Спосіб рафінування сталі від водню при електрошлаковому зварюванні
Номер патенту: 67954
Опубліковано: 15.07.2004
Автори: Гавриш Юрій Павлович, Кассов Валерій Дмитрович, Гавриш Павло Анатолійович
Формула / Реферат
Спосіб рафінування сталі від водню при електрошлаковому зварюванні, при якому над шлаком створюють захисну атмосферу, який відрізняється тим, що захисна атмосфера створюється ”подушкою” терморозширеного фториду графіту над розплавом шлаку, а поверхня шлаку розкислюється вуглецевими матеріалами (розкислювач - фторид графіту) і додатково в шлакову ванну вводиться окислювач - оксид заліза, у вигляді шматків порошкової стрічки, в осерді якої міститься оксид заліза і 1-2 % фториду графіту.
Текст
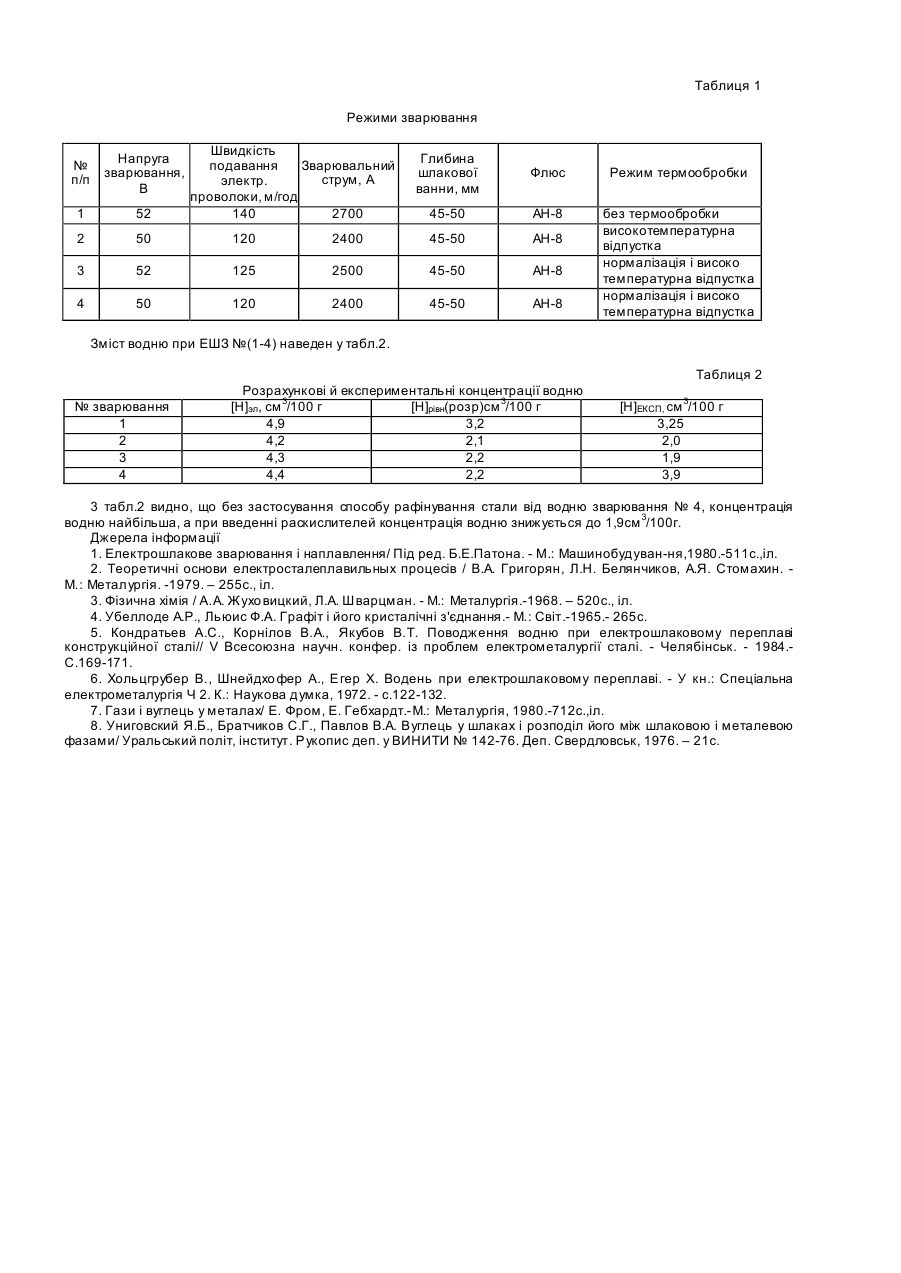
Винахід відноситься до галузі техніки а саме зварювального виробництва, та електрошлакового зварювання (ЕШЗ). Відомий спосіб рафінування сталі від водню [1] при ЕШЗ при якому, зварювальні матеріали перед зварюванням піддають тепловій обробці, знижуючи їхню вологість і в такий спосіб знижуючи концентрацію водню в зварювальних матеріалах. Однак такий спосіб не дозволяє знизити концентрацію водню в процесі зварювання, тому що при зварюванні відбувається насичення шлаку воднем з повітря, а зі шлаку водень потрапляє в розплавлений метал, крім того при цьому способі спостерігається чад легуючих елементів сталі [2, 3]. Відомий спосіб рафінування сталі від водню [1, стор.128], при ЕШЗ при якому над шлаком створюють захисну атмосферу (А r, СО2, і ін.), запобігаючи насиченню парами води і водню шлакової системи, а з неї насичення металу. Цей спосіб узятий за прототип. Недоліки способу: - підвищення собівартості зварювальних робіт через додаткові витрати на спеціально осушені гази: - складність провадження робіт із захисною атмосферою; - необхідність і складність, а в деяких випадках і неможливість герметизації робочого простору зварювання; - насичення вуглецем металу при розкисленні шлаку вуглецевими матеріалами. В основу винаходу покладений спосіб рафінування сталі від водню при якому, у процесі ЕШЗ створюється примусовий градієнт окислення шлаку протилежний природному, що створює сприятливі термодинамічні умови для видалення водню з металу. При цьому способі: - немає необхідності застосовувати спеціально осушені гази для захисту шлаку від атмосфери; - відпадає необхідність у застосуванні складного устаткування для герметизації робочого простору зварювання; - виключена можливість насичення вуглецем метала. Поставлення задача вирішується за рахунок того, що поверхня шлаку розкислюється вуглецевими матеріалами, а у шлак вводиться окислювач. Сутність винаходу полягає в тім, що в процесі ЕШЗ на поверхню шлаку наводиться розкислювач-фторид графіту [4], у виді порошку в