Спосіб виплавки киплячої сталі
Номер патенту: 6857
Опубліковано: 31.03.1995
Автори: Копур Сергій Дмитрович, Літвінов Леонід Федорович, Трет'яков Олександр Борисович, Єрмоленко Ганна Володимирівна, Оробцев Юрій Вікторович, Димченко Євген Миколайович, Черненков Сергій Павлович, Куліш Генадій Іванович, Авер'янов Олексій Венедиктович
Формула / Реферат
Способ выплавки кипящей стали в кислородном конвертере, включающий продувку расплава с переменным положением фурмы над уровнем спокойной ванны до заданного содержания углерода в готовой стали и последующую его додувку с интенсивностью 2,0-4,0 м3/т мин в течение 10-30 сек, отличающийся тем, что додувку ведут через фурму, совершающую возвратно-поступательные перемещения в вертикальном направлении с амплитудой 30 90 калибров при максимальном положении фурмы 90-100 калибров над уровнем спокойной ванны с одновременной присадкой разжижителя шлака, например плавикового шпата, в количестве 1,0-3,0 кг/т стали.
Текст
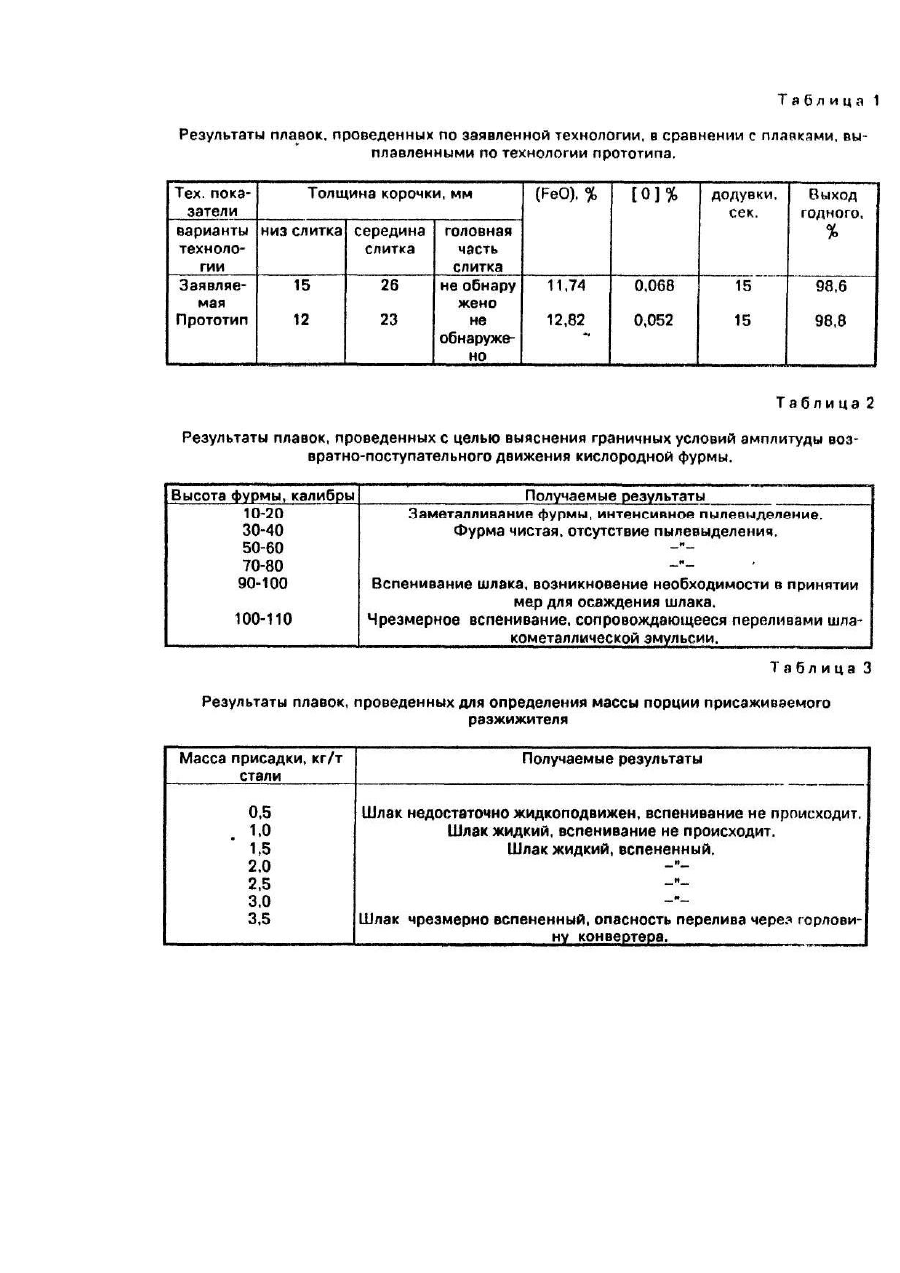
Предлагаемое изобретение относится к области черной металлургии и может быть использовано при производстве кипящих сталей в кислородных конвертерах. Известные способы получения кипящей стали не обеспечивают необходимый уровень окисленности металла и соответственно толщину беспузыристой корочки слитка гарантирующую высокое качество металла при прокатке, поэтому применяют различные способы ввода кислорода в металл с целью увеличения интенсивности кипения последнего и получения качественного слитка. Известный способ ввода кислорода в изложницу по ходу разливки в виде порошкообразного интенсификатора кипения, представляющего собой смесь окалины, плавикового шпата и соды (1), ведет к удорожанию готовой продукции, а также связан с неудобством его применения, так как требуется присадка интенсификатора в каждую изложницу. Способ внепечной обработки кипящей стали (2), предусматривающий ввод окислителя в сталеразливочный ковш во время выпуска плавки, связан с необходимостью установки дополнительного оборудования для его осуществления. Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ производства кипящей стали в кислородном конвертере, включающий продувку расплава с переменным положением фурмы над уровнем спокойной ванны до заданного содержания углерода в готовой стали и последующую додувку с интенсивностью 2,0-4,0 м /мин, при осуществлении которого додувку ведут в течение 10-30 сек при положении фурмы над уровнем спокойной ванны 50-70 калибров (3), выбранный в качестве прототипа. Основным недостатком известного способа является неоднородность распределения кислорода в объеме металлической ванны вследствие взаимодействия малых объемов металла и шлака с окислительным дутьем, так как додувка расплава осуществляется при стационарном положении фурмы, при этом шлак имеет недостаточную жидкоподвижность, В основу изобретения поставлена задача усовершенствования способа выплавки кипящей стали, в котором додувку ведут через фурму, совершающую возвратно-поступательные перемещения в вертикальном направлении с амплитудой 30-90 калибров при максимальном положении фурмы 90-100 калибров над уровнем спокойной ванны с одновременной присадкой разжижителя шлака, например плавикового шпата, в количестве 1,0-3,0 кг/т стали. Обеспечивается более равномерное распределение кислорода в объеме металла за счет переменного положения фурмы и разжижающего действия плавикового шпата, происходит увеличение межфазной поверхности металл-шлак, т.