Спосіб рафінування сталі в проміжних розливних ковшах
Номер патенту: 45898
Опубліковано: 15.06.2004
Автори: Климанчук Владислав Владиславович, Єфімов Гаррі Вікторович, Діюк Євген Пилипович, Єфімов Віктор Олексійович, Єфімова Вероніка Гарієвна, Губко Ігор Григорович, Токій Анатолій Миколайович, Бочек Анатолій Павлович, Лавринішин Сергій Антонович, Акулов Валерій Володимирович, Фентісов Ігор Миколайович, Бойко Володимир Семенович, Ларіонов Олександр Олексійович, Шебаніц Едуард Миколайович, Якін Михайло Миколайович, Побегайло Андрій Володимирович

Формула / Реферат
Спосіб рафінування сталі в проміжних розливних ковшах, що включає пропускання її через перегородку з каналами і продувку інертним газом знизу, який відрізняється тим, що зазначені операції виконують послідовно, причому спочатку забезпечують перетікання сталі через перегородку з каналами, дотримуючись співвідношення F:F1=11-17, в якому:
F - площа перерізу потоку сталі в проміжному розливному ковші;
F1 - загальна площа перерізу перетічних каналів,
а потім - продувають її інертним газом із швидкістю подачі 0,14-0,23 м3/хв на 1 м2 площі перерізу потоку сталі в проміжному розливному ковші.
Текст
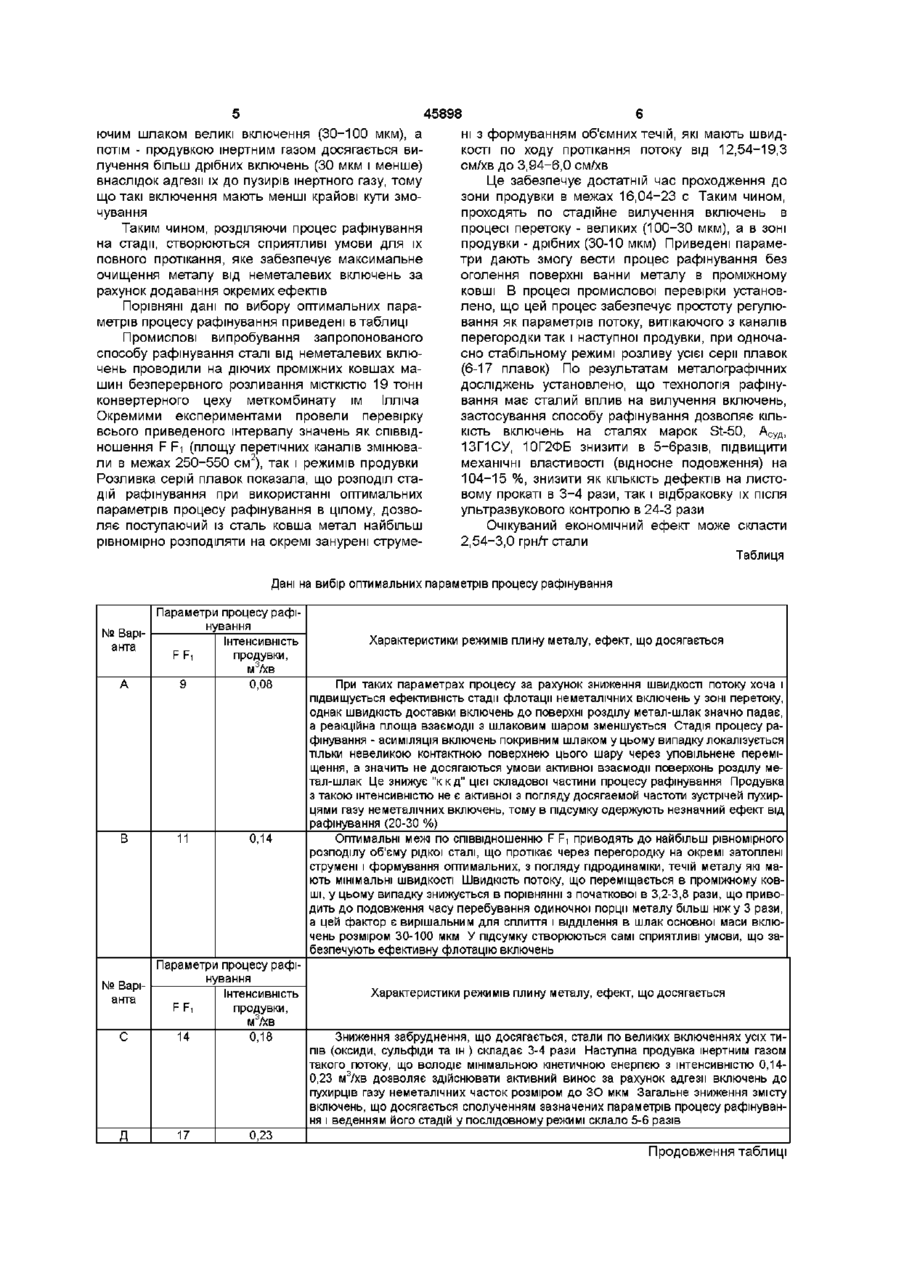
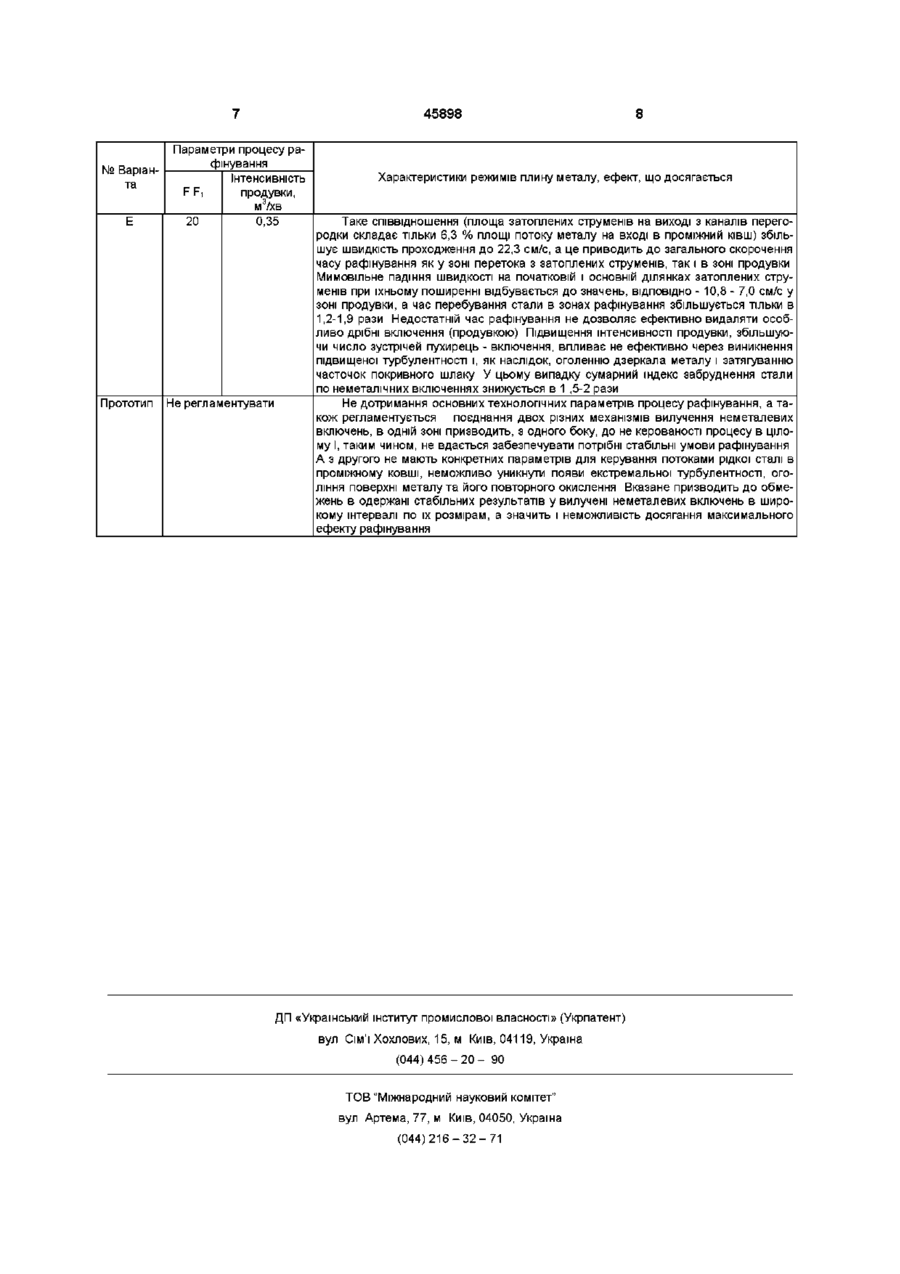
Спосіб рафінування сталі в проміжних розливних ковшах, що включає пропускання її через перегородку з каналами і продувку інертним газом знизу, який відрізняється тим, що зазначені операції виконують послідовно, причому спочатку забезпечують перетікання сталі, дотримуючись співвідношення F Fi=11 -=-17, в якому F - площа перерізу потоку сталі в проміжному розливному ковші, Fi - загальна площа перерізу перетічних каналів, а потім - продувають її інертним газом із швидкістю подачі 0,14-=- 0,23 м3/хв на 1 м 2 площі перерізу потоку сталі в проміжному розливному ковші Винахід відноситься до галузі металургії та ливарного виробництва і може бути використаний при розливанні рідких металів через проміжні розливні пристрої В теперішній час для зниження забруднення сталі від неметалевих включень та підвищення її якості, при заливці рідкого металу з ковша, його пропускають через отвори в перегородках проміжних розливних пристроїв, продувають інертними газами В результаті змінюється як швидкість, так і напрям руху рідкої сталі і, таким чином, забезпечується вплив на умови видалення неметалевих включень Відомий спосіб видалення неметалевих включень із сталі, яка проходить через проміжний ківш у кристалізатор, потоком пузирів інертного газу, який піднімає включення в шар рідкого шлаку на поверхні металу в ковші (пат Великобританії В22Д, 11/10№ 13111166) Вдування газу проводять шляхом подачі його знизу і розподіляють поперек усієї ширини проміжного ковша Недоліком цього способу являється низька ефективність видалення неметалевих включень в широкому розмірному інтервалі (10-1000 мкм) тому, що потік металу за наявних швидкостей витяжки заготівок, маючи велику турбулентність і швидкість, в кристалізатор попадає самим корот ким шляхом В схемі же розливання нема технічних рішень для їх регулювання Таким