оболонці з металевої фольги. Так, як фторид графіту знаходиться в оболонці з фольги, то він не розкидається (не розпорошується в повітрі), а попадає на поверхню шлаку. На поверхні шлаку фольга розплавлюється у фториді графіту (шарувате з'єднання графіту) відбувається термодеструкція. При термодеструкції шарувате з'єднання графіту „розширюється” з різким збільшенням обсягу в 30-40 разів, у результаті цього щільність фториду графіту зменшується до 100-80г/м 3 і суміш здобуває теплоізоляційні властивості. Утворюється захисна „подушка” над розплавом шлаку. Існування захисної „подушки” обумовлено низькою щільністю терморозширеного фториду графіту і високою швидкістю окислювання його мілкодисперсних часток, які мають високоактивну турбостратну структур у фториду гра фіту. Існ ування захисної „подушки" знижує чад легуючих елементів, захищає шлак від впливу а тмосфери, скорочується питома витрата електроенергії, знижуючи радиаційні втрати тепла з поверхні шлакової ванни. Згідно [1, 5, 6] розчинність водню в шлаках залежить як від парціального тиску водню так і від парціального тиску кисню у газовій фазі (1) C I (H2 ) = K (H )PH 2 1/ 2 2 (PO I )1/ 4 (1) 2 де: C I(H ) - розчинність водню; K (H2 ) - константа рівноваги водню; - парціальний тиск водню; (PO2 I )1/ 4 - парціальний тиск кисню. З залежності (1) випливає, що рівноважна з атмосферою концентрація водню у електрошлакових технологіях можлива лише при відсутності градієнта окислювання по товщині шлакового шару. У реальних умовах ЕШЗ зміст водню в металі визначається одночасно протікаючими процесами його видалення і надходження в метал. Фактична концентрація водню при ЕШЗ завжди буде прагнути до величини вище рівноважної [2, 3, 7]. Змінюючи окислювання поверхні шлаку за допомогою фториду гра фіту (у складі якого знаходиться вуглецьрозкислювач), тобто змінюючи градієнт окислювання шлаку примусово знижуємо концентрацію водню в металі. Процес відбувається завдяки взаємодії потоку водню з потоком кисню. Для зниження небезпеки вуглецевого насичення металу додатково у шлакову ванну вводиться окислювач . Окислювач вводиться у виді шматків порошкової стрічки яка містить і 1-2% фториду графіту. Введення 1-2% фториду графіту в осердя порошкової стрічки необхідно, задля запобігання розплавлювання фториду графіту на поверхні шлаку. Потрапляючи в шлак оболонка порошкової стрічки розплавляється, нагріваючи фторид графіту, що при температурі термодеструкції спучується, розширюється виштовхує оксид заліза з порошкової стрічки і розподіляє оксид заліза по об'єму шлакової ванни. Оксид заліза знижує вміст вуглецю внаслідок реакції відновлення заліза [8]. Таким чином, оксид заліза в шлаку усуває вуглецеве насичення металу. Зниження концентрації водню робиться комплексним