Верстат для абразивного оброблення виступного кінця кільцеподібних поверхонь керамічних виробів
Номер патенту: 72329
Опубліковано: 15.02.2005
Автори: Прохоров Владімір Вячєславовіч, Скосарєв Віктор Алєксєєвіч, Другов Ніколай Алєксандровіч, Ліра Владімір Архіповіч
Формула / Реферат
Верстат для абразивного оброблення виступного кінця кільцеподібних поверхонь керамічних виробів, який має багатопозиційний ділильний поворотний стіл з установленими на ньому, за кількістю позицій, привідними шпинделями, що мають затискні патрони, та блоки дискретної подачі через державки по еластичних елементах їх контактних головок абразивних стрічок, який відрізняється тим, що блоки дискретної подачі абразивних стрічок виконано дворівчаковими, з двома державками, встановленими в діаметрально протилежних зонах оброблення керамічного виробу і які мають еластичні елементи у вигляді сегментів.
Текст
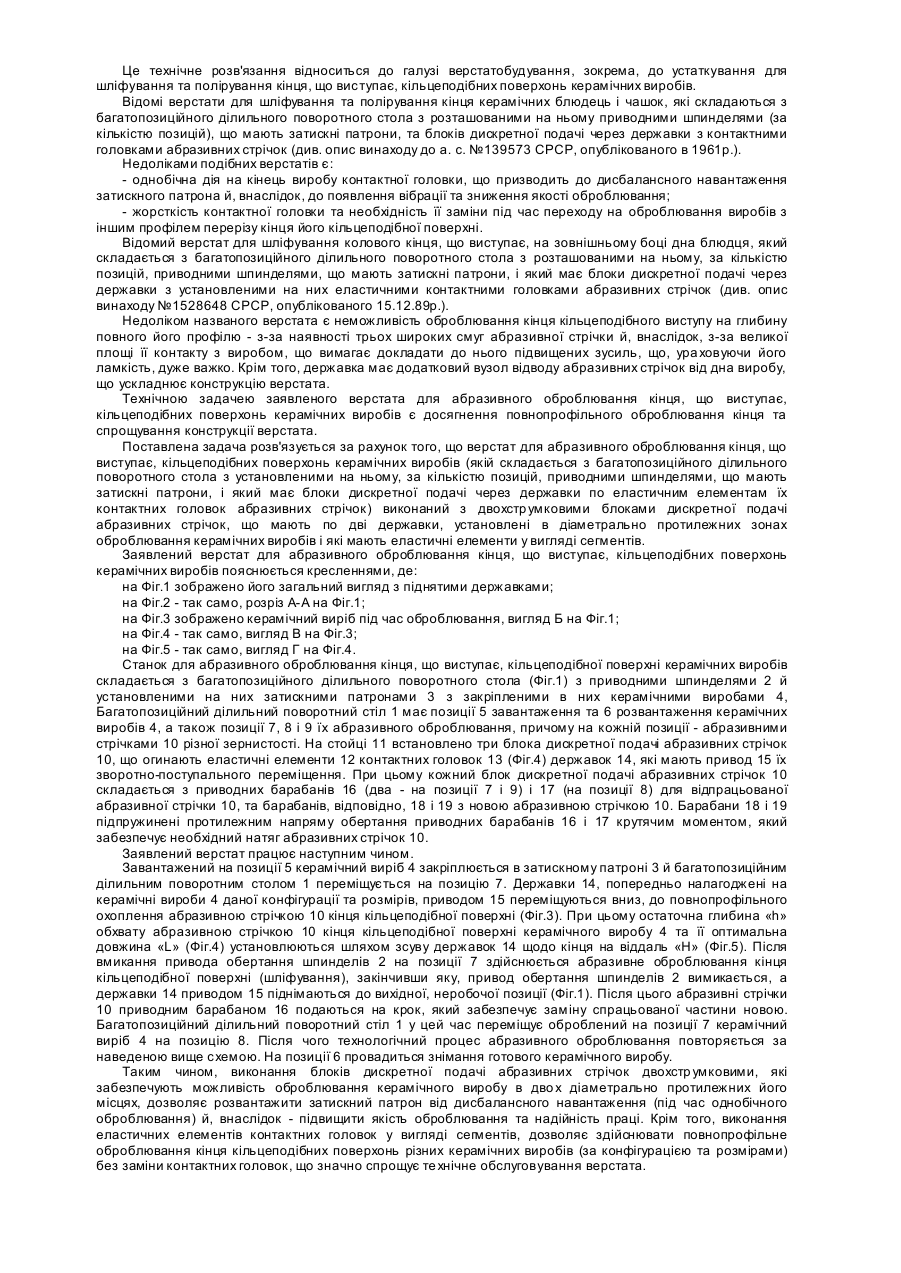
Це технічне розв'язання відноситься до галузі верстатобудування, зокрема, до устаткування для шліфування та полірування кінця, що виступає, кільцеподібних поверхонь керамічних виробів. Відомі верстати для шліфування та полірування кінця керамічних блюдець і чашок, які складаються з багатопозиційного ділильного поворотного стола з розташованими на ньому приводними шпинделями (за кількістю позицій), що мають затискні патрони, та блоків дискретної подачі через державки з контактними головками абразивних стрічок (див. опис винаходу до а. с. №139573 СРСР, опублікованого в 1961p.). Недоліками подібних верстатів є: - однобічна дія на кінець виробу контактної головки, що призводить до дисбалансного навантаження затискного патрона й, внаслідок, до появлення вібрації та зниження якості оброблювання; - жорсткість контактної головки та необхідність її заміни під час переходу на оброблювання виробів з іншим профілем перерізу кінця його кільцеподібної поверхні. Відомий верстат для шліфування колового кінця, що виступає, на зовнішньому боці дна блюдця, який складається з багатопозиційного ділильного поворотного стола з розташованими на ньому, за кількістю позицій, приводними шпинделями, що мають затискні патрони, і який має блоки дискретної подачі через державки з установленими на них еластичними контактними головками абразивних стрічок (див. опис винаходу №1528648 СРСР, опублікованого 15.12.89р.). Недоліком названого верстата є неможливість оброблювання кінця кільцеподібного виступу на глибину повного його профілю - з-за наявності трьох широких смуг абразивної стрічки й, внаслідок, з-за великої площі її контакту з виробом, що вимагає докладати до нього підвищених зусиль, що, ура ховуючи його ламкість, дуже важко. Крім того, державка має додатковий вузол відводу абразивних стрічок від дна виробу, що ускладнює конструкцію верстата. Технічною задачею заявленого верстата для абразивного оброблювання кінця, що