Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64358
Опубліковано: 16.02.2004
Завантажити PDF файл.
Формула / Реферат
Спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки, з одночасним прикладанням тиску до її торців, який відрізняється тим, що первісне радіальне кування контейнера здійснюють зі ступенем деформації 30-35 % без зміни довжини заготовки.
Текст
Винахід відноситься до області порошкової металургії, зокрема до способів виготовлення прутків з металевого порошку. Відомий спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки [1]. Даний спосіб не забезпечує одержання прутків високої якості, тому що в процесі кування можуть залишатися пори. Відомий також спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки з одночасним прикладанням тиску до її торцевих частин [2]. Недоліком відомого способу є те, що він складний у здійсненні і вимагає для свого виконання великої кількості дорогого устаткування. Для здійснення даного способу потрібне дороге устаткування для пресування. В основу винаходу поставлена задача, шляхом зміни схеми і режимів деформації, забезпечити спрощення процесу і зменшити кількість устаткування. Поставлена задача досягається тим, що в способі виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки з одночасним прикладанням тиску до її торців, новим є те, що первісне радіальне кування контейнера здійснюють зі ступенем деформації 30-35% без зміни довжини заготовки. Спосіб здійснюється наступним чином. Контейнер циліндричної форми заповнюють металевим порошком, вакуумують і герметизують. Отриману таким способом заготовку нагрівають до температури деформації, затискають маніпуляторами і здійснюють деформацію на радіально-кувальній машині. Перед кожним одиничним обтисненням бойками радіальнокувальної машини заготовку кантують і подають у напрямку її подовжньої осі на визначену величину. У процесі деформації відстань між маніпуляторами залишається постійною, що забезпечує тиск на торці заготовки. Кування без зміни довжини заготовки роблять зі ступенем деформації 30 - 35% . У результаті цього щільність порошкової заготовки досягає 98 - 99% . Потім кування здійснюють звичайним способом до одержання готового прутка. При значеннях ступеня деформації e 35% , затиснутого між маніпуляторами, здійснювати не раціонально, тому що різко зростають навантаження на маніпулятори, що може привести до їх поломки. Приклад. Контейнер, що складається з обичайки діаметром 300мм із товщиною стінки 14мм, довжиною 1500мм і виконаний зі Ст.3, заповнили порошком сталі Р6М5ФЗ і після віброущільнення