впливом: - на поверхню шлакової ванни наводиться фторид графіту в оболонці з легкоплавкого матеріалу (фольги) розкислювач; - у шлакову ванну вводиться оксид заліза в оболонці порошкової стрічки(щоб запобігти розплавлюванню на поверхні шлаку), а розподіл окислювача по об'єму шлакової ванни робиться за допомогою фториду графіту. Наприклад: виконували, ЕШЗ сталі 35Л секторів бандажів випалювальної печі. Висота сектора, що зварюється, 1420мм товщина 590мм. Джерело живлення 2 трансформатори ТШС-1000-3 з'єднаних у однофазному режимі 1/1 при рівнобіжній роботі. Зварювальний апарат А-645. Зварювання велося мундштуком, що плавиться, 6 електродами. Режими зварювання наведені в табл.1. Введення розкислювачив велося за допомогою вагового дозатора ДН-21У через кожні 15хв. При ЕШЗ №4 розкислювачі не вводилися. По ходу зварювання з металевої ванни кварцовими пробовідбірниками періодично відбирали проби рідкого металу, після загартування проби поміщали в евдіометри і після витримки 5-6 діб визначали вміст водню. Вміст водню в металі визначали шляхом підсумовування кількості водню який виділився у евдіометрах і в ти х же пробах методом вакуум нагрівання. PH 2 1/ 2 Таблиця 1 Режими зварювання Швидкість подавання Зварювальний струм, А электр. проволоки, м/год 140 2700 № п/п Напруга зварювання, В Глибина шлакової ванни, мм Флюс Режим термообробки 1 52 45-50 АН-8 2400 45-50 АН-8 125 2500 45-50 АН-8 120 2400 45-50 АН-8 без термообробки високотемпературна відпустка нормалізація і високо температурна відпустка нормалізація і високо температурна відпустка 2 50 120 3 52 4 50 Зміст водню при ЕШЗ №(1-4) наведен у табл.2. Таблиця 2 № зварювання 1 2 3 4 Розрахункові й експериментальні концентрації водню [Н]эл, см 3/100 г [Н]рівн(розр)см 3/100 г 4,9 3,2 4,2 2,1 4,3 2,2 4,4 2,2 [Н]ЕКСП, см 3/100 г 3,25 2,0 1,9 3,9 3 табл.2 видно, що без застосування способу рафінування стали від водню зварювання № 4, концентрація водню найбільша, а при введенні раскислителей концентрація водню знижується до 1,9см 3/100г. Джерела інформації 1. Електрошлакове зварювання і наплавлення/ Під ред. Б.Е.Патона. - М.: Машинобудуван-ня,1980.-511с.,іл. 2. Теоретичні основи електросталеплавильных процесів / В.А. Григорян, Л.Н. Белянчиков, А.Я. Стомахин. М.: Металургія. -1979. – 255с., іл. 3. Фізична хімія / А.А. Жухо вицкий, Л.А. Шварцман. - М.: Металургія.-1968. – 520с., іл. 4. Убеллоде А.Р., Льюис Ф.А. Графіт і його кристалічні з'єднання.- М.: Світ.-1965.- 265с. 5. Кондратьев А.С., Корнілов В.А., Якубов В.Т. Поводження водню при електрошлаковому переплаві конструкційної сталі// V Всесоюзна научн. конфер. із проблем електрометалургії сталі. - Челябінськ. - 1984.С.169-171. 