чином спосіб забезпечує тільки мінімальний час находження рідкого металу в проміжному ковші, а цей показник являється визначним в ефективному протіканні процесу рафінування, який складається із стадій випливання включень та асиміляції їх шлаковим шаром Крім цього, час находження одиничного об'єму потоку металу в зоні продувки із-за великої швидкості його протікання на цій ДІЛЯНЦІ, незначний (обмежений), а параметри продувки не регламентуються Вказані причини призводять до того, що ефективність способу обмежується видаленням тільки макровключень (60-100 мкм), які в основній КІЛЬКОСТІ складають не більше 20 % Видалення включень менших розмірів може бути успішним при обробці потоку метала, який має мінімальну кінетичну енергію (швидкість) з оптимальними витратами газу на одиницю його площі поперечного перерізу Не дотримання параметрів призводить до утворення хвилеподібної поверхні ванни рідкого металу, збільшення площі поверхні реагування сталі з навколишнім середовищем і додатковому окислюванню її з утворенням оксидних включень 00 00 Ю 45898 Спосіб очистки розплавленого металу від незацією процесу рафінування в послідовному реметалевих включень (пат США кл С21В, 3/04 № жимі, флотаційний ефект в кожній із зон 4573664), хоча і має можливість за допомогою рафінування може бути ініційований в найвищому перегородки, в якій зроблені переточні канали, ступені, гальмувати швидкість потоку при перепусканні 2 Відсутність оптимальних параметрів процеметалу і, таким чином, за рахунок агрегації (злитсу перетікання металу, характерізующіхся значентя, з'єднання) частинок домішок з послідуючим їх нями швидкості занурених струменів і, таким чиспливанням на поверхню, очищати рідкий метал ном, потоку рідкої сталі, що випливає з каналів Однак він не забезпечує ефективного і стабільного перегородки, так і режиму продувки, який визначарафінування від неметалевих включень тому, що, ється витратами газу по-перше, не регламентується швидкісний режим Це обмежує можливості керування процесом струменів, витікаючих з каналів перегородки, який рафінування тому що тільки взаємозв'язок оптимає найбільш суттєвий вплив на процес виплимальних значень вказаних параметрів може праквання включень (недостатність часу проходження тично забезпечити універсальність та високу ефетому що великі швидкості не дозволяють неметактивність процесу в цілому Цей зв'язок в левим включенням випливти на поверхню) Викозагальному вигляді може бути представлений винання в загальному вигляді співвідношення Si£S2 разом (Si - загальна площа перерізу отворів перегородки, 82 - переріз випускного отвору), впливає тільки на стабільність процесу розливання По-друге, цим способом можливе тільки обмежене спонтанVo - дозволена швидкість протікання газу, не спливання і видалення частинок домішок на W - швидкість потоку метала, поверхню металу із-за незначних швидкостей саН - висота потоку метала, мочинного спливання 5 - товщина прохідного перерізу, який подає Крім цього, видалення дрібних включень цим способом проблематично, тому що такі включення, маючи великі сили взаємодії