Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 47712
Опубліковано: 15.07.2002
Автори: Пасечник Анатолій Андрійович, Баннов Генадій Михайлович, Кузьменко Анатолій Григорович
Формула / Реферат
Спосіб визначення відносної оброблюваності матеріалів по швидкості різання V60, який відрізняється тим, що відносна оброблюваність визначається способом тертя ковзання по моделі зношування інструментального матеріалу за якою досліджують один зразок і визначають величину зношування інструментального матеріалу від шляху тертя по двох точках S21, S22, а потім розраховують параметри моделі зношування і шлях тертя , який порівнюють з шляхом тертя для сталі 45.
Текст
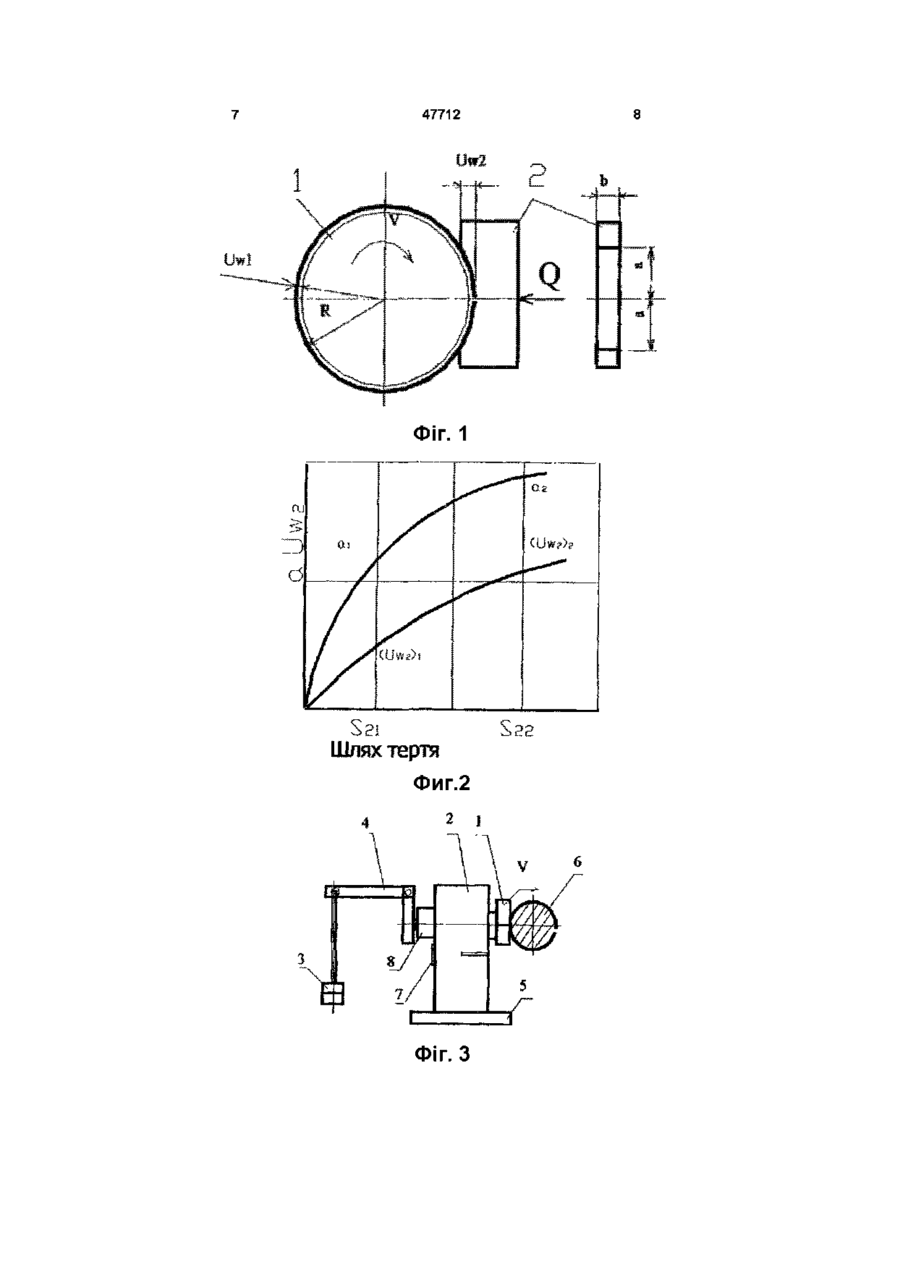
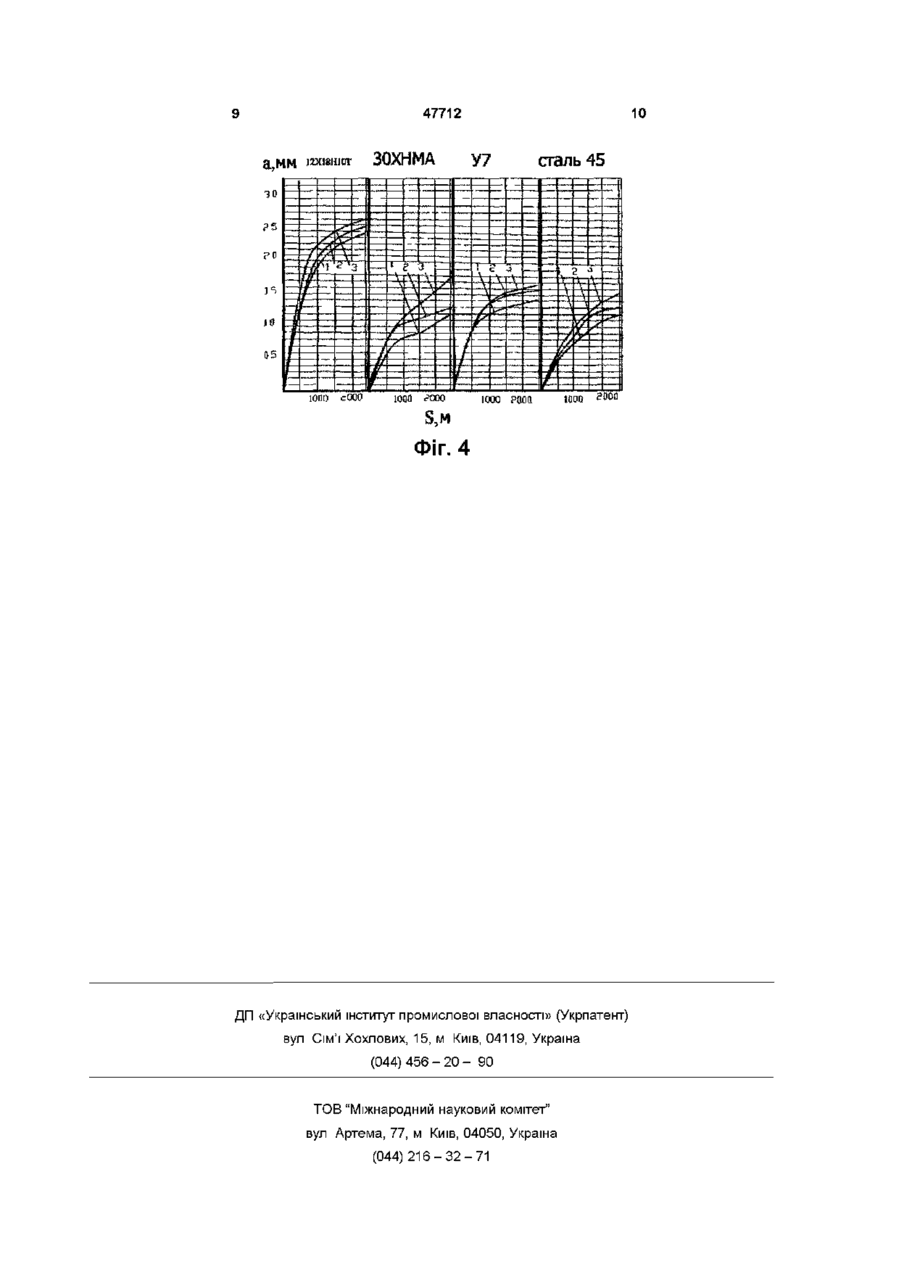
Спосіб визначення відносної оброблюваності матеріалів по швидкості різання Уєо який відрізняється тим, що відносна оброблюваність визначається способом тертя ковзання по моделі зношування інструментального матеріалу за якою досліджують один зразок і визначають величину зношування інструментального матеріалу від шляху тертя по двох точках S21, S22, а потім розраховують параметри моделі зношування і шлях тертя , який порівнюють з шляхом тертя для сталі 45 Винахід відноситься до машинобудування і може бути використаний при визначенні оброблюваності матеріалів ВІДОМІ способи визначення відносної оброблюваності матеріалів дослідження оброблюваності методом подачі інструмента під дією постійного навантаження .вимірювання сили різання, метод Лейензетера, температурний метод [1, 2] Суттєвим недоліком цих методів є те , що вони дозволяють встановити лише відносне розташування матеріалів з точки зору обробляємості, але одержуємі величини не пропорційні значенням швидкості різання при СТІЙКОСТІ Т = бОхв \/єо) або шляху різання S і не можуть служити для визначення відносної оброблюваності Найбільш близьким до винаходу по технічній суті є "класичний" метод отримання залежності швидкості різання від СТІЙКОСТІ V - Т шляхом проведення СТІЙКІСНИХ досліджень з різними швидкостями різання [3] ,який потребує соціального обладнання , великої КІЛЬКОСТІ матеріалу і значного часу При обмеженій КІЛЬКОСТІ оброблюваного матеріалу і інструмента метод взагалі не може бути використаний В процесі різання , із зменшенням діаметра