Спосіб визначення оброблюваності гірських порід і штучного каменю
Номер патенту: 63487
Опубліковано: 15.01.2004
Автори: Михайлов Олександр Миколайович, Горобець Ігор Олексійович, Польченко Віктор Васильович, Байков Анатолій Вікторович, Рибіна Світлана Анатоліївна
Формула / Реферат
Спосіб визначення оброблюваності гірських порід і штучного каменю, при якому виміряється технологічна продуктивність при різанні зразків алмазним відрізним кругом, який відрізняється тим, що процес різання здійснюють при постійній величині зусилля притиску алмазного відрізного круга до досліджуваного зразка, а технологічну продуктивність обробки оцінюють часом заглиблення алмазного відрізного круга на необхідну величину, причому відлік часу починають після заглиблення круга в зразок на величину 0,005-0,015 D і припиняють після заглиблення на величину 0,0025-0,075 D, де D - діаметр відрізного круга, вибраний у діапазоні D=160-250 мм, при цьому стабільність властивостей алмазного відрізного круга забезпечують регулярним виправленням перед кожним виміром розпилюванням абразивного бруска відповідних характеристик і розмірів.
Текст
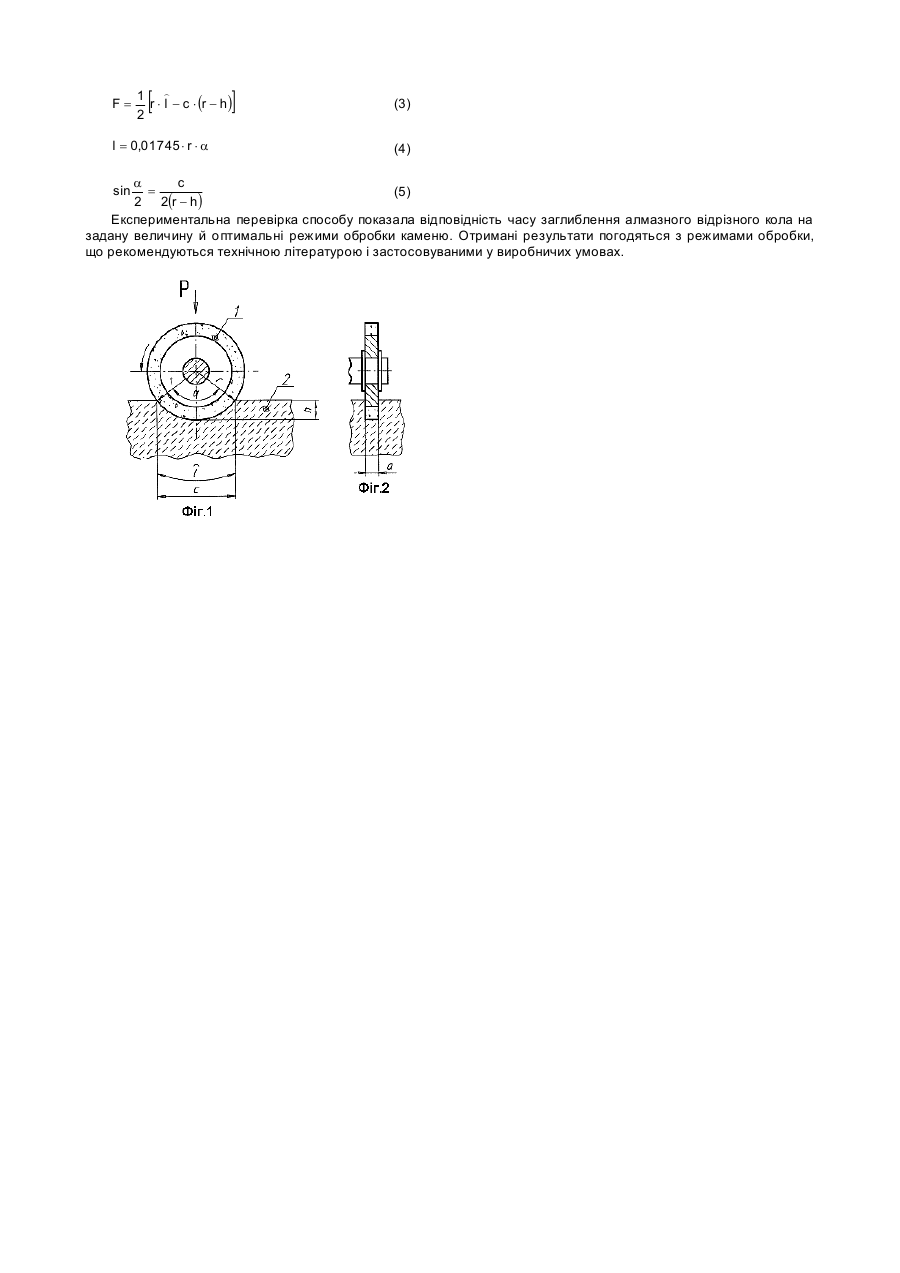
Винахід відноситься до обробки виробів із природного і штучного каменю, зокрема до визначення технологічних характеристик каменю, а саме до визначення оброблюваності на етапі постачання кам'яних блоків на підприємства, що обробляють камені, з метою правильного вибору режимів його подальшої обробки і характеристик застосовуваного інструмента. Відомий спосіб визначення оброблюваності каменю, заснований на склерометрических вимірах основного породообразуючого матеріалу [Бакка Н.Т., Ильченко И.В. Облицовочный камень: Геолого-промышленная и технологическая оценка месторождений. - М.: Недра, 1992. - с.236]. Недоліком цього методу є низька точність оцінки, тому що оброблюваність у загальному випадку залежить не тільки від твердості, але і від ступеня кристалізації і розмірів кристалів, пористості матеріалу, анізотропії властивостей, ступеня зміни характеристик матеріалу при однаковій його твердості, мінералогічного складу. Більш близьким по технічній сутності є спосіб оцінки технологічної продуктивності, одержуваної при різанні зразків алмазним відрізним колом при постійному значенні споживаної потужності [Сычев Ю.И., Берлин Ю.Я. Шлифовально-полировальные и фрезерные работы по камню. - М.: Стройиздат, 1985. - 312с.]. Під оброблюваністю розуміється властивість каменю піддаватися обробці, приймаючи задану форму і фактуру в результаті впливу на нього інструмента, і оцінюється коефіцієнтом оброблюваності, що уявляє собою відношення продуктивності верстата при обробці каменю, прийнятого за еталон, до продуктивності при обробці даного виду каменю. Оцінка технологічної продуктивності виробляється при розпилюванні каменю на модернізованому устаткуванні, оснащеним вузлом стабілізації і виміру потужності. Недоліком