Спосіб виготовлення виробів з металічного порошку
Формула / Реферат
1. Спосіб виготовлення виробів з металічного порошку, який відрізняється тим, що вироби формують в середовищі інертного газу в кокілях-кристалізаторах з розплаву металічного порошку з одночасним введенням в зони розплаву, які відповідають поверхням виробу, що потребують поліпшених властивостей, легуючих елементів, з наступною обробкою виробів, які знаходяться в пластичному стані, для надання їм необхідних конструктивно-технологічних параметрів.
2. Спосіб за п. 1, який відрізняється тим, що розплав отримують в індукторі.
3. Спосіб за пп. 1 і 2, який відрізняється тим, що вироби піддають обробці пуансонами при температурі кування, яка відповідає матеріалу виробу, і подальшій обробці для отримання наклепу глибиною до 2 мм при температурі утворення наклепу, яка відповідає матеріалу виробу, до отримання остаточної форми і номінальних розмірів з урахуванням температурних розширень, з подальшим охолодженням виробу у водному розчині Na2SiO3 густиною 1,17-1,25 г/см з одночасним загартуванням і отриманням антикорозійного покриття.
Текст
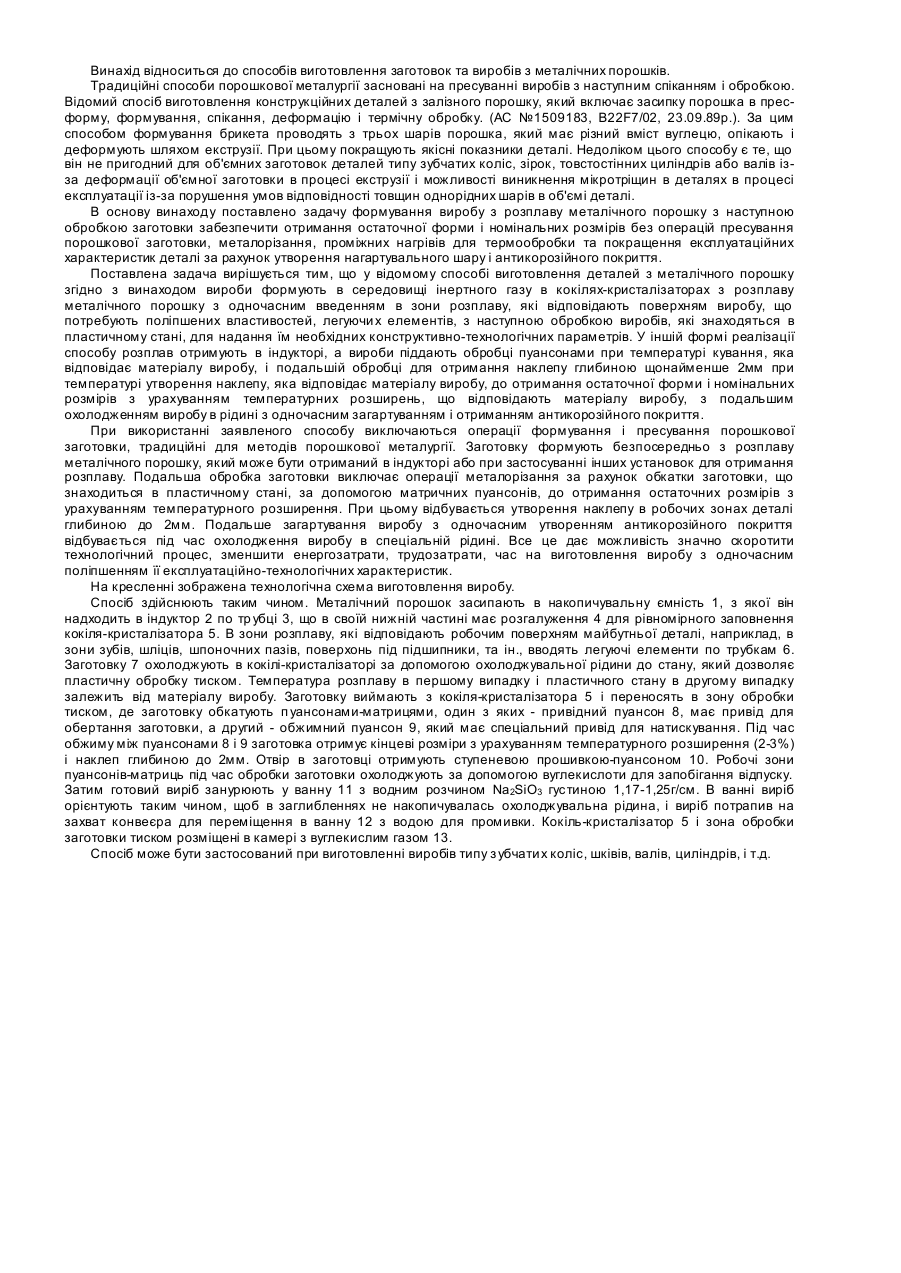
Винахід відноситься до способів виготовлення заготовок та виробів з металічних порошків. Традиційні способи порошкової металургії засновані на пресуванні виробів з наступним спіканням і обробкою. Відомий спосіб виготовлення конструкційних деталей з залізного порошку, який включає засипку порошка в пресформу, формування, спікання, деформацію і термічну обробку. (АС №1509183, B22F7/02, 23.09.89р.). За цим способом формування брикета проводять з трьох шарів порошка, який має різний вміст вуглецю, опікають і деформують шляхом екструзії. При цьому покращують якісні показники деталі. Недоліком цього способу є те, що він не пригодний для об'ємних заготовок деталей типу зубчатих коліс, зірок, товстостінних циліндрів або валів ізза деформації об'ємної заготовки в процесі екструзії і можливості виникнення мікротріщин в деталях в процесі експлуатації із-за порушення умов відповідності товщин однорідних шарів в об'ємі деталі. В основу винаходу поставлено задачу формування виробу з розплаву металічного порошку з наступною обробкою заготовки забезпечити отримання остаточної форми і номінальних розмірів без операцій пресування порошкової заготовки, металорізання, проміжних нагрівів для термообробки та покращення експлуатаційних характеристик деталі за рахунок утворення нагартувального шару і антикорозійного покриття. Поставлена задача вирішується тим, що у відомому способі виготовлення деталей з металічного порошку згідно з винаходом вироби формують в середовищі інертного газу в кокілях-кристалізаторах з розплаву металічного порошку з одночасним введенням в зони розплаву, які відповідають поверхням виробу, що потребують поліпшених властивостей, легуючи х елементів, з наступною обробкою виробів, які знаходяться в пластичному стані, для надання їм необхідних конструктивно-технологічних параметрів. У іншій формі реалізації способу розплав отримують в індукторі, а вироби піддають обробці пуансонами при температурі кування, яка відповідає матеріалу виробу, і подальшій обробці для отримання наклепу глибиною щонайменше 2мм при температурі утворення