виступає, кільцеподібних поверхонь керамічних виробів є досягнення повнопрофільного оброблювання кінця та спрощування конструкції верстата. Поставлена задача розв'язується за рахунок того, що верстат для абразивного оброблювання кінця, що виступає, кільцеподібних поверхонь керамічних виробів (якій складається з багатопозиційного ділильного поворотного стола з установленими на ньому, за кількістю позицій, приводними шпинделями, що мають затискні патрони, і який має блоки дискретної подачі через державки по еластичним елементам їх контактних головок абразивних стрічок) виконаний з двохстр умковими блоками дискретної подачі абразивних стрічок, що мають по дві державки, установлені в діаметрально протилежних зонах оброблювання керамічних виробів і які мають еластичні елементи у вигляді сегментів. Заявлений верстат для абразивного оброблювання кінця, що виступає, кільцеподібних поверхонь керамічних виробів пояснюється кресленнями, де: на Фіг.1 зображено його загальний вигляд з піднятими державками; на Фіг.2 - так само, розріз А-А на Фіг.1; на Фіг.3 зображено керамічний виріб під час оброблювання, вигляд Б на Фіг.1; на Фіг.4 - так само, вигляд В на Фіг.3; на Фіг.5 - так само, вигляд Г на Фіг.4. Станок для абразивного оброблювання кінця, що виступає, кільцеподібної поверхні керамічних виробів складається з багатопозиційного ділильного поворотного стола (Фіг.1) з приводними шпинделями 2 й установленими на них затискними патронами 3 з закріпленими в них керамічними виробами 4, Багатопозиційний ділильний поворотний стіл 1 має позиції 5 завантаження та 6 розвантаження керамічних виробів 4, а також позиції 7, 8 і 9 їх абразивного оброблювання, причому на кожній позиції - абразивними стрічками 10 різної зернистості. На стойці 11 встановлено три блока дискретної подачі абразивних стрічок 10, що огинають еластичні елементи 12 контактних головок 13 (Фіг.4) державок 14, які мають привод 15 їх зворотно-поступального переміщення. При цьому кожний блок дискретної подачі абразивних стрічок 10 складається з приводних барабанів 16 (два - на позиції 7 і 9) і 17 (на позиції 8) для відпрацьованої абразивної стрічки 10, та барабанів, відповідно, 18 і 19 з новою абразивною стрічкою 10. Барабани 18 і 19 підпружинені протилежним напряму обертання приводних барабанів 16 і 17 крутячим моментом, який забезпечує необхідний натяг абразивних стрічок 10. Заявлений верстат працює наступним чином. Завантажений на позиції 5 керамічний виріб 4 закріплюється в затискному патроні 3 й багатопозиційним ділильним поворотним столом 1 переміщується на позицію 7. Державки 14, попередньо налагоджені на керамічні вироби 4 даної конфігурації та розмірів, приводом 15 переміщуються вниз, до повнопрофільного охоплення абразивною стрічкою 10 кінця кільцеподібної поверхні (Фіг.3). При цьому остаточна глибина «h» обхвату абразивною стрічкою 10 кінця