даного способу є складність організації робіт у виробничих умовах, а також недостатня точність унаслідок складності стабілізації процесу різання по потужності. На підставі отриманих результатів можна тільки оцінити приналежність даного матеріалу до однієї з груп оброблюваності, але неможливо прогнозувати режими механічної обробки матеріалу даного кам'яного блоку і зміну ріжучих властивостей відрізного алмазного кола в міру обробки блоку. В основу винаходу поставлена задача удосконалення способу визначення оброблюваності каменю за рахунок зменшення часу на оцінку оброблюваності, збільшення точності цієї оцінки, спрощення організації робіт з оцінки оброблюваності у виробничих умовах. Поставлена задача вирішується тим, що спосіб визначення оброблюваності гірських порід і штучного каменю, при якому виміряється технологічна продуктивність при різанні зразків алмазним відрізним колом, що відрізняється тим, що процес різання здійснюють при постійній величині зусилля притиску алмазного відрізного кола до досліджуваного зразка, а технологічну продуктивність обробки оцінюють часом заглиблення алмазного відрізного кола на необхідну величину, при чому відлік часу починають після заглиблення кола в зразок на величину 0,005-0,015D, і припиняють після заглиблення на величину 0,0025-0,075D, де D - діаметр відрізного кола, обраний у діапазоні D=160-250мм, при цьому стабільність властивостей алмазного відрізного кола забезпечують регулярним виправленням перед кожним виміром розпилюванням абразивного бруска .відповідних характеристик і розмірів. Точність пропонованого способу досягається за рахунок стабільності властивостей, що ріжуть, забезпечуваним регулярним виправленням алмазного відрізного кола і за рахунок усунення впливу шорсткості і нерівностей каменю. Підготовка поверхні кам'яного блоку або зразка здійснюється попереднім заглибленням алмазного відрізного кола на величину 0,005-0,075D. При цьому усуваються шорсткість нерівності поверхні блоку або зразка, що забезпечує сталість початкової і кінцевої дуги контакту кола і зразка, що визначає сталість обсягу вилученого матеріалу і скорочується час на підготовку кам'яного блоку або зразка. Час досягнення прийнятої величини заглиблення визначається секундоміром, по якому встановлюються характеристики оброблюваності. Схема реалізації способу показана на фіг. На фіг.1,2 показано: 1 - алмазне відрізне коло, 2- кам'яний блок або зразок, Р - зусилля притиску алмазного відрізного кола, r - радіус відрізного кола, h - величина заглиблення відрізного кола, а - товщина відрізного кола, с ) - хорда заглиблення відрізного кола, l - довжина дуги контакту кола і зразка, a - центральний кут. Реалізація способу. Як досліджуваний матеріал узятий зразок (2) граніту токовского родовища. Алмазне відрізне коло (1) мало наступну характеристику: 1А1 160х45х4,5 AC15100/80 2 M2-01 ДСТ. Експеримент виконувався на універсальному