: Спосіб ідентифікації людини