Кривошипний прес
Формула / Реферат
Кривошипний прес, що містить станину, кривошипний вал, шатун, повзун, верхній бойок (напівштамп), нижній бойок (напівштамп) розташований на столі з клином, який відрізняється тим, що повзун преса оснащений кінематичним зв'язком з клином столу у вигляді гідроциліндра приводу клина, поршнева порожнина гідроциліндра з'єднана гідролінією з порожниною гідроциліндра підйому столу з плунжером, з'єднаним пересувними упорами з повзуном, з можливістю зміни положення плунжера щодо повзуна, наприклад різьбою, а штокова порожнина гідроциліндра приводу клина з'єднана гідролінією і керуючим золотником з порожниною гідроциліндра повернення столу, плунжер якого постійно зв'язаний з повзуном преса.
Текст
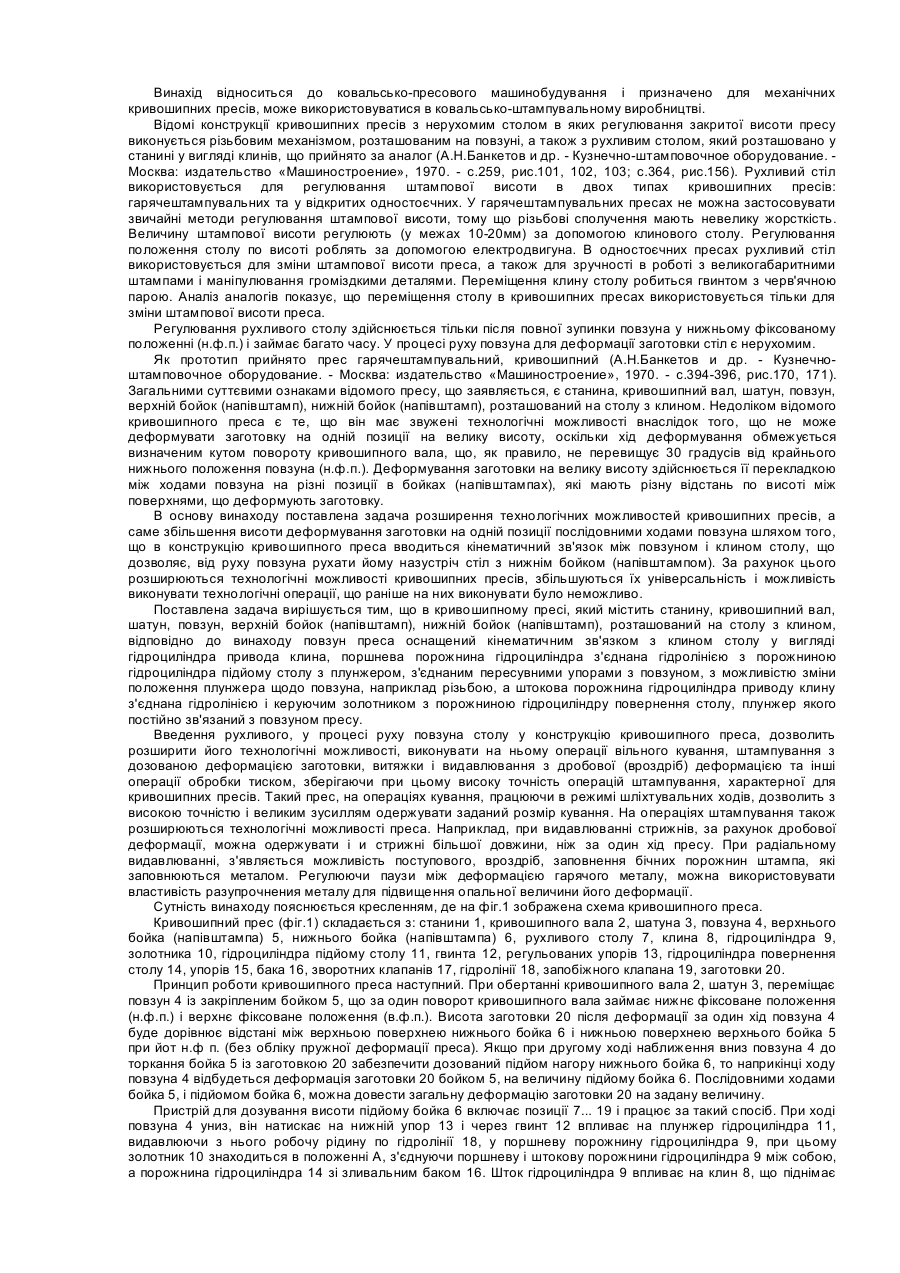
Винахід відноситься до ковальсько-пресового машинобудування і призначено для механічних кривошипних пресів, може використовуватися в ковальсько-штампувальному виробництві. Відомі конструкції кривошипних пресів з нерухомим столом в яких регулювання закритої висоти пресу виконується різьбовим механізмом, розташованим на повзуні, а також з рухливим столом, який розташовано у станині у вигляді клинів, що прийнято за аналог (А.Н.Банкетов и др. - Кузнечно-штамповочное оборудование. Москва: издательство «Машиностроение», 1970. - с.259, рис.101, 102, 103; с.364, рис.156). Рухливий стіл використовується для регулювання штампової висоти в двох типах кривошипних пресів: гарячештампувальних та у відкритих одностоєчних. У гарячештампувальних пресах не можна застосовувати звичайні методи регулювання штампової висоти, тому що різьбові сполучення мають невелику жорсткість. Величину штампової висоти регулюють (у межах 10-20мм) за допомогою клинового столу. Регулювання положення столу по висоті роблять за допомогою електродвигуна. В одностоєчних пресах рухливий стіл використовується для зміни штампової висоти преса, а також для зручності в роботі з великогабаритними штампами і маніпулювання громіздкими деталями. Переміщення клину столу робиться гвинтом з черв'ячною парою. Аналіз аналогів показує, що переміщення столу в кривошипних пресах використовується тільки для зміни штампової висоти преса. Регулювання рухливого столу здійснюється тільки після повної зупинки повзуна у нижньому фіксованому положенні (н.ф.п.) і займає багато часу. У процесі руху повзуна для деформації заготовки стіл є нерухомим. Як прототип прийнято прес гарячештампувальний, кривошипний (А.Н.Банкетов и др. - Кузнечноштамповочное оборудование. - Москва: издательство «Машиностроение», 1970. - с.394-396, рис.170, 171). Загальними суттєвими ознаками відомого пресу, що заявляється, є станина, кривошипний вал, шатун, повзун, верхній бойок (напівштамп), нижній бойок (напівштамп), розташований на столу з клином. Недоліком відомого кривошипного преса є те, що він має звужені технологічні можливості внаслідок того, що не може деформувати заготовку на одній позиції на велику висоту, оскільки хід деформування обмежується визначеним кутом повороту кривошипного вала, що, як правило, не перевищує 30 градусів від крайнього нижнього положення повзуна (н.