наклепу, яка відповідає матеріалу виробу, до отримання остаточної форми і номінальних розмірів з урахуванням температурних розширень, що відповідають матеріалу виробу, з подальшим охолодженням виробу в рідині з одночасним загартуванням і отриманням антикорозійного покриття. При використанні заявленого способу виключаються операції формування і пресування порошкової заготовки, традиційні для методів порошкової металургії. Заготовку формують безпосередньо з розплаву металічного порошку, який може бути отриманий в індукторі або при застосуванні інших установок для отримання розплаву. Подальша обробка заготовки виключає операції металорізання за рахунок обкатки заготовки, що знаходиться в пластичному стані, за допомогою матричних пуансонів, до отримання остаточних розмірів з урахуванням температурного розширення. При цьому відбувається утворення наклепу в робочих зонах деталі глибиною до 2мм. Подальше загартування виробу з одночасним утворенням антикорозійного покриття відбувається під час охолодження виробу в спеціальній рідині. Все це дає можливість значно скоротити технологічний процес, зменшити енергозатрати, трудозатрати, час на виготовлення виробу з одночасним поліпшенням її експлуатаційно-технологічних характеристик. На кресленні зображена технологічна схема виготовлення виробу. Спосіб здійснюють таким чином. Металічний порошок засипають в накопичувальну ємність 1, з якої він надходить в індуктор 2 по тр убці 3, що в своїй нижній частині має розгалуження 4 для рівномірного заповнення кокіля-кристалізатора 5. В зони розплаву, які відповідають робочим поверхням майбутньої деталі, наприклад, в зони зубів, шліців, шпоночних пазів, поверхонь під підшипники, та ін., вводять легуючі елементи по трубкам 6. Заготовку 7 охолоджують в кокілі-кристалізаторі за допомогою охолоджувальної рідини до стану, який дозволяє пластичну обробку тиском. Температура розплаву в першому випадку і пластичного стану в другому випадку залежить від матеріалу виробу. Заготовку виймають з кокіля-кристалізатора 5 і переносять в зону обробки тиском, де заготовку обкатують п уансонами-матрицями, один з яких - привідний пуансон 8, має привід для обертання заготовки, а другий - обжимний пуансон 9, який має спеціальний привід для натискування. Під час обжиму між пуансонами 8 і 9 заготовка отримує кінцеві розміри з урахуванням температурного розширення (2-3%) і наклеп глибиною до 2мм. Отвір в заготовці отримують ступеневою прошивкою-пуансоном 10. Робочі зони пуансонів-матриць під час обробки заготовки охолоджують за допомогою вуглекислоти для запобігання відпуску. Затим готовий виріб занурюють у ванну 11 з водним розчином Na2SiO3 густиною 1,17-1,25г/см. В ванні виріб орієнтують таким чином, щоб в заглибленнях не накопичувалась охолоджувальна рідина, і виріб потрапив на захват конвеєра для переміщення в ванну 12 з водою для промивки. Кокіль-кристалізатор 5 і зона обробки заготовки тиском розміщені в камері з вуглекислим газом 13. Спосіб може бути застосований при виготовленні виробів типу з убчатих коліс, шківів, валів, циліндрів, і т.д.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of articles of metallic powder
Автори англійськоюVoistrykov Mykola Yakovych