заготовки змінюється однорідність метала, процес різання припиняють для контролю величини зносу по задній поверхні , що все це веде до відхилення СТІЙКОСТІ Т на 10 - 30% і більше потреб оброблюваного і інструментального матеріалу, за рахунок виключення процесу різання Задача вирішується тим, що відносну оброблюваність визначаємо методом тертя ковзання, по моделі зношування інструментального матеріалу, за якою досліджують один зразок і визначають величину зношування інструментального матеріалу від шляху тертя по двох точках S21, S22, а потім розраховують параметри моделі зношування і шлях тертя, який порівнюють з шляхом тертя для сталі 45 Дослідження проводимо по схемі циліндр-площина (Фіг 1) В якості циліндра є матеріал, для якого визначається оброблюваність, площина-матеріал різального інструменту Порівняння пар тертя за ЗНОСОСТІЙКІСТЮ І оцінку оброблюваності проводили на основі моделі зношування інструментального матеріалу Закономірність зношування інструментального матеріалу приймали в формі [4] В основу винаходу поставлена задача спрощення процесу дослідження оброблюваності матеріалів, підвищення точності експерименту значного зменшення часу на дослідження, зменшення dU (1) dS де W 2' 2 - параметри моделі зношування інструментального матеріалу, W 2 - знос інструментального матеріалу в напрямку перпендикулярному до швидкості тертя , S2 - шлях тертя, а-тиск Дослідження проводили при трьох швидкостях , тому однофакторна модель автоматично переходить в двох факторну 47712 В інтегральній формі модель (1) має вид s2 m Uw 2 =kw 2 Ja 4S 2 )dS врахуванням (9) отримує вид С ГТ12+2P a (2) Rk О В процесі обертання циліндра (Рис І) до якого притиснута площина з силою Q проходить знос циліндра рівномірно по колу і знос площини По результатах дослідження будуємо залежність зносу площини a(S2) від шляху тертя в формі степеневої апроксимації (Фіг 2) (a(S 2 ) = C a S | (3) w 2 Між максимальним зносом площини і роза міром площини контакта в першому приближен! існує досить точна геометрична залежність „2 Uw2(S2) = 2R (4) Ра = «21 ,С„ = ора °21 lgS2i (5) При рівномірному розподілі тиску на площині контакта, значення його дорівнює Q 2ab (6) Рішення задачі для площини по визначенню параметрів моделі зношування інструментального матеріалу отримали