ф.п.). Деформування заготовки на велику висоту здійснюється її перекладкою між ходами повзуна на різні позиції в бойках (напівштампах), які мають різну відстань по висоті між поверхнями, що деформують заготовку. В основу винаходу поставлена задача розширення технологічних можливостей кривошипних пресів, а саме збільшення висоти деформування заготовки на одній позиції послідовними ходами повзуна шляхом того, що в конструкцію кривошипного преса вводиться кінематичний зв'язок між повзуном і клином столу, що дозволяє, від руху повзуна рухати йому назустріч стіл з нижнім бойком (напівштампом). За рахунок цього розширюються технологічні можливості кривошипних пресів, збільшуються їх універсальність і можливість виконувати технологічні операції, що раніше на них виконувати було неможливо. Поставлена задача вирішується тим, що в кривошипному пресі, який містить станину, кривошипний вал, шатун, повзун, верхній бойок (напівштамп), нижній бойок (напівштамп), розташований на столу з клином, відповідно до винаходу повзун преса оснащений кінематичним зв'язком з клином столу у вигляді гідроциліндра привода клина, поршнева порожнина гідроциліндра з'єднана гідролінією з порожниною гідроциліндра підйому столу з плунжером, з'єднаним пересувними упорами з повзуном, з можливістю зміни положення плунжера щодо повзуна, наприклад різьбою, а штокова порожнина гідроциліндра приводу клину з'єднана гідролінією і керуючим золотником з порожниною гідроциліндру повернення столу, плунжер якого постійно зв'язаний з повзуном пресу. Введення рухливого, у процесі руху повзуна столу у конструкцію кривошипного преса, дозволить розширити його технологічні можливості, виконувати на ньому операції вільного кування, штампування з дозованою деформацією заготовки, витяжки і видавлювання з дробової (вроздріб) деформацією та інші операції обробки тиском, зберігаючи при цьому високу точність операцій штампування, характерної для кривошипних пресів. Такий прес, на операціях кування, працюючи в режимі шліхтувальних ходів, дозволить з високою точністю і великим зусиллям одержувати заданий розмір кування. На операціях штампування також розширюються технологічні можливості преса. Наприклад, при видавлюванні стрижнів, за рахунок дробової деформації, можна одержувати і и стрижні більшої довжини, ніж за один хід пресу. При радіальному видавлюванні, з'являється можливість поступового, вроздріб, заповнення бічних порожнин штампа, які заповнюються металом. Регулюючи паузи між деформацією гарячого металу, можна використовувати властивість разупрочнения металу для підвищення опальної величини його деформації. Сутність винаходу пояснюється кресленням, де на фіг.1 зображена схема кривошипного преса. Кривошипний прес (фіг.1) складається з: станини 1, кривошипного вала 2, шатуна 3, повзуна 4, верхнього бойка (напівштампа) 5, нижнього бойка (напівштампа) 6, рухливого столу 7, клина 8, гідроциліндра 9, золотника 10, гідроциліндра підйому столу 11, гвинта 12, регульованих упорів 13, гідроциліндра повернення столу 14, упорів 15, бака 16, зворотних клапанів 17, гідролінії 18, запобіжного клапана 19, заготовки 20. Принцип роботи кривошипного преса наступний. При обертанні кривошипного вала 2, шатун 3, переміщає повзун 4 із закріпленим бойком 5, що за один поворот кривошипного вала займає нижнє фіксоване положення (н.ф.п.) і верхнє фіксоване положення (в.ф.п.). Висота заготовки 20 після деформації за один хід повзуна 4 буде дорівнює відстані між верхньою поверхнею нижнього бойка 6 і нижньою поверхнею верхнього бойка 5 при йот н.ф п. (без обліку пружної деформації преса). Якщо при другому ході наближення вниз повзуна 4 до торкання бойка 5 із заготовкою 20 забезпечити дозований підйом нагору нижнього бойка 6, то наприкінці ходу повзуна 4 відбудеться деформація заготовки 20 бойком 5, на величину підйому бойка 6. Послідовними ходами бойка 5, і підйомом бойка 6, можна довести загальну деформацію заготовки 20 на задану величину. Пристрій для дозування висоти підйому бойка 6 включає позиції 7... 19 і працює за такий спосіб. При ході повзуна 4 униз, він натискає на нижній упор 13 і через гвинт 12 впливає на плунжер гідроциліндра 11, видавлюючи з нього робочу рідину по гідролінії 18, у поршневу порожнину гідроциліндра 9, при цьому золотник 10 знаходиться в положенні А, з'єднуючи поршневу і штокову порожнини гідроциліндра 9 між собою, а порожнина гідроциліндра 14 зі зливальним баком 16. Шток гідроциліндра 9 впливає на клин 8, що піднімає стіл 7, з розташованими на ньому бойком 6 і заготовкою 20, на величину, обумовлену настроюванням положення упорів 13 щодо повзуна 4, що виконується гвинтом 12 (при настроюванні преса перед циклом деформації заготівлі). Після початку деформації заготовки 20 і до н.ф.п. повзуна 4, стіл 7, клин 8 і шток гідроциліндра 9 нерухомі, тому що кут клина 8 і столу 7 що само гальмується (кут менше 7град.), а рідина на ході деформації скидається на злив через запобіжний клапан 19. При ході повзуна нагору за допомогою верхнього упора 13, плунжер гідроциліндра 11 повертається у верхнє положення. За рахунок створюваного плунжером при цьому розрідження, рідина, необхідна для наступного ходу, надходить з бака 16 через зворотний клапан 17. При ході повзуна нагору і вниз рідина з гідроциліндра 14 через золотник 10 (при положенні А) перетікає в зливальний бак 16 і начал. Після виконання заданого числа робочих ходів включається електромагніт золотника 10, і переводить його в положення В. При цьому поршнева порожнина гідроциліндра 9 з'єднується зі зливальним баком 16, а штокова порожнина з гідроциліндром 14, що витісняючи рідину зі своєї порожнини при ході повзуна нагору, подає її в штокову порожнину гідроциліндра 11, забезпечуючи повернення клина 8, столу 7 із заготовкою 20 і бойком 6 у вихідне положення. Прес готовий до наступного циклу деформування.