6. Хольцгрубер В., Шнейдхо фер А., Егер X. Водень при електрошлаковому переплаві. - У кн.: Спеціальна електрометалургія Ч 2. К.: Наукова думка, 1972. - с.122-132. 7. Гази і вуглець у металах/ Е. Фром, Е. Гебхардт.-М.: Металургія, 1980.-712с.,іл. 8. Униговский Я.Б., Братчиков С.Г., Павлов В.А. Вуглець у шлаках і розподіл його між шлаковою і металевою фазами/ Уральський політ, інститут. Рукопис деп. у ВИНИТИ № 142-76. Деп. Свердловськ, 1976. – 21с.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for refining steel from hydrogen in slag welding
Автори англійськоюHavrysh Pavlo Anatoliiovych, Kassov Valerii Dmytrovych
Назва патенту російськоюСпособ очистки стали от водорода при электрошлаковой сварке
Автори російськоюГавриш Павел Анатольевич, Кассов Валерий Дмитриевич
МПК / Мітки
Мітки: електрошлаковому, сталі, водню, спосіб, рафінування, зварюванні
Код посилання
<a href="https://ua.patents.su/2-67954-sposib-rafinuvannya-stali-vid-vodnyu-pri-elektroshlakovomu-zvaryuvanni.html" target="_blank" rel="follow" title="База патентів України">Спосіб рафінування сталі від водню при електрошлаковому зварюванні</a>
Спосіб визначення залишкового вмісту водню при виплавці сталі
Номер патенту: 58324
Опубліковано: 15.07.2003
Автори: Крейденко Фіра Семенівна, Коновалов Володимир Юрійович, Харлашин Петро Степанович, Харлашин Петро Петрович, Троцан Анатолій Іванович, Мєльник Сергій Григорович, Кашира Геннадій Олександрович, Захаров Микола Іванович
МПК: C21C 7/00
Мітки: сталі, визначення, вмісту, залишкового, виплавці, водню, спосіб
Формула / Реферат:
Спосіб визначення залишкового вмісту водню при виплавці стали, що включає визначення вмісту вуглецю під час плавки, який відрізняється тим, що шуканий розмір знаходять із виразу де [Н]0 і [Н]д - залишковий вміст водню на початку і кінці доводки; А0 і Ад - значення розміру відношення вмісту водню від вмісту вуглецю на початку і кінці доводки
Шлакоутворювальна суміш для рафінування сталі
Номер патенту: 53811
Опубліковано: 17.02.2003
Автори: Буряковський Генадій Абрамович, Зельдін Володимир Іванович, Ларіонов Олександр Олексійович, Бойко Володимир Семенович, Акулов Валерій Володимирович, Людковський Вадим Михайлович, Швець Василій Іванович, Кравченко Олександр Іванович, Небога Борис Володимирович, Побігайло Андрій Володимирович
МПК: C21C 7/064
Мітки: суміш, рафінування, шлакоутворювальна, сталі
Формула / Реферат:
Шлакоутворювальна суміш для рафінування сталі, яка складається з відсівів алюмінієвої стружки, вапна, фторовмісного матеріалу (плавиковий шпат, флюоритовий концентрат), яка відрізняється тим, що вона додатково містить відвальний шлак виробництва марганцевих феросплавів з основністю CaO+MnO/SiQ2, яка дорівнює 1,7-2,4 при такому співвідношенні компонентів, % мас.: відвальний шлак виробництва марганцевих феросплавів з основністю...