заточувальному верстаті з застосуванням спеціального пристосування, що дозволяє закріплювати зразок і створювати постійне зусилля притиску Р алмазного відрізного кола до зразка. Для зменшення впливу нерівностей і шорсткості вихідної поверхні зразка й одержання стабільних результатів експерименту, здійснювалося заглибленням кола на величину 0,015D. Величина заглиблення обмежувалася спеціальною опорою. Перед дослідженням зразка алмазне відрізне коло піддавалося виправленню за допомогою розпилюванню абразивного бруска БКв 14А 8 СМ1 8 ДО5 ДСТ 2456-82. Після заглиблення кола на зазначену величину знімалася опора і встановлювалася інша, котра забезпечувала заглиблення кола на величину h=0,045D. При цьому за допомогою секундоміра визначався час заглиблення кола. Технологічна продуктивність К визначалася по залежності V K= , (1) t де V-обсяг, вилученого абразивним колом матеріалу, см3; t- час заглиблення абразивного кола на задану величину, с. Обсяг V визначався по формулі (2) V=F×a де F- площа сегмента вилученого матеріалу, а - товщина абразивного кола. F= [ ] 1 ) r × l - c × (r - h ) 2 l = 0,01745 × r × a (3) (4) c a = (5) 2 2(r - h) Експериментальна перевірка способу показала відповідність часу заглиблення алмазного відрізного кола на задану величину й оптимальні режими обробки каменю. Отримані результати погодяться з режимами обробки, що рекомендуються технічною літературою і застосовуваними у виробничих умовах. sin
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for definition of workability of rocks and artificial stone
Автори англійськоюBaikov Anatolii Viktorovych, Mykhailov Oleksandr Mykolaiovych, Horobets Ihor Oleksiiovych
Назва патенту російськоюСпособ определения обрабатываемости горных пород и искусственного камня
Автори російськоюБайков Анатолий Викторович, Михайлов Александр Николаевич, Горобец Игорь Алексеевич
МПК / Мітки
МПК: C04B 41/00, B28D 1/00
Мітки: порід, спосіб, штучного, гірських, визначення, каменю, оброблюваності
Код посилання
<a href="https://ua.patents.su/2-63487-sposib-viznachennya-obroblyuvanosti-girskikh-porid-i-shtuchnogo-kamenyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення оброблюваності гірських порід і штучного каменю</a>
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 47712
Опубліковано: 15.07.2002
Автори: Кузьменко Анатолій Григорович, Пасечник Анатолій Андрійович, Баннов Генадій Михайлович
Мітки: відносної, спосіб, оброблюваності, визначення, матеріалів
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів по швидкості різання V60, який відрізняється тим, що відносна оброблюваність визначається способом тертя ковзання по моделі зношування інструментального матеріалу за якою досліджують один зразок і визначають величину зношування інструментального матеріалу від шляху тертя по двох точках S21, S22, а потім розраховують параметри моделі зношування і шлях тертя , який порівнюють з шляхом тертя...