з металом, можуть бути видалені за рахунок створення додаткової підйомної сили для їх сплиття, наприклад, продувкою інертним газом, при якій створюється висока ступінь адгезії на поверхні розділу пузир включення Коагуляція твердих частинок в сталі не досягає значного розвитку і може взагалі не протікати після їх зіткнення в умовах перемішуванного металу внаслідок точечного характеру поверхневого контакту, обумовленого шершавістю їх поверхні Найбільш близьким до описуваного винаходу із відомих по технічній суті, є спосіб рафінування сталі по пат США кп С21С, № 4667939, включаючий пропускання сталі через канали перегородки, розташовані в и нижній частині Така схема процесу рафінування не є максимально раціональною з точки зору ефективності процесу в цілому по причинам 1 Сумісництва як в одній зоні проміжного розливного пристрою, так і в часі дії, двох різних по суті, з погляду гідродинаміки, важелів очистки сталі від неметалевих включень, що відрізняються механізмами їх видалення Так для видалення спливанням частинок розміром ЗО мкм і більше, достатньо забезпечити подовження часу перебування одиничної порції металу в проміжному розливному пристрої за рахунок зниження швидкостей занурених струменів при перетіканні потоку рідкої сталі через канали перегородки, а для більш дрібних, які мають межфазне гальмування більше Архімедовіх сил - створити допоміжну підйомну силу для їх спливання пузирями газу що вдмухується Одночасне накладання двох стадій видалення включень призводить до їх взаємного гальмування і, таким чином, ефект проявляється не в повній мірі Розподілом же роботи кожного із важелів по окремим активним зонам, розташованих в проміжному розливному пристрої і, таким чином, органі газ Не дотримання оптимальних значень параметрів проведення процесу рафінування, визначаючих та забезпечуючих його стабільність і ефективність, призводить до порушення швидкісних режимів розповсюдження потока рідкої сталі, утворенню екстремальної турбулентності, що сприяє вторинному окисленню і забрудненню сталі включеннями із шару шлаку, який присутній на поверхні рідкої сталі в проміжному розливному пристрої і служить для асиміляції неметалевих включень В основу винаходу поставлена мета створення універсального способу рафінування сталі шляхом організації розподілу силових та швидкісних характеристик потоків металу в проміжному розливному пристрої, забезпечуючого прискорене винесення І відділення неметалевих включень в широкому розмірному інтервалі Поставлена задача вирішується тим, що перетікання рідкої сталі та продувку и інертним газом виконують послідовно, причому, спочатку забезпечують перетікання сталі, додержуючись співвідношення F Fi=11-17, F - площа перерізу потока металу в проміжному пристрої, Fi - загальна площа перерізу перетічних каналів, а потім - продувку и інертним газом із швидкість подачі 0,14-0,23 м /хв на 1 м2 площі перерізу потока металу в проміжному пристрої Розподіл протікання процесу рафінування сталі на дві стадії ВІДПОВІДНО ДО важелів впливу кожної з них на вилучення неметалевих включень різних