кільцеподібної поверхні керамічного виробу 4 та її оптимальна довжина «L» (Фіг.4) установлюються шляхом зсуву державок 14 щодо кінця на віддаль «Н» (Фіг.5). Після вмикання привода обертання шпинделів 2 на позиції 7 здійснюється абразивне оброблювання кінця кільцеподібної поверхні (шліфування), закінчивши яку, привод обертання шпинделів 2 вимикається, а державки 14 приводом 15 піднімаються до вихідної, неробочої позиції (Фіг.1). Після цього абразивні стрічки 10 приводним барабаном 16 подаються на крок, який забезпечує заміну спрацьованої частини новою. Багатопозиційний ділильний поворотний стіл 1 у цей час переміщує оброблений на позиції 7 керамічний виріб 4 на позицію 8. Після чого технологічний процес абразивного оброблювання повторяється за наведеною вище схемою. На позиції 6 провадиться знімання готового керамічного виробу. Таким чином, виконання блоків дискретної подачі абразивних стрічок двохстр умковими, які забезпечують можливість оброблювання керамічного виробу в дво х діаметрально протилежних його місцях, дозволяє розвантажити затискний патрон від дисбалансного навантаження (під час однобічного оброблювання) й, внаслідок - підвищити якість оброблювання та надійність праці. Крім того, виконання еластичних елементів контактних головок у вигляді сегментів, дозволяє здійснювати повнопрофільне оброблювання кінця кільцеподібних поверхонь різних керамічних виробів (за конфігурацією та розмірами) без заміни контактних головок, що значно спрощує те хнічне обслуговування верстата.
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for abrasive machining of salient end of ring-shaped surfaces of ceramic articles
Назва патенту російськоюСтанок для абразивной обработки выступающего конца кольцеобразных поверхностей керамических изделий
МПК / Мітки
МПК: B24B 21/00
Мітки: керамічних, кінця, абразивного, поверхонь, кільцеподібних, верстат, виробів, оброблення, виступного
Код посилання
<a href="https://ua.patents.su/2-72329-verstat-dlya-abrazivnogo-obroblennya-vistupnogo-kincya-kilcepodibnikh-poverkhon-keramichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Верстат для абразивного оброблення виступного кінця кільцеподібних поверхонь керамічних виробів</a>
Спосіб декорування санітарних керамічних виробів під камінь
Номер патенту: 53913
Опубліковано: 17.02.2003
Автори: Гапонюк Олександр Миколайович, Єліна Людмила Іллівна
МПК: E03D 11/00, A47K 1/00
Мітки: декорування, керамічних, санітарних, виробів, спосіб, камінь
Формула / Реферат:
Спосіб декорування санітарних керамічних виробів "під камінь", який складається з покриття білою поливою виробів, який відрізняється тим, що декорування проводять в два етапи:перший – на білу поливу наносять пульверизатором основний колір, наприклад чорний;другий – напилення на основний колір допоміжного кольору, наприклад зеленого або білого, у вигляді крапельок різного розміру.