Спосіб визначення ділянок з підвищеною тріщинуватістю гірських порід
Номер патенту: 45891
Опубліковано: 15.04.2002
Автори: Карпенко Олексій Миколайович, Трубенко Олександр Миколайович, Орлов Олександр Олександрович
МПК: G01N 15/08, E21B 49/00
Мітки: підвищеною, тріщинуватістю, ділянок, гірських, порід, спосіб, визначення
Формула / Реферат:
Спосіб визначення ділянок з підвищеною тріщинуватістю гірських порід, що включає оцінку тріщинуватості ділянок нафтогазоносних пластів, який відрізняється тим, що визначають підвищену тріщинну проникність пластів нафти і газу в склепіннях антиклінальних структур за залежністю коефіцієнтів збільшення тріщинуватості від коефіцієнтів інтенсивності процесів складкоутворення.
Спосіб визначення викидонебезпечності гірських порід
Номер патенту: 4835
Опубліковано: 28.12.1994
Автори: Баранов Володимир Андрійович, Подрезенко Ігор Миколайович, Вайнштейн Леонід Абрамович, Лукінов В'ячеслав Володимирович, Маєвський Валерій Стефанович
МПК: E21F 5/00
Мітки: викидонебезпечності, визначення, гірських, порід, спосіб
Формула / Реферат:
Способ определения выбросоопасности горных пород, включающий выделение слоев песчаника по структурно-текстурным признакам, бурение скважин по каждому литологически однородному слою песчаника в направлении подвигания выработки, подсчет количества выпукло-вогнутых дисков керна с каждого погонного метра скважины, оценку выбросоопасности горных пород, отличающийся тем, что, с целью увеличения достоверности и надежности оценки...
Спосіб визначення залишкової водонасиченості гірських порід
Номер патенту: 3995
Опубліковано: 27.12.1994
Автори: Губанов Юрій Семенович, Нестеренко Микола Юрійович, Сказко Євген Йосипович
МПК: E21B 47/10
Мітки: гірських, залишкової, визначення, спосіб, порід, водонасиченості
Формула / Реферат:
1. Способ определения остаточной водонасыщенности горных пород, включающий отбор образцов пород и проб глубинной газированной нефти из продуктивного пласта, определение абсолютной проницаемости и пористости образцов пород, экстрагирование, высушивание и насыщение пластовой водой образцов пород, составление из образцов пород с соответствующими абсолютной проницаемостью и пористостью керновой колонки, размещение на ее выходе высокопористой...
Спосіб визначення водонасиченості гірських порід
Номер патенту: 7328
Опубліковано: 29.09.1995
Автори: Багнюк Михайло Микитович, Губанов Юрій Семенович, Нестеренко Микола Юрійович
МПК: E21B 49/00
Мітки: спосіб, визначення, порід, гірських, водонасиченості
Формула / Реферат:
1. Способ определения водонасыщенности горных пород, включающий вытеснение воды жидкостью из влажной породы при Пластовы х температуре и давлении и определение остаточной водонасыщенности породы, отличающийся тем, что, с целью повышения точности определения, вытеснение воды проводят на образцах пород, поставленных в керновую колонку с размещенной на ее выходе высокопористой насадкой с постоянной остаточной водонасыщенностью, при этом...
Попередній патент: Багатомісний регенеративний нагрівальний колодязь
Наступний патент: Спосіб мікроскопування та пристрій для його здійснення
Випадковий патент: Спосіб виплавки феротитану з залізотитанового концентрату