вакуумували, герметизували, нагрівали до температури 1150°С, затискали між маніпуляторами і піддавали куванню на РКМ типу SXP-55 зусиллям 10МН. При цьому в процесі кування відстань між маніпуляторами залишалася постійною до проковування заготовки зі ступенем деформації 33%. / / / Деформацію заготовки здійснювали за схемою О 300мм ® О 200мм ® О 100мм. Після деформації одержували прутки діаметром 100мм, що піддавали відпалу. З отриманих прутків вирізували макротемплети і зразки для дослідження мікроструктури. Оцінка якості прутків проводилась відповідно до ТУ 14-1-3647-83 «Прутки зі швидкоріжучої сталі, отримані методом порошкової металургії». Мікроструктура металу прутків оцінювалася за ДСТ 10243-75. Для порівняння по способі - прототипі, прийнятому за базовий об'єкт, виготовили прутки діаметром 100мм із порошкової сталі Р6М5ФЗ. Якість отриманого металу по способі-прототипі відповідала якості металу, отриманому по патентуемому способі. Патентуємий спосіб забезпечує істотне спрощення процесу і не вимагає спеціального устаткування для пресування контейнера з порошком одночасно з його куванням. Джерела інформації 1. Авторське посвідчення СРСР №1332657, кл. В22F3/20, 1985 (непубл.). 2. Авторське посвідчення СРСР №1534877, кл. В22F3/20, 1988 (непубл.).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing the rods of metal powder
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych
Назва патенту російськоюСпособ изготовления прутков из металлического порошка
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович
МПК / Мітки
МПК: B22F 3/20
Мітки: виготовлення, прутків, порошку, металевого, спосіб
Код посилання
<a href="https://ua.patents.su/1-64358-sposib-vigotovlennya-prutkiv-z-metalevogo-poroshku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення прутків з металевого порошку</a>
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64447
Опубліковано: 16.02.2004
Автори: Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Бедросова Лариса Василівна
МПК: B22F 3/02
Мітки: спосіб, порошку, виготовлення, металевого, прутків
Формула / Реферат:
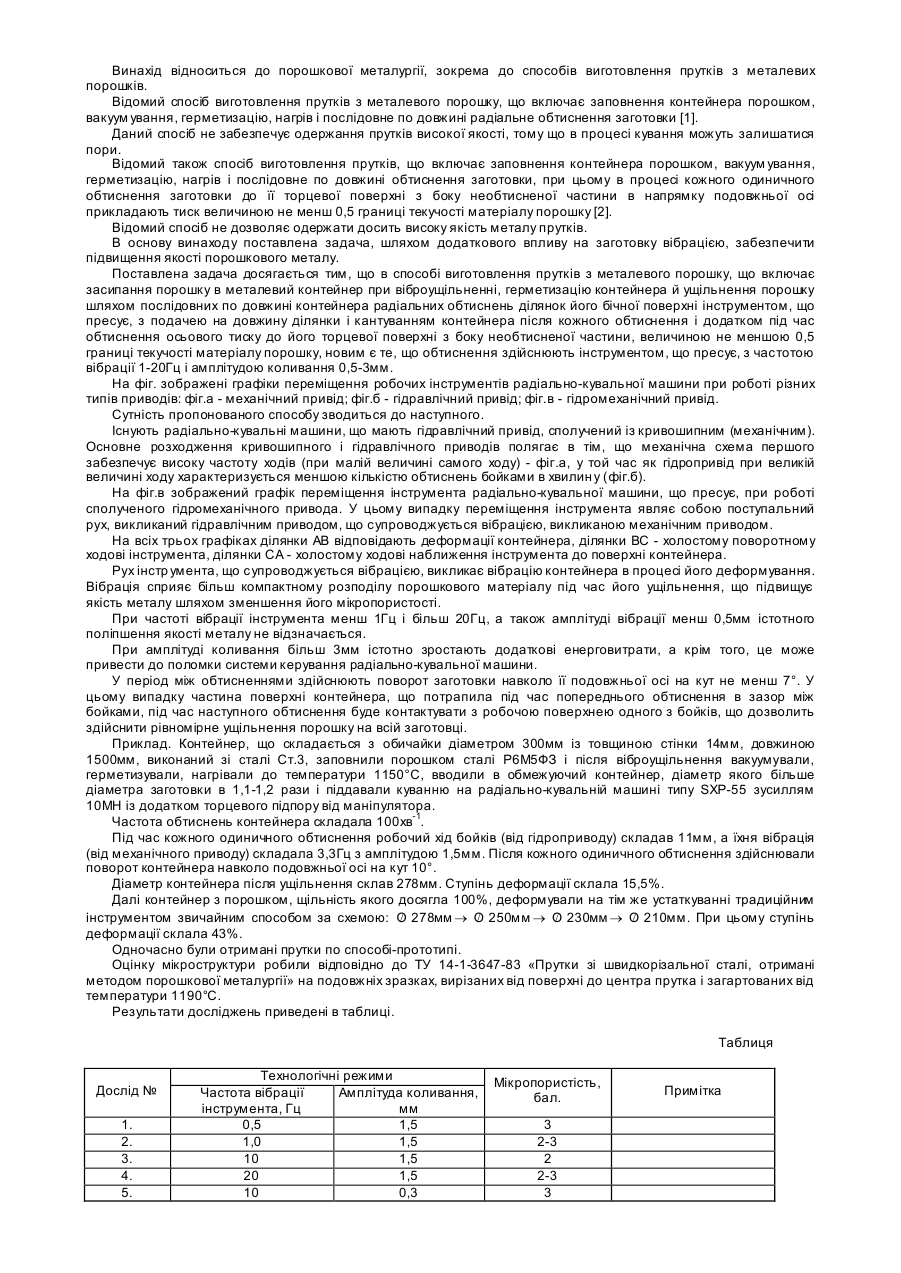
Спосіб виготовлення прутків з металевого порошку, що включає засипання порошку в металевий контейнер при віброущільненні, герметизацію контейнера й ущільнення порошку шляхом послідовних по довжині контейнера радіальних обтиснень ділянок його бічної поверхні інструментом, що пресує, з подачею на довжину ділянки і кантуванням контейнера після кожного обтиснення і додатком під час обтиснення осьового тиску до його торцевої поверхні з боку...