Назва патенту російськоюСпособ изготовления изделий из металлического порошка
Автори російськоюВойстриков Николай Яковлевич
МПК / Мітки
МПК: B22F 3/00
Мітки: виробів, виготовлення, порошку, спосіб, металічного
Код посилання
<a href="https://ua.patents.su/2-70773-sposib-vigotovlennya-virobiv-z-metalichnogo-poroshku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів з металічного порошку</a>
Спосіб та пристрій для виготовлення металічного порошку
Номер патенту: 61959
Опубліковано: 15.12.2003
Автор: Торнберг Клаес
МПК: B22F 9/08
Мітки: металічного, порошку, спосіб, виготовлення, пристрій
Формула / Реферат:
1. Спосіб виготовлення металічного порошку з розплаву того ж металу, в якому струмінь розплаву, який виходить із соплового пристрою металургійного резервуара (G), у розпилювальній камері роздрібнюють на краплини за допомогою струменів газу, і цим краплинам дають затвердіти у зерна порошку, що мають переважно кулеподібну форму, який відрізняється тим, що практично вертикальний струмінь розплаву (S), який витікає з соплового пристрою (D),...
Спосіб виготовлення ущільнюючих виробів з порошку міді
Номер патенту: 50960
Опубліковано: 15.11.2002
Автор: Сахненко Олександр Володимирович
Мітки: виробів, виготовлення, порошку, міді, спосіб, ущільнюючих
Формула / Реферат:
Спосіб виготовлення ущільнювальних виробів з порошку міді, що включає пресування і спікання, який відрізняється тим, що для отримання виробів з пористістю 5-9%, їх пресують з порошку міді з насипною густиною 1,7-3,6 г/см3 під тиском 800-1000 МПа, а після спікання вироби ущільнюють під тиском 1000-1400 МПа.
Спосіб виготовлення виробів з нікелевого порошку
Номер патенту: 65651
Опубліковано: 15.04.2004
Автори: Льон-Ясний Олександр Онисимович, Мелешко Ігор Володимирович, Єдін Олександр Йосипович, Сахненко Олександр Володимирович, Альошина Ала Володимирівна, Сахненко Сергій Олександрович
Мітки: порошку, нікелевого, виробів, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення виробів з нікелевого порошку, який включає пресування, нагрівання і ущільнення, який відрізняється тим, що карбонільний нікелевий порошок гранулюють, потім пресують заготовку під тиском 150-700 МПа, далі її нагрівають до температури 900-1350°С і ущільнюють з швидкістю деформування 0,4-2м/с, потім відпалюють при температурі 1000-1050°С.
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64358
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B22F 3/20
Мітки: порошку, виготовлення, спосіб, прутків, металевого
Формула / Реферат:
Спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки, з одночасним прикладанням тиску до її торців, який відрізняється тим, що первісне радіальне кування контейнера здійснюють зі ступенем деформації 30-35 % без зміни довжини заготовки.
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Вязовчєнко Павєл Андрєєвіч, Савостов Ніколай Сєргєєвіч
МПК: B44C 5/00
Мітки: виготовлення, композиційний, матеріал, виробів, спосіб, установка
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Попередній патент: Спосіб створення лінійних комбінаційно-цінних багатонасінних диплоїдних запилювачів цукрових буряків в процесі глибоких циклів рекурентної селекції
Наступний патент: Пристрій для аерування рідини
Випадковий патент: Паста для видалення волосся