слідуючим чином Підставити в інтегральне співвідношення (2) вирази (3)(4) і (6) одержимо ZH rjCa2S2 — dS U) або після інтегрування 2Rk w 2 (Q/2b) m 2 (8) s 2 З умови виконання рівняння (8) при різних значеннях змінної величини (8) одержимо рівняння 1-pam2 = 2p a (9) з якого слідує 1 - 2 Ра m2 = — И 01 * ' и> • Другий параметр моделі w 2 , зношування матеріалу площини одержуємо з рівняння (8), яке з (Q/2b) m2 = 1 ЗВІДКИ -2 k w2 С Pa R(Q/2b)m2 (11) Таким чином, параметри моделі зношування w 2 m 2 інструментального матеріала , визначаються за результатами дослідження одного зразка О R параметрами ^ а . на степеневої апроксимації З рівняння (1) визначаємо шлях тертя для досліджуємої сталі і сталі 45, S= Де R - радіус циліндра заготовки, для якої визначається оброблюваність Тому при експерименті достатньо вимірювати тільки одну виличину Uw2 або а Для визначення параметрів апроксимації залежностей Са, р а на ВІДПОВІДНИХ експериментальних залежностях (Фіг 2) вибирали по дві точки з координатами S21, S22 Логарифмуючи степеневу залежність (3) для цих точок, отримуємо формули для визначення параметрів апроксимації w 2 Uw2 _m2 (12) При визначенні коефіцієнта відносної оброблюваності отриманий шлях тертя порівнюють з шляхом тертя для сталі 45 [5] К = (13) '(45) Приклад виконання Спосіб виконували за допомогою механізму зображеного на фіг З Зразок-твердосплавна пластина 1 закріплена в ПІНОЛІ 8 переміщується в корпусі 2 і притискається до циліндра 6 під дією ваги 3 важеля 4 Корпус розташований на основі 5, жорстко закріплений на поперечному супорті верстата, в центрах верстата встановлюється заготовка 6 для якої визначається відносна обробляємість, яка служить контртілом пари тертя ковзання площини інструментального матеріалу (твердий сплав Т15К6) В корпусі є прорізь, що дає можливість реєструвати переміщення зразка датчиками 7 Для визначення оброблюваності проводили слідуючі операції 1 Проводили випробування на ЗНОСОСТІЙКІСТЬ при терті ковзаня твердосплавної пластини Т15К6 по сталі 45, ЗОХНМА, У7, 12Х18Н10Т при трьох швидкостях тертя V = 100, 150, 200м/хв Шлях тертя становив 500, 1000, 1500, 2000, 2500м Сила притискання Q = ЗОкГс, що забезпечує тиск, який виникає в процесі різання 2 За результатами дослідження вимірювали величину зношування