розмірів, з урахуванням оптимально вибраних параметрів, обумовлюючих значення силових та швидкісних характеристик потоків, дозволяє забезпечити послідовне ефективне вилучення включень в розмірному інтервалі 10-100 мкм Спочатку, за рахунок зниження швидкостей занурених струменів і, в цілому, патока металу і, таким чином, подовження часу перебування металу в районі дії переточних каналів, ефективно виносити і відокремлювати з металу поверхневим асимілю 45898 ючим шлаком великі включення (30-100 мкм), а потім - продувкою інертним газом досягається вилучення більш дрібних включень (ЗО мкм і менше) внаслідок адгезії їх до пузирів інертного газу, тому що такі включення мають менші крайові кути змочування Таким чином, розділяючи процес рафінування на стадії, створюються сприятливі умови для їх повного протікання, яке забезпечує максимальне очищення металу від неметалевих включень за рахунок додавання окремих ефектів Порівняні дані по вибору оптимальних параметрів процесу рафінування приведені в таблиці Промислові випробування запропонованого способу рафінування сталі від неметалевих включень проводили на діючих проміжних ковшах машин безперервного розливання МІСТКІСТЮ 19 тонн конвертерного цеху меткомбинату їм Ілліча Окремими експериментами провели перевірку всього приведеного інтервалу значень як співвідношення F Fi (площу перетічних каналів змінювали в межах 250-550 см 2 ), так і режимів продувки Розливка серій плавок показала, що розподіл стадій рафінування при використанні оптимальних параметрів процесу рафінування в цілому, дозволяє поступаючий із сталь ковша метал найбільш рівномірно розподіляти на окремі занурені струме ні з формуванням об'ємних течій, які мають швидкості по ходу протікання потоку від 12,54-19,3 см/хв до 3,94-6,0 см/хв Це забезпечує достатній час проходження до зони продувки в межах 16,04-23 с Таким чином, проходять по стадійне вилучення включень в процесі перетоку - великих (100-30 мкм), а в зоні продувки - дрібних (30-10 мкм) Приведені параметри дають змогу вести процес рафінування без оголення поверхні ванни металу в проміжному ковші В процесі промислової перевірки установлено, що цей процес забезпечує простоту регулювання як параметрів потоку, витікаючого з каналів перегородки так і наступної продувки, при одночасно стабільному режимі розливу усієї серії плавок (6-17 плавок) По результатам металографічних досліджень установлено, що технологія рафінування має сталий вплив на вилучення включень, застосування способу рафінування дозволяє КІЛЬКІСТЬ включень на сталях марок St-50, А с у д , 13Г1СУ, 10Г2ФБ знизити в 5-6разів, підвищити механічні властивості (відносне подовження) на 104-15 %, знизити як КІЛЬКІСТЬ дефектів на листовому прокаті в 3-4 рази, так і відбраковку їх після ультразвукового контролю в 24-3 рази Очікуваний економічний ефект може скласти 2,54-3,0 грнл-стали Таблиця Дані на вибір оптимальних параметрів процесу рафінування Параметри процесу рафінування № ВаріІнтенсивність анта FF, продувки, м3/хв А 9 0,08 В № Варіанта С Д 11 0,14 Параметри процесу рафінування Інтенсивність