Спосіб рафінування сталі в проміжних розливних ковшах

Номер патенту: 45898
Опубліковано: 15.06.2004
Автори: Климанчук Владислав Владиславович, Єфімов Гаррі Вікторович, Губко Ігор Григорович, Бойко Володимир Семенович, Єфімова Вероніка Гарієвна, Діюк Євген Пилипович, Акулов Валерій Володимирович, Бочек Анатолій Павлович, Токій Анатолій Миколайович, Лавринішин Сергій Антонович, Ларіонов Олександр Олексійович, Фентісов Ігор Миколайович, Шебаніц Едуард Миколайович, Єфімов Віктор Олексійович, Побегайло Андрій Володимирович, Якін Михайло Миколайович
МПК: C22B 9/05, C21C 7/072
Мітки: розливних, сталі, проміжних, спосіб, рафінування, ковшах
Формула / Реферат:
Спосіб рафінування сталі в проміжних розливних ковшах, що включає пропускання її через перегородку з каналами і продувку інертним газом знизу, який відрізняється тим, що зазначені операції виконують послідовно, причому спочатку забезпечують перетікання сталі через перегородку з каналами, дотримуючись співвідношення F:F1=11-17, в якому:F - площа перерізу потоку сталі в проміжному розливному ковші;F1 - загальна площа перерізу...
Мікролігатура для рафінування, модифікування та мікролегування сталі
Номер патенту: 67423
Опубліковано: 15.06.2004
Автори: Троцан Анатолій Іванович, Крейденко Фіра Семенівна, Бєлов Борис Федорович, Іценко Анатолій Іванович, Сова Анатолій Микитович, Бродецький Ігор Леонідович, Орел Ганна Григорівна, Бєлік Василь Денисович, Карлікова Яна Петрівна, Кашира Геннадій Олександрович, Позняк Леонід Олександрович, Радченко Олександр Кузьмич