Полива для керамічних виробів
Номер патенту: 29098
Опубліковано: 16.10.2000
Автори: Белегай Микола Євгенович, Бек Юрій Маркіянович, Повх Ізяслава Мирославівна, Ящук Оксана Богданівна, Бек Маркіян Васильович
МПК: C04B 41/86
Мітки: полива, виробів, керамічних
Формула / Реферат:
Полива для керамічних виробів, що містить пісок, крейду, барій вуглекислий, оксид цинку, циркон, глину новорайську, каолін глуховецький, тальк, яка відрізняється тим, що додатково містить відходи збагачення майдан-вильської глини при такому співвідношенні компонентів, мас. % : Пісок кварцовий 26,0-30,0 Крейда 6,5-12,5 Барій вуглекислий 2,9-3,5...
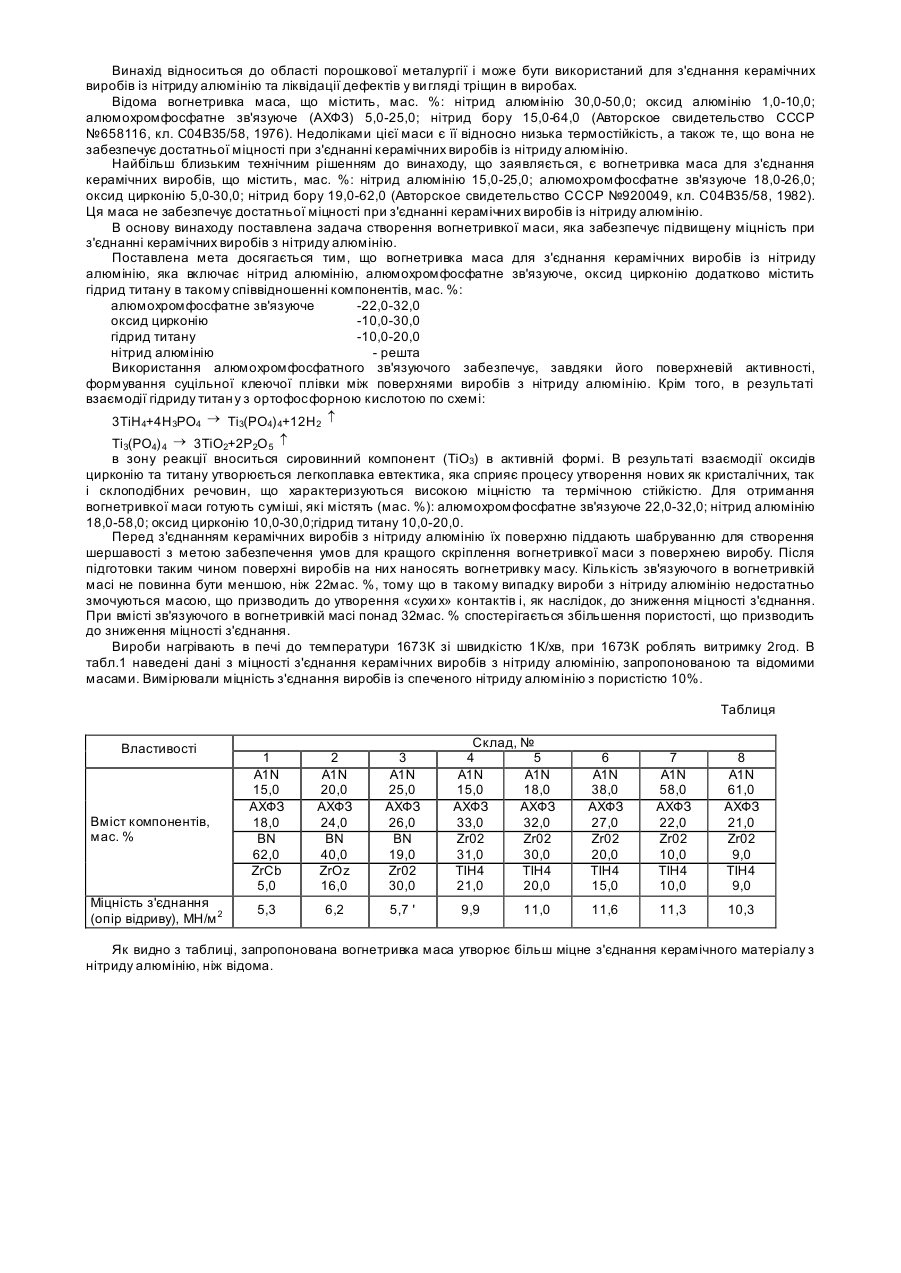
Вогнетривка маса для з’єднання керамічних виробів з нітриду алюмінію
Номер патенту: 69296
Опубліковано: 16.08.2004
Автори: Іценко Анатолій Іванович, Мінаков Сергій Миколайович, Зяткевич Ніна Семенівна, Морозова Раїса Олексіївна, Панашенко Віктор Михайлович, Морозов Ігор Анатолійович, Радченко Олександр Кузьмич, Бєлік Василь Денисович, Сова Анатолій Микитович, Орел Ганна Григорівна
МПК: C04B 37/00, C04B 35/581
Мітки: алюмінію, нітриду, виробів, вогнетривка, керамічних, маса, з'єднання
Формула / Реферат:
Вогнетривка маса для з'єднання керамічних виробів з нітриду алюмінію, що включає нітрид алюмінію, алюмохромфосфатне зв'язуюче, оксид цирконію, яка відрізняється тим, що вона додатково містить гідрид титану в такому співвідношенні компонентів, мас. %: алюмохромфосфатне зв'язуюче 22,0-32,0 оксид цирконію 10,0-30,0 гідрид титану 10,0-20,0 ...
Вогнетривка маса для з’єднання керамічних виробів з нітриду кремнію