FF, продувки, м3/хв 14 0,18 17 Характеристики режимів плину металу, ефект, що досягається При таких параметрах процесу за рахунок зниження швидкості потоку хоча і підвищується ефективність стадії флотації неметалічних включень у зоні перетоку, однак швидкість доставки включень до поверхні розділу метал-шлак значно падає, а реакційна площа взаємодії з шлаковим шаром зменшується Стадія процесу рафінування - асиміляція включень покривним шлаком у цьому випадку локалізується тільки невеликою контактною поверхнею цього шару через уповільнене переміщення, а значить не досягаються умови активної взаємодії поверхонь розділу метал-шлак Це знижує "ккд" цієї складової частини процесу рафінування Продувка з такою інтенсивністю не є активної з погляду досягаемой частоти зустрічей пухирцями газу неметалічних включень, тому в підсумку одержують незначний ефект від рафінування (20-30 %) Оптимальні межі по співвідношенню F Fi приводять до найбільш рівномірного розподілу об'єму рідкої сталі, що протікає через перегородку на окремі затоплені струмені і формування оптимальних, з погляду гідродинаміки, течій металу які мають мінімальні швидкості Швидкість потоку, що переміщається в проміжному ковші, у цьому випадку знижується в порівнянні з початкової в 3,2-3,8 рази, що приводить до подовження часу перебування одиночної порції металу більш ніжу 3 рази, а цей фактор є вирішальним для сплиття і відділення в шлак основної маси включень розміром 30-100 мкм У підсумку створюються самі сприятливі умови, що забезпечують ефективну флотацію включень Характеристики режимів плину металу, ефект, що досягається Зниження забруднення, що досягається, стали по великих включеннях усіх типів (оксиди, сульфіди та ш ) складає 3-4 рази Наступна продувка інертним газом такого потоку, що володіє мінімальною кінетичною енергією з інтенсивністю 0,140,23 м3/хв дозволяє здійснювати активний винос за рахунок адгезії включень до пухирців газу неметалічних часток розміром до ЗО мкм Загальне зниження змісту включень, що досягається сполученням зазначених параметрів процесу рафінування і веденням його стадій у послідовному режимі склало 5-6 разів 0,23 Продовження таблиці 45898 № Варіанта Е Прототип Параметри процесу рафінування Інтенсивність FF, продувки, м3/хв 20 0,35 Не регламентувати Характеристики режимів плину металу, ефект, що досягається Таке співвідношення (площа затоплених струменів на виході з каналів перегородки складає тільки 6,3 % площі потоку металу на вході в проміжний ківш) збільшує швидкість проходження до 22,3 см/с, а це приводить до загального скорочення часу рафінування як у зоні перетока з затоплених струменів, так і в зоні продувки Мимовільне падіння швидкості на початковій і основній ділянках затоплених струменів при їхньому поширенні відбувається до значень, ВІДПОВІДНО - 10,8 - 7,0 см/с у зоні продувки, а час перебування стали в зонах рафінування збільшується тільки в 1,2-1,9 рази Недостатній час рафінування не дозволяє ефективно видаляти особливо дрібні включення (продувкою) Підвищення інтенсивності продувки, збільшуючи число зустрічей