твердосплавної пластини а і будували залежність а від S 2 (фіг 4), в формі степеневої залежності (5) 3 Визначали параметри моделі зношування твердого сплава Т15К6 по формулі (10, 11) і розраховували шлях тертя для трьох швидкостей Находил и середній шлях тертя Приймали, наприклад Uw2 - 1мм , a = 5кг/мм2 Розраховували обробляємість сталі по формулі (13) Результати представлені в таблиці 1 4 Для порівняння одержаних результатів запропонованим способом проводили оцінку оброб 47712 люваності методом повздовжнього різання(табл 2) Результати показали, що відносна оброблюваність сталі ЗОХНМА запропонованим способом становила 0 65, в той час, як методом повздовжнього точіння 0 64, сталі У7 ВІДПОВІДНО 0 92 - 0 64 І сталі 12Х18Н10Т 0 019-0 025 В таблиці 1 представлені результати визначення відносної оброблюваності способом тертя ковзання , в таблиці 2 - результати визначення оброблюваності методом повздовжнього точіння Таблиця 1 V а, а2 а3 а4 Р. а3 са ГП2 Kw S S S Kv6o 3 м/мин мм мм мм мм мм 100 150 0 64 06 0 74 0 75 0 73 1 13 0 98 1 15 1 32 1 25 200 СгпальУ? 0 65 0 96 1 08 1 23 100 150 200 0 88 1 03 1 03 1 08 1 03 4 25 1 07 1 23 1 45 100 10 1 04 150 200 Сталь 12Х18Н10Т 1 18 1 29 100 150 200 19 2 05 2 01 мм/мм ра ра (мм /кг) т 2 Т М тм Сгаль45 2 74 10" 0 47 1 55 10" 1 39 04 0 61 0 35 1 26 15 14 14 1 65 17 1 42 1 41 1 54 1 29 1 32 1 87 1 55 1 75 1 55 2 52 23 215 2 82 24 24 2 35 2 58 2 67 а 131 0 37 8 59 10 2 75 Ю" 7іо" 08 3 63 10 а 76 0 27 0 27 0 28 0 025 03 0 026 1 7 125 1 57 5 2 1 0 '" 1 10 а 1 23 10 а 0 018 0 015 01 1 33 1 10 а 118 1 95 1 75 03 0 33 019 1 03 3 26 3 53 Ю" 1 10 і " 52 2 75 25 2 67 02 014 019 015 0 32 0 32 ЗО 514 3 26 4 05 10 а 3110'" 0 73 1 7 66 65 91 1 85 0 92 59 0 65 17 0 019 65 Сталь ЗОХНМА Таблиця 2 Марка сталі Сталь 45 Сталь ЗОХНМА Сталь 12Х18Н10 Т Сталь У7 m С Рівняння V-T V60 1 4 4030 12 V= 1 0 40300/Т1 41 5 04 409 V = 409/TU4 80 10 5 202 v = 105 202/Т 27 1 0 5563 V=5563/TIU 86 2 2 Коефіцієнт оброблюва НОСТІ Кубо 1 0 64 0 025 0 69 Аналіз денних вияви в, що запропонований спосіб порівняно з відомим значно підвищує точність, скорочує термін дослідження в 5 - 7 разів, не потребує спеціального обладнання, великої КІЛЬКОСТІ оброблюваного і інструментального магеріалу Джерела інформації 2 1 8 І" 54 1 98 24 1 Э И Фельдштейн