Спосіб виробництва напівспокійної сталі
Номер патенту: 6796
Опубліковано: 29.12.1994
Автори: Любимов Іван Михайлович, Нечепоренко Володимир Андрійович, Кузьмичов Михайло Васильович, Поляков Валерій Олександрович, Вихлевщук Валерій Антонович, Макаров Григорій Арестович, Тільга Степан Сергійович, Кекух Анатолій Володимирович, Омесь Микола Михайлович
Формула / Реферат
Способ производства полуспокойной стали, включающий ее выплавку, раскисление ферромарганцем и микролегирование полупродукта путем ввода ферросплавов в ковш во время его заполнения жидким металлом, отличающийся тем, что присадку ферромарганца и микролегирующих ферросплавов осуществляют совместно в зону входа струи из агрегата в ковшевую ванну при заполнении ковша металлом от 1/5 до 2/5 его высоты порциями по 20-50% от общей массы ферросплавов с интервалом 10-30 с между присадками порций, при этом в качестве микролегирующих ферросплавов используют ферротитан или ферробор фракцией кусков соответственно 5-70 и 5-30 мм с массовым соотношением ферромарганца к ним кaк 1:(0,01-0,10): (0,002-0,02).
Текст
Изобретение относится к металлургии железа и направлено на совершенствование производства полуспокойной стали с выплавкой ее в металлургическом агрегате и раскислением и микролегированием ее полупродукта в ковше, предназначенной, например, для арматуры железобетонных конструкций. Известен способ производства полуспокойной стали, включающий ее выплавку в сталеплавильном агрегате и раскисление в ковше углеродистым ферромарганцем, 45% ферросилицием, алюминием и другими материалами с последовательным вводом в металл элементов в порядке возрастания их раскислительной способности (Я.А.Шнееров, В.А.Вихлевщук. Полуспокойная сталь. М., Металлургия, 1973, с. 368). Использование этого способа не обеспечивает стабильности раскисленности металла от плавки к плавке, в результате чего в производственной практике металлургических предприятий наблюдается повышенная головная обрезь раскатов слитков по усадочным порокам на перераскисленных плавках, либо по поверхностным дефектам - на недораскисленных. Наиболее близким к заявляемому решению является способ производства полуспокойной стали, включающий ее выплавку в сталеплавильном агрегате, раскисление марганцем и кремнием и микролегирование полупродукта путем ввода ферросплавов в ковш во время его заполнения жидким металлом (Авторское свидетельство СССР № 579314, кл. С 21 С 5/04, 1975). При этом в качестве ферросплавов используют углеродистый ферромарганец и комплексный микролегирующий ферросплав железо с кремнием, марганцем и кальцием (КГМК), которые загружают в ковш одновременно при заполнении его металлом на 1/3-1/2 высоты со скоростью 2-10 т/мин. Этот способ содействует стабилизации раскисленности металла от плавки к плавке. Однако описанный способ, хотя и предусматривает одновременный ввод в ковш ферромарганца и комплексного микролегирующего ферросплава, не обеспечивает попадания их добавок в один и тот же локальный участок ковшевой ванны. В результате куски углеродистого ферромарганца и микролегирующего ферросплава плавятся раздельно, а кремний и кальций микролегирующего ферросплава не защищают марганец углеродистого ферромарганца от окисления, происходящего в результате его взаимодействия с окисляющими средами. Таким образом, известный способ при производстве низколегированной полуспокойной стали, влечет повышенный расход марганца, входящего в состав ферромарганца, и высокие потери кальция, содержащегося в дорогостоящем энергоемком (1400-1700 кВт · ч/т) комплексном ферросплаве. В связи с этим, задачей настоящего изобретения является разработка способа производства полуспокойной стали, при котором обеспечивается взаимная защита марганца ферромарганца и микролегирующих элементов микролегирующих