пухирець - включення, впливає не ефективно через виникнення підвищеної турбулентності і, як наслідок, оголенню дзеркала металу і затягуванню часточок покривного шлаку У цьому випадку сумарний індекс забруднення стали по неметалічних включеннях знижується в 1 ,5-2 рази Не дотримання основних технологічних параметрів процесу рафінування, а також регламентується поєднання двох різних механізмів вилучення неметалевих включень, в одній зоні призводить, з одного боку, до не керованості процесу в цілому І, таким чином, не вдається забезпечувати потрібні стабільні умови рафінування А з другого не мають конкретних параметрів для керування потоками рідкої сталі в проміжному ковші, неможливо уникнути появи екстремальної турбулентності, огоління поверхні металу та його повторного окислення Вказане призводить до обмежень в одержані стабільних результатів у вилучені неметалевих включень в широкому інтервалі по їх розмірам, а значить і неможливість досягання максимального ефекту рафінування ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the steel refining in intermediate casting ladles
Автори англійськоюBoiko Volodymyr Semenovych, Larionov Oleksandr Oleksiiovych, Yefimov Viktor Oleksiiovych, Klymanchuk Vladyslav Vladyslavovych, Shebanyts Eduard Mykolaiovych, Fentisov Ihor Mykolaiovych, Diiuk Yevhen Pylypovych, Yakin Mykhailo Mykolaiovych, Bochek Anatolii Pavlovych, Lavrinishyn Serhii Antonovych, Akulov Valerii Volodymyrovych, Pobehailo Andrii Volodymyrovych, Tokii Anatolii Mykolaiovych
Назва патенту російськоюСпособ рафинирования стали в промежуточных разливных ковшах
Автори російськоюБойко Владимир Семенович, Ларионов Александр Алексеевич, Ефимов Виктор Алексеевич, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Фентисов Игорь Николаевич, Диюк Евгений Филиппович, Якин Михаил Николаевич, Бочек Анатолий Павлович, Лавринишин Сергей Антонович, Акулов Валерий Владимирович, Побегайло Андрей Владимирович, Токий Анатолий Николаевич
МПК / Мітки
МПК: C21C 7/072, C22B 9/05
Мітки: проміжних, ковшах, сталі, спосіб, рафінування, розливних
Код посилання
<a href="https://ua.patents.su/4-45898-sposib-rafinuvannya-stali-v-promizhnikh-rozlivnikh-kovshakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб рафінування сталі в проміжних розливних ковшах</a>
Комплексна мікролігатура для рафінування та мікролегування сталі
Номер патенту: 55951
Опубліковано: 15.04.2003
Автори: Зяткевич Ніна Семенівна, Іценко Анатолій Іванович, Радченко Олександр Кузьмич, Бродецький Ігор Леонідович, Бєлов Борис Федорович, Крейденко Фіра Семенівна, Черевко Яна Петрівна, Орел Ганна Григорівна, Троцан Анатолій Іванович, Бєлік Василь Денисович, Позняк Леонід Олександрович
МПК: C21C 7/00
Мітки: мікролігатура, мікролегування, сталі, комплексна, рафінування
Формула / Реферат:
Комплексна мікролігатура для рафінування та мікролегування сталі, що містить титан, кальцій, бор і залізо, яка відрізняється тим, що вона додатково містить кремній і магній при такому співвідношенні компонентів, мас. %: титан 25-27 кремній 22-24 кальцій 7-9 магній 4-6 бор 1-2 ...