Методы определения обрабатываемости металлов Государственное научно-техническое издательство машиностроительной литературы М,1946 143с 2 Э И Фельдштейн Обрабатываемость сгалей Государственное научно-техническое издательство машиностроительной и судостроительной литературы Машгиз,1953 245с 3 Развитие науки о резании металлов Редакционная коллегия Доктора техннаук професора НН Зорин, ГИ Грановский, М Н Ларин, Т Н Лоладзе, И П Третьяков М,Машиностроение, 1967 с 253 4 А В Панкин Обработка металлов резанием Государственное научно-техническое издательство машиностроительной литературы М , 1961 509с 5 Ф Н Абрамов, В В Коваленко Д Е Любимов, В И Романов, Н П Стародуб Справочник по обработке металлов резанием К Техніка, 1983 с 113 47712 ФІГ. 1 S21 Шлях тертя Фиг.2 2 1 Фіг. З 47712 ЗОХНМА 10 У7 сталь 45 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining respective process ability of materials
Автори англійськоюKuzmenko Anatolii Hryhorovych, Bannov Henadii Mykhailovych
Назва патенту російськоюСпособ определения относительной обрабатываемости материалов
Автори російськоюКузьменко Анатолий Григорьевич, Баннов Геннадий Михайлович
МПК / Мітки
Мітки: спосіб, відносної, оброблюваності, матеріалів, визначення
Код посилання
<a href="https://ua.patents.su/5-47712-sposib-viznachennya-vidnosno-obroblyuvanosti-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення відносної оброблюваності матеріалів</a>
Спосіб підвищення стійкості ріжучого інструменту та оброблюваності конструкційних матеріалів
Номер патенту: 23912
Опубліковано: 31.08.1998
Автори: Сілін Радомир Іванович, Бурлаков Андрій Анатолійович, Гладкий Ярослав Миколайович, Остафьєв Володимир Олександрович
МПК: C23C 14/00, C23C 14/58
Мітки: матеріалів, стійкості, підвищення, спосіб, конструкційних, ріжучого, оброблюваності, інструменту
Формула / Реферат:
Способ повышения стойкости режущего инструмента и обрабатываемости конструкционных материалов, включающий подготовку поверхности инструмента к нанесению упрочняющего покрытия, упрочнения на установке типа "БУЛАТ" в вакууме, отличающийся тем, что перед упрочнением на инструмент наносят тонкопленочный барьерный слой окисла алюминия АІгОз, а после упрочнения выдерживают в 70% растворе соляной кислоты в течение 3-5 минут при комнатной...