е. улучшается массоперенос в объеме ванны. Это позволяет повысить окисленность металла и увеличить интенсивность его кипения в процессе разливки, что обеспечивает получение более толстой корки слитка, не разрушающейся в процессе прокатки. Тем самым уменьшается отбраковка слитков по таким дефектам, как плена и рванина. В результате опускания фурмы во время додувки на величину около 30 калибров задействуются более глубокие слои металлической ванны, интенсифицируется массоперенос кислорода, что позволяет получить более равномерное распределение последнего в объеме металла. При величине минимальной высоты опускания фурмы менее 30 калибров, наблюдается резкое увеличение степени ее заметалливания. Ограничение предела подъема фурмы 90 калибрами вызвано опасностью переокисления шлака и возникновением переливов шлакометаллической эмульсии через горловину конвертора. Результаты плавок, проведенных с целью выяснения граничных условий амплитуды возвратно-поступательного движения фурмы, приведены в таблице 2. Присаживание разжижителя, например, плавикового шпата, во время додувки позволяет улучшить жидкоподвижность и реакционную способность шлака, что также способствует насыщению металла кислородом. В таблице 3 приведены результаты опытно-промышленных плавок, проведенных с целью определения величины массы присаживаемого разжижителя. Присадки плавикового шпата массой менее 1,0 кг/т стали не приводили «с заметному вспениванию шлака, а массой более 3,0 кг/т стали сопровождались чрезмерным вспениванием шлака и опасностью его перелива через горловину конвертера. Расход кислорода составлял 400 м3/мин (2,76 м /мин-т стали). Металл разливали сверху через стаканколлектор диаметром 70 мм. По описанной схеме с целью выяснения степени насыщения металла кислородом была проведена серия опытных плавок по заявляемой технологии в сравнении с плавками, проводимыми по технологии прототипа. Усредненные результаты плавок приведеныв таблице 1. Из приведенных в таблице данных видно, что на плавках, проведенных по заявляемой технологии, возросла окисленность ванны и толщина плотной корковой зоны. Все это, а также интенсивное кипение металла при разливке, свидетельствует о более равномерном распределении кислорода в объеме металла. Вышеприведенные данные свидетельствуют о простоте реализации способа и соответствии его критерию "промышленная применимость". Предложенные в формуле изобретения соотношения были проверены экспериментальным путем. Результаты экспериментов приведены в табл. 2, 3. Таким образом, использование предлагаемого способа позволяет за счет улучшения массопереноса кислорода в объеме ванны, повышения окисленности металла, получения за счет интенсивного кипения металла более толстой корковой зоны уменьшить отбраковку слитков по таким дефектам, как плена и рванина, и увеличить выход годного на 0,2%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for smelting unkilled steel
Автори англійськоюLytvynov Leonid Fedorovych, Orobtsev Yurii Viktorovych, Yermolenko Hanna Volodymyrivna, Averianov Oleksii Venedyktovych, Chernenkov Serhii Pavlovych, Tretiakov Oleksandr Borysovych, Dymchenko Yevhen Mykolaiovych, Kulish Hennadii Ivanovych, Kopur Serhii Dmytrovych
Назва патенту російськоюСпособ выплавки кипящей стали
Автори російськоюЛитвинов Леонид Федорович, Оробцев Юрий Викторович, Ермоленко Анна Владимировна, Аверъянов Алексей Венедиктович, Черненков Сергей Павлович, Третъяков Александр Борисович, Димченко Евгений Николаевич, Кулиш Геннадий Иванович, Копур Сергей Дмитриевич
МПК / Мітки
МПК: C21C 5/28