МПК: C21C 7/00
Мітки: мікролегування, мікролігатура, рафінування, сталі, модифікування
Формула / Реферат:
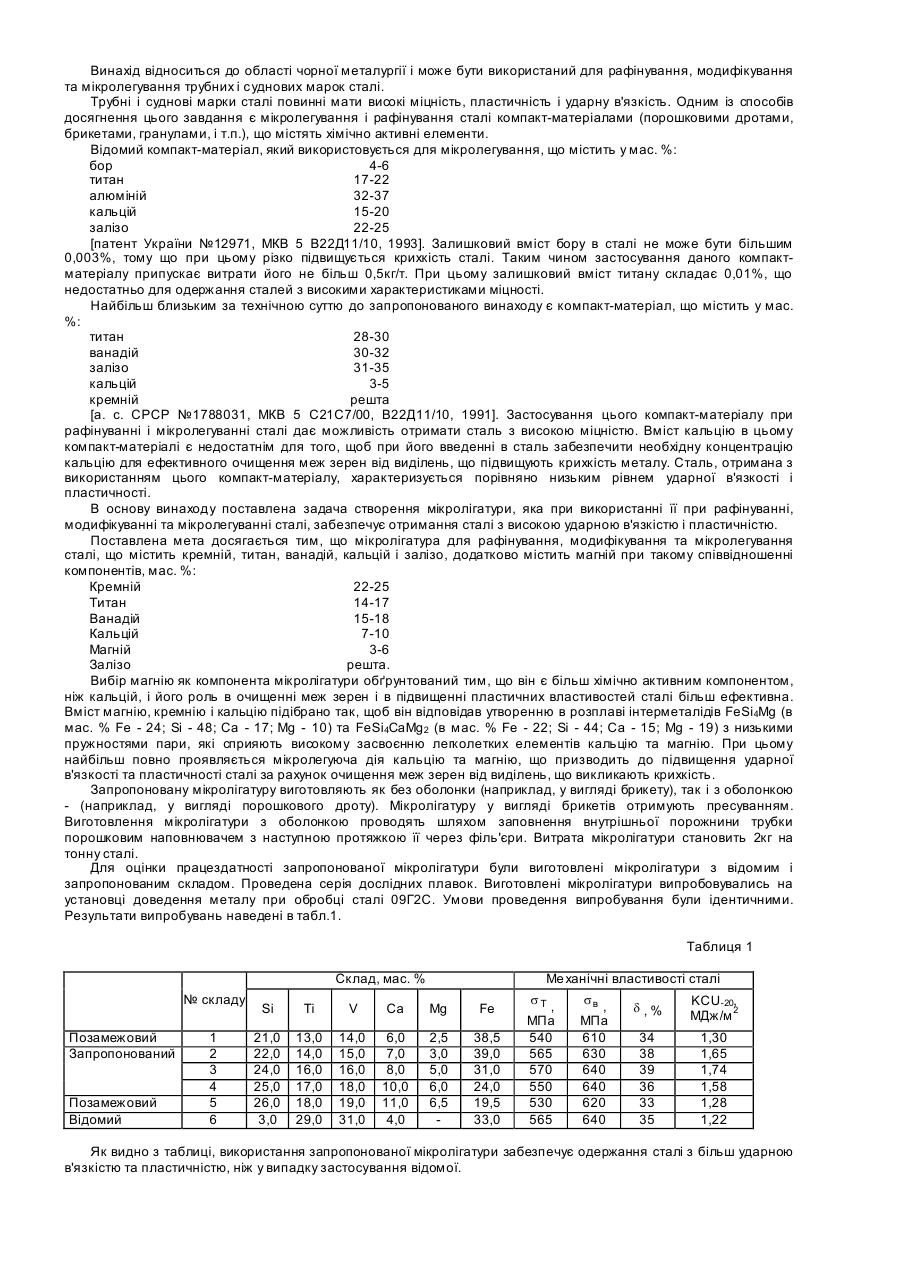
Мікролігатура для рафінування, модифікування та мікролегування сталі, що містить кремній, титан, ванадій, кальцій і залізо, яка відрізняється тим, що вона додатково містить магній при такому співвідношенні компонентів, мас. %: кремній 22-25 титан 14-17 ванадій 15-18 кальцій 7-10 магній ...
Комплексна мікролігатура для рафінування та мікролегування сталі
Номер патенту: 55951
Опубліковано: 15.04.2003
Автори: Троцан Анатолій Іванович, Зяткевич Ніна Семенівна, Бєлік Василь Денисович, Бродецький Ігор Леонідович, Черевко Яна Петрівна, Радченко Олександр Кузьмич, Орел Ганна Григорівна, Позняк Леонід Олександрович, Крейденко Фіра Семенівна, Іценко Анатолій Іванович, Бєлов Борис Федорович
МПК: C21C 7/00
Мітки: мікролігатура, мікролегування, рафінування, сталі, комплексна
Формула / Реферат:
Комплексна мікролігатура для рафінування та мікролегування сталі, що містить титан, кальцій, бор і залізо, яка відрізняється тим, що вона додатково містить кремній і магній при такому співвідношенні компонентів, мас. %: титан 25-27 кремній 22-24 кальцій 7-9 магній 4-6 бор 1-2 ...
Попередній патент: Водонагрівник індукційний
Наступний патент: Стальний рамний каркас багатоповерхової будівлі
Випадковий патент: Пристрій для обмеження розряду і підзаряду акумуляторної батареї транспортного засобу