Спосіб визначення експлуатаційних властивостей мастильних матеріалів
Номер патенту: 46229
Опубліковано: 15.05.2002
Автори: Ребенко Іван Максимович, Ревенко Іван Іванович, Ребенко Віктор Іванович
МПК: G01N 33/26
Мітки: мастильних, експлуатаційних, властивостей, спосіб, визначення, матеріалів
Формула / Реферат:
Спосіб визначення експлуатаційних властивостей мастильних матеріалів, полягає в тому, що в підшипник кочення або ковзання подають певну кількість мастильного матеріалу, створюють навантаження, розганяють до певної швидкості обертання, нагрівають до заданої температури та вимірюють вільний вибіг маховика, встановленого на підшипниках, який відрізняється тим, що реєстрація параметрів вибігу здійснюється безконтактним пристроєм, з'єднаним з...
Спосіб визначення відносної зміни висоти і кута нахилу об’єкта
Номер патенту: 32304
Опубліковано: 15.12.2000
Автори: Контіала Мікі, Катрич Микола Васильович, Лютак Ігор Зіновійович, Лютак Зіновій Петрович
Мітки: кута, об'єкта, висоті, зміни, нахилу, відносної, спосіб, визначення
Текст:
...Це призводить до неоднозначності результатів контролю, а отже і низької точності визначення зміни висоти об'єкта контролю. Запропонований спосіб направлений на вирішення задачі визначення величини відносної зміни висоти об'єкта чи земної поверхні з високою точністю, отримання інформації про кут нахилу поверхні об'єкта контролю, визначення динамічних змін об'єкта контролю. Згідно даного способу ємнісні перетворювачі, які знаходяться в...
Спосіб визначення відносної кутової швидкості під час коливального процесу керування орієнтаціею об’єкту на рухомий орієнтир
Номер патенту: 3990
Опубліковано: 27.12.1994