Номер патенту: 36788
Опубліковано: 16.04.2001
Автори: Іценко Анатолій Іванович, Зяткевич Дмитро Павлович, Долинська Любов Петрівна, Бєлік Василь Денисович, Радченко Олександр Кузьмич
МПК: C04B 35/584, C04B 37/00
Мітки: керамічних, з'єднання, вогнетривка, нітриду, маса, виробів, кремнію
Текст:
...Н ) + Н 2 0 АЮ(ОН) ^ > АЬОз + Н 2 0 АІ(ОН) 2 С1 - ^ U A 1 2 0 3 + HC1 + H 2 0 основний хлорид алюмінію вносить в зону реакції сировинний компонент (А1 2 0 3 ) в активній формі. Це призводить до утворення з нітридами кремнію та алюмінію нових як кристалічних, так і склоподібних речовин зі структурою безперервної сітки з тетраедрів (Si, А1) 3 (0, N) 4 , що характеризуються високою міцністю та термічною утворюється стійкістю. Крім ...
Пристрій для гарячого лиття керамічних виробів
Номер патенту: 32834
Опубліковано: 15.02.2001
Автори: Филипенко Віктор Михайлович, Гладій Ігор Юрійович, Семенов Михайло Іванович
МПК: B28C 5/00
Мітки: пристрій, виробів, лиття, гарячого, керамічних
Формула / Реферат:
Пристрій для гарячого лиття керамічних виробів, який містить шлікерний бак з живильною трубою, що з'єднана з фланцем для базування форм, змішувач і ванну з електронагрівачем для масляного теплоносія, який відрізняється тим, що додатково оснащений електронагрівачем, розміщеним навколо живильної труби всередині фланця для базування форм.
Попередній патент: Гральне обладнання для настільних ігор, у яких використовуються гральні карти і ігрові жетони, зокрема для гри “блек-джек”
Наступний патент: Спосіб вироблення залишку палива в рушійній установці рідинної ракети
Випадковий патент: Пломба