ДивитисяДодаткова інформація
Назва патенту англійськоюCrank press
Автори англійськоюRohanov Maksym Lvovych
Назва патенту російськоюКривошипный пресс
Автори російськоюРоганов Максим Львович
МПК / Мітки
МПК: B30B 1/26
Мітки: кривошипний, прес
Код посилання
<a href="https://ua.patents.su/2-65718-krivoshipnijj-pres.html" target="_blank" rel="follow" title="База патентів України">Кривошипний прес</a>
Кривошипний прес
Номер патенту: 35673
Опубліковано: 16.04.2001
Автори: Марченко Віталій Леонідович, Шамарін Юрій Євгенович
МПК: B30B 1/00
Мітки: прес, кривошипний
Формула / Реферат:
Кривошипный пресс, содержащий станину, кривошипный вал с эксцентриком, муфту, тормоз, шатун и ползун, отличающийся тем, что пресс снабжен подвижным столом, установленным в направляющих и соединенным со станиной посредством штоков гидроцилиндров, выполненных в столе и станине (или в одном из них), причем стол имеет возможность перемещаться под действием усилия, создаваемого гидроцилиндрами.
Механічний безмуфтовий прес
Номер патенту: 34111
Опубліковано: 15.02.2001
Автори: Осауленко Оксана Олександрівна, Дейнекін Сергій Олексійович, Запорожченко Віталій Сергійович
МПК: B30B 15/00
Мітки: механічний, безмуфтовий, прес
Текст:
...8 виконано поглиблення 17, наприклад конічної форми. Повзун 18 розміщено у вертикальних напрямних станини 1 і з'єднано з тілом шатуна 11 через регулювальний гвинт 10, а також з урівноважувачем 20, наприклад пневматичного типу. Запропонований прес працює таким чином. Встановлений на станині 1 електродвигун 2 через гнучкий зв'язок приводить до обертання маховик 3 і жорстко з'єднаний з ним кривошипний вал 4. При відсутності подачі стисненого...
Механічний безмуфтовий прес
Номер патенту: 33694
Опубліковано: 15.02.2001
Автор: Запорожченко Віталій Сергійович
МПК: B30B 15/00
Мітки: безмуфтовий, механічний, прес
Текст:
...клиновим упором 12, виконаним, наприклад, у вигляді приливка, відлитого за одне суцільне з тілом шатуна 9. Повернуті одна до одної поверхні рухомого 11 і нерухомого 12 упорів виконані циліндричними однакового радіуса R1, а поздовжню вісь циліндричної поверхні нерухомого упору 12 розміщено на осі 8 шарніра кришки 7. Шатун має пружину стискання 13, яку, розташовано між вільним кінцем кришки 7 та тілом шатуна 9. Повзун 14 розміщено у...
Клиновий прес
Номер патенту: 54739
Опубліковано: 17.03.2003
Автори: Роганов Лев Леонідович, Чоста Наталія Вікторівна
МПК: B30B 1/00
Формула / Реферат:
Клиновий прес, що містить розміщені на станині повзун, шарнір, упорну деталь, основний клин, установлений на станині з можливістю переміщення від приводу в площині, перпендикулярній площині переміщення повзуна, із двома робочими поверхнями - криволінійною, що взаємодіє із шарніром, установленим циліндричною опорною поверхнею на повзуні, і прямолінійною, що взаємодіє з робочою поверхнею додаткового клина, змонтованого на упорній деталі, який...
Механічний безмуфтовий прес
Номер патенту: 61474
Опубліковано: 17.11.2003
Автор: Запорожченко Віталій Сергійович
МПК: B30B 15/00
Мітки: механічний, безмуфтовий, прес
Формула / Реферат:
1. Механічний безмуфтовий прес, щоскладається із станини, кривошипного вала, який змонтовано в підшипникових опорах станини і пов'язано з електродвигуном за допомогою маховика та гнучкого зв'язку, ексцентрикової втулки, що встановлена на шипу кривошипного вала і охоплюється великою головкою шатуна, а в її тілі в радіальному напрямку виконано отвір, в якому розміщено регулювальний гвинт, пружину та фіксатор, напроти якого в зовнішній...
Наступний патент: Кривошипний прес з ударним пристроєм
Випадковий патент: Система дистанційної участі людини та/або людей в масовому заході