Автор: Анупрієнко Генадій Єфремович
МПК: B64G 1/24
Мітки: об'єкту, процесу, орієнтир, кутової, керування, спосіб, рухомий, відносної, швидкості, орієнтаціею, визначення, коливального
Формула / Реферат:
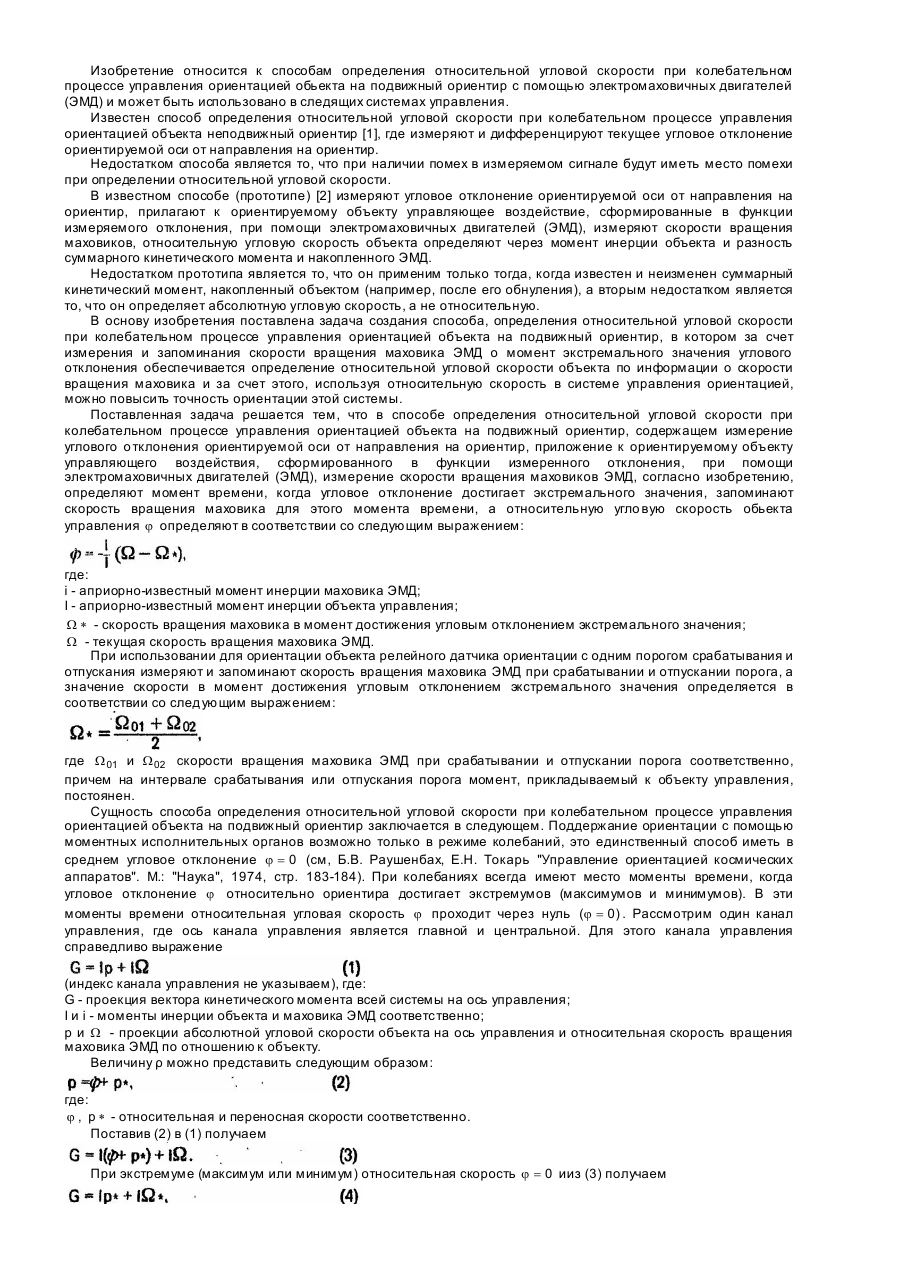
1. Способ определения относительной угловой скорости при колебательном процессе управления ориентацией объекта на подвижным ориентир, включающий измерение углового отклонения ориентируемой оси от направления на ориентир, приложение к ориентируемому объекту управляющего воздействия, сформированного в функции измеренного отклонения, при помощи электромаховичных двигателей (ЭМД), измерение скорости вращения маховиков ЭМД, отличающийся тем, что...
Спосіб визначення оптимальних швидкостей різання
Номер патенту: 28738
Опубліковано: 16.10.2000
Автор: Литвиненко Володимир Петрович
МПК: B23B 1/00
Мітки: оптимальних, різання, швидкостей, визначення, спосіб
Формула / Реферат:
Спосіб визначення оптимальних швидкостей різання, який включає використання граничного значення кута між прирізцевою поверхнею стружки та площинами зсувів в її тілі як вихідний параметр, введення ув'язаного з вихідним параметром нормованого діапазона кутів, які повинні піддягатись дослідженню, проведення короткочасних досліджень з фіксуванням середньоарифметичних результатів заміряних кутів, швидкості різання та шляху різання до затуплення...
Попередній патент: Інструмент для моделювання механічної дозованої травми печінки тварин в умовах гострого експерименту
Наступний патент: Пристрій для нанесення клею на криволінійні ділянки взуттєвих деталей
Випадковий патент: Слідопокажчик до сільськогосподарських агрегатів