Шлакоутворювальна суміш для рафінування сталі
Номер патенту: 53811
Опубліковано: 17.02.2003
Автори: Буряковський Генадій Абрамович, Ларіонов Олександр Олексійович, Зельдін Володимир Іванович, Кравченко Олександр Іванович, Швець Василій Іванович, Акулов Валерій Володимирович, Небога Борис Володимирович, Побігайло Андрій Володимирович, Людковський Вадим Михайлович, Бойко Володимир Семенович
МПК: C21C 7/064
Мітки: шлакоутворювальна, рафінування, суміш, сталі
Формула / Реферат:
Шлакоутворювальна суміш для рафінування сталі, яка складається з відсівів алюмінієвої стружки, вапна, фторовмісного матеріалу (плавиковий шпат, флюоритовий концентрат), яка відрізняється тим, що вона додатково містить відвальний шлак виробництва марганцевих феросплавів з основністю CaO+MnO/SiQ2, яка дорівнює 1,7-2,4 при такому співвідношенні компонентів, % мас.: відвальний шлак виробництва марганцевих феросплавів з основністю...
Спосіб виробництва сталі
Номер патенту: 33807
Опубліковано: 15.02.2001
Автори: Дюдкін Дмитро Олександрович, Побегайло Андрій Володимирович, Ларіонов Олександр Олексійович, Попандопуло Іван Кирилович, Небога Борис Володимирович, Лавринішин Сергій Антонович, Кисіленко Володимир Васильович
МПК: C21C 7/06
Мітки: спосіб, сталі, виробництва
Формула / Реферат:
Спосіб виробництва сталі, що містить в собі виплавку її в сталеплавильному агрегаті випуск в ківш та розкиснення алюмінієм, відрізняється тим, що 40 – 55% алюмінію вводять в ківш під час випуску металу, а 60 – 45% алюмінію вводять в повний ківш у вигляді алюмінієвого блоку, встановленому на занурюваній фурмі одночасно з продувкою інертним газом, причому інтенсивність продувки спочатку введення алюмінію складає 0,0033 – 0,0066м3/хв×кгAL,...
Спосіб рафінування алюмінію та його сплавів
Номер патенту: 61014
Опубліковано: 15.10.2003
Автори: Чернега Дмитро Федорович, Рибак Вячеслав Миколайович
МПК: C22B 21/00
Мітки: рафінування, спосіб, сплавів, алюмінію
Формула / Реферат:
Спосіб рафінування алюмінію та його сплавів, що полягає в обробці розплаву вуглевмісним реагентом, який відрізняється тим, що як вуглевмісний реагент використовують карбамід у кількості 0,01-0,1 % від маси розплаву.
Спосіб рафінування металу при заливці та кристалізації зливків та відливків і пристрій для його здійснення
Номер патенту: 61214
Опубліковано: 17.11.2003
Автори: Примак Іван Никонорович, Щеглов Володимир Михайлович, Бречко Олена Львівна, Кондратюк Станіслав Євгенович
МПК: B22D 27/00, B22D 7/00
Мітки: рафінування, відливків, здійснення, металу, спосіб, заливці, пристрій, зливків, кристалізації
Формула / Реферат:
1. Спосіб рафінування металу при заливці та кристалізації зливків та виливків, що включає заливку металу під шлаком та рафінування металу під час кристалізації з використанням діафрагми, який відрізняється тим, що в процесі заливки частина шлаку зосереджується під діафрагмою і асимілює неметалеві домішки периферійних зон зливка /виливка/; інша частина шлаку після проходження через отвір діафрагми змінює свій напрямок, швидкість руху та,...
Попередній патент: Торцеве ущільнення
Наступний патент: Спосіб одержання комплексного добрива
Випадковий патент: Фрикційна муфта зчеплення