Мітки: сталі, киплячої, виплавки, спосіб
Код посилання
<a href="https://ua.patents.su/2-6857-sposib-viplavki-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки киплячої сталі</a>
Спосіб виплавки сталі у подовому сталеплавильному агрегаті
Номер патенту: 3886
Опубліковано: 27.12.1994
Автори: Ігнатьєв Вадим Петрович, Кущенко Олександр Іванович, Терзіян Павло Григорович, Дворядкін Борис Олександрович, Щукіна Любов Федорівна
МПК: C21C 5/04
Мітки: подовому, виплавки, агрегаті, сталеплавильному, спосіб, сталі
Формула / Реферат:
Способ выплавки стали в подовом сталеплавильном агрегате, включающий завалку металлолома, шлакообразующих материалов, продувку ванны кислородом через сводовые фурмы и проведение периодов плавления и доводки, отличающийся тем, что интенсивность продувки в период плавления устанавливают равной 13-23 от насыпной массы металлолома, а расстояние от среза фурмы до границы раздела шлак-металл поддерживают равным 0,039 - 0,184 метра.
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: розливу, здійснення, киплячоі, спосіб, зливків, сталі, пристрій
Формула / Реферат:
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
Спосіб виплавки сталі у мартенівській печі

Номер патенту: 132
Опубліковано: 30.04.1993
Автори: Хорошілов Микола Макарович, Дворядкін Борис Олександрович, Марков Юрій Ілліч, Проценко Юрій Юрьєвич, Харченко Борис Васильович, Ігнатьєв Вадим Петрович, Жердєв Олександр Сергійович, Котляр Володимир Лазаревич
МПК: C21C 5/04
Мітки: виплавки, сталі, мартенівській, печі, спосіб
Формула / Реферат:
Формула изобретения1. Способ выплавки стали в мартеновской печи, включающий продувку ванны кислородом через центральную и две периферийные фурмы до содержания углерода в металле 0,03-0,05% и последующий ввод чугуна в количестве 0,4-1,0% от веса садки, отличающийся тем, что, с целью снижения содержания газов в металле и усреднения его по химическому составу и температуре, дополнительно присаживают разжижитель и углеродсодержащий...
Спосіб виплавки сталі у подовому сталеплавильному агрегаті
Номер патенту: 694
Опубліковано: 15.12.1993
Автори: Кущенко Олександр Іванович, Гребенюков Анатолій Васильович, Дорофєєв Володимир Миколайович, Фролов Артур Володимирович, Дворядкін Борис Олександрович, Бондаренко Микола Андрійович, Фролов Володимир Миколайович
МПК: C21C 5/04
Мітки: агрегаті, виплавки, сталі, подовому, спосіб, сталеплавильному
Формула / Реферат:
Способ выплавки стали в подовом сталеплавильном агрегате, включающий заливку чугуна на нагретую шихту, расплавление шихты, продувку кислородом расплава до содержания углерода в металле 0,45%, нагрев окисленного шлака газо-кислородным факелом, отличающийся тем, что нагрев шлака газо-кислородным факелом осуществляют при достижении содержания углерода в металле 0,25-0,45% одновременно с продувкой расплава кислородом в течение последних 15-30%...
Спосіб виплавки сталі

Номер патенту: 3403
Опубліковано: 27.12.1994
Автор: Куклінський Володимир Володимирович
МПК: C21C 5/28
Мітки: виплавки, сталі, спосіб
Формула / Реферат:
Способ выплавки стали, включающий запивку чугуна, завалку стального металлолома, продувку ванны кислородом, ввод шлакообразующих, выпуск стали и шлака, отличающийся тем, что металлолом загружают двумя порциями, при этом первую порцию в количестве 168-212 кг/т чугуна загружают перед продувкой ванны кислородом, а остальной лом заваливают после расплавления первой порции.
Попередній патент: Джерело живлення персональних еом
Наступний патент: Спосіб одержування зливків