Спосіб виготовлення проникних шаруватих матеріалів з металевого волокна та порошку
Номер патенту: 49874
Опубліковано: 15.10.2002
Автори: Косторнов Анатолій Григорович, Мороз Анатолій Леонтійович
Мітки: виготовлення, порошку, волокна, проникних, спосіб, металевого, шаруватих, матеріалів
Формула / Реферат:
1. Спосіб виготовлення проникних шаруватих матеріалів з металевих волокон і порошків, який включає формування шарів з волокна та порошку і наступне спікання, який відрізняється тим, що формування шарів з волокна і порошку виконують шляхом послідовного пошарового вібророзсіву волокна та порошку на нерухому плоску підкладку.2. Спосіб за п.1, який відрізняється тим, що формування проникних каркасних композицій здійснюють шляхом...
Пристрій та спосіб для виготовлення металевого порошку
Номер патенту: 49067
Опубліковано: 16.09.2002
Автор: Торнберг Клаес
МПК: B22F 9/08
Мітки: виготовлення, пристрій, металевого, спосіб, порошку
Формула / Реферат:
1. Пристрій для виготовлення металевого порошку із розплаву (1), який включає в себе щонайменше один металургійний резервуар (2) для обробки та/або підготовки рідкого металу, розпилювальну камеру (3) з розпилювачем для розпилення рідкого металу, яка на стороні входу з'єднана з металургійним резервуаром (2), а на стороні виходу обладнана перехідним патрубком (4), до якого приєднана спрямована догори висхідна труба (5), до труби (5) приєднаний...
Спосіб пресування металевого порошку
Номер патенту: 62879
Опубліковано: 15.12.2003
Автори: Блохін Олександр Григорович, Алаторцев Олександр Олександрович, Кравцова Юлія Вікторівна
МПК: B22F 3/02
Мітки: металевого, порошку, спосіб, пресування
Формула / Реферат:
Спосіб пресування металевого порошку, що включає попереднє формування та остаточне пресування заготовки, поєднане з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що попереднє формування виконують із зусиллям (0,5-0,7) Рпр., а остаточне пресування виконують у процесі зрушення в локальному шарі з постійно діючим навантаженням попереднього пресування, причому кут зрушення призначається від 0° до...
Спосіб пресування металевого порошку і пристрій для його здійснення
Номер патенту: 62880
Опубліковано: 15.12.2003
Автори: Матус Володимир Ігорович, Блохін Олександр Григорович, Василенко Тетяна Володимирівна
МПК: B22F 3/02, B30B 11/02
Мітки: металевого, спосіб, пристрій, здійснення, порошку, пресування
Формула / Реферат:
1. Спосіб пресування металевого порошку, що включає попереднє формування й остаточне пресування заготовки, сполучене з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що після попереднього здійснюють пророблення порошку, змінюючи кут між напрямком пресування і формування поверхнею інструмента, при цьому напруги на етапі пророблення порошку змінюються від
Попередній патент: Спосіб кування заготовок на чотирибойковій радіально-кувальній машині
Наступний патент: Спосіб виготовлення ковальських бойків з жароміцного сплаву
Випадковий патент: Транспортний рольганг прокатного стана