ферросплавов от окисления, соответственно уменьшается расход марганца и микролегирующих элементов при сохранении уровня прочностных свойств металлопродукции. Согласно изобретению, поставленная задача решается тем, что в способе производства полуспокойной стали, включающем ее выплавку в сталеплавильном агрегате, раскисление и микролегирование полупродукта путем ввода ферросплавов в ковш во время его заполнения жидким металлом, ввод (присадку) ферромарганца и микролегирующих ферросплавов осуществляют совместно в зону входа струи металла из агрегата в ковшевую ванну при заполнении ковша металлом от 1/5 до 2/5 его высоты порциями по 20% - 50% от общей массы ферросплавов с интервалом 10—30 секунд между присадками порций, при этом в качестве микролегирующих ферросплавов используют ферротитан или ферробор фракцией кусков соответственно 570 и 5-30 мм с массовым соотношением ферромарганца к ним как 1:(0,01-0,10):(0,002-0,02). Допускается раздельный или комплексный ввод ферротитана и ферробора для микролегирования стали. Существенным отличием данного способа от известного является то, что ввод в металл ферромарганца и микролегирующих ферросплавов осуществляют не только одновременно, но и, что главное, совместно, при этом - в зону входа струи металла из агрегата в ковшевую ванну. Это обеспечивает попадание всех ферросплавов в один и тот же участок ковшевой ванны, в результате чего куски ферромарганца и микролегирующего ферросплава плавятся одновременно и вместе, при максимальной энергии перемешивания, ускоряющей плавление и усреднение добавок в стали, и взаимной защите элементов от окислительного воздействия металла, шлака и атмосферы. Вместо дорогостоящего микролегирующего ферросплава КМК в способе используют ферросплавы, содержащие титан и (или)бор, то есть, по крайней мере, один из доступных в металлургической практике элементов, обладающих невысокой раскисляющей способностью, но значительным упрочняющим эффектом, что согласно задаче изобретения важно для сохранения прочностных свойств металлопродукции при сокращении расхода ферромарганца, а кроме того, ферробор и ферротитан обеспечивают не только микролегирующий, но и раскисляющий эффект в стали. Исследованиями установлено, что при совместной присадке ферромарганца и микролегирующих ферросплавов(ферробора и ферротитана) до заполнения ковша на 1/5 его высоты глубина металлической ванны оказывается недостаточной для интенсивного плавления и усвоения твердых микролегирующих присадок, а присадка ферросплавов при наполнении ковша более чем на 2/5 его высоты не обеспечивает надлежащего усреднения микродобавок в стали в процессе быстротечного (3-7 мин) выпуска плавки из конвертера в ковш. Совместная присадка ферромарганца и микролегирующих ферросплавов в зону входа струи металла из агрегата в ковшевую ванну, как существенный признак обусловлен тем, что, как показала опытнопромышленная отработка способа, отклонение места присадки более чем на 3 радиуса струи металла от оси ковша приводит к концентрации кусков ферросплавов в застойных зонах ковшевой ванны, что влечет за собой неполное расплавление твердых частиц ферросплавов и механические потери ферромарганца и микролегирующих элементов, т.е. не обеспечивает в полном объеме решение поставленной задачи. Прерывистый, по 20-50% от общей массы, ввод ферросплавов в жидкий металл обусловлен тем, чтобы обеспечить форсированный режим их расплавления и усвоения без создания локальных участков металла с пониженной температурой и закозлением присадок (образованием конгломератов). При этом в случае присадки ферросплавов по 20% от общей массы и фракцией кусков 5 мм их вводят через 10 с, а если присадку ведут дозами по 50% от общей массы, а фракции ферромарганца, ферротитана и ферробора составляют 70, 30 и 30 мм соответственно, интервал между присадками выдерживают равном 30 с. Совместные присадки ферромарганца и микролегирующих ферросплавов.- ферротитана и ферробора в приведенных соотношениях 1 :(0,01-0,10):(0,002-0,02) обеспечивают раскисление металла с образованием комплексных жидких ненасыщенных продуктов раскисления систем FeO-MnO-TiO2, FeO-МnО-В2О3, FeO-MnOTiO2-B2O3, при которых стабильно достигается требуемое содержание кислорода в полуспокойной стали при минимальном содержании элементов-раскислителей. При этом значение массовой доли ферротитана (0,01%) и ферробора (0,002%), по их нижнему заявляемому пределу, в общей массе присадок ферромарганца и микролегирующего ферросплава используется в случае применения ферросплавов с максимальным содержанием в них титана (70%), бора (30%) и минимальным содержанием марганца (70%), а значение массовой доли ферротитана и ферробора по их верхнему пределу в общей массе присадок-0,10 и 0,02 соответственно - ферросплавов с минимальным содержанием титана (20%), бора (5%) и максимальным содержанием марганца (90%). Таким образом, использование настоящего способа обеспечивает защиту марганца ферромарганца, а также титана и бора микролегирующих ферросплавов от окисления, соответственно экономит как марганец, так и элементы микролегирующих ферросплавов при сохранении прочностных свойств металлопродукции из полученной таким образом стали. По данному способу, описываемому ниже, проведена серия опытно-промышленных плавок. В конвертерах емкостью 50-160 τ выплавляли низколегированную полуспокойную сталь следующего химического состава, % по массе: углерод 0,28-0,37, марганец 0,80-1,20, кремний 0,01-0,10, мышьяк 0,0010.005, сера 0,025-0,045, фосфор 0,035-0,045, железо - остальное. Было проведено 60 плавок, из которых 30 сравнительных по прототипу и 30 - обработанных по предлагаемому способу. Процесс собственно плавки в конвертерах вели в обоих случаях по известной технологии с продувкой кислородом через верхнюю фурму. Металл разливали в изложницы на слитии массой 8,4-12,5 т. Для раскисления металла использовали ферромарганец с содержанием марганца от 70 до 90%. В качестве микролегирующих ферросплавов применяли ферробор с содержанием бора 6-30% и ферротитан с содержанием титана 22-68%. Начиная с заполнения металлом ковша от 1/5 его высоты одновременно и совместно вводили в зону входа струи металла из агрегата в ковшевую ванну в качестве раскислителя ферромарганец и в качестве микролегирующих ферросплавов ферротитан и (или) ферробор. Эту присадку вели порциями по 20,33 и 50% от общей массы ферросплавов с интервалом 10,20 и 30 секунд между порциями. При этом использовали ферробор и ферротитан в кусках размером 5-30 мм, а ферромарганец - в кусках фракцией 5-70 мм. Регулировали соотношение масс присадок ферромарганца к ферротитану и ферробору по изложенной выше зависимости - 1:(0,01-0,10):(0,002-0,02). Промышленные плавки проведены после предварительной отработки всех приведенных параметров предлагаемой технологии производства стали в лабораторных и опытно-промышленных условиях. Из полученного металла была прокатана арматура для железобетонных конструкций диаметром от 14 до 28 мм. Исследования показали, что усвоение ферромарганца в способе производства полуспокойной стали по данной заявке составило 85-90% (по прототипу - 65-80%), усвоение микролегирующих элементов - титана 55-75%, бора - 50-70%, в то время как в способе по прототипу усвоение микродобавок колебалось в пределах 30-45%. В результате получена экономия ферромарганца (1,0-2,5 кг/т стали) и микролегирующих элементов (0,10,4 кг/т стали). С учетом того, что прочностные свойства проката из стали, произведенной по заявляемому способу в сравнении с прокатом из стали, полученной по известному способу, возросли на 10-20 Н/мм2 и стали более стабильными по раскату слитку в 1,5-2,5 раза, при условии равнопрочности металла дополнительно может быть достигнута экономия ферромарганца на производство стали в количестве 2-4 кг/т стали. Таким образом, заявляемый способ производства полуспокойной стали решает поставленную задачу, благодаря чему в итоге обеспечивается значительная экономия ферромарганца и микролегирующих ферросплавов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of semikilled steel
Автори англійськоюVykhlevschuk Valerii Antonovych, Tilha Stepan Serhiiovych, Makarov Hryhorii Arestovych, Necheporenko Volodymyr Andriiovych, Omes' Mykola Mykhailovych, Poliakov Valerii Oleksandrovych, Kuzmychov Mykhailo Vasyliovych, Liubymov Ivan Mykhailovych, Kekukh Anatolii Volodymyrovych
Назва патенту російськоюСпособ производства полуспокойной стали
Автори російськоюВыхлевщук Валерий Антонович, Выхлэвщук Валерий Антонович, Тильга Степан Сергеевич, Макаров Григорий Арестович, Нечепоренко Владимир Андреевич, Омесь Никорлай Михайлович, Поляков Валерий Александрович, Кузьмичов Михаил Васильевич, Любимов Иван Михайлович, Кэкух Анатолий Владимирович
МПК / Мітки
Мітки: виробництва, сталі, напівспокійної, спосіб
Код посилання
<a href="https://ua.patents.su/2-6796-sposib-virobnictva-napivspokijjno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва напівспокійної сталі</a>
Спосіб розкислювання напівспокійної сталі
Номер патенту: 820
Опубліковано: 01.01.1993
Автори: Оробцев Юрій Вікторович, Єрмоленко Ганна Володимирівна, Лєбєдєв Євген Миколайович, Деканенко Микола Миколайович, Літвінов Леонід Федорович, Камчатний Генадій Антонович, Куліш Генадій Іванович, Авер'янов Олексій Венедиктович, Димченко Євген Миколайович, Дюдкін Дмитро Олександрович
МПК: C21C 7/06
Мітки: сталі, напівспокійної, розкислювання, спосіб
Формула / Реферат:
1. Способ раскисления полуспокойной стали, включающий выпуск металла из сталеплавильного агрегата в ковш, присадку силикомарганца под струю металла, отличающийся тем, что при содержании в металле 0,07% углерода одновременно с силикомарганцем вводят нейтрализующую добавку окислителя в количестве 0,02-0,04% от массы металла, а при содержании углерода свыше 0,07% массу добавки увеличивают на 0,01 % от массы металла на каждые 0,01 %...
Спосіб обробки напівспокійної сталі при розливці
Номер патенту: 934
Опубліковано: 15.12.1993
Автори: Фролов Володимир Миколайович, Нефьодов Анатолій Олександрович, Скороход Микола Михайлович, Глоба Микола Ільіч
МПК: B22D 7/00
Мітки: розливці, сталі, обробки, напівспокійної, спосіб
Формула / Реферат:
Формула изобретенияСпособ обработки полуспокойной стали при разливке, включающий обработку ее углеродсодержащими материалами при заливке металлом верхней трети изложницы, отличающийся тем, что, с целью повышения качества металла, в качестве углеродсодержащего материала используют антрацит и вводят его в смеси с хлористым натрием в соотношении (20-5):1, при максимальных размерах, частиц хлористого натрия не более 300 мкм, а антрацита...
Спосіб обробки напівспокійної сталі при розливці
Номер патенту: 929
Опубліковано: 15.12.1993
Автори: Дворяднін Борис Олександрович, Скороход Микола Михайлович, Нефьодов Анатолій Олександрович, Фролов Володимир Миколайович
МПК: B22D 7/00
Мітки: обробки, напівспокійної, сталі, спосіб, розливці
Формула / Реферат:
Формула изобретенияСпособ обработки полуспокойной стали при разливке, включающий обработку ее в процессе наполнения изложницы материалами, содержащими галогены металлов, отличающийся тем, что, с целью улучшения структуры стали, в качестве материалов, содержащих галогены металлов, используют магниевый шлам в количестве 0,0005 - 0,0025% от массы обрабатываемой стали, причем обработке начинают после наполнения 1/3 изложницы по высоте и...
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Дворядкін Борис Олександрович, Гребенюков Анатолій Васильович, Бросєв Олександр Олександрович, Кущенко Олександр Іванович, Бондаренко Микола Андрійович
МПК: C21C 5/04
Мітки: подовий, виробництва, спосіб, сталі, печі
Формула / Реферат:
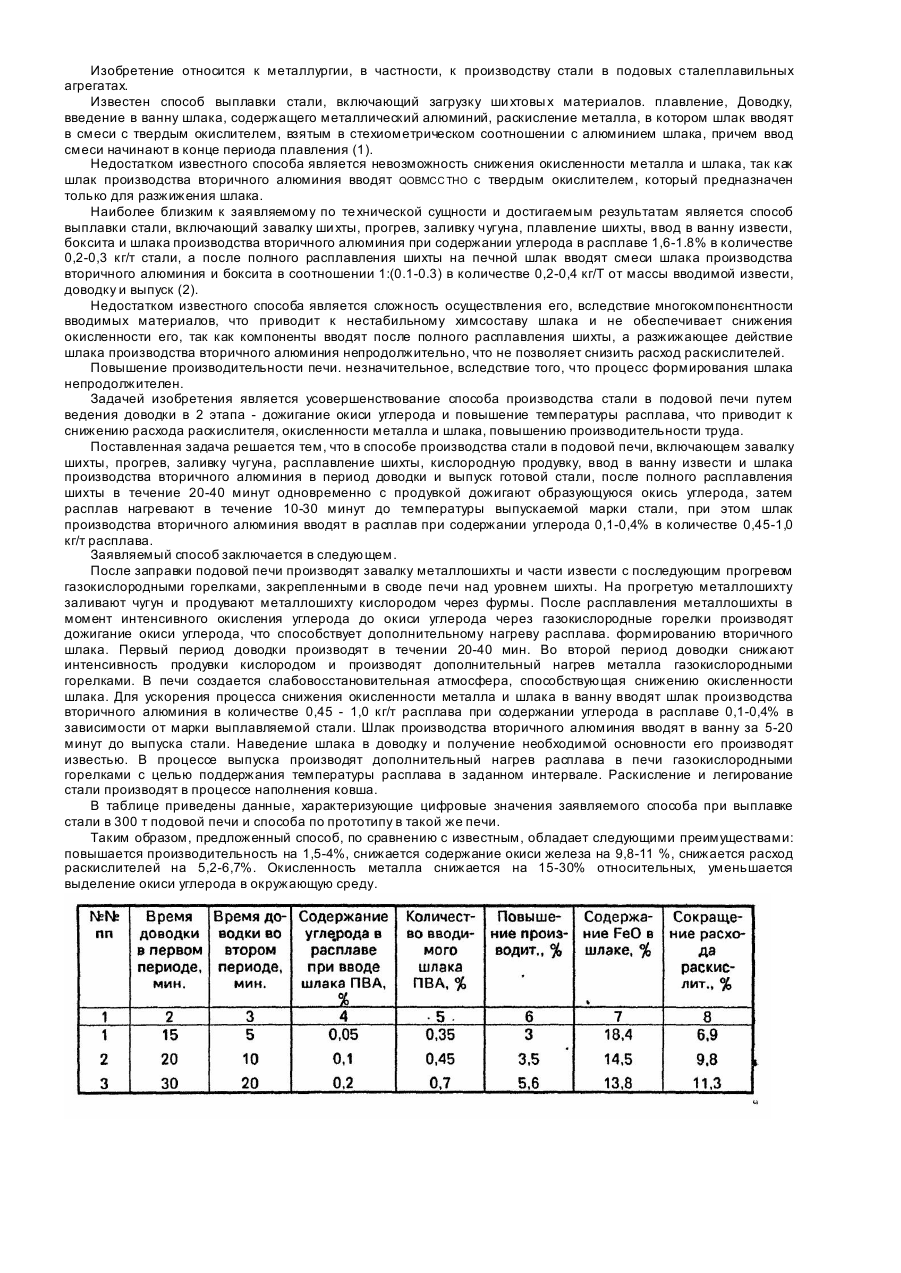
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Спосіб виробництва конверторної сталі
Номер патенту: 940
Опубліковано: 15.12.1993
Автори: Тартаковський Анатолій Степанович, Борисов Юрій Миколайович, Чуб Петро Іванович, Наконечний Анатолій Кіндратович, Кривко Євген Михайлович, Івченко Кім Давидович, Дерацуянц Гарій Георгійович, Овчарук Анатолій Миколайович, Рогачов Іван Петрович, Жеребцов Володимир Григорович
Мітки: спосіб, сталі, конверторної, виробництва
Формула / Реферат:
(57) СПОСОБ ПРОИЗВОДСТВА КОНВЕРТЕРНОЙ СТАЛИ, включающий завалку лома, заливку чугуна, продувку ванны с использованием верхнего или комбинированного дутья, выпуск в ковш, раскисление низкоуглеродистого металла в ковше стандартными ферросплавами и технологическими отходами ферросплавного производства, отличающийся тем, что, с целью экономии марганецсодержащих ферросплавов и повышения качества стали во время слива, в ковш под струю металла...
Попередній патент: Прес-форма для вулканізації шин
Наступний патент: Спосіб вивантаження сипучих матеріалів з бункеру та пристрій для його здійснення
Випадковий патент: Спосіб